
Problems arising due to abnormal grain growth, the main of which concerns determination of the start and end of this process in materials with various initial microstructures and the behavior of disperse particles, are considered. Grain growth is studied by the method of numerical simulation. A pioneer diagram presenting the conditions of development and suppression of abnormal grain growth at a fixed rate of dissolution of particles is plotted in the “initial grain size – initial retarding force” coordinates. The causes of abnormal grain growth in nanocrystalline materials are analyzed, of which the principal one is supposed to be the presence of submicroscopic pores. The results obtained are used to develop novel methods for controlling the grain structure in various structural and functional materials.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Grain growth in polycrystals is assumed to develop in two modes, i.e., normal (collective recrystallization) and abnormal (secondary recrystallization) ones. Normal growth (NG) is also called gradual one, which reflects its typical feature, i.e., continuous increase of the mean grain size D with time t at constant temperature in accordance with the equation [1]
where n is an exponent, k = γMb, γ is the energy of the grain boundaries, and Mb is their mobility. Experiments show that n may vary from about 0.01 to 0.5. The grain size distribution under NG has one maximum, and the microstructure remains homogeneous. In its turn, abnormal grain growth (AG) develops under isothermal conditions in two stages; the value of D remains virtually unchanged in the first stage and then increases markedly, which gives grounds to call AG a discontinuous growth. The invariability of D in the first stage indicates retarded grain growth, which may be described by Eq. (1) with exponent n = 0.01 – 0.10 [2]. What exactly occurs in this stage, has not been studied well enough. In the second stage, a small number of crystallites with a size about 103 times larger than the mean size grow very fast. AG is assumed to begin when the curve of the grain size distribution acquires a second maximum [3]. During the AG, the microstructure of the alloy becomes quite inhomogeneous [4], but when the abnormal growth finishes, it becomes homogeneous again [2]. The grain size in this case is much larger that the initial value, and the process of grain growth continues as NG. It follows from experimental data that all or almost all grains grow under NG except for the finest ones, whereas under AG the major part of the grains does not grow at all or grows very slowly, and only individual grains may grow rapidly. It is accepted universally that retardation of grain growth is a necessary condition for AG [5,6,7,8,9].
In the present work, we studied the AG caused by the presence of disperse particles. The submicrocystalline (about 5 nm is size) particles of the second phase and the pores located on grain boundaries behave differently when the boundaries migrate, i.e., some migrate with the boundary and some detach from it and keep their place. We shall call the former “mobile” boundaries and the latter “immobile” ones. (This terminology differs from the traditional one, i.e., the term “mobile” is used in the sense “able to move together with the boundary.” To avoid ambiguity, we shall quote the word.) The “immobile” particles hinder migration of the boundary by creating a retarding force; since the detachment of the boundary from the particles causes formation of new regions of the boundary, which have been occupied by particles, this requires energy. Since this is a reaction force, the boundary will be fixed when the driving force does not exceed the retarding one. It is not hard to show that fixation of individual boundaries can decelerate the process of grain growth and even block it totally at a high enough retarding force. As for the “mobile” particles, they lower the force of the motion of any boundary occupied by them, because the boundary “loaded’ with such particles cannot move as fast as a boundary without them [10]. At the same time, the “mobile” particles do not cause appearance of retarding force and hence cannot stop the boundary. How these particles affect the abnormal grain growth is not yet clear.
Development of AG causes changes in the properties of structural and functional materials. For example, the AG during an intermediate or final annealing leads to abrupt growth of the mean grain size or to formation of an extremely heterogeneous microstructure. Both lower the strength and the ductility of the material, and the producers strive to prevent AG in structural steels. In low-alloy steels, this concerns the AG of the austenite, which results in growth of the size of pearlite colonies and hence in lowering of the properties of the material after quenching and tempering [11, 12]. On the contrary, the coarse-grained structure appearing under AG in refractory alloys is desirable, because it affects favorably the mechanical properties at high temperatures [13]. AG is also necessary in transformer steels, where the formation of a coarse-grained structure is accompanied by formation of texture, and both raise noticeably the magnetic properties of the material [14, 15]. Successes in control of the grain structure in the groups of materials mentioned have created an impression that the nature of abnormal grain growth and the methods of influencing of its evolution have been comprehended exhaustively. However, the unexpected detection of AG in nanocrystalline materials speaks of the reverse. In our opinion, this is a result of the fact that the problems related to AG have been solved as applied to a specific material and/or process of its production.
The aim of the present work was to study the conditions of abnormal grain growth (AG) in polycrystals with different initial grain sizes and values of retarding force at different rates of dissolution of disperse particles, to determine the possible causes of the development of AG in nanocrystalline materials, and to find out whether the “mobile” particles may affect the evolution of AG.
Methods of Study
We resorted to the method of numerical simulation, which makes it possible to control the conditions and the kinetics of the development of the process of grain growth. Investigations of the kinetics of NG [16], of the effect of “mobile” particles on grain boundaries on the growth kinetics [17], of the evolution of AG in textured materials [18] and other studies with the use of our model have given results coinciding qualitatively with experimental data, which speaks of its correctness.
Grain growth is often considered under the assumption that the behavior of a polycrystal may be described in terms of the behavior of a medium-size crystallite (mean size D in Eq. (1)). However, this approach does not allow us to study the effect of any other factor but γ and Mb. In the present work we used the model of [16] describing the evolution of the microstructure with time in terms of the changes in the grain size distribution. It is assumed in the model that grains of various sizes are arranged randomly in space, and the boundaries of all the grains have the same energy and the same mobility. When discovering changes in the microstructure, we determine the value of the shift of the boundaries in different pairs of neighbor grains, which is required for calculating the increase in the size of a growing grain and the decrease in the size of an absorbed grain. The values of the shifts of the boundaries, of the probabilities of contact of grains of different sizes and of the areas of their contact are used to determine the changes in the grain size distribution for one time-step under the condition of constancy of the volume of the ensemble. The grain size distribution obtained for one step is treated as the initial one for the next step.
The shift of the boundary (∆dij) between grains with sizes Dj and Di, where Di > Dj , under the effect of “immobile” particles is described by the equation
where Z is the factor in Eq. (3) and ∆t is the time step. It should be stressed that ∆dij cannot be negative, because Z characterizes the reaction force. The retarding force created by uniformly and randomly arranged spherical particles of radius r is equal to [19]
where f is the volume fraction of the particles, Z is a factor, the force γZ is understood as the Zener force, and Z is understood as the Zener factor. The effect of the “mobile” particles will be considered below.
If the particles dissolve, their volume fraction f decreases with time [20] in accordance with the equation
The size of the particles R decreases in parallel, i.e.,
where f is the current volume fraction of the particles and nv is the number of particles in unit volume which is taken to be independent of the time. Since the parameters f and r depend on constant cf in Eq. (4), the value of the latter determines the rate of the decrease of the Zener factor.
We studied the process of growth in three-dimensional polycrystals with initial grain diameter D0 ranging from about 43 nm to about 85.2 μm with unimodal grain size distribution and coefficient of grain size diversity I = Dmax / Dmod = 43, where Dmod is the most probable grain size. The value of D was determined by averaging with respect to the numbers of grains of different sizes. It was assumed that the coefficient of grain size diversity in a homogeneous microstructure I ≤ 5.0. We also assumed that AG starts at the moment when this coefficient starts to increase continuously after attaining the value of 5.0. Since the grain size diversity during AG first increases, and then decreases [2, 4], we assumed that the AG finished when the coefficient I became less than 5.0. This allowed us to determine the volume fraction VA of grains larger than 5Dmod in size and its dependence on the time. If at the moment when AG stops the value of VA ≈ 100%, this means that the fine-grained matrix has been absorbed completely; in this case we say that the AG has stopped. If at this moment VA < 100%, we assume that we are dealing with interrupted AG. The energy and the mobility of grain boundaries are assumed to be independent of the time; we use γ = 0.5 × 10–4 J/cm2 and Mb = 2 × 10–4 cm4/J·sec for Al at about 0.75Tmelt [21]. The retarding force is described in terms of the Zener factor.
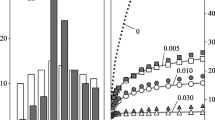
We determined the variation of D, I and VA during grain growth at constant temperature. Since the kinetics of the grain growth is determined by the energy γ and mobility Mb of grain boundaries, the results obtained should be referred to aluminum alloys and the temperature about 0.75Tmelt, for which the used values of γ and Mb have been found. When studying the effect of the rate of dissolution of particles, we specified the initial value of the Zener factor Z0 and the coefficient ct in Eq. (4). Figure 1 presents the variation of Z/Z0 with time at different ct (see Eqs. (3) and (4)). When studying the effect of the mobility of particles, we specified the value of coefficient cm (see Eq. (6) below). We assumed that the values of cf and cm depended on the nature of the particles. Since we neglected any specific feature of the disperse phase and of the matrix in our work, the results presented may be generalized to any material where AG is caused by the presence of particles.

Normalized Zener factor Z/Z0 as a function of the time at different rates of dissolution of the particles specified by coefficient cf (given at the curves) in Eq. (4).
Results and Discussion
Effect of “Immobile” Particles. Diagram of Growth Modes
The process of grain growth in the case when disperse particles dissolve with time and are not able to move with the boundaries has been studied for polycrystals with D0 from about 2.6 μm to about 85.2 μm [22] at Z 0 ranging from 0 to 1.5 μm–1 and factor cf in Eq. (4) ranging from 10–7 to 10–5. Figure 2 presents the results of the study of grain growth in a polycrystal with D0 ≈ 8.5 μm. In this case AG starts at t = 3 min and finishes at t = 363 min. The dependence D(t) has flat and steeply ascending regions typical for AG, which matches qualitatively the experimental data and is one more evidence of correctness of the model used. It follows from Fig. 2 that it is impossible to determine the end of AG from the kinetic curve D(t). It can also be seen that the growth rate of the grains after the transition from AG to NG remains high. It is obvious that the latter is a result of the fact that by the moment when AG finishes, the value of the retarding force decreases due to the dissolution of the particles by more than 90% (Fig. 1). This permits the subsequent NG to develop virtually without any obstacle. These data show that the ascending part of the kinetic curve may describe both growth modes, and not only the AG, as it is usually assumed.

Variation of grain size D and of grain size diversity Dmax/Dmod during a hold at constant temperature in a polycrystal with D0 ≈ 8.5 μm at Z0 = 0.09 μm–1 and cf = 1 × 10–6: +) is the moment of finish of abnormal grain growth.
It is also interesting to trace the changes in the heterogeneity of the microstructure due to grain growth. It follows form Fig. 2 that the grain size diversity during the AG increases, reaches a maximum, and then decreases in full agreement with experiment. Note that the grain size diversity increases in the stage of the process where D changes little. In other polycrystals the maximum grain size diversity is also observed before the start of abrupt growth of D, and the value of this maximum depends on D0 and Z0. These data show that the term “incubation period” is applied to this stage justifiably. The weak changes in the mean grain size observed in this case may be explained by the negligibly low number of the growing grains.
Simulation shows that polycrystals with the same D0 and different Z0 may undergo both NG and AG. Moreover, it has been shown that at some value of Z0 grain growth may be blocked. These data have been used to determine the Zener factor L– at which AG starts to develop after some time and the value of L– at which AG is fully suppressed in the same time. These values have been used to plot diagrams describing Simulation shows that polycrystals with the same D0 and different Z0 may undergo both NG and AG. Moreover, it has been shown that at some value of Z0 grain growth may be blocked. These data have been used to determine the Zener factor L– at which AG starts to develop after some time and the value of L– at which AG is fully suppressed in the same time. These values have been used to plot diagrams describing grain growth modes in coordinates D – Z0 [22]. Figure 3 presents such a diagram for cf = 10–7, where the region below L– matches the conditions of the occurrence of NG, the region between L– and L= matches the conditions of the development of AG, and the region above L= matches the conditions of blocking of grain growth. It can be seen from Fig. 3 that L– depends weakly on D0, whereas the interval L– – L= widens rapidly with decrease in D0. By the data of additional experiments, the values of L– and L= at cf = 10–6 are higher than at cf = 10–7, which is obviously caused by the enhanced rate of decrease of the retarding force. Despite this fact, the behavior of the diagram at cf = 10–6 does not change. It is not hard to conclude that when the time period chosen for determining L– and L= is decreased, their values should grow.

Diagram of grain growth at cf = 10–7 (300-min hold at constant temperature). The insert shows an enlarged image of the bottom part of the diagram.
The diagram obtained deserves special attention because systematic experimental data on the effect of the initial microstructure and of the retarding force on the development of AG are lacking. Like the C-curve of transformations under decomposition of supercooled austenite, this diagram makes it possible to predict the growth behavior for different combinations of the initial grain size and the retarding force. It can be seen that the value of L– characterizing the start of AG increases with decrease of the initial grain size much weaker than the value of L= characterizing the suppression of AG. This allows us to divide all polycrystalline materials into two groups. In one group (materials with superfine grains) suppression of AG is virtually impossible, while in the other group with the grain size exceeding about 5 μm AG can be suppressed. Finally, if we assume that the lines of L– and L= in coarse-grained materials merge, AG in them may not develop, which is confirmed in particular by the results of [23].
Effect of “Mobile” Particles on Abnormal Grain Growth
The mobility of a single particle [24] is described by the equation
where δ is the “diffusion thickness” of the particle/matrix interface; Ds is the diffusivity over this surface; Ω is the atomic volume; and cm is a coefficient. A particle with radius r can move together with the grain boundary [25], if the speed of the migration of the latter does not exceed
In accordance with [26], “mobile” particles lower the speed of migration of the boundary, i.e.,
where na = 1.5f/r2 is the number of particles per unit area of the boundary for the case of random location of particles. If the speed of migration of the boundary exceeds v, the particle behaves as an “immobile” one. Then the migration speed is
where ∆dij is specified by Eq. (2).
Since the values of vz and vm differ, we face the problem of choosing the variant of interaction between the boundary considered and the particles, i.e., it either moved with the particles or is detached from them. In our model we made the choice basing ourselves on the Onsager principle [27]. We assumed that the grains grew due to such motion of the boundaries that results in maximum rate of emission of free energy rather than in its maximum decrease [28]. It should be noted that the situation with different possible ways of evolution of the system is quite frequent. For example, decomposition of a supersaturated solid solution frequently yields a metastable phase instead of a stable one, because formed may be precipitated faster than the stable one. In our model, the particles behave as “mobile” ones if vm < v* (in accordance with [25]) and simultaneously vm > vz (in accordance with [27]). In all the other cases, we assume that the particles behave as “immobile” ones. As a result, a particle of the same size and the same nature may behave as a “mobile” one on one boundary and as an “immobile” one on another boundary. Any factor raising v should raise the contribution of “mobile particles.
We performed numerical experiments for a polycrystal with D0 ≈ 5.1 μm and particles with initial radius r0 = 5 nm; the value of cf (see Eq. (4)) was specified to be equal to 10–6; cm (see Eq. (6)) was chosen to be 10–5 or 10–10. The kinetics of the growth of grains is presented in Fig. 4a. It can be seen that cm = 10 – 10, when most of the particles behave as “immobile” ones, AG develops normally and finishes at t ≈ 400 min. On the contrary, when most of the particles behave as “mobile” ones (cm = 10–5), AG first develops in the same manner but the is interrupted at t ≈ 140 min. The fact that the kinetic curves in the initial region at cm = 10–5 and cm = 10–10 virtually coincide indicates that the dominant factor in this stage is the radius of the particles r and not cm (see Eq. (7)). The interruption of AG at cm = 10–5 shows that the growth of cm retards the development of AG. The dependence of the maximum attained VA on Z0 (Fig. 4b) shows visually the action of “mobile” particles on the evolution of AG. It can be seen that AG is absent at high Z0 and cm = 10–5 and is replaced by NG. This is explainable by the fact that at such Z0 the incubation period of AG is long, and the particles have enough time to become smaller, which permits them to behave as “mobile” particles. It can be seen from Fig. 4b that in the presence of “mobile” particles AG is absent in a rather wide range of Z0. We may expect that with growth of cf this range will widen due to accelerated decrease of the size of the particles.

Variation of the volume fraction VA of abnormally large grains with time at Z0 = 0.15 μm–1 (a) and dependence of the maximum volume fraction of such grains \( {V}_A^{\mathrm{max}} \) on Z0 (b) in a polycrystal with D0 ≈ 5.1 μm and cf = 10–6 at different mobility of the particles (specified by coefficient cm in Eq. (6)): ○) cm = 10–5; ■) cm = 10–10.
We see that steady development of AG in a wide range of Z0 can be provided only in the presence of “immobile” particles. Growth of v due to increase in Mp and decrease in r should promote growth of the contribution of “mobile” particles, which either narrows this range or prevents the evolution of AG by causing the evolution of NG.
Abnormal Grain Growth in Nanocrystalline Materials
It is known that AG occurs quite frequently in nanocrystalline materials, and this process develops in a short time already during their fabrication. In accordance with the data described above, the very fact of implementation of AG leads us to an assumption that these materials bear “immobile” disperse particles. Since the time of the development of AG is very short, this allows us to think that the volume fraction and the size of these particles do not have enough time to change and hence we are dealing with a constant retarding force. To check these assumptions, we studied the process of grain growth in polycrystals with D0 from about 43 μm to about 1.363 μm at a constant retarding force created by “immobile” particles. It turned out that in these polycrystals AG developed virtually without incubation period (Fig. 5a), which agrees with experimental results. This proves validity of our assumptions and correctness of the model used.

Mean grain size D and volume fraction VA of abnormally large grains in a polycrystal with D0 ≈ 43 nm as a function of the time of exposure to a constant temperature at Z0 = 10.0 μm–1 (a) and curve of grain growth at different retarding forces Z and duration of exposure equal to 5 sec (b).
It can be seen from Fig. 5a that the growth of D and the development of AG in such polycrystals virtually stop with time at a constant retarding force, which agrees with the experimental data of [29]. (It should be noted that stopping of AG before it finishes at a constant retarding force may occur at any grain size [30]). Stopping of the growth process may be explained as follows. In accordance with Eq. (2), the driving force of the growth is maximum in absorption of small-size grains. Consequently, such grains will disappear in the growth process faster than other grains, and hence the content of the material required for growth of the size of the growing grains will decrease. This material will be finally exhausted and, if the retarding force is constant, the further growth will stop. This explains the incompleteness of AG and also shows that continuation of grain growth will require decrease of the retarding force.
The modes of growth in polycrystals with superfine grains are shown schematically in Fig. 5b. Line L= (D0), which corresponds to suppression of AG, is absent in this diagram, because the retarding force is constant. The diagram may be used not only for describing the nature of the growth process. Specifically, it may help in evaluating the volume fraction of the “immobile” particles causing AG. For example, it can be seen from Fig. 5b that at D0 = 85 nm, L– = 1.0 μm–1. In accordance with Eq. (3) their volume fraction at radius r = 2 nm corresponds to about 0.0013, while at r = 5 it increases to about 0.0035. In compacted or strongly deformed materials, as well as in nanomaterials obtained by precipitation onto a substrate, the role of disperse particles may be played by nanopores. Since the porosity of such materials exceeds 0.0013 – 0.0035, the estimation made allows us to expect the presence of nanopores in any of them. In combination with the results of Fig. 5a this gives us grounds to think that AG in nanocrystalline materials may be connected with the presence of nanopores that create a constant retarding force.
Thus, we may state that since many results of the simulation of the process of grain growth agree qualitatively with the available experimental data, the model presented describes the process adequately and may be used for predicting the evolution of AG.
Conclusions
-
1.
Abnormal growth (AG) of grains in alloys is caused by disperse particles incapable to move with the boundaries. The retarding force created by them should exceed some limit and decrease with time.
-
2.
We have plotted a diagram of grain growth modes, which makes it possible to predict the value of the retarding force responsible for evolution and suppression of AG at various initial grain sizes.
-
3.
Enhancement of the mobility of disperse particles prevents AG.
-
4.
Weakening of AG with growth of the annealing temperature may be connected with reduced retarding force or with growth of the rate of dissolution of the particles and/or of their mobility.
-
5.
We have put forward a hypothesis that AG in nanocrystalline materials may be caused by nanopores.
References
P. A. Beck, L. C. Kremer, L. J. Demer, and M. L. Holzworth, “Grain growth in high-purity aluminum and in an Al – Mn alloy,” Trans. AIME, 175, 372 – 395 (1948).
J. Maity and D. K. Mondai, “Isothermal grain growth of austenite in hypoeutectoid and hypereutectoid plain carbon steels,” J. Iron Steel Res. Int., 17, 38 – 43 (2010).
M. Shirdel, H. Mirzadeh, and M. H. Parsa, “Abnormal grain growth in AISI 304L stainless steel,” Mater. Charact., 97, 11 – 17 (2014).
D.-G. Lee, C. Li, Y. Lee, et al., “Effect of temperature on grain growth kinetics of high strength Ti – 2Al – 9.2Mo – 2Fe alloy,” Thermochim. Acta, 586, 66 – 71 (2014).
M. Hillert, “On the theory of normal and abnormal grain growth,” Acta Metall., 13, 227 – 238 (1965).
T. Gladman, “On the theory of the effect of precipitate particles on grain growth in metals,” Proc. Roy. Soc. A, 294, 298 – 309 (1966).
V. Yu. Novikov, Secondary Recrystallization [in Russian], Metallurgiya, Moscow (1990), 128 p.
S. S. Gorelik, S. V. Dobatkin, and L. M. Kaputkina, Recrystallization of Metals and Alloys [in Russian], MISiS, Moscow (2005), 432 p.
D. Raabe, “Recovery and recrystallization: phenomena, physics, models, simulation,” in: D. E. Laughlin and K. Hono (eds.), Physical Metallurgy, Elsevier (2014), pp. 2291 – 2397.
R. J. Brook, “Pore-grain interactions and grain growth,” J. Am. Ceram. Soc., 52, 56 – 57 (1969).
M. A. Razzak, M. Perez, T. Sourmail, et al., “Preventing abnormal grain growth of austenite in low alloy steels,” ISIJ Int., 54, 1927 – 1934 (2014).
J. Fernandez, S. Illescas, and J. L. Guilemany, “Effect of microalloying elements on the austenitic grain growth in a low carbon HSLA steel,” Mater. Lett., 61, 2389 – 2392 (2007).
M. Mujahid and J.W. Martin, “Development of microstructures of high grain aspect ratio during zone annealing of oxide dispersion strengthened superalloys,” Mater. Sci. Technol., 10, 703 – 710 (1994).
Y. Ushigami, “Theoretical analysis and computer simulation of secondary recrystallization in grain-oriented silicon steel,” in: Nippon Steel Techn. Rep. (2013), 102 p.
V. Yu. Novikov, “Computer simulation of normal grain growth,” Acta Metall., 26, 1739 – 1744 (1978).
V. Yu. Novikov, “Grain growth controlled by mobile particles on grain boundaries,” Scr. Mater., 55, 243 – 246 (2006).
V. Yu. Novikov, “Texture development during grain growth in polycrystals with strong preferred orientation,” Acta Mater., 47, 1935 – 1943 (1999).
C. Zener, “Introduction to grains, phases, and interfaces — an interpretation of microstructure,” Trans. AIME, 175, 15 – 51 (1948) (first mentioned in the paper of C. S. Smith).
J. W. Christian, Theory of Transformations in Metals and Alloys, Part 1, Pergamon, Oxford (2002), 1200 p.
G. Gottstein and L. S. Shvindlerman, Grain Boundary Migration in Metals: Thermodynamics, Kinetics, Applications, CRC Press, Boca Raton (2010), 684 p.
V. Yu. Novikov, “Diagram of grain growth models,” Mater. Lett., 18, 436 – 439 (2016).
Q. Sha and Z. Sun, “Grain growth behavior of coarse-grained austenite in a Nb – V – Ti microalloyed steel,” Mater. Sci. Eng. A, 523, 77 – 84 (2009).
P. G. Shewmon, “The movement of small inclusions in solids by a temperature gradient,” Trans. AIME, 230, 1134 – 1137 (1964).
M. F. Ashby, in: N. Hansen, A. R. Jones, and T. Leffers (eds.), Recrystallization and Grain Growth in Multi-phase and Particle-containing Materials, Riso, Roskilde, Denmark (1980), pp. 325 – 336.
G. Gottstein and L. S. Shvindlerman, “Theory of grain boundary motion in the presence of mobile particles,” Acta Metall., 41, 3267 – 3275 (1993).
L. Onsager, “Reciprocal relations in irreversible processes,” Phys. Rev., 37, 405 – 426 (1931).
V. Yu. Novikov, “Grain growth jointly affected by immobile and mobile particles,” Mater. Lett., 178, 276 – 279 (2016).
U. Klement, U. Erb, El-Sherik, and K. T. Aust, “Thermal stability of nanocrystalline Ni,” Mater. Sci. Eng. A., 203, 177 – 186 (1995).
V. Yu. Novikov, “Grain growth suppression in nanocrystalline materials,” Mater. Lett., 100, 271 – 273 (2013).
The author is obliged to Professors V. Ya. Goldstein and L. S. Shvindlerman for the stimulating discussions.
Author information
Authors and Affiliations
Additional information
Translated from Metallovedenie i Termicheskaya Obrabotka Metallov, No. 3, pp. 3 – 9, March, 2018.
Rights and permissions
About this article

Cite this article
Novikov, V.Y. Abnormal Grain Growth: Effect of Disperse Particles. Met Sci Heat Treat 60, 135–141 (2018). https://doi.org/10.1007/s11041-018-0251-0
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11041-018-0251-0