
Abstract
In this work four metal powder compositions of VZL718 (IN718) alloy are produced, one by vacuum induction melting and gas atomization (VIGA) technology and three by plasma melting and rotating billet centrifugal atomization (PREP) technology. Their particle size distributions, distribution parameters, technological properties, moisture content and gas impurity content of VIGA and PREP initial metal powder compositions are investigated. The differences between VIGA metal powder compositions and PREP metal powder compositions are shown and analyzed, and the differences are explained. Four selective laser melting processes are conducted using the VIGA and PREP metal powder compositions investigated. Particle size distributions, distribution parameters and process characteristics of VIGA metal powder compositions and PREP metal powder compositions after a single application in a selective laser melting process are investigated, and the differences between changes in characteristics and particle size distributions of VIGA and PREP metal powder compositions are revealed. The reasons for the changes identified in VIGA metal powder compositions and PREP metal powder compositions after selective laser melting and the relationships with initial metal powder composition characteristics are explained. Derivations and conclusions about further possibility of reuse of VIGA and PREP metal powder compositions after selective laser melting are made.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Selective laser melting (SLM) is a technology most in demand and widespread for additive production (AP) in order to prepare metal components of existing materials whose behaviour is well known. An advantage of SLM is the possibility of preparing complex, unique models which require a high level of detailization or use of geometry which is impossible to achieve by traditional production methods [1, 2]. At the same time, material synthesized by SLM technology exhibits improved mechanical properties compared with those of material prepared by traditional technology.
This method makes it possible to create from a powder metal layer by means of a laser complex geometric shapes directly according to a 3D CAD model (automated planning) without use of additional equipment and minimization of post treatment thereby providing considerable freedom for planning [3].
However, the overall process is complex and is controlled by numerous interconnected physical mechanisms and factors, whose non-optimum selection may lead to deterioration of material properties or scrapping of a component during production. For this reason in recent years numerous experimental works have been conducted including for modelling in order to better understand the physical mechanisms of the bases of the process, and finally to optimize the process and properties for a final component [4].
Powder layer properties, including bulk density and thermal properties, affect the final properties of a synthesized material [5]. Powder of different grain size compositions behave differently during selective laser melting, and have differences in distribution of a powder layer as a finished component [3] whence in may be concluded that powder layer quality, especially packing density and surface uniformity, are critical factors affecting component quality, provided by additive metal production processes within a powder layer, including selective laser melting [3, 6].
In this case not all powders are consumed in the process of production in the first cycle, and therefore their subsequent use or non-use considerably affect SLM process economics [7]. Metal powder treatment for their secondary utilization in the SLM process is necessary in order to reduce production expenditure and resource saving. However, in order to provide repeated preparation of metal components constant powder properties are important [1, 8].
Therefore, in order to prepare components by SLM technology with an unchanged high level of mechanical properties it is necessary to study changes in powder properties and degree of degradation during the SLM cycle in order to evaluate the possibility of employing the powder used in a second cycle with initial adjustment of SLM process parameters and provision of the required level of synthesized material properties [9, 10].
Parameters of distribution, moisture content, gas content, morphology, and production properties of starting metal powder compositions (MPC) of nickel alloy VZhL718 prepared by VIGA and PREP methods, and also the same properties after single stage of MPK within and SLM cycle, are studied in this work.
The final aim of the work is to reveal changes in properties of the same MPC before and after SLM, and also the effect of differences between MPC prepared by different technologies in similar stages, to consider the correlation of MPC starting properties with those obtained after SLM, and to evaluate the possibility of repeated employment of the powder used [10].
During performance of research there was use of alloy powder VZhL718 (IN718) prepared by the VIGA and PREP methods. Alloy VZhL718 is taken as a model since it is one of the most widely used nickel weldable superalloys, which makes it possible to use it in various production technologies with use of laser treatment, including in selective laser melting (SLM) technology.
Materials and methods
In order to prepare powders by PREP technology dense (without shrinkage cracks) cast workpieces of alloy VZhL718 were used, melted in a vacuum induction furnace with subsequent mechanical treatment: diameter 80 mm and length 576–600 mm. three processes were employed, powder from each process was packed into individual vessels. The main process parameters for preparing starting powders are provided in Table 1.
Powder of alloy VZhL718 according to VIGA technology was prepared in a HERMEGA 10/100 VI type unit with a crucible melting capacity for a nickel charge workpiece up to 22 kg.
The original metal was powder prepared by a gas atomization method being cast billets melted in a vacuum induction furnace by standard technology. Atomization was performed with parameters providing the maximum content of fraction 10–63 μm within a powder mass after atomization.
Screening of powders, obtained by both VIGA and PREP technologies was conducted in an industrial screening machine type Navector UCV-V600BS, screen diameter 600 mm with a cell size of 63 μm according to GOST 6613–86 with a use of a method for controlling screening by a machine providing an increased yield of finished fractions.
Very fine powder fractions with size less than 10 μm from the overall fraction, prepared by the VEGA method, were separated by means an aerodynamic separator.
Powder sample selection for conducting research was accomplished according to GOST 23148–98.
Alloy chemical composition was determined atomic emission analysis in a PerkinElmer POTIMA 8300 spectrometer in accordance with the test procedures МI 1.2.036–2011, МI 1.2.037–2011, МI 1.2.038–2011 and a method of aqueous dispersion X‑ray fluorescence spectrometry in a S4 EXPLORER unit from the firm Bruker Support in accordance with МИ 1.2.071–2015. The sulfur, carbon, oxygen, and nitrogen contents were determined in a CS-600 and TC-600 gas analyzers from the firm Leco according to GOSТ 24018.7, GOSТ 24018.8, and GOSТ 17745.
A study of the powder grainsize composition, including parameters D10, D50, D90 was accomplished in a laser granulometer Mastersizer 3000 in accordance with GOST 8.777.
Powder fluidity was determine in accordance with GOST 20899–98, and poured density in accordance with GOST 19440–94 by means of a Hall funnel with an opening diameter of 2.5 mm within an HFlow‑1 powder property analyser produced by Bettersizer Instruments Ltd.
Shaken density as determined in accordance with GOST 25279–93 (ICO 3953–83=5). Determination of poured density slope angle was accomplished by means of an integrated powder characteristic tester BT1000 produced by Bettersizer Instruments Ltd., using a funnel with an opening diameter of 2.5 mm.
Relative poured density of the MPC was calculated by an equation:
where ρrel is MPC relative bulk density; ρpoured is MPC poured density; ρmelt is cast alloy density.
The natural angle of repose was determined by means of a funnel with an opening diameter of 2.55 mm, in accordance with GOST 27802–93.
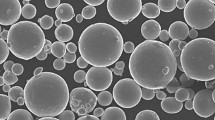
Powder particle (granule) morphology of alloy VZhL718 was studied in an FEI Verios 460 scanning electron microscope. Classification of defects within metal powder composites was accomplished in accordance with GOST R 58418–2019.
The output of final MPC fractions 10–63 μm (for the PREP method without screening the lower fraction less than 53 μm) was calculated by an equation
YF is yield of finished fractions; M is the original powder weight after plasma atomization; Mff is weight of final fraction: 10–63 μm for VIGA and < 63 μm for PREP.
Moisture content was measured by with a moisture analyzer MS-70 from Bettersizer Instruments Ltd. by a procedure provided in GOST 18317–94, according to the change in powder weight after heating.
Compressibility coefficient (Carr’s compressibility index) = 100 · (ρk − ρo) / ρк, where ρo—is bulk density; ρк is shaken density.
The Hausner coefficient was calculated by an equation: Hausner Ratio (HR) = ρк / ρo.
The SLM process was performed within a Concept laser M2 (generation 3) unit. In order to study selective laser melting from each of the four powder batches (three batches were prepared by the PREP method, and one batch by the VIGA method) was selected each of 11.5 kg, which were used entirely in one SLM process. Upon each plate the following list of specimens was prepared: 12 specimens for mechanical tests (XY direction), three gas specimens, 11 cubic specimens for studying the structure, and two specimens for studying roughness. The specimen arrangement upon a plate is provided in Fig. 1. The overall weight of grown specimens for each SLM process was ≈1.0 kg. Energy density (volumetric energy density, VED) in all SLM processes was identical and was 60.93 J/mm3.

Layout of specimens upon plate
Experimental results and discussion
Grain size composition and distribution parameters
Cumulative curves for particle distribution of original (without treatment) powders by three processes for alloy grade VZhL718 after plasma melting and centrifugal spraying (PREP) are provided in Fig. 2.

Cumulative powder particle distribution curves for three alloy grade VZhL718 powder after plasma melting and centrifugal atomization (PREP)
In the course of plasma melting and centrifugal spraying with a rotation frequency of 19,500 min−1 (maximum rotation frequency for the device up to 24,000 min−1) within the mass of alloy grade VZhL718 powder there is formation of an insignificant amount of particles less than 25 μm (see Fig. 2), and therefore the lower limit for the fraction of less than 63 μm already formed after spraying. In addition, the content of finished fraction less than 63 μm within the powder weight after plasma spraying was 54.77–66.7% in relation to process (see Fig. 2), which is a very poor result since within the original powder, prepared by the VGA method, the content of fraction 10–63 μm is within the limits of 30–50% [11, 12].
After preparing a working fraction of sprayed powder mass by means of screening and segregation (solely for VIGA MPC) there was analysis of the content of finished fraction and parameters were calculated for the distribution of each of the four MPC obtained. The results obtained are provided in Table 2.
The results obtained for studying grain size composition demonstrate (see Table 2; Fig. 4) that the content of the main fraction for all powder batches is more than 92%. Parameter D10 for MPC, prepared by the PREP method, is higher by 15–17 μm compared VIGA MPC, and the D50 parameter is higher by 9–12 μm, which is connected with almost complete absence within PREP MPC of particles less than 30 μm (see Fig. 3).

External appearance of original MPC: a 2021/2-PREP; b 2021/4-VIGA

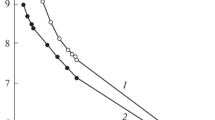
Cumulative curves for MPC particle distribution of alloy VZhL718 grade fractions (+10–63 μm) prepared by PREP and VEGA methods
The value of D90-D10 (distribution width) for MPC 2021/1-GA equals 40.4 μm, which is significantly greater than for PREP MPC, for which this parameter is from 21.0 to 22.7 μm, which points to a broader particle distribution obtained by the VEGA method.
Therefore, it is apparent that two types MPC, i.e., VIGA and PREP MPC have quite different particle distribution within the whole range.
Chemical composition and production properties alloy VZhL718 MPC prepared by PREP and VEGA methods
Results of determining the chemical composition and production properties of the PREP and VIGA MPC studied are provided in Tables 3 and 4.
Powder moisture content, oxygen content
The main absorbent upon granules is moisture (water vapor), which is not absorbed in proportion by powders from the surrounding medium due to a marked difference in specific surface. Even a relatively small amount of moisture (< 0.5 wt.%) may affect considerably oxidation, fluidity, compaction, and other powder production properties [13, 14].
In [11] there is talk of the importance of a low oxygen (oxidizing agent) content within the metal powder used for additive production. Use of oxidized powder may reduce fluidity, which leads to a reduced packing density, a reduction in melted bath wetting capacity, and formation of agglomerates, structural defects, such as for example porosity and cracks, an increase in surface roughness, and worsening of mechanical properties.
In [14] it is said that during synthesis with oxidized powder spraying was observed which led to removal of a significant amount of powder from a powder layer. Is was also said that oxide may occur within areas of pore growth and as a consequence stabilize these pores.
In all four of the MPC studied in this work the MPC moisture content is at one level (see Table 4), and markedly below that required by standard documentation (not more than 0.1%).
The values obtained make it possible to confirm that the current level of MPC moisture content does not have a significant effect on MPC production properties and on SLM behaviour [14].
The oxygen content within PREP MPC (see Table 3) is not the same, but is below that in VIGA MPC. Within all MPC the oxygen content is below required level for the standard documentation, i.e., 0.02 wt.%.
MPC fluidity, Hausner index, natural repose angle (friability)
Fluidity is a property which affects particle distribution within a powder layer, and at the same time depends upon particle size distribution, surface roughness, ad on adhesive forces [15, 16].
The fluidity of all three PREP MPC has an almost identical value, i.e., 12.2–12.4 sec, which is considered to be a good index, whereas 2021/4-VIGA MPC in the original condition does not exhibit fluidity. This difference in values of fluidity between 2021/4-VIGA MPC and PREP MPC may be explained by the following considerations: first, coarse particles packed together exhibit lower contact strength compared with finer fractions, since for coarse particles there are fewer contacts per unit volume, and gravitation, affecting particle movement, decreases cubically with particle size [5]. Second, the fact that within systems with a broad grain size distribution in contrast to unimodal distribution there is possibly occurrence of tribolelectric charges between coarse and finely dispersed particle. A number of researchers demonstrate that within these systems finer particles and charged negatively, and coarser particles are charged positively [17]. In this case it has been shown by experiment that the degree of tribolelectric charge within systems increases with expansion of the particle size distribution [17, 18]. In order to reduce a tribolelectric charge it is possible to conduct annealing since heating makes it possible to liberate trapped high energy electrons [17].
The value of Hausner index for 2021/4-VIGA MPC equals 1.132, which is normally typical for powders with good fluidity [2, 19] (range of index values from 1.12 to 1.18), although for 2021/4-VIGA MPC this does not work out correctly, powder does not flow through a standard funnel even with additional initiation. In [9, 20, 21] it is said that powder with a significant content (> 5%) of fine particles (within limits of 10 and 20 μm in relation to material) will have poor fluidity, which may lead to nonuniform powder distribution over a construction platform. In 2021/4-VIGA MPC there is a content of more than 12.5% (see Fig. 3) of fractions less than 20 μm, which possibly has an effect on the lack of fluidity.
For all PREP MPC the index is less than 1.11, which is treated as “exceeding expected fluidity/very free flow”.
The natural repose angle for PREP MPC has quite similar values 21.5–23.5°, which may be treated as a low value of the connectivity of particles with other [5, 22, 23]. For 2021/4-VIGA MPC the value is somewhat higher, and is 26.0°, which points to greater connectivity of particles with each other.
Poured density, shaken density, compressibility coefficient (Carr)
The SLM process includes direct action of a laser beam upon a powder layer. In contrast to dense material absorption by a powder layer of a laser radiation depends strongly upon the original powder system porosity.
The maximum density applies to particles with correct spherical shape, whereas MPC grain size composition should be balanced, in order that the intervals between coarser particles are filled by finer particles [9, 16, 21, 24,25,26]. According to results of measurements, 2021/4-VIGA MPC bulk density is considerably lower than for MPC prepared by the PREP method, in spite of a broader grain size composition (see Table 4, Figs. 3 and 4), and presence of a significant proportion of fine particles, desirable for obtaining a high packing density [22, 27]. These results may be explained by the fact that a significant proportion of fine particles within VIGA MPC leads to occurrence of significant adhesive forces between particles, and also presence of a significant amount of particles with shape defects (satellites, irregular shaped particles, roughness, etc.) (see Fig. 2; [16]). Both of these factors do not make it possible for VIGA MPC particles to compact for creating the optimum packing [9, 12, 22].
Shaken density for 2021/4-VIGA MPC is also significantly lower (58.4%) than for MPC prepared by the PREP method (63.3%). In this case as a percentage ratio 2021/4-VIGA MPC compacted better, i.e., by 6.81%, whereas PREP MPC loosened by 5.5–5.8%. This is explained by the fact that during compaction (tapping, vibration) powder particles with lower fluidity due to the energy obtained are capable of partly overcoming forces, connecting their movement, they move (rebuild) and fill an existing cavity [28]. Therefore, vibration (tapping) leads to improvement of density [29]. At the same time, powder with good fluidity has a smaller possibility for further movement and compaction, since initially particles are hardly connected and are capable of moving with respect to each other within a charge.
Increased compaction capacity for 2021/4-VIGA MPC compared with PREP MPC is also demonstrated in the Carr index, which for 2021/4-VIGA MPC equals 11.7 and for PREP MPC it is from 8.7 to 9.2. Within powder in which greater interaction is observed between particles, there will be less flow and a greater different between bulk density, poured density, and density after shaking, and consequently the Carr index will be greater. Carr index within the range from 11 to 15 assumes an index for good fluidity (2021/4-VIGA MPC) and below 10 is exceptional fluidity (PREP MPK).
The identical shaken density obtained for PREP MPK (63.3%) points to the maximum possible particle packing density of this grain size composition and quality.
VZhL718 Alloy production properties, prepared by the PREP and VIGA methods after identical use in the process of selective laser melting
Selective laser melting of powders used in growing specimens after each SLM cycle was collected within a vessel leading to average packaging with subsequent selection of samples required for study. Results of studying MPC properties after SLM in comparison with the MPC properties are provided in Table 5 and in Fig. 4.
Content of gaseous impurities within VZhL718 specimens grown by the SLM method and within MPC after identical application in an SLM process compared with an original MPC
Results of studying the content of gaseous impurities within VZhL718 alloy specimens grown by the SLM method, and within MPC after identical application within the SLM process compared with the original MPC are provided in Table 6.
The results obtained demonstrate that the PREP MPC oxygen content appears not to be uniform within the chain “original MPC → MPC after SLM → synthesized specimens”, but in all stages it is below that for 2021/4-VIGA specimens. A more marked difference with respect to oxygen content is between specimens of PREP and VIGA MPC after SLM. The oxygen level within synthesized specimens is quite similar to the level for original powder. The nitrogen level for all synthesized specimens increases by several factors, and level of nitrogen within the powder used is retained at the original level for all MPC.
Grain size composition, particle external appearance
Analysis of the grain size composition after single stage use of MPC within the SLM process shows a marked difference between PREP MPC and 2021/4-VIGA MPC in a change in fraction content after SLM (Tables 5 and 7).
In 2021/4-VIGA MPC a reduction is observed in fractions from 10 to 30 μm and an increase all coarser fractions, which has been noted in [1, 10]. In 2021/4-VIGA MPC on the whole there is an increase in all distribution parameters D10, D50, D90 (see Table 5) compared with the original values (before SLM). These results are also confirmed by other researchers [8] with use of powders prepared by the VIGA method.
In all three PREP MPC after SLM differing compared with VEGA MPC there are changes with respect to fraction. There was a reduction in content of fractions from 40 to 55 μm, an increase in the proportion of fractions from 25 to 35 μm, and also an increase in the content of fractions > 60 μm. As a result of this for all MPK PREP SLM parameter D10 decreased by 1.2–1.5% compared with the original values, D50 hardly changed (within one MPC it grew insignificantly, and in two it decreased insignificantly), and in all three there was an increase in diameter D90 by 3.9–4.4%.
Analysis of the external appearance of 2021/4-VIGA MPC particles after SLM (see Fig. 6b) shows that within a test sample almost absence is observed for particles with satellites compared with the original MPC (see Fig. 6a) within which single particles are present with small satellites (see Fig. 6a–1, a‑2), and similar results have been noted in [1]. After SLM the average melt size appears (articles of irregular shape) (see Fig. 6b‑1–4), individual agglomerates are encountered (see Fig. 6b‑5), singly within the field considered, and on the whole particles retain a spherical shape.
A reduction in parameter D10 for 2021/4-PREP MPC may be explained by redistribution of fractions within the remaining MPC due to a significant reduction in the field of factions with a size from 40 to 55 μm. There is an increase in scatter of particles (D90-D10) (see Table 5), it was 21 μm and it became 26.9 μm.
From analysis of the external appearance of 2021/4-VIGA particles before (see Fig. 5b) and after SLM (see Fig. 5d), it may be concluded that after SLM there is an increase in the amount of coarse particles and on the whole there is an increase in particle average size, which is also confirmed by distribution parameters (see Tables 5 and 7). Similar results for the change in VIGA powder PSD after SLM are provided in [8].

External appearance of 2021/2-PREP and 2021/4-VIGA MPC in the original condition and after SLM: a original 2021/2-PREP; b original 2021.4-VIGA; c 2021/2-PREP after SLM; d 2021/4-VIGA after SLM
Typical defects for the original 2021/4-VIGA particles are given in Fig. 6c-1‑8, after SLM (see Fig. 6d‑1–10).

External appearance of individual 2021/2-PREP and 2021/4-VIGA MPC particles (from Fig. 4a) before and after SLM
Within the original 2021/4-VIGA MPC the following particle defects were present: a significant amount of particles with satellites (see Fig. 6c‑1–4), individual particles with a casing (see Fig. 6, c‑5), splintered and central melts (see Fig. 6c‑6–8).
Within 2021/4-VIGA MPC after SLM there is additional development of a significant amount of agglomerates (see Fig. 6d‑1–5) and coarser melts (see Fig. 6d‑7, b‑8, b‑9, b‑10).
This 2021/4-VIGA MPC powder particle degradation compared with 2021/4-PREP MPC may be connected with presence of different particle defects:
-
a significant amount of fine particles, which due small eight behave differently during absorption of laser radiation by a powder layer, and in fact: may separate from the diffusion zone (spray);
-
closed gas (argon) porosity (absent within PREP MPC), which on heating with an increase in temperature due to increased internal pressure and reduction in particle wall strength will burst with formation of splashes;
-
low poured density of 2021/4-VIGA MPC, which leads to situation that due to low contact within a layer during formation of a bath neighboring particles may only be partly wetted and float, as a result of which particle size increases (see Fig. 6d‑7–10) or there is particle intergrowth (see Fig. 6d‑1, 3–6) [8, 10, 25].
The proportion of particles with a size larger than the upper fraction limit of 63 μm for all four MPC increased almost simultaneously in the range 4.38–5.55%.
MPC fluidity, Hausner index
Fluidity of all three PREP MPC after SLM is almost unchanged and retained at the previously high level. Fluidity of 2021/4-VIGA MPC after SLM changed considerably, i.e., from absence of fluidity up to equalling 16 sec. This is possibly explained by a reduction in the proportion of finely dispersed faction less than 30 μm by 12.3%, i.e., from 37.21 to 24.91%, and overall GA MPC particle coarsening (see Tables 5 and 7; Fig. 5d), and similar results have been obtained in [1]. It may also be suggested that a marked role for reducing intraparticle interaction is played by a thermal effect obtained in the course of SLM, which could reduce particle charges [17, 18].
Values of Hausner index (expected fluidity) for PREP MPC decreased a little (improved) (see Table 5), and were retained at an “exceptional” level. For 2021/4-VIGA MPC the index worsened, but remained within a “good” expected fluidity range.
Bulk density, shaken density, compressibility coefficient (Carr)
Bulk density increased (improved) for all four MPC, but most marked for 2021/4-VIGA MPC, that is by 0.39 g/cm3 (for PEP MPC by 0.05–0.09 g/cm3), although in this case the PREP MPC bulk density remained higher by 3.7–4.3%, in spite of a narrower grain size composition. An increase in bulk density for 2021/4-VIGA MPC may be explained by a reduction in interaction forces between particles, for which coarser parameters appeared for MPC distribution after SLM, since particle shape does not improve (see Fig. 6d‑1–10). Also, thermal action in the course of SLM may affect a reduction in forces, as a result of which there is a static charge is reduced [17].
PREP MPC shaken density after SLM remained unchanged in spite of some redistribution of fractions with respect to the original MPC (see Table 5). 2021/4-VIGA MPC shaken density after SLM increased markedly compared with fresh powder and even exceeded the shaken density value for PREP MPC, which indicates that packing of 2021/4-VIGA MPC is more effective due to the broader grain size composition (see Table 5), and application f forces made it possible to overcome remaining forces of interparticle reaction and to locate particles in a more optimum fashion [1, 20].
The natural repose angle (looseness) for PREP MPC after SLM varied insignificantly and differently, and for 2021/4-VIGA MPC it changed a little (improved).
Discussion and conclusions
-
1.
In the original condition PREP MPC has markedly better production properties than 2021/4-VIGA MPC. This difference may be due to interaction forces between particles with size less than 30 μm, whose amount within VEGA MPC is greater by 37%. These forces may increase in the course of particle interaction with each other, and with a metal surface in the course of treating MPC and decrease during thermal action.
-
2.
After single-stage use of 2021/4-VIGA MPC and PREP MPC during SLM there is a noticeable difference in the grain size composition. For PREP MPC there is reduction in the content of fractions 40 to 55 μm and an increase in the proportion of fractions from 25 to 35 μm and > 60 μm. For VIGA MPC a reduction is noted in fraction from 10 to 30 μm, an increase in all fractions more than 30 μm, and also an increase in D90, D50, D10 distribution parameters.
-
3.
For 2021/4-VIGA MPC and PREP MPC in this research different “working” fractions were noted during SLM with the same synthesis regime, for 2021/4-VIGA MPC from 10 to 30 μm and for PREP MPC mainly from 40 to 55 μm
-
4.
The oxygen content within the original MPC, synthesized in specimens and PREP MPC after SLM is less than in similar stages for VEGA MPC with an identical oxygen content in the original workpieces used for preparing MPC.
-
5.
PREP MPC production properties after SLM remain almost unchanged. Production properties of VIGA MPC after SLM, such as fluidity, bulk density, and shaken density are considerably improved.
-
6.
Production properties of VIGA MPC and PREP MPC after SLM have similar values in spite of a difference in PSD and particle morphology.
-
7.
Within 2021/4-VIGA MPC after SLM a significant amount of agglomerates and melts developed. In PREP MPC individual average size melts are observed. Therefore, considerable degradation may be noted for VIGA MPC than for PREP MPC.
-
8.
In all four MPC an identical increase is observed in the proportion of particles larger than 63 μm by 4.38 to 5.55%. all of the MPC required additional screening in order to remove particles more than 63 μm.
-
9.
Insignificant degradation of PREP MPC particles, a change in distribution parameters and production properties does not give rise to a requirement for adjustment of SLM parameters with repeated use of PREP MPC.
-
10.
An increase in distribution parameters (particle coarsening) for VIGA MPC and significant changes in individual production properties (fluidity, bulk density) should be considered during repeated use in the SLM process and with a requirement for accomplishing correction of process parameters.
-
11.
A significant increase in oxygen content and marked degradation of VIGA MPC particles after SLM capable of having a significant effect upon melt bath formation and synthesized material porosity, gives rise to a requirement for controlling the number of cycles of repeated MPC use during critical component preparation.
References
Yi F, Zhou Q, Wang C, Yan Z, Liu B (2021) Effect of powder reuse on powder characteristics and properties of Inconel 718 parts produced by selective laser melting. J Mater Res Techn 13:524–533. https://doi.org/10.1016/j.jmrt.2021.04.091
Coe HG, Pasebani S (2020) Use of bimodal particle size distribution in selective laser melting of 316L stainless steel. J Manuf Mater Process. https://doi.org/10.3390/jmmp4010008
Bochuan L, Wildman RD, Tuck CJ, Ashcroft IA, Hague RJM (2011) Investigation the effect of particle size distribution on processing parameters optimisation in selective laser melting process. In: Engineering, materials sci, pp 228–238
Meier C, Weissbach R, Weinberg J, Wall WA, Hart AJ (2019) Critical influences of particle size and adhesion on the powder layer uniformity in metal additive manufacturing. J Mater Process Techn 266:484–501. https://doi.org/10.1016/j.jmatprotec.2018.10.037
Young Z, Qu M, Coday M, Guo Q, Hojjatzadeh SMH, Escano I, Fezzaa K, Chen I (2022) Effects of particle size distribution with efficient packing on powder flowability and selective laser melting process. Materials. https://doi.org/10.3390/ma15030705
Alishin MI, Knyazev AE (2017) Production of metal powder compositions with high purity of titanium alloys by induction gas atomizing for additive technologies. Tr Viam: Elektron-techn Zh 11(59):05. https://doi.org/10.18577/2307-6046-2017-0-11-5-5
King W Modeling of powder dynamics in metal additive manufacturing final powder dynamics meeting report. https://hpc4mfg.llnl.gov/eventspowderdynamics2017.Php
Slotwinski JA, Garboczi EJ, Stutzman PE et al (2014) Characterization of metal powders used for additive manufacturing. J Res Natl Inst Stand Technol 119:460–493. https://doi.org/10.6028/jres.119.018
Ardila LC, Garciandia F, González-Díaz JB et al (2014) Effect of IN718 recycled powder reuse on properties of parts manufactured by means of selective laser melting. Phys Procedia 56:99–107. https://doi.org/10.1016/j.phpro.2014.08.152
Cordova L, Campos M, Tinga T (2019) Revealing the effects of powder reuse for selective laser melting by powder characterization. J Miner Met Mater Soc 71(3):1062–1072
Ogleznova SA, Smetkin AA, Mitin VI, Kalinin KV (2017) Effect of melt atomization parameters on production properties of powder grade 12Kh18N10T. Vetsn Pnipu Mashin Materialoved 4:112–138. https://cyberleninka.ru/article/n/vliyanie-parametrov-atomizatsii-rasplava-na-tehnologicheskie-harakteristikiporoshka-marki-12h18n10t
Knyazev AE, Vostrikov AV Powder scattering in additive and granular production (review). Truy Viam: Élektron Nauch-tekhn Zh 11:022020. https://doi.org/10.18577/2307-6046-2020-0-11-11-20
Koshelev VY, Buvin EP, Kononov IA et al (1989) Some features of group filling technology with granules of coarse capsules within UZGK type device. In: Granule metallurgy, 5th edn. VILS, Moscow
Leung CLA, Marussi S, Towrie M et al (2019) The effect of powder oxidation on defect formation in laser additive manufacturing. Acta Mater 166:294–305. https://doi.org/10.1016/j.actamat.2018.12.027
Herbold E, Walton O, Homel M (2015) Simulation of powder layer deposition in additive manufacturing processes using the discrete element method. In: Technical report. Lawrence Livermore national laboratory
Knyazev AE, Min PG, Vostrikov AV (2022) Investigation of the distribution parameters and technological properties of steel 20X23H18 powders produced by plasma melting and centrifugal spraying of rapidly rotating cast billets. Metallurgist 65(9/10):1043–1053
Lacks DJ, Levandovsky A (2007) Effect of particle size distribution on the polarity of triboelectric charging in granular insulator systems. J Electrostat 65:107–112
Zheng XJ, Huang N, Zhou Y‑H (2003) Geophys J Res 108(10):4322. https://doi.org/10.1029/2002JD002572
Zhu HH, Fuh JYH, Lu L (2007) The influence of powder apparent density on the density in direct laser sintered metallic parts. Int J Mach Tools Manuf 47:294–298. https://doi.org/10.1016/j.ijmachtools.2006.03.019
Randall MG (1994) Powder metallurgy science, 2nd edn. Metal Powder Industries Federation
Riou A, Garciandia F, Ochoa J Customized surgical instrument for maxillofacial surgery by SLM: case study, process steps, powder specifications. RAPID, 2013. In: Conf. and exposition. Pittsburgh, USA
Knyazev AE, Min PG, Vostrikov AV (2021) Study of distribution parameter and production properties os steel grade 20Kh23N18 powders prepared by plasma melting and centrifugal spraying of rapidly rotating cast billets (PREP method). Metallurg 9:94–101
Knyzev AE, Nerush SV, Alishin MI, Kuko IS (2017) Study of production properties of powder metal titanium alloy VT6 and VT20 compositions, prepared by induction melting and gas atomization. Tr Viam: Élektron Nauch-tekhn Zh 11(59):6. https://doi.org/10.18577/2307-6046-2017-0-11-6-6
Soundarapandiyan G, Johnston C, Khan R, Chen B, Fitzpatrick M (2021) A technical review of the challenges of powder recycling in the laser powder bed fusion additive manufacturing process. J Eng. https://doi.org/10.1049/tje2.12013
Nguyen QB, Nai ML, Zhu Z et al (2017) Characteristics of inconel powders for powder-bed additive manufacturing. Engineering 3:695–700
Anderson IE, Hamilton White EM, Dehoff RR (2018) Feedstock powder processing research needs for additive manufacturing development. Curr Opin Solid State Mater Sci 22:8–15
Spierings AB, Levy G (2009) Comparison of density of stainless steel 316L parts produced with selective laser melting using different powder grades. In: Proc. of the 22nd solid freeform fabrication symposium. Austin, Texas, USA
Spierings AB, Herres N, Levy G Influence of the particle size distribution on surface quality and mechanical properties in additive manufactured stainless steel parts. In: 21st solid freedom fabrication symposium. Austin, Texas, USA
Abdullah EC, Geldart DJ (1999) The use of bulk density measurements as flowability indicators. Powder Technol 102:151–165
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Metallurg, No. 4, pp. 48–58, April, 2024. Russian DOI: https://doi.org/10.52351/00260827_2024_4_48.
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Knyazev, A.E., Min, P.G. Comparison of characteristics of VZHL718 alloy metal powder compositions produced by prep and viga methods after selective laser melting. Metallurgist 68, 537–551 (2024). https://doi.org/10.1007/s11015-024-01757-8
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11015-024-01757-8
Keywords
- Centrifugal deposition of a rotating workpiece
- Gas atomization
- Atomizing
- Granules
- Powder
- Production properties
- Metal-powder compositions
- Metal powder compositions
- Additive production
- Fraction
- Fluidity
- Natural angle of repose
- Bulk density
- Selective laser melting
- Particle size distribution