
The structure, the hardness, and the thickness of the hardened surface layer of normalized steel 45 are studied after electromechanical treatment (EMT) with dynamic application of the forming force. The effect of the density of the current of the pulsed EMT on the structure, the microhardness and the thickness of the hardened surface layer is determined. The properties of the hardened layer of the steel are compared to those obtained after the traditional static EMT. The possibility of additional hardening of the metal is demonstrated.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
Effective control of the quality of the surface layer and of the operating characteristics of parts is associated closely with installation of advanced processes of surface hardening of materials. The structural changes in the surface layer of parts can be controlled by pulsed technologies characterized by application of a high surface energy, its pulsed action on relatively small volumes of the metal, and subsequent cooling at a high rate [1,2,3,4]. Such extreme conditions cause formation of a structure with elevates the hardness and specific properties in the surface (white) layer. One such process is electromechanical treatment (EMT) [2, 5]. The highest intensity of the temperature-and-force action on the material is provided by electromechanical treatment with pulsed (dynamic) application of the deforming force [6]. In this case the impact force pulses synchronous and cophasal to the electric current pulses are initiated in the zone of contact between the tool and the sample at the same duration and frequency as the electric pulses. It is known that electromechanical treatment with pulsed (dynamic) deformation intensifies substantially the process of phase transformations and plastic straining as compared to the traditional static electromechanical treatment. The surface layer formed in a steel by pulsed EMT exhibits very high and heterogeneous hardness, shear bands, and sometimes local fusion in the zone of direct contact with the electrode tool.
Studies in the field of electromechanical treatment with pulsed application of the deformation force (impact EMT) have mainly been devoted to some particular aspects of formation of the surface layer. By the data of these studies, the current intensity is the main parameter of electromechanical hardening, which determines the degree of the high-temperature effect and the intensity of the phase transformations in the surface layer. However, the thermal energy supplied in excess may affect the formation of the white layer negatively. Therefore, it seems expedient to determine the relation between the qualitative characteristics of the hardened layer and the current density under pulsed EMT, which should allow us to control purposefully the structure of the steel.
The aim of the present work was to study specific features of the fine structure, the microhardness and the thickness of the hardened surface layer on steel 45 as a function of the variation of the current intensity in electromechanical treatment with pulsed deformation force.
Methods of Study
We studied flat specimens from steel 45 with a thickness of 10 – 15 mm after normalizing (ferrite-pearlite structure, grain size 50 – 80 μm). The specimens were subjected to electromechanical treatment with high-rate deformation. The method of electromechanical treatment with pulsed deformation consisted in simultaneous passage of electric current through the zone of contact between the tool and the specimen and impact loading [6]. The impact (pulsed) loading was conducted in a facility for spot welding with RTsS-403U4 welding cycle regulator. The current density j = 100, 300 and 600 A/mm2. The duration of the pulse of electric current was taken to be equal to the duration of the impact pulse τ = 10– 4 sec. The maximum density of the current pulse corresponded to the maximum value of the impact pulse. Plastic deformation was performed by a control impact with force P = 1500 N without breaking the spot of contact between the tool and the specimen. The forming force was chosen in accordance with the recommendations given in [7]. This was accompanied by rapid heating and deformation of the local microvolume of the surface at the place of contact with the electrode and rapid cooling of the latter due to the removal of heat into the depth of the metal. Simultaneous passage of a current pulse through the zone of contact between the tool and the specimen and an impact pulse through this zone was accompanied by substantial elevation of the rates of the deformation and of the thermal processes as compared to the traditional electromechanical treatment (rolling). The impact electromechanical treatment yielded a specific structure of a “white layer” on the surface of the steel.
We measured the microhardness of local volumes of the surface layer using a PMT-3 device at a load of 0.5 and 1 N on the indenter. The distance between the indents was 30 μm. The data for 50 indents were processed statistically. Special attention was devoted to preparation of the surface of microsections. The specimen was turned-off to the middle (the center) of the indent obtained due to contact with the electrode tool, the surface was ground thoroughly, polished, and etched in a 4% solution of nitric acid in ethyl alcohol to uncover the microstructure. This preparation of the microsection allowed us to measure the microhardness right at the edge of the surface and to compare the microhardness of the steel and its structure.
The metallographic studies were performed using an Olympus 9000 optical microscope at a magnification of × 100 and × 200. We studied the microstructure of the surface layer of the specimens from steel 45 subjected to electromechanical hardening with permanent dynamic deformation force and different modes of pulsed current.
Results and Discussion
The change in the method of feeding power to the treatment zone under pulsed EMT is accompanied by substantial growth in the rate of the thermal (vh = 105 – 106 K/sec, vc = 104 K/sec) and deformation processes and results in formation of a specific martensitic structure containing no acicular martensite, which is characterized by an elevated content of carbon, finer grains and more crystal structure defects [7, 8].
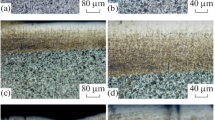
By the data of the metallographic study the pulsed impact with different thermal energies in the treatment zone, which is determined by the current density j, produces segment-like fragments of a white layer on the surface of the steel. Analysis of the surface and subsurface layers shows that the type of the structure, the shape and the size of the fragments of the white layer depend substantially on the current density. The extreme conditions created due to the pulsed temperature-and-force impact during the EMT with current density j = 600 A/mm2 (Fig. 1a ) cause formation of a continuous homogeneous light field preserving no intragrain texture of normalized steel and no ferrite net over grain boundaries in the zone of contact between the specimen and the tool. Growth of the thickness of the white layer is accompanied by appearance of refined and recrystallized grains stretched somewhat in the direction of the impact.

Microstructure of the surface layer of steel 45 hardened by EMT with pulsed application of the deforming force: a) current density j = 600 A/mm2; b ) j = 300 A/mm2; c) j = 100 A/mm2.
When the current density of the pulsed EMT (the amount of the thermal energy fed to the zone of contact between the tool and the surface of the specimen) is decreased, the size of the fragments of the white layer decreases substantially, and a zone of not hardened deformed metal becomes clearly visible (Fig. 1b and c).
It follows from Fig. 1b that the specimens hardened at the current density j = 300 A/mm2 have a zone of white layer virtually twice smaller than the fragment of the white layer presented in Fig. 1a and exhibit a deformed transition zone between the layer and the initial structure, where the grain structure is inherited and only a low strain develops in the direction of the impact. There is also a difference over the boundary of the white layer, where the martensite formed at the place of the ferrite is accompanied by preserved ferrite grains, a part of which undergo a diffusionless transformation yielding low-carbon martensite while the other part remains untransformed. Some of the specimens exhibit shear bands.
The microstructure of a fragment of white layer after the treatment with current density j = 100 A/mm2 is presented in Fig. 1c. It can be seen that the white layer preserves characteristic cementite and ferrite regions and ferritic net over grain boundaries. The hardened fragment of the white layer is much smaller, and there is a deformed transition zone commensurable with the thickness of the fragment. It is obvious that this is a result of the dominant effect of the deformation component of the treatment.
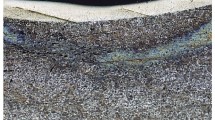
Analyzing the transition zone between the segment hardened for white layer and the deformed zone of the original material we detected their well manifested interface within one pearlite grain. The lower contour of the white layer corresponds to the minimal temperature of the phase transformations. It can be seen from Fig. 2 that the pearlite gives way to structureless martensite which inherits its intragrain texture on this interface and preserves the characteristic cementite and ferrite regions and the ferrite net over grain boundaries. The interface of the ferrite-pearlite structure and the white layer is uneven due to formation of structureless martensite over cementite inclusions.

Microstructure on the interface of the white layer and the matrix metal (steel 45) hardened by EMT with pulsed application of the deforming force (j = 300 A/mm2, P = 1500 N), × 200.
Thus, the pulsed action of the joint thermal and force loading affects the formation of the structure of the surface layer. It should be noted that with decrease of the temperature in the zone of contact between the tool and the specimen due to decrease of the current density, the effect of the deformation factor propagates to a greater depth than the phase transformations caused by the thermal hardening.
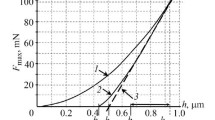
The data on the distribution of microhardness over the thickness of the hardened surface layer reflect the general laws of its variation as a function of the current density under pulsed electromechanical treatment (Fig. 3). For example, the maximum microhardness in the surface volumes of the steel specimens hardened at the current density j = 100 A_mm2 attains 7 – 8 GPa; at j = 300 A/mm2 the microhardness is 10.5 – 12 GPa; at j = 600 A/mm2 the microhardness is 8 – 10 GPa, i.e., the microhardness of the hardened steel 45 increases by a factor of 4 – 5.5 with respect to the initial value (in normalized condition). This growth in the microhardness of the surface layer may be associated with the very complex stress-strain state of the metal after the pulsed treatment, which is determined not only by the external factors (contact pressure of the tool on the material treated) but also by the external factors (the thermoelastic, structural, and phase stresses and strains) [1].

Distribution of microhardness over the thickness of the hardened layer of normalized steel 45 after EMT with pulsed deformation (h is the distance from the surface): 1 ) current density j = 100 A/mm2; 2 ) 300 A/mm2; 3 ) 600 A/mm2.
Analysis of the curves presented in Fig. 3 shows that the microhardness may vary noticeably over the thickness of the white layer fragment, i.e., ∆HV = 0.5 – 1.0 GPa. The nonuniformity of the distribution of elevated and reduced hardness grows with the current density; the amplitude of these fluctuations may reach ∆HV = 1.5 – 2.0 GPa (curves 2 and 3 in Fig. 3).
Such distribution of the hardness is a result of the very high inhomogeneity of carbon concentration in the martensite formed due to the rapid quenching (growth in the heating rate causes decrease in the duration of the phase transformations) of the austenite with inhomogeneous carbon content. With distance from the boundary of the white layer to the initial structure the microhardness lowers progressively, and this variation is smooth reflecting the effect of the pulsed surface plastic deformation.
It should be noted that the depth of the hardening depends on the variation of the current density j of the pulsed treatment more than the microhardness in the EMT-hardened surface. It can be inferred from Fig. 3 that the thickness of the hardened layer grows substantially with the current density. For example, at j = 100 A_mm2 the thickness of the layer h = 0.18 – 0.2 mm; at j = 300 A/mm2 h = 0.5 – 0.6 mm; at j = 600 A/mm2 h = 1.4 – 1.5 mm. The size of the deformed transition zones grows with decrease in the current density, and is comparable to the thickness of the zone hardened for white layer after the treatment with j = 100 A/mm2 (0.18 – 0.2 mm, curve 1 in Fig. 3). This correlates well with the metallographic analysis of the structures obtained (Fig. 1). Thus, the change in the manner of surface heating results in dominance of rapid deformation over the thermal effect, which produces a high-hardness zone outside the white layer fragment, and this feature is manifested more intensely when the heating temperature in the zone of contact between the electrode and the specimen becomes lower.
Comparative analysis of the experimental results shows that the thickness of the white layer on steel 45 after the EMT with current density j = 600 A/mm2 is about 10 times higher and at j = 300 A/mm2 is 3 – 4 times higher than after the traditional electromechanical treatment with static contact loading [5, 9]; the microhardness in this case increases by 20 and 30% respectively. As a result of static EMT the hardness drops abruptly from the white layer to the initial structure (a part of the pearlite grains has a microhardness of 8.0 GPa and a part has a microhardness of 2.3 GPa) [5] without formation of a transition zone with elevated hardness which increases the total depth of the hardening under pulsed electromechanical treatment.
It should be noted that in the case of static electromechanical treatment with current density j = 100 A/mm2 the effect of hardening for a white layer is totally absent due to the absence of conditions for formation of a white layer. After the pulsed EMT conducted in the same mode (j = 100 A/mm2 ), the thickness of the hardened layer h = 0.18 – 0.2 mm and its hardness is 7 – 8 GPa (curve 1 in Fig. 3), while the zone of the white layer is close to the white layer formed by the traditional static EMT with current density j = 400 – 450 A/mm2 where the thickness and the structure are concerned. It is obvious that the pulsed EMT produces quality high-strength structures at a much less current density than the traditional static EMT, because it raises the rate and the temperature of heating in the hardened zone as a result of activation of additional energy due to impact deformation.
Thus, the change in the manner of application of the force of plastic deformation under pulsed electromechanical hardening makes it possible to raise the intensity of the process of high-temperature deformation and, possibly, to elevate the hardening of the metal by additional 15 – 20% as compared to the known method of EMT at the same current density. The high rates and temperatures of the occurring deformation processes provide fixation of the mentioned hardened structures at a higher distance from the surface.
High-power pulsed electromechanical treatment opens the potential internal reserves of medium-carbon steel 45; the quality characteristics of the surface layer of the steel increase at a lower consumption of power.
Conclusions
-
1.
Formation of the structure, microhardness and thickness of the surface layer of steel 45 depends on the interaction of the thermal and deformation processes of pulsed electromechanical treatment.
-
2.
Elevation of the current density in pulsed EMT results in considerable growth of the thickness of the hardened layer to h = 1.5 mm and increases the maximum hardness in microvolumes to 10 – 12 GPa.
-
3.
The change of the manner of feeding of energy to the treatment zone under pulsed electromechanical treatment results in formation of quality high-strength structures at a considerably lower current density than in the traditional static electromechanical treatment.
References
Yu. I. Babey, Physical Fundamentals of Pulsed Hardening of Steel and Cast Iron [in Russian], Naukova Dumka, Kiev (1988), 238 p.
B. M. Askinazi, Hardening and Reconditioning of Machine Parts by Electromechanical Treatment [in Russian], Mashinostroenie, Moscow (1989), 200 p.
A. S. Gill, A. Telang, and Y. Chang, “Localized plastic formation and hardening in laser shock peened,” Mater. Charact., 142, 15 – 26 (2018).
D. A. Lesyk, S. Martinez, B. N. Mordyuk, et al., “Effects of laser heat treatment combined with ultrasonic impact treatment on the surface topography and hardness of carbon steel AISI 1045,” Optics Laser Technol., 111, 424 – 438 (2019).
V. P. Bagmutov, S. N. Parshev, N. G. Dudkina, and I. N. Zakharov, Electromechanical Treatment: Technological and Physical Foundations, Properties, Implementation [in Russian], Nauka, Novosibirsk (2003), 318 p.
N. G. Dudkina, A. V. Fedorov, and S. Yu. Svitachev, “A method for treating parts by surface plastic deformation, Patent 2168552 RF, C21D7/04, C21D8/00, B24B39/00, No. 2000100553/02,” Byull. Izobr. Polezn. Modeli, No. 16 (2001); patentee Volgograd State Technical University, appl. 10.01.2000, publ. 10.06.2001.
M. I. Matlin, N. G. Dudkina, and A. D. Dudkin, “Special features of formation of hardened layer under electromechanical treatment with dynamic force impact,” Uproch. Tekhol. Pokr., No. 6(30), 39 – 40 (2007).
V. P. Edigarov, E. V. Litau, and V. V. Malyi, “Combined electromechanical treatment with dynamic force impact,” Omsk. Nauch. Vest., No. 1(137), 69 – 73 (2015).
V. P. Bagmutov, N. G. Dudkina, and I. N. Zakharov, “Investigation of the structure of the surface layer of medium-carbon steel hardened by electromechanical treatment,” Metalloved. Term. Obrab. Met., No. 12, 18 – 21 (2002).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Metallovedenie i Termicheskaya Obrabotka Metallov, No. 4, pp. 17 – 21, April, 2020.
Rights and permissions
About this article

Cite this article
Dudkina, N.G. A Study of the Surface Layer of Steel 45 Subjected to Electromechanical Treatment with Pulsed Deformation. Met Sci Heat Treat 62, 259–262 (2020). https://doi.org/10.1007/s11041-020-00545-w
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11041-020-00545-w