
An experimental study of the morphology of particles of a filler powder and of the characteristics of beads produced by laser gas-powder surfacing is performed. The main laws of formation of bead in the course of laser surfacing are determined. The optimum modes of deposition onto a substrate from steel 09G2S are suggested.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Laser surfacing is an advanced process of deposition of high-quality coatings and formation of bulk elements on the surface of articles. The essence of the method is heating (or partial fusion) of the substrate by laser radiation. The filler powder transported by a gas jet is fed to the heated spot. The gas-powder jet may be fed to a side with respect to the laser beam or symmetrically to all the sides by coaxial deposition (by a focused cone). Given that the laser power, the speed of motion of the laser spot, and the speed of feeding of the powder have been chosen appropriately, the surfaced material mixes with the material of the substrate.
To obtain a quality article by the method of laser gas-powder surfacing we should conduct a series of tests for determining its optimum mode. Since every experimental facility has distinctive features, there are no universal parameters providing quality of the deposition. In addition, the properties of the coating depend primarily on the properties of the filler material [1, 2]. This makes it necessary to analyze the shapes and sizes of the powder particles for obtaining a quality coating. Parts with such coatings have a much longer service life than those from mono-materials.
Thus, determination of optimum surfacing parameters and analysis of the filler material and of coatings based on it presents great practical interest.
The aim of the present work was to study the laws of formation of bead in the process of laser deposition, to estimate the influence of the sizes of particles of the filler material on the properties of the coatings obtained, and to determine optimum modes of surfacing a substrate from steel 09G2S.
Methods of Study
We studied the microstructure of the powder particles and of the deposited coating using an Auriga CrossBeam workstation (Carl Zeiss) with an INCA X-Max attachment for local x-ray spectrum energy dispersive microanalysis (Oxford, Great Britain).
To obtain color images of the specimens we used an Axio Imager Carl Zeiss optical microscope equipped with special Minitab (ver. 16) software for measuring particle diameters. To study the structure, the microsections were subjected to chemical etching in a 5% solution of nitric acid in ethyl alcohol. We used a Mastersizer 3000 laser diffraction analyzer (Malvern) with Aero S automatic module for dispersing and feeding the powder. Fractionation of the powder was performed with the help of a Haver & Boecker screening device with a set of analytical screens with 80- and 112-μm meshes.
We used a LASER CLAD 10 R60 module (IPG Photonics) for laser surfacing, which was equipped with a fiber laser with a power of 6 kW for depositing the coatings and for gas-powder surfacing. The modes of the deposition were chosen experimentally and will be described below.
Results and Discussion
Initial Filler Material
Figure 1 a and b present electron microscope images of microparticles of the powder produced by the Sulzer Metco Company. It can be seen that the particles have a regular spherical shape without cakes. Most of the particles have this shape, which is well observable in the electron microscope images in secondary scattered electrons (Fig. 1 c and d ). Histograms of the size distribution of the particles obtained by independent methods are given in Fig. 2. Analyzing the results of the study we established that the majority of the powder particles produced by Sulzer Metco were homogeneous in shape and size; their average diameter was 97 ± 12 μm.

Electron microscope image of particles of a Sulzer Metco powder in back-scattered (a, b ) and secondary scattered (c, d ) electrons.

Histograms of the size distribution of particles obtained by image analysis (a) and by laser diffraction analysis (b ).
To determine the effect of the fractional composition of the powder on the quality of the deposited beads we prepared three fractions (65, 95 and 130 μm) from the initial Sulzer Metco powder. By the data of the energy dispersive spectrum microanalysis, the composition of the filler powder was as follows (in wt.%): 0.4 C, 6.7 Cr, 1.8 Fe, 4.7 Si, 1.2 Al, the remainder Ni. Such powders are often used for creating refractory wear-resistant coatings.
Effect of the Parameters of Laser Gas-Powder Surfacing on the Bead Shape
We performed a series of tests for determining the optimum parameters of laser gas-powder deposition of Sulzer Metco nickel powder onto a steel substrate. The main task was to determine the relation between the shape of the deposited bead on the laser radiation power, the speed of displacement of the laser spot, and the granulometric composition of the powder. We obtained a series of single beads and analyzed their shapes and the mixing factor. Similar experiments have been performed by the authors of [3] with the aim of choosing modes of coaxial deposition of an iron-base powder.
Analyzing the shape of the deposited beads we determined their height H, width L, depth of fusion penetration in the substrate h, area of the deposited layer S l , and area of the remelted matrix metal S m (Fig. 3). The mixing factors K and the shapes of the bead D were evaluated as follows:

Cross section of a bead deposited at P = 3.3 kW, v = 15 mm/sec, F = 39 g/min.
We established that the optimum power of laser radiation was 3 ± 0.3 kW (Fig. 4 a and b ). After laser surfacing at such radiation power the bead had a symmetrical shape and a low mixing factor.

Dependence of the height H and length L of the bead (a, c), of the mixing factor K and the shape of the bead D (b, d ) on the power of laser radiation P (a, b ) and on the speed of displacement of laser spot (c, d ).
Analysis of the effect of the speed of the deposition on the bead shapes showed that at a speed of 15 mm/s the proportions of the mixing factor and of the shape of the bead were optimum (Fig. 4 c and d ).
It should be noted that we have not investigated the influence of the flow rate of the powder on the shapes of the beads. In all the tests, the flow rate of the powder F = 39 g/min. This value had been determined earlier experimentally as an optimum one.
Studying the effect of the fractional makeup of the powder on the shape of the beads we established that the size of the powder particles affected directly the roughness of the articles (Fig. 5). Thus, to obtain a surface with minimum roughness the powder should be fine-grained. We did not detect substantial changes in the shapes of the beads. The results obtained agree well with the data of [4], where the influence of the size of the powder particles on the efficiency of the deposition process, on the porosity of the coating, and on the quality of the part have been studied in detail.

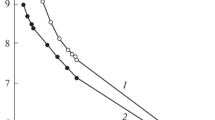
Roughness of deposited beads (Ra and Rz ) as a function of the size of fractions of the filler powder: 1) 65 μm; 2) 95 μm; 3 ) 130 μm.
Conclusions
We have analyzed the morphology of a nickel-based filler powder and chosen modes for laser gas-powder deposition of coatings onto a substrate from steel 09G2S. We established that the shape and the size of the deposited bead are affected substantially by the speed of the surfacing and by the power of the laser radiation. The effect of the fractional makeup of the powder onto the shape and size of the bead is minimal.
References
A. G. Grigor’yants, I. N. Shiganov, and A. I. Misyurov, Technological Processes of Laser Treatment [in Russian], MGTU Im. N. É. Baumana, Moscow (2008), 664 p.
A. G. Grigor’yants, A. N. Safonov, and V. V. Shibaev, Poroshk. Metall., No. 9, 39 (1984).
A. G. Grigor’yants, A. I. Misyurov, and R. S. Tret’yakov, “Analysis of the effect of parameters of coaxial laser surfacing on formation of beads,” Tekhnol. Mashinostr., No. 11, 19 – 21 (2011).
C. Y. Kong, P. A. Carroll, P. Brown, and R. J. Scudamore, “The effect of average powder particle size on deposition efficiency, deposit height and surface roughness in the direct laser deposition process,” in: 14th Int. Conf. on Joining of Materials, 29 April – 2 May, 2007, Helsingor, Denmark (2007).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Metallovedenie i Termicheskaya Obrabotka Metallov, No. 7, pp. 70 – 72, July, 2017.
Rights and permissions
About this article

Cite this article
Noskov, A.I., Yanbaev, R.M., Shamsrakhmanov, T.M. et al. Effect of the Fractional Composition of Filler Powder and Parameters of Laser Coaxial Surfacing on Formation of Beads. Met Sci Heat Treat 59, 467–470 (2017). https://doi.org/10.1007/s11041-017-0173-2
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11041-017-0173-2