
Matrix microcracking is considered the main factor responsible for the gas permeation in linerless pressure vessels and storage tanks. The addition of halloysite nanotubes (HNTs) to them at different concentrations was studied in order to enhance their microcrack resistance. A 50% increase in the cracking onset stress was found at a 5% addition of HNTs to the epoxy matrix. Moreover, a 60% increase was observed at a similar level of microcrack density compared with that of neat epoxy. A reactive diluent was used as an alternative to keep the viscosity suitable for the filament winding process and to offset the rise in viscosity by HNT incorporation. Despite the fact that the matrix fracture toughness increased even to 10% of HNTs, no growth in the microcrack resistance was found at more than 5% of HNTs. As a result, it was concluded that the microcracking phenomenon can be affected not only by the matrix fracture toughness, but also by the residual thermal stresses.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
The uses of carbon-fiber-reinforced epoxy have been increasing in such structural applications as the aerospace and automotive industries. These industries are particularly interested in the use of polymer-matrix composites in various structural members in comparison with conventional metal ones because it is a way to increase their energy efficiency by reducing the weight of the structures. Pressure vessels are commonly employed in satellite launchers and hydrogen or compressed natural gas-powered vehicles. Currently, there are different options available in the market: all-metal (Type I), metal with a composite overwrap in the hoop direction (Type II), metal-lined (Type III), and polymer-lined (Type IV) with full composite overwrapped.
In order to fulfill the industrial requirements of weight and cost reduction and design flexibility, ultralight linerless composite products have appeared as an appealing solution. The main challenge for ultralight tanks and storage vessels is the permeation of composite materials under loading due to the formation of microcracks in them in the absence of liners, which could act as leakage barriers.
Matrix microcracking is usually the first noticeable damage mechanisms encountered in composite laminates. It may form leak paths at high strain levels and reduce their strength, stiffness, and dimensional stability [1]. These microcracks appear and propagate perpendicularly to the fiber direction and generally occur due to fracture events in which full microcracks appear instantaneously on the experimental time scale at a load level far below that required for fiber failure [2].
Even though microcracking in composites has been thoroughly explored in the last decades, the main variables involved in the formation of cracks are not yet completely understood. Studies on stacking sequences indicated that in laminates with 90° oriented outer plies microcracks arose at significantly lower loads than in other ones [3]. Nairn [3] investigated the thickness effect of 90° plies on the stress corresponding to the initiation of microcracks and found that microcracking increased as the thickness of the 90° plies decreased. Furthermore, the importance of residual stresses due to thermal shrinkage in the microcracking process was stated. Talreja et al. [1] reported that the ductility of matrix in a composite laminate affected the initiation and progression of microcracking. Timmerman et al. [4] studied the influence of fiber type and matrix composition on microcracking during cryogenic cycling and found that an increase in the backbone flexibility of matrix and a high tensile modulus of fibers increased the microcrack density by altering the thermal stresses present in the material. Mallick [5] experimentally investigated the microcracking of composites with different matrices and showed that, despite similar strains at failure, the matrices exhibited different tendences to microcracking. Therefore, it can be inferred that important is not only the laminate geometry, but also matrix properties in the microcracking phenomenon.
Epoxy matrices are particularly susceptible to microcracking due to their inherent brittleness. One possible way to enhance their toughness is by dispersing its particles, which activates different toughening mechanisms depending on their type. A considerable toughening is usually achieved by adding rubbery particles to the matrix. Nevertheless, this method decreases the elastic modulus, hardness, and, in most cases, the strength [6,7,8,9].
Nanofibers and nanoparticles are found to be superior additives for increasing the fracture toughness of epoxies without sacrificing their basic properties [10, 11]. Particularly, carbon nanotubes (CNTs) are considered as ideal modifiers due to their high strength, low density, and nanoscale and, most importantly, high aspect ratio. Extensive research efforts have been made over years in developing CNTs/epoxy composites [12,13,14,15]. Gaaz et al. [16] showed that the impact properties of epoxies can be significantly improved by adding titanium oxide nanoparticles (up to 6%) to them.
However, considering the extremely high cost and difficulties in the preparation of CNTs and other metal-based nanoparticles, halloysite nanotubes (HNTs) were found to be as an attractive alternative additive for polymers [17,18,19]. Halloysite is an abundant and cheap tubular clay material with a structural formula Al2(OH)4Si2O5·2H2O, inner diameter of 1-30 nm, outer diameter of 30-50 nm, and length of 100-2000 nm [20]. Despite their tubular structure, resembling that of CNTs, HNTs exhibit another advantage over CNT — it is easy to disperse them in a viscous polymer, because they are straight, with no entanglement [21]. For that reason, a variety of different applications, both in thermoplastic and thermosetting polymers, can be found in the literature. For instance, Gaaz et al. [22] added HNTs to polyurethane resins, increasing their tensile, flexural, and impact strengths at only a 1% concentration. In the case of epoxy resins, HNTs are added mainly to improve their fracture toughness [23,24,25].
When continuous fibers are incorporated into nanocomposites, their mechanical behavior is more difficult to analyze, and in some investigations of three-phase nanocomposite laminates, different results have been found. On one hand, Yokoseki et al. [26] demonstrated that the dispersion of CNTs in conventional carbon-fiber-reinforced plastics (CFRP) retarded the formation of matrix cracks owing to the growing matrix toughness. On the other hand, a considerable improvement in fracture toughness was achieved for the organic tri-block-copolymer modified epoxy resin, with no effect on microcracking [27].
In our previous research [28], we improved the toughness of an epoxy formulation by adding HNTs, with no significant increase in the viscosity of resin. In the present work, we investigated the effect of HNTs addition to the substrate material on the transverse matrix microcracking, mechanical properties, and fracture resistance. The idea was to improve the resistance of filament-wound pressure vessels to matrix microcracking without increasing the viscosity of resin, because it considerably hinders their production process.
Experimental
Materials
HNTs of diameter of 30-70 nm and length of 1-3 mm from Sigma-Aldrich® were used as a source of nanotubes in this study. The resin used was a bisphenol A diglycidyl ether (DGEBA) from Dow Chemical® DER 383, with an epoxy equivalent weight of 182.6 g eq–1, as determined by titration (ASTM D1652, method B). A C12-C14 (Distraltec® DLR001) alkylglicidyl ether was used as the diluent to decrease the viscosity of the epoxy resin. Its epoxy equivalent weight was 284 g eq–1, also determined by titration. A Jeffamine® D230 polyetheramine with an equivalent weight of 60 g eq–1 was used as the curing agent.
HNTs were dried in an oven at 65°C for 24 h in order to remove the moisture, and DGEBA was preheated at 60°C to reduce its viscosity by gently stirring before mixing with the reactive diluent. Then, nanotubes were incorporated into the system and subjected to an ultrasonic mixing for 10 min (160 W, 40 kHz). Ultrasonication is a high-shear mixing technique that has been found more effective for dispersing HNTs into an epoxy resin than the mechanical one [23,24,25,26,27,28,29]. Then, the curing agent was added to the mixture, while stirring it slowly to prevent the formation of bubbles, and the mixture was degassed in a vacuum chamber at 60°C for 15 min.
Four types of epoxy formulations containing 0, 5, and 10 wt% of HNTs were prepared (Table 1).
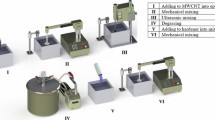
Cross-ply [02/902]s laminates were prepared using TorayCA® T700SC 12K carbon fibers. The fiber volume fraction was set to 50%. The laminates were manufactured by the hand lay-up method and cured using a hot-pressing machine for 6 h at 65°C. Their postcuring was carried out for 3 h at temperatures above the glass-transition temperature Tg (at 90 and 100°C for the EpR and Ep, respectively) to ensure high curing degrees. Figure 1 summarizes the experimental procedure for the preparation of cross-ply laminates.

Preparation of laminate samples and the experimental set-up.
Characterization of the halloysite-epoxy nanocomposite
A TEM, JEOL 100 CX II transmission electron microscopy was used to identify the dispersion of HNTs in the halloysite-epoxy nanocomposites. Samples were cut from cured plaques by using a microtome.
The glass-transition temperature Tg of cured systems was determined by means of the differential scanning calorimetry (DSC) using a DSCQ2000 TA Instrument. The scanning was carried out from 25 to 220°C at a heating rate of 10 °C min–1. A low pressure N2 flow (20 mm min–1) was employed in order to prevent the occurrence of thermooxidative reactions.
The rheological properties of an uncured halloysite-epoxy mixture are important factors for two reasons: first, the viscosity of the mixture greatly affects its processability by the filament winding method, and second, it might be a good indicator of dispersion degree of halloysite in epoxy mixtures [30]. Therefore, the effect of incorporation of HNTs on the viscosity in an uncured epoxy resin was studied using a Brookfield Viscometer DV2T in the cone and plate configuration (spindle SP52, 35°C).
Dogbone-shaped tensile test specimens were prepared by cutting cured plates approximately 60 mm long and 2 mm thick with a gage length of 4 mm. The experiments were conducted at a crosshead speed of 1 mm/min. Young’s moduli of different formulations were determined according to ASTM D638. Five specimens of each sample were tested.
The plain-strain fracture toughness (KIC) was calculated using single-edge-notched specimens (41×10×4.5 mm) in the three-point bending configuration according to ASTM D5045. Precracks in the specimens were introduced at the end of 2-mm-deep notches by hammering a thin razor blade directly into the specimen perpendicularly to its thickness. The initial crack length was examined after the specimen had been tested. The fracture tests were performed at a constant crosshead speed of 10 mm min–1).
Transverse cracking
The microcracking behavior was evaluated by means of uniaxial tensile tests on cross-ply laminates. Tensile test specimens of dimensions of 120×13×2.1 mm were cut from [02/902]s panels. The tests were performed at a crosshead speed of 0.2 mm min–1 along the 0°-direction. The polished edges of specimens were inspected with a CCD camera at different strain increments. The number of microcracks in the central 90° ply of the specimens were counted. The optical observation of cracks is the simplest experimental method for evaluating carbon-fiber-reinforced composite laminates, because intralaminar cracks are opened and the polished fiber cross-sections are bright and shiny [31, 32]. The microcrack density was calculated as the ratio of the number of microcracks to the gage length and reported as the density of microcracks (cracks per unit length). Five specimens were tested for each formulation. Figure 2 shows the microcrack testing configuration.

Microcracking test: a schematic diagram (a) and a view of the experimental configuration (b): 1 — microcracking in [02/902]s laminate, 2 — computer, 3 — light source, 4 — CCD camera, 5 — extensometer, 6 — Univsersal testing machine, 7 — PC storage strain and load, 8 — specimen.
A universal Instron 3369, MA, testing machine equipped with a ±50 kN load cell, was used to determine the tensile fracture toughness, and the transverse microcracking. The tests were conducted at an ambient temperature (20°C).
Results and Discussion
Morphology of HNTs and their dispersion in epoxy resins
Figure 3 shows TEM micrographs of a halloysite-epoxy nanocomposite. HNTs were dispersed into the epoxy matrix in the form of clusters of different sizes. In spite of the fact that the halloysite clusters were not in the nanoscale range, a thorough inspection showed that the resin certainly had penetrated into the cluster and had formed a halloysite-rich region (Fig. 3c). Other researchers also have identified this phenomenon [21, 25, 33, 34], and different alternatives were proposed in order to enhance the dispersion of HNT particles. According to literature data, the main strategies adopted to prepare a mixture containing individually dispersed HNTs includes such effective mixing methods as the three-roll milling [35, 36] and the modification of particle surfaces [37,38,39,40], leading to improved mechanical properties. However, in the latter case, improvements may be due to both a better dispersion of HNTs in the epoxy matrix and a stronger adhesion between the two phases due to the surface modification [41]. In [42], the authors also observed no evidence of enhancement in the mechanical properties by an improved dispersion.

TEM micrographs of the distribution of halloysite nanotubes in an epoxy EpR 5NT 10,000× (a), EpR 5NT 50,000× (b), EpR 5NT 100,000× (c), EpR 10NT 100,000× (d).
Figure 3d shows the typical size of HNTs, which are in accordance to the supplier data sheet (length of 1-3 mm and diameter of 30-70 nm). Furthermore, a hollow tubular shape for some of the halloysite particles was observed, showing a large aspect ratio, resembling that of CNTs.
Glass-transition temperature and viscosity
Table 2 shows the measured thermophysical properties, Tg and viscosity at 35°C, of halloysite-modified epoxies. The incorporation of HNTs into the epoxy did not result in any significant change in the Tg. The similarity of Tg for all EpR samples indicates that they all had been cured to the same extent, which means that any changes in the mechanical properties seen caused by the presence of HNTs, and not by differences in the network structures of the epoxies.
It was reported previously that the presence of HNTs in epoxy nanocomposites decreased the Tg of resin [35, 43]. This phenomenon was mainly attributed to two factors: an increase in the free volume due to the reduced interaction between the epoxy and HNTs, and a reduced interconnection of polymer chains, which affects the cross-linking ability of the epoxy resin. However, some authors have reported a slight increase in the Tg at small amounts of HNTs due to the presence of halloysite agglomerates and their mutual interaction [43]. Thus, there are two counteracting factors affecting the structure of epoxy network: the rigid-phase reinforcement and the reducted cross-linking density [21].
The addition of HNTs to the uncured epoxy increased its viscosity only slightly, and carbon fiber/epoxy composites could be processed under similar conditions as the neat epoxy. The increase in viscosity can be attributed to the restricted motion of the epoxy matrix due to the presence of nanotubes [23]. Therefore, the formation of HNT clusters could hinder a direct interaction between nanotubes, resulting in a reduced growth in viscosity [44]. The addition of the reactive diluent is an effective method to maintain the viscosity of neat epoxy at an unchanged processability.
Mechanical properties
3.3.1. Fracture toughness. Figure 4 shows the fracture toughnesses KIC calculated for four matrix formulations. It is improved after the incorporation of the reactive diluent. In the literature, this enhancement has been attributed to the increased ductility related to the reduced cross-link density of epoxy samples containing a diluent [45].

The plain-stress fracture toughness KIC as a function of HNT content.
As expected, the introduction of HNTs into the epoxy improved fracture toughness further. An addition of 10 wt% HNTs into the matrix increased the toughness two-fold.
The toughening mechanism of reinforcing particles, such as halloysite, at a very high aspect ratio has been proposed in [21, 24, 37]. As HNTs are much stronger and stiffer than the epoxy matrix, the crack front, pinning or bridging, appears as an effective mechanism making the crack propagation more difficult. However, the presence of nanoparticle clusters induce other toughening mechanisms, which are considered as prevailing: plastic deformation of the epoxy matrix around particle clusters and crack deflection throughout clusters [10]. HNTs restrict the propagation of cracks, resulting in an increased fracture toughness [23,24,25, 33, 37, 42]. In [46], novel nanocomposites with nanotube-rich regions (hierarchical composites) were designed. As a result, an increase in the fracture toughness was observed due to the increased tortuosity crack path.
3.3.2. Tensile properties. The elastic modulus and tensile strength of neat epoxy were 2.73 GPa and 60.77 MPa, respectively. In Fig. 5, the average normalized tensile properties of neat epoxy and its nanocomposites are presented.

The normalized tensile modulus En (a) and the normalized tensile strength σn of halloysite-epoxy composites EpR (■) and EpONT (▲) vs. HNT matrix loading (W, %).
When comparing Ep 0NT and EpR 0NT, it was seen that the elastic modulus had increased considerably, while the tensile strength had remained unchanged. Similar tendencies can be found in the literature about the effect of reactive diluents on elastic modulus and resistance [45, 47,48,49]. This effect may depend on different chemical characteristics of the reactive diluent (functionality, molecular weight, and copolymer formation ability).
The incorporation of 5% HNTs increased the elastic modulus of the formulation, but at a higher incorporation of nanotubes, this modulus grew insignificantly. Other authors have also reported a similar behavior of halloysite-epoxy nanocomposites [50,51,52]. Ravichandran et. al. [50] attributed the initial increase in the elastic modulus to the restricted mobility and deformability of epoxy. A further addition of HNTs led to the formation of agglomerates acting as stress concentration points rather than a reinforcement. According to Saif et. al. [52], a high content of HNTs theoretically can improve the mechanical properties of epoxy composites, but the formation of clusters can reduce them.
In contrast to the important toughening effect found, no significant improvement in strength was observed. This limited reinforcing effect on the tensile properties was already reported in [53] and was attributed to various defects introduced into nanocomposites — trapped bubbles during sample preparation, stress concentrations on HNTs, and the heterogeneous network density. Besides, the enhancement in the mechanical properties was also attributed to the efficient load transfer from the polymer matrix to nanoparticles [14, 19]. Creating mechanisms improving the interfacial halloysite-epoxy adhesion can be a way to achieve an effective growth in the tensile strength and elastic modulus [54].
Matrix microcracking in cross-ply laminates
The matrix microcrack density was measured for four formulations as a function of the applied laminate stress. The procedure was repeated until the delamination or tensile failure of the specimens occurred. The microcracks of the specimens were counted in situ at each stress increment. Figure 6 shows the cross-sectional view of the typical transverse microcrack in a damaged laminate.

View of the microcrack in a [02/902]s cross-ply carbon fiber/epoxy laminate.
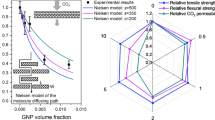
Figure 7 displays the curves for applied stress versus microcrack density in cross-ply laminates. EpR 0NT showed the same microcracking behavior as Ep 0NT (Fig. 7a). An increase from 100 MPa to 154 MPa in the applied stress required to initiate microcracking (onset stress) in the epoxy nanocomposites, can be observed as the result of incorporation of HNTs. In addition, a higher stress was needed to obtain the same amount of matrix microcracking. For instance, the stress required for the 0.22% microcrack density raised from 208 to 332 MPa for EpR 0NT and EpR 5NT, respectively. No improvements were observed at a further addition of HNTs (Fig. 7b).

The applied stress σ vs. microcrack density D in [02/902]s carbon-fiber-reinforced epoxy composites.
This behavior can be explained by the crack deflection mechanism, when the crack deviated from its initial propagation direction and bypassed fillers particles without penetrating them [55]. In the neat epoxy, microcracks propagated mostly through the interfacial zone between the carbon fibers and the epoxy matrix, owing to the poor interfacial interaction between them. Therefore, it can be assumed that a good interfacial interaction between fillers and the epoxy matrix is essential for achieving a significant improvement in the microcraking resistance.
Although the matrix toughness was revealed as an important factor hindering the formation of microcracks, other parameters can also be considered significant. In our case, we found no direct correlation between the matrix toughness and microcracking resistance of the composite laminates. Consequently, it seems that the microcracking process does not follow the conventional fracture mechanics, which deals with crack propagation [56]. The formation of microcracks occurs due to fracture events where full microcracks appear instantaneously on the experimental time scale. Considering this fact, a finite fracture model was developed by Nairn [2] based on the critical energy release required for the formation of a new finite crack surface.
The experimental results found in the literature show that other variables, such as the thermal expansion coefficient, the stress-free temperature (associated with Tg), and cure shrinkage, [4, 57] affecting the residual thermal stresses can be associated with the microcracking phenomenon. Yokozeki et.al. [26] considered the residual thermal stresses in the 90° ply and the fracture toughness associated with the matrix, as the main reasons for the retarded formation of matrix cracks.
A thorough study on the material behavior at the microscale to limit and manage the development of matrix microcracks considering all variables is necessary.
Conclusion
HNTs were found as a well dispersing phase in the epoxy matrix. However, at a lower scale, microclusters were also found to appear. Cluster formation reduced the overall interaction between halloysite particles, resulting in a lower-than-expected increase in viscosity, thus retaining the low viscosity needed for the filament winding process. Moreover, the formation of halloysite clusters was found to be responsible for the about two-fold increase in the fracture toughness at 10 wt% of HNTs, preventing the propagation of microcracks by crack deflection and plastic deformation mechanisms.
The mechanical properties of EpR did not the change significantly after the addition of HNT. The tensile strength remained the same, while the elastic modulus slightly increased only to a 5 wt% of HNTs. A thorough literature review showed that an improved interfacial adhesion between the halloysite and epoxy is a promising way to achieve an effective increase in the for mechanical properties of all formulation. The surface modification and grafting of HNTs with aminosilanes and hybrid nanofillers (HNTs and CNTs) have been proposed for generating an effective load transfer between the matrix and reinforcement [42, 54]. Further research in this area may lead to an improved reinforcing ability of the epoxy matrix at a low content of HNTs. The dispersion of HNT particles can be evaluated by the electronic microscopy of fractured specimens (SEM and TEM).
Despite the low reinforcing effect found by the addition of HNTs to the epoxy matrix, we observed a great increase the microcracking resistance of the carbon fiber/epoxy composites investigated. It was shown that a higher applied stress was needed to initiate microcracking. It was also demonstrated that the microcracking phenomenon depends not only on the fracture toughness of matrix, but also on the residual thermal stresses generated during laminate fabrication. The thermal stresses appear as a result of different thermal expansion coefficients and the curing shrinkage of epoxy. These two counteracting properties could be further tailored either by adding particles with a negative thermal expansion (NTEs), such as ZrW2O8, or by exploring new formulations of epoxy resins with a reduced shrinkage [58,59,60].
References
R. Talreja, S. Yalvac, L. D. Yats, and D. G. Wetters, “Transverse cracking and stiffness reduction in cross ply laminates of different matrix toughness,” J. Compos. Mater., 26, No. 11, 1644-1663 (1992).
J. A. Nairn, in: R. Talreja, J-A Manson (eds.), Polymer Matrix Composites, Ch. 13, Elsevier Science (2001).
J. A. Nairn and S. Hu, “The formation and effect of outer-ply microcracks in cross-ply laminates: A variational approach,” Eng. Fract. Mech., 41, No. 2, 203-221 (1992).
J. F. Timmerman, M. S. Tillman, B. S. Hayes, and J. C. Seferis, “Matrix and fiber influences on the cryogenic microcracking of carbon fiber/epoxy composites,” Compos. Part A, Appl. Sci. Manuf., 33, 323-329 (2002).
K. Mallick, J. Cronin, K. Ryan, S. Arzberger, and N. Munshi, “An integrated systematic approach to linerless composite tank development in 46th AIAA/ASME/ASCE/AHS/ASC Structures, Structural Dynamics & Materials Conference. Austin, Texas. United States (2005).
A. J. Kinloch, S. J. Shaw, and D. L. Hunston, “Deformation and fracture behaviour of a rubber-toughened epoxy: 2. Failure criteria,” Polymer (Guildf), 24, No. 10, 1355-1363 (1983).
R. Bagheri, B. T. Marouf, and R. A. Pearson, “Rubber-toughened epoxies: A critical review,” Polym. Rev., 49, No. 3, 201-225 (2009).
M. R. Ricciardi, I. Papa, A. Langella, T. Langella, V. Lopresto, and V. Antonucci, “Mechanical properties of glass fibre composites based on nitrile rubber toughened modified epoxy resin,” Compos. Part B Eng., 139, 259-267 (2018).
M. Agarwal, M. Arif, A. Bisht, V. K. Singh, and S. Biswas, “Investigation of toughening behavior of epoxy resin by reinforcement of depolymerized latex rubber,” Sci. Eng. Compos. Mater., 22, No. 4, 399-404 (2015).
F. Ghadami, M. R. Dadfar, and M. Kazazi, “Hot-cured epoxy-nanoparticulate-filled nanocomposites: Fracture toughness behavior,” Eng. Fract. Mech., 162, 193-200 (2016).
B. C. Kim, S. W. Park, and D. G. Lee, “Fracture toughness of the nano-particle reinforced epoxy composite,” Compos. Struct., 86, 1-3, 69-77 (2008).
J. Cho, I. M. Daniel, and D. A. Dikin, “Effects of block copolymer dispersant and nanotube length on reinforcement of carbon/epoxy composites,” Compos. Part A, Appl. Sci. Manuf., 39, No. 12, 1844-1850 (2008).
G. Gkikas, N. M. Barkoula, and A. S. Paipetis, “Effect of dispersion conditions on the thermo-mechanical and toughness properties of multi walled carbon nanotubes-reinforced epoxy,” Compos. Part B, Eng., 43, No. 16, 2697-2705 (2012).
D. Quan, J. L. Urdániz, and A. Ivanković, “Enhancing mode-I and mode-II fracture toughness of epoxy and carbon fibre reinforced epoxy composites using multi-walled carbon nanotubes,” Mater. Des., 143, 81-92 (2018).
Y. C. Shin, W. Il Lee, and H. S. Kim, “Mode II interlaminar fracture toughness of carbon nanotubes/epoxy film-interleaved carbon fiber composites,” Compos. Struct., 236, 111808, (2020)
T. S. Gaaz, E. K. Hussein, K. A. Subhi, and A. Al-Amiery, “Mechanical and morphology properties of titanium oxideepoxy nanocomposites,” Int. J. Low-Carbon Technol., 16, No. 1, 240-245 (2020).
M. Du, B. Guo, and D. Jia, “Newly emerging applications of halloysite nanotubes: a review,” Polym Int, 59, 574-582 (2010).
M. Liu, Z. Jia, D. Jia, and C. Zhou, “Recent advance in research on halloysite nanotubes-polymer nanocomposite,” Progress in Polymer Science, 39, No. 8, 1498-1525, (2014).
C. I. Idumah, A. Hassan, J. Ogbu, J. Ndem, and I. C. Nwuzor, “Recently emerging advancements in halloysite nanotubes polymer nanocomposites,” Compos. Interfaces, 1-74 (2018)
C. Li, J. Liu, X. Qu, B. Guo, and Z. Yang, “Polymer-modified halloysite composite nanotubes,” Polym. Sci., 110, No. 6, 3638-3646 (2008)
Y. Ye, H. Chen, J. Wu, and L. Ye, “High impact strength epoxy nanocomposites with natural nanotubes,” Polymer (Guildf)., 48, No. 21, 6426-6433 (2007).
T. S. Gaaz, A. B. Sulong, M. N. M. Ansari, A. A. H. Kadhum, A. A. Al-Amiery, and M. S. H. Al-Furjan, “Effect of halloysite nanotubes loading on thermo-mechanical and morphological properties of polyurethane nanocomposites,” Mater. Technol., 32, No. 7, 430-442 (2016).
V. Vahedi, P. Pasbakhsh, and S. P. Chai, “Toward high performance epoxy/halloysite nanocomposites: New insights based on rheological, curing, and impact properties,” Mater. Des., 68, 42-53 (2015).
Y. Tang, L. Ye, S. Deng, C. Yang, and W. Yuan, “Influences of processing methods and chemical treatments on fracture toughness of halloysite-epoxy composites,” Mater. Des., 42, 471-477 (2012).
S. Deng, J. Zhang, L. Ye, and J. Wu, “Toughening epoxies with halloysite nanotubes,” Polymer (Guildf)., 49, No. 23, 5119-5127 (2008).
T. Yokozeki, Y. Iwahori, and S. Ishiwata, “Matrix cracking behaviors in carbon fiber/epoxy laminates filled with cupstacked carbon nanotubes (CSCNTs),” Compos. Part A, Appl. Sci. Manuf., 38, No. 3, 917-924 (2007).
M. Bashar, U. Sundararaj, and P. Mertiny, “Study of matrix micro-cracking in nano clay and acrylic tri-block-copolymer modified epoxy/basalt fiber-reinforced pressure-retaining structures,” Express Polym. Lett., 5, No. 10, 882-896 (2011).
E. S. Rodríguez, V. G. Falchi, L. Asaro, I. A. Zucchi, and R. J. J. Williams, “Toughening an epoxy network by the addition of an acrylic triblock copolymer and halloysite nanotubes,” Compos. Commun., 12, 86-90 (2019).
D. V. A. Ceretti, L. C. E. da Silva, M. do Carmo, Goncalves, and D. J. Carastan, “The role of dispersion technique and type of clay on the mechanical properties of clay/epoxy composites,” Macromol. Symp., 383, 1800055, 1-10 (2019).
R. Rong, X. Xu, S. Zhu, B. Li, X. Wang, and K. Tang, “Facile preparation of homogeneous and length controllable halloysite nanotubes by ultrasonic scission and uniform viscosity centrifugation,” Chem. Eng. J., 291, 20-29 (2016).
K. Mallick, “Ultralight linerless composite tanks for in-space applications in Space,” 2004 Conference and Exhibit AIAA 2004-5801. San Diego, California, United State (2004).
J. Varna and L. Asp, “Microdamage in composite laminates: Experiments and observation,” Appl. Mech. Mater., 518, 84-89 (2014).
Y. Ye, H. Chen, J. Wu, and C. M. Chan, “Evaluation on the thermal and mechanical properties of HNT-toughened epoxy/carbon fibre composites,” Compos. Part B Eng., 42, No. 8, 2145-2150 (2011).
Y. Ye, H. Chen, J. Wu, and C. M. Chan, “Interlaminar properties of carbon fiber composites with halloysite nanotubetoughened epoxy matrix,” Compos. Sci. Technol., 71, No. 5, 717-723, (2011).
M. il Kim, S. Kim, T. Kim, D. K. Lee, B. Seo, and C. S. Lim, “Mechanical and thermal properties of epoxy composites containing zirconium oxide impregnated halloysite nanotubes,” Coatings, 7, No. 12 (2017).
Z. Li, L. Liu, A. J. Gonzalez, and D.-Y. Wang, “Bioinspired polydopamineinduced assembly of ultrafine Fe(OH)3 nanoparticles on halloysite toward highly efficient fire retardancy of epoxy resin via an action of interfacial catalysis,” Polym. Chem., 8, No. 26, 3926-3936, (2017).
Y. Tang, S. Deng, L. Ye, C. Chang, Q. Yuan, J. Zhang, and C. Zhao, “Effects of unfolded and intercalated halloysites on mechanical properties of halloysite-epoxy nanocomposites,” Compos. Part A Appl. Sci. Manuf., 42, No. 4, 345-354 (2011).
J. Zhang, D. Zhang, A. Zhang, Z. Jia, and D. Jia, “Dendritic polyamidoaminegrafted halloysite nanotubes for fabricating toughened epoxy composites,” Iran. Polym. J., 22, No. 7, 501-510 (2013).
P. Sun, G. Liu, D. Lv, X. Dong, J. Wu, and D. Wang, “Simultaneous improvement in strength, toughness, and thermal stability of epoxy/halloysite nanotubes composites by interfacial modification,” J. Appl. Polym. Sci., 133, No. 13 (2016).
P. Vijayan, A. Tanvir, M. Mrlik, M. Urbanek, and M. Al-Maadeed, “TiO2/Halloysite hybrid filler reinforced epoxy nanocomposites,” Polym. Compos., 39, S4 (2018).
S. Zeng, C. Reyes, P. A. Rodgers, S. H. Wentworth, and L. Sun, “Facile hydroxylation of halloysite nanotubes for epoxy nanocomposite applications,” Polym. (United Kingdom), 55, No. 25, 6519-6528 (2014).
M. Sánchez, J. F. Uicich, G. F. Arenas, E. S. Rodríguez, P. E. Montemartini, and M. E. Penoff, “Chemical reactions affecting halloysite dispersion in epoxy nanocomposites,” J. Appl. Polym. Sci., 136, No. 38, 1-12 (2019).
J. Hornak, P. Kadlec, and R. Polanský, “Halloysite nanotubes as an additive to ensure enhanced characteristics of coldcuring epoxy resins under fire conditions,” Polymers (Basel)., 12, No. 9, 1881 (2020).
T. V. Brantseva, S. O. Ilyin, I. Y. Gorbunova, S. V. Antonov, Y. M. Korolev, and M. L. Kerber, “Epoxy reinforcement with silicate particles: Rheological and adhesive properties - Part II: Characterization of composites with halloysite,” Int. J. Adhes. Adhes., 68, 248-255 (2016).
M. Khalina, M. H. Beheshty, and A. Salimi, “The effect of reactive diluent on mechanical properties and microstructure of epoxy resins,” Polym. Bull., 76, No. 8, 3905-3927 (2019).
M. S. Z. Abidin, T. Herceg, E. S. Greenhalgh, M. Shaffer, and A. Bismarck, “Enhanced fracture toughness of hierarchical carbon nanotube reinforced carbon fibre epoxy composites with engineered matrix microstructure,” Compos. Sci. Technol., 170, 85-92 (2019).
P. Cai, H. Zhang, D.-L. Zhao, and Z.-M. Shen, “Effect of diluent on mechanical properties of DDM/E-51 epoxy resin system,” Polym. Mater. Sci. Eng., 26, 75-77+82 (2010).
L. Kregl, G. M. Wallner, R. W. Lang, and G. Mayrhofer, “Effect of resin modifiers on the structural properties of epoxy resins,” J. Appl. Polym. Sci., 134, No. 44, 1-11 (2017).
A. Sinha, N. I. Khan, S. Das, J. Zhang, and S. Halder, “Effect of reactive and non-reactive diluents on thermal and mechanical properties of epoxy resin,” High Perform. Polym., 30, No. 10, 1159-1168 (2018).
G. Ravichandran, G. Rathnakar, N. Santhosh, R. Chennakeshava, and M. A. Hashmi, “Enhancement of mechanical properties of epoxy/halloysite nanotube (HNT) nanocomposites”, SN Appl. Sci., 1 (4), 296 (2019).
T. S. Gaaz, A. B. Sulong, A. A. H. Kadhum, A. A. Al-Amiery, M. H. Nassir, and A. H. Jaaz, “The impact of halloysite on the thermo-mechanical properties of polymer composites,” Molecules, 22, No. 5, 13-15 (2017).
M. J. Saif , M. Asif, M. Naveed, K. Zia, W. Zaman, M. Khosa, and M. Jamal, “Halloysite reinforced epoxy composites with improved mechanical properties”, Polish J. Chem. Technol., 18, No. 1, 133-135 (2016).
V. Vahedi and P. Pasbakhsh, “Instrumented impact properties and fracture behaviour of epoxy/modified halloysite nanocomposites,” Polym. Test., 39, 101-114 (2014).
M. S. Saharudin, R. Atif, S. Hasbi, M. N. A. Nazri, N. U. Saidin, and Y. Abdullah, “Synergistic effects of halloysite and carbon nanotubes (HNTs + CNTs) on the mechanical properties of epoxy nanocomposites,” AIMS Mater. Sci., 6, No. 6, 900-910 (2019).
Y. He, Q. Chen, S. Yang, C. Lu, M. Feng Y. Jiang, G. Cao, J. Zhang, and C. Liu, “Micro-crack behavior of carbon fiber reinforced Fe3O4/graphene oxide modified epoxy composites for cryogenic application,” Compos. Part A Appl. Sci. Manuf., 108, 12-22 (2018).
Z. Hashin, “Finite thermoelastic fracture criterion with application to laminate cracking analysis,” J. Mech. Phys. Solids, 44, No. 7, 1129-1145 (1996).
M. W. Joosten, S. Agius, T. Hilditch, and C. Wang, “Effect of residual stress on the matrix fatigue cracking of rapidly cured epoxy/anhydride composites,” Compos. Part A, Appl. Sci. Manuf., 101, 521-528 (2017).
L. A. Neely, V. Kochergin, E. M. See, H. D. Robinson, “Negative thermal expansion in a zirconium tungstate/epoxy composite at low temperatures,” J Mater Sci., 49, 392-396 (2014).
K. Takenaka, “Progress of research in negative thermal expansion materials: paradigm shift in the control of thermal expansion,” Front Chem, 6, 267 (2018).
J. Parameswaranpillai, A. George, J. Pionteck, and S. Thomas, “Investigation of cure reaction, rheology, volume shrinkage and thermomechanical properties of nano-TiO2 Filled Epoxy/DDS Composites,” Journal of Polymers, 2013, 183463 (2013).
Acknowledgement
The authors acknowledge the financial support of the University of Mar del Plata, the National Research Council (CONICET) and of the Agency for the Promotion of Science and Technology [FONARSEC - ANPCyT; PICT-2016-4048].
Author information
Authors and Affiliations
Corresponding author
Additional information
Russian translation published in Mekhanika Kompozitnykh Materialov, Vol. 58, No. 2, pp. 411-428, March-April, 2022. Russian DOI: https://doi.org/10.22364/mkm.58.2.11.
Rights and permissions
About this article

Cite this article
Churruca, M.J., Morán, J.I. & Rodríguez, E.S. Effect of Halloysite Nanotubes on Matrix Microcracking in Carbon Fiber/Epoxy Composites. Mech Compos Mater 58, 293–304 (2022). https://doi.org/10.1007/s11029-022-10030-5
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11029-022-10030-5