
Bimetals produced by explosion welding of titanium alloy VT23 and steel 45KhNM through an intermediate layer of steel 08ps followed by a heat treatment consisting of quenching and tempering are studied. The three-layer composite is subjected to metallographic analysis prior to and after the heat treatment with the help of an optical microscope and a scanning electron microscope equipped with an energy dispersive analyzer. The chemical composition and the hardness of the welded materials and of various regions of the weld are determined, and the changes in these parameters after the quenching and tempering are assessed.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Bimetals and layered composite materials are used widely in today’s industrial production. Composites based on titanium and steel take a special place. They are used in the nuclear power industry as materials for turbine cages, capacitor banks and turbogenerating sets and also find application in the electrochemical and petrochemical industries [1,2,3]. The interest in layered materials of the ‘titanium – steel’ type is explainable by the possibility to combine a high- strength and comparatively inexpensive iron-carbon alloy with corrosion-resistant titanium, which will contact an aggressive environment during operation.
Commercially pure titanium possesses enhanced ductility and relatively low strength properties [4, 5]. To raise the strength parameters of a ‘titanium – steel’ composite material, the titanium alloy used should possess a high strength comparable with the strength of the cladded steel preform. Martensitic alloys with an α + β structure, the properties of which can be changed by a hardening heat treatment, belong to high-strength titanium-base alloys.
Fabrication of bimetallic preforms based on titanium and steel is connected with a number of difficulties including the formation of TiFe and TiFe2 intermetallics during heating [6]. Possessing an elevated hardness and reduced ductility parameters, these intermetallics are stress concentrators and embrittle welded joints. ‘Titanium – steel’ composites virtually always fail over the welded joint. Therefore, it is expedient to choose the joining methods exerting a minimal heat effect excluding or minimizing the formation of liquid phase in the weld zone.
These methods are friction welding, diffusion welding and explosion welding used to form welded joints in solid condition. However, virtually any of these welding techniques do not provide full absence of intermetallic structures in the welded joint. For example, in [7] the diffusion welding of commercially pure titanium with steels AISI 321 and AISI 430 has yielded TiFe and TiFe2 compounds in the diffusion layer. When titanium of type VT6 is joined to a stainless steel by diffusion welding, the transition layer contains α-Fe, χ, λ, FeTi, β-Ti and Fe2Ti4O phases, most of which are brittle [8]. Formation of additional brittle phases in multicomponent alloys based on titanium and steel is also reported in [8,9,10]. The welded joint studied in [11] after friction stir welding of titanium and steel is shown to be embrittled not only due to formation of intermetallic phases but also due to active absorption of oxygen by titanium in the weld.
It has been reported [3, 12,13,14,15] that explosion welding is an effective means for joining titanium and steel. The method does not eliminate completely formation of intermetallics in the welded joint. However, their volume fraction in the welds obtained by explosion welding is much lower than in permanent joints created by other methods [3, 12]. As a rule, they are formed in local microvolumes and do not affect substantially the properties of the joints [16]. However, it is hard to weld high-strength materials by explosion. The dynamic loading of plates from alloys with enhanced mechanical characteristics under explosion welding gives rise to cracks, the number of which increases with growth in the speed of the point of contact between the plates [17].
In the present work, we consider the possibility of explosion welding of titanium alloy VT23 and steel 45KhNM. Both materials have enhanced strength characteristics, and we may expect that their dynamic interaction will result in appearance of defects at the interface and in the depth of the welded plates. The problem may be removed by using an intermediate layer with elevated ductility [18]. In our work we resorted to steel 08ps.
The aim of the present work was to study the structural transformations at the interfaces of titanium and low-carbon steel 08ps and of titanium and steel 45KhNM under explosion welding and to analyze the structural transformations caused by heat treatment of the explosion-welded composite.
Methods of Study
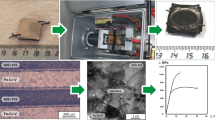
The bimetallic composition was explosion-welded at the M. A. Lavrent’ev Institute of Hydrodynamics of the Siberian Branch of the Russian Academy of Sciences in the mode of parallel arrangement of the plates. A plate from steel 45KhNM with thickness 2.5 mm was placed on a steel substrate. The propulsed plate was made of titanium VT23 and had a thickness of 3 mm. The thickness of the intermediate layer from steel 08ps was 1 mm. The explosive was 6ZhV ammonite with density 1 g/cm3; the speed of its detonation was 3600 m/sec. The ammonite layer was deposited right on the titanium plate. The contents of elements in the initial materials were determined using an ARL 3460 optical emission spectrometer (Table 1).
After the explosion welding, the three-layer material was subjected to a hardening heat treatment, which consisted of oil quenching from 900°C and subsequent 10-h tempering at 520°C.
The microsections for the metallographic studies were cut with the help of a Struers Discotom-65 mill in the direction coinciding with that of the contact point. The billets obtained were pressed in a Buehler SimpliMet 100 device into a polymer resin. Then the transverse laps were ground against emery papers with different grain sizes (from P100 to P2500) and polished with the help of alumina with grain size about 3 μm and a colloidal solution of silica (0.04 μm). The structure of the specimens was uncovered by chemical etching with the following reagents: a solution of 5% HNO3 in alcohol (steel) and a solution of 5% HF in water (titanium). The microstructure was studied under a Carl Zeiss Axio Observer Z1m optical microscope in the light-background mode and under a Carl Zeiss EVO 50XVP scanning electron microscope equipped with an X-ACT (Oxford Instruments) energy dispersive analyzer used to determine the content of elements in local regions.
The fine structure of the welded joints and the phase compositions of individual zones were determined using an Tecnai G2 20 transmission electron microscope. The specimens for the study were prepared using Gatan Dimple Grinder Model 656 and Gatan Precision Ion Polishing System Model 691 facilities.
The microhardness of the specimens after the welding and heat treatment was measured with the help of a Wolpert Group 402 MVD microhardness meter. The load on the diamond indenter was 100 g.
Results and Discussion
Structure of the Composites after Explosion Welding and Heat Treatment
Explosion welding of flat metallic billets produces a three-layer material with typical wavy interfaces between the layers. Explosion welding gives rise to a number of structural changes in the contact zone; the main changes are plastic straining and formation of vortexes. A critical factor affecting considerably the properties of the welded joints is formation of vortex zones. The vortexes are usually represented by regions of crystallized melt containing defects. In these zones the welded materials mix actively, which yields chemical compounds based on them [19]. Study of the vortex zones, their structure and kind of distribution in welded joints is an important task, solution of which will give us a preliminary estimate of the effect of embrittling phases on the strength of the compounds formed due to explosion welding. An important role is played by the development of diffusion processes on the titanium/steel interfaces during the hardening heat treatment.
The structure of individual layers before and after the heat treatment is presented in Figs. 1 – 3.

Structure of layers in VT23 – 08ps – 45KhNM composite material: a – c) steel 45KhNM; d – f ) titanium alloy VT23; a, d ) after explosion welding; b, e) after explosion welding and oil quenching from 900°C; c – f ) after explosion welding, quenching and 10-h tempering at 520°C.
The alloy steel in the initial condition has a ferritic-pearlitic structure (Fig. 1a ). Quenching produces a martensitic structure in the steel (Fig. 1b ). The structure after the tempering from 520°C is represented by products of martensite decomposition (Fig. 1c ). The structure of titanium VT23 in the nontreated state consists of a mixture of α and β phases (Fig. 1d ). The heat treatment produces an acicular structure in the titanium alloy (Fig. 1e and f ). Steel 08ps does not undergo substantial structural changes after the heat treatment.
Figure 2a presents the structure of the interfaces of the VT23 – 08ps and 08ps – 45KhNM layers after the explosion welding. Both interfaces have a wavy shape typical for explosion welding. The waves on the interface of the two steels are more manifested than in the zone of the steel 08ps-titanium alloy interface. The amplitudes and the wave lengths are 115 and 380 μm at the 08ps – 45KhNM interface and 75 and 290 μm on the VT23 – 08ps interface, respectively.

Structure of alloy VT23 – steel 08ps and steel 08ps – steel 45KhNM interfaces in VT23 – 08ps – 45KhNM composite material: a) after explosion welding; b ) after explosion welding and oil quenching from 900°C; c) after explosion welding, quenching and 10-h tempering at 520°C.
As a rule, explosion welding is accompanied by active deformation processes in the material adjoining the interfaces (Fig. 2a ). Steel 08ps exhibits obvious features of plastic straining over the interfaces with the steel and with the titanium alloy. The grains are stretched over the wavy interface (Fig. 3a ). It should be noted that the heat treatment causes recrystallization processes in this layer (Figs. 2b, 2c and 3b ).

Structure of alloy VT23 – steel 08ps interface in VT23 – 08ps – 45KhNM composite material: a) after explosion welding; b ) after explosion welding, oil quenching from 900°C and 10-h tempering at 520°C.
In the weld between the two steels we observe active formation of vortexes. The vortexes are located on the crests and troughs of the waves (Fig. 2a ). The vortex zones at the titanium-steel interface are etched poorly, which may indicate formation of intermetallic structures in them. These zones are mostly located on wave crests (Fig. 2a ). There is no continuous intermetallic layer over the titanium-steel interface.
The studies of the structure of the vortex formations conducted by scanning and transmission electron microscopy reflect occurrence of nonequilibrium processes in them. The plastic deformation accompanying the formation of the welded joints produces inevitable emission of heat in local zones. In some cases, local heating may reach the melting temperatures, while the cooling rates of these zones are high due to the removal of heat into the neighboring little-deformed regions. These processes cause formation of metastable structures in the vortexes (Fig. 4). For example, we have detected occurrence of hardening processes in the vortex zones formed on the interfaces of the unlike steels, while the regions adjoining the vortexes underwent recrystallization (Fig. 4a ). The hardening heat testament of the composite causes structural changes in the vortex zones. The structure formed at the interface of steels 08ps and 45KhNM is finer than in the surrounding regions (Fig. 4c ). This effect may be connected with the recrystallization processes developing in the material after quenching and tempering.

Structure of vortex zones on ‘steel 45KhNM – steel 08ps’ (a, c) and ‘steel 08ps – alloy VT23’ (b, d ) interfaces in three-layer composite material: a, b) after explosion welding; c, d ) after explosion welding, oil quenching from 900°C and 10-h tempering at 520°C.
The vortexes formed at the steel-titanium interface during explosion welding (Fig. 4b ) may contain intermetallic phases. The image obtained with the help of the scanning electron microscope (Fig. 5a) shows that the vortex zone is represented by a mixture of fine particles that may correspond to different intermetallic phases. In accordance with the Ti – Fe phase diagram [20], two types of intermetallic compounds may form in this system, i.e., a Laves phase of type C14 – TiFe2 (hexagonal lattice) and a TiFe phase (cubic lattice). To determine the types of the chemical compounds formed in the vortexes produced by the explosion welding, we resorted to the method of electron diffraction. The results of this study show that the main stable phase in the vortex zones is a Laves one (Fig. 5b ). Transmission electron microscopy of this interface also shows formation of amorphous structures (Fig. 5c ) and structures with a noncrystallographic symmetry of the arrangement of reflections in the electron diffraction pattern (10th order) (Fig. 5d ), which indicates a nonequilibrium nature of the processes of structure formation in the vortexes under explosion welding.

Structure of three-layer composite material in the region of a vortex zone (a) and electron diffraction patterns from the region shown in Fig. 5a corresponding to phase TiFe2(b ), amorphous phase (c), and structure with noncrystallographic symmetry of arrangement of reflections in the electron diffraction pattern (d ).
The hardening heat treatment causes some structural and phase transformations on the titanium-steel interface (Fig. 4d ). In the thin layer of titanium adjoining the low-carbon steel the structural changes are connected with saturation of titanium with iron. After the quenching of titanium alloy VT23 from 900°C (above the temperature of the α → β transformation), its structure acquires an acicular form due to a phase transformation developing by a diffusion-free mechanism. However, the about 25-μm-thick titanium layer adjoining steel 08ps acquires large grains of what seems to be a β -phase (Fig. 6a ). This is confirmed by the results of the microscopic x-ray spectrum analysis, which shows an enhanced iron content (about 6%) in this zone, while the iron content in the martensitic matrix of alloy VT23 does not exceed 0.4% (Table 2). Iron is a β-stabilizer of titanium. Therefore, its diffusion into the near-interface layer of the titanium alloy promotes preservation of the β-modification of titanium at room temperature.

Structure of three-layer composite material near the ‘alloy VT23 – steel 08ps’ interface: a) grains of β-titanium; b ) intermetallic phases [(I ) intermetallic formed at the interface during heating of the composite for quenching, (II ) intermetallic formed due to explosion welding].
One more result of the diffusion developing between alloy VT23 and steel 08ps during the heat treatment is formation of a thin intermetallic interlayer on the interface of the layers (Fig. 6, Table 2). The studies of the microstructure show the presence of intermetallics of two types on the ‘titanium – steel’ interface (Fig. 6b ). The intermetallic interlayer of the first type forms during the heating of the three-layer composite for quenching and is located chiefly over the contour of the vortex zones adjoining the steel layer; its thickness is little. The intermetallics of the second type occur both in the vortex zones and in some vortex-fee regions of the weld and form due to the explosion welding.
After a complete cycle of heat treatment (quenching and 10-h tempering at 520°C), the thickness of the continuous intermetallic layer in the composite is 2 μm (Fig. 7a ). It should be noted that the thickness of the intermetallic layer is not the same and attains 5 μm in the regions above the vortex zones (Fig. 7b ). The intermetallic layer in these zones consists of several interlayers differing in the chemical composition. The content of elements in the intermetallic interlayer is presented in Table 3. It can be seen that the proportion of titanium to iron in it varies considerably. The content of titanium is maximum in the layer formed between titanium and iron in the absence of vortexes (45.7 at.%), which matches phase TiFe. Within the interlayer formed along the vortex zone the content of titanium varies from 12 to 33%, which corresponds to a mixture of iron with a TiFe2 compound.

Structure of three-layer composite material at the ‘alloy VT23 – steel 08ps’ interface after quenching from 900°C and 10-h tempering at 520°C: a) intermetallic layer in the vortex-free region of the weld; b ) in the region adjoining a vortex.
For accurate determination of the phase composition of the interlayer and of the structure of the adjoining zones we used the method of transmission electron microscopy. The heat treatment caused changes in the structure of the vortex zones. It can be seen from Fig. 8 that the vortex contains equiaxed grains. Their phase composition corresponds to equilibrium TiFe2 and TiFe compounds. Thus, the process of heat treatment transforms the mixture of stable and metastable (amorphous and quasi-crystalline) phases formed in the vortexes during the explosion welding into stable structures.

Fine structure formed in vortex zones between titanium alloy VT23 and steel 08ps in three-layer composite material after quenching from 900°C and 10-h tempering at 520°C (a, b ) and electron diffraction patterns from phases TiFe2(c) and TiFe (d ).
Effect of Heat Treatment on the Microhardness of the Composite
Steel 45KhNM and titanium alloy VT23 used to form the composite are heat-hardenable materials. To obtain the highest strength and hardness, martensitic α + β titanium alloys are subjected to quenching and aging. It has been reported that the optimum mode of heat treatment for alloy VT23 is quenching from 900°C and subsequent aging at 520°C [21]. For steel 45KhNM, the treatment commonly consists of quenching and tempering. To provide the maximum hardness, the tempering temperature should be as low as possible. However, after the quenching, such steels are subjected to tempering at 400 – 500°C to form an admissible level of ductility [22]. Since the temperatures of aging of alloy VT23 and of tempering of steel 45KhNM are close, we chose holding in the furnace at 520°C as the final operation for hardening of the composite.
Figure 9 presents the distribution of microhardness over a section of the ‘VT23 – steel 08ps – steel 45KhNM’ composite prior to and after the heat treatment. The path of the test indents passed in the direction from the titanium layer into the steel plates perpendicularly to the layer interfaces.

Microhardness of three-layer composite after explosion welding (1 ), after subsequent quenching from 900°C (2 ), and after quenching and 10-h tempering at 520°C (3 ).
The mean microhardness of the explosion welded materials was 350 HV, 160 HV and 450 HV for alloy VT23, steel 08ps and steel 45KhNM respectively. At the interface of the two steels the level of the microhardness increased substantially (to about 650 HV ). This is a result of the strain hardening under the high-speed skew collision of the welded billets and formation of hardened structure in the vortex zones. We also detected considerable increase in the microhardness (to 870 HV ) at the titanium-steel interface due to formation of chemical compounds in the vortex zones.
Quenching of the composite material from 900°C in oil raised substantially the microhardness of the alloy steel, i.e., from 450 to 750 HV. The level of the microhardness of the titanium alloy and of steel 08ps remained unchanged. Tempering of the composite at 520°C levelled the microhardness of titanium VT23 and steel 45KhNM.
In should be noted that heat treatment affects the hardness of the vortexes formed near the welded joint of the unlike steels. After the heat treatment, the hardness in the vortex zones decreases. The hardness of in the vortex zones after different cycles of heat treatment is intermediate between the values of the microhardness of steels 08ps and 45KhNM. This is another evidence of formation of vortex zones due to mixing of the joined materials during explosion welding. Quenching and tempering do not affect substantially the hardness of the vortex zones formed near the titanium-steel interface, because subsequent heating of the explosionwelded composite material can only cause further growth of the intermetallic zones with elevated hardness.
Conclusions
-
1.
The use of a ductile intermediate layer from steel 08ps in explosion welding of two high-strength materials, i.e., titanium alloy VT23 and steel 45KhNM, provides their reliable connection.
-
2.
The interfaces of the three-layer material have a wave morphology. The vortex zones formed near the crests and troughs of the waves are characterized by appearance of metastable compounds. Martensite appears in the vortex zones formed in the welded joint of steels 08ps and 45KhNM; amorphous structures and phases with noncrystallographic symmetry of reflections in the electron diffraction patterns form on the titanium – steel interface.
-
3.
Heat treatment can provide the required properties in the three-layer composite material. Quenching from 900°C yields maximum microhardness in the alloy steel, while the strength of the titanium alloy lowers with respect to the initial value. Tempering at 520°C for 10 h lowers the hardness of the quenched steel but provides maximum hardness in the titanium alloy.
-
4.
Heat treatment of the three-layer composite transforms the metastable structures formed in the vortex zones at the titanium-steel interface into stable structures. In addition, the effect of the high temperature causes formation of a thin intermetallic interlayer (about 2 _m) over the whole of the titanium-steel interface in the composite material.
References
N. F. Kazakov, Diffusion Welding of Metals [in Russian], Metallurgiya (1976), 312 p.
B. Sabirov, “Production of bimetallic transition tube elements for the ILC cryomodule,” JINR News, 4, 19 (2008).
L. B. Pervukhin, S. V. Serikov, I. K. Ustinov, and O. L. Pervukhin, “Production of steel – titanium bimetal by explosion welding and its application in heat exchangers of nuclear power plants,” Titan, No. 1(23), 37 – 40 (2009).
I. Ya. Sokol, Structure and Corrosion of Metals and Alloys [in Russian], Metallurgiya, Moscow (1989), 400 p.
G. Ya. Vorob’eva, Corrosion Resistance of Metals in Aggressive Environments of Chemical Productions [in Russian], Khimiya, Moscow (1975), 816 p.
A. I. Akulov, G. I. Bel’chuk, and V. P. Demyantsevich, Technology and Equipment for Fusion Welding [in Russian], Mashinostroenie, Moscow (1977), 432 p.
R. Lison and J. F. Stelzer, “Diffusion welding of reactive and refractory metals to stainless steel,” Welding J. (Miami, Fla), 58, 306 – 314 (1979).
M. Ghosh, S. Kundu, S. Chatterjee, and B. Mishra, “Influence of interface microstructure on the strength of the transition joint between Ti – 6Al – 4V and stainless steel,” Metall. Mater. Trans. A: Phys. Metall. Mater. Sci., 36, 1891 – 1899 (2005).
M. R. Soltan Mohammadi and S. F. Kashani Bozorg, “Mechanical assessment of dissimilar diffusion joints of CP-Ti to stainless steel,” Adv. Mater. Res., 1737 – 1745 (2011).
M. Ghosh, S. Kundu, S. Chatterjee, and B. Mishra, “Influence of interface microstructure on the strength of the transition joint between Ti – 6Al – 4V and stainless steel,” Metall. Mater. Trans. A: Phys. Metall. Mater. Sci., 36(7), 1891 – 1899 (2005).
M. Fazel-Najabadi, S. F. Kashani-Bozorg, and A. Zarei-Hanzaki, “Joining of CP-Ti to 304 stainless steel using friction stir welding technique,” Mater. Design, 31, 4800 – 4807 (2010).
I. D. Zakharenko, Explosion Welding of Metals [in Russian], Nauka i Tekhnika, Minsk (1990), 205 p.
J. Song, A. Kostka, M. Veehmayer, and D. Raabe, “Hierarchical microstructure of explosive joints: Example of titanium to steel cladding,” Mater. Sci. Eng. A, 528(6), 2641 – 2647 (2011).
P. Manikandan, K. Hokamoto, A. A. Deribas, et al., “Explosive welding of titanium/stainless steel by controlling energetic conditions,” Mater. Trans., 47(8), 2049 – 2055 (2006).
S. A. A. Akbari, S. T. S. Al-Hassani, and A. G. Atkins, “Bond strength of explosively welded specimens,” Mater. Design, 29(7), 1334 – 1352 (2008).
Yu. P. Trykov, V. G. Shmorgun, and L. M. Gurevich, “Titanium – steel: from bimetal to intermetallic composites, Izv. VolgGTU, 2(10), 5 – 14 (2008).
O. L. Pervukhina, A. A. Berdychenko, L. B. Pervukhin, and D. V. Oleinikov, “Effect of the composition of atmosphere on formation of titanium-steel joint under explosion welding,” Izv. VolgGTU, No. 9, 51 – 54 (2006).
Yu. N. Malyutina, N. V. Stepanova, A. G. Cherkov, and L. V. Chuchkova, “Welding of unlike materials with the use of intermediate inserts containing copper and tantalum,” Obrab. Met. (Tekhnol., Oborud., Instr.), No. 4(69), 61 – 71 (2015).
V. M. Kudinov and A. Ya. Koroteev, Explosion Welding in Metallurgy [in Russian], Metallurgiya, Moscow (1978), 168 p.
Alloy Phase Diagrams, ASM Handbook (1992), 383 p.
A. A. Il’in, B. A. Kolachev, and I. S. Pol’kin, Titanium Alloys. Composition, Structure, Properties [in Russian], VILS – MATI, Moscow (2009), 520 p.
A. S. Zubchenko (ed.), Grades of Steels and Alloys [in Russian], Mashinostroenie, Moscow (2003), 784 p.
The work has been performed with financial support of the Ministry of Education and Science of the Russian Federation (Presidential Grant No. 14.Z56.17.3251-MK).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Metallovedenie i Termicheskaya Obrabotka Metallov, No. 10, pp. 36 – 43, October, 2018.
Rights and permissions
About this article

Cite this article
Lazurenko, D.V., Bataev, I.A., Mali, V.I. et al. Effect of Hardening Heat Treatment on the Structure and Properties of a Three-Layer Composite of Type ‘VT23 – 08ps – 45KhNM’ Obtained by Explosion Welding. Met Sci Heat Treat 60, 651–658 (2019). https://doi.org/10.1007/s11041-019-00333-1
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11041-019-00333-1