
Abstract
This study is dedicated to assessing the friction properties and vibration characteristics of the friction process of a hard alloy based on tungsten carbide with an experimental binder (5.65% Co + 1.8% Mo + 0.6% Ti), created based on the standard VK8 grade by partially replacing cobalt with a Mo+Ti metal group. Tribological tests were carried out without the use of a lubricant according to the “pin-on-disk” scheme during frictional interaction with steels 15Kh2NMFA and 10GN2MFA at constant load and sliding velocity. During the experiments with steel 10GN2MFA, growth of the intermediate layer in the gap between the elements of the friction pair was observed, subsequently resulting in a wider spacing between the friction bodies over time. However, no statistically significant differences were found in the gap thickness and/or roughness of the friction surfaces depending on the hard alloy grade, while the friction coefficient of the experimental composition was lower. Similarly, no significant differences in the friction surface microrelief changes on the counterbodies were found when studying the frictional interaction between samples and steel 15Kh2NMFA. However, the friction dynamics of the experimental hard alloy is characterized by lower friction coefficients and smaller thickness of the intermediate layer, as well as reduced amplitude of vibrations generated by the tribosystem dynamics itself.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Hard alloys have found widespread application in many industrial sectors, for instance, as a material of choice for producing working parts of the drilling machines in the mining industry, manufacturing punches and dies for cold stamping, as well as fabricating machine-tool components and fixtures intended for operation as heavily loaded elements of a friction pair subjected to high-intensity wear. Hard alloys are also extensively used to manufacture metal-cutting tools. The percentage of hard alloy tools employed in the modern metalworking production accounts for at least 65% of the total volume. This is due to their advantages in terms of physical, mechanical, and cutting properties compared to other cutting materials, which make hard alloys some of the most prevalent powder metallurgy products in the world [1, 2].
Hard alloys consist of refractory carbides, nitrides, or carbonitrides of metals, embedded within a ductile metallic binder. In WC-based alloys, the most common binder is cobalt. Therefore, one of the main directions in terms of improving the existing and developing new grades of hard alloys is to partially replace this expensive and scarce element with other metals [3,4,5,6]. Such modification of the cobalt binder makes it possible to create new hard alloy compositions without significant reduction in cutting properties (or even with some improvements in certain characteristics), while reducing their cost.
Metal-cutting tools with hard alloy-based working parts are widely used when machining materials intended for manufacturing various parts of nuclear reactors, and specifically, when performing edge-cutting operations, such as longitudinal turning, boring, and milling. Typically, high-quality high-alloy structural steel 15Kh2NMFA is used to obtain blanks intended for the manufacture of casings, covers, and other components of the nuclear power plant reactor systems and equipment, while heat-resistant high-alloy steel 10GN2MFA is used for producing components of steam generators, pressure compensators, manifolds, and other units.
In the experimental compositions created based on alloy VK8, cobalt was partially replaced with a Mo+Ti metal group [7]. This resulted in a series of hard alloys exhibiting higher thermodynamic stability of the structural components, better electrochemical resistance, and improved tribotechnical characteristics [8,9,10]. The new binder used in these compositions is characterized by higher thermal entropy compared to pure cobalt. According to the results of the earlier studies, one of the most promising compositions containing a modified (Co+Mo+Ti) binder is the alloy provisionally designated as 2.22. The chemical composition and physico-mechanical properties of such alloy are shown in Table 1.
The tribotechnical properties of a tool-grade cutting material, which interacts with the material of the workpiece subject to machining, affect the thermal conditions of the cutting zone and largely determine the wear resistance of such material, as well as a number of other important characteristics of the cutting process [11, 12]. Therefore, studying such properties, especially in relation to newly created materials, is of significant scientific and practical interest. This research is dedicated to analyzing the process of unlubricated friction between the experimental tungsten carbide-based hard alloy and steels used to fabricate components of nuclear reactors. This work was conducted as part of a comprehensive study of the performance and tribotechnical characteristics of experimental hard alloy compositions containing a modified cobalt binder.
Materials and procedures
Hard alloy samples measuring 5 × 5 × 10 mm were tested in a T-11 friction machine (Poland) according to the “pin-on-disk” scheme. Reactor-grade steels 15Kh2NMFA and 10GN2MFA were used to create a counterbody in the form of a disk measuring 25.4 mm (1″) in diameter. The initial roughness of the contact surfaces of the samples was Ra = 0.15 µm. The experiments were conducted at a constant sliding velocity of v = 0.4 m/s and a load of P = 20 N for 2000 s (sliding distance—800 m). Each test was repeated at least 5 times. Statistical data treatment was conducted based on the analysis of variance of the results using MathCAD standard functions according to the procedure described in Ref. [13]. The friction process was analyzed in terms of friction coefficient (f) and indenter displacement (Y) relative to the counterbody (linear tribocouple wear) depending on the friction path (L). To assess the vibration characteristics, a shaker table was used, which included a vibrator (model AP2089-100‑3.3‑02 B), an external DA/AD converter module (model E14-440) to perform conversion of data received from the vibration sensors, and a signal amplifier. Visualization and recording of analog signals were carried out using L‑Graph software with subsequent digital processing in MatLab.
Results and discussion
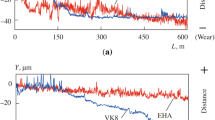
As a result of studying the process of friction between hard alloys and steel 10GN2MFA, it was shown that experimental hard alloy 2.22 exhibits lower friction coefficient values. The variations of the friction coefficients (f) with time (T) for the given material combinations are shown in Fig. 1.

Dynamics of friction coefficients (f) for alloys VK8 and 2.22
The readings of the sensor measuring indenter displacement relative to the rotating counterbody are shown in Fig. 2. The Y(T) curve characterizes changes in the tribo-contact geometry relative to its initial state as the system evolves. In all conducted experiments, a gradual distancing of the indenter was observed, indicating an increase over time in the thickness of dissipative structures formed in the gap between the elements of the friction pair. As a result of such an evolution scenario of the tribosystem, the spacing between the interacting bodies increases, leading to a reduced likelihood of contact between surface microroughnesses. In this case, parameters characterizing the tribosystem performance (i.e., wear intensity, friction coefficient, friction surface roughness, amplitude-frequency components of vibrations) are largely determined by the properties of the dissipative structures in the gap between the elements of the friction pair in combination with the tribomechanical properties of the materials in the places of direct alloy-to-metal contact.

Curves describing indenter displacement Y(t) relative to the counterbody during friction between alloys and steel 10GN2MFA
During friction against steel 10GN2MFA, deviations of the final position of the indenters relative to the zero point were insignificant (δ2.22 = δVK8 = 3–5 μm). In addition, no significant differences in the roughness of the friction surfaces were detected. The average values of these parameters were Ra2.22 = 1.38 and RaVK8 = 1.61 μm.
During friction against steel 15Kh2NMFA, the experimental hard alloy exhibited lower friction coefficients (f2.22 = 0.54) compared to alloy VK8 (fVK8 = 0.68). There were no significant differences in the surface microrelief changes of the counterbody friction tracks. The average roughness values were Ra2.22 = 1.13 and RaVK8 = 1.45 μm. A significant difference was recorded in the thickness of the intermediate layer for the experimental composition (δ2.22 = 5 μm) and alloy VK8 (δVK8 = 25 μm). Besides the friction coefficient and the quality of the contact surfaces, dissipative structures may exert varying effects on the evolution of the tribosystem. Such a significant difference in the thickness of the intermediate layer should also be reflected in the vibration characteristics of these tribosystems. Depending on the chemical composition and rheological properties, the intermediate layer may cause a damping effect or, on the contrary, promote amplification of oscillations in the system.
Vibrations generated by the “hard alloy-15Kh2NMFA” tribocouple are shown in Fig. 3. The graphs demonstrate readings obtained from a vibration accelerometer (pos. 1) and data treated using digital bandpass filtering (pos. 2) in the MatLab Signal Processing Toolbox application. The process of friction between the two studied material pairs demonstrates different vibration generation dynamics, which may be due to different physico-chemical properties of the materials, which in turn affect the intensity of the generated oscillations, their periodicity, and shape. Such effects have been discussed multiple times in the past [14,15,16,17], however, the mechanism and nature of their occurrence as applied to the most common tool-grade cutting materials used in the field of metalworking production still remain to be fully uncovered. In case of alloy 2.22, during the initial friction period, vibrations in the tribo-contact zone noticeably decrease after some running-in of the materials. In the experiments with alloy VK8 alloy, on the contrary, a non-uniform generation of oscillations in the friction system was observed.

Vibration characteristics of the process of friction between hard alloys and steel 15Kh2NMFA: a alloy VK8; b alloy 2.22. Region A—running-in stage
While analyzing the results of vibration monitoring, a dynamic reorganization of the friction process was established, observed in terms of vibration time paths (Fig. 4). In this case, the dynamic friction system exhibited the formation of periodic pulse structures. This effect was more pronounced in the experiments involving alloy VK8, in which case periodic friction zones were observed in the low-frequency range of the vibration sequence, near the natural frequencies of the system. Moreover, the transition to a new oscillation period practically occurs throughout the entire duration of the impulse response of the system (see Fig. 4a). Along the low-frequency oscillation component, sections of stable motion can be seen, which transform into attracting sets of the type of a tunable-amplitude limit cycle.

Tribosystem evolution section displaying dynamic reorganization of the friction process in the vibration sequence for alloys VK8 (a) and 2.22 (b)
Despite the smaller thickness of the intermediate layer in case of friction involving hard alloy 2.22, vibration amplitude past the running-in period is two orders of magnitude lower compared to alloy VK8, while vibration dampening occurs more intensively. In this case, the operating tribosystem exhibits high-frequency self-oscillations, traditionally considered in nonlinear dynamics, which in phase space correspond to an attracting set of the “limit cycle” type (see Fig. 4b).
Conclusion
As a result of tribological tests of hard alloys VK8 and 2.22 during dry friction against steels used for manufacturing components of nuclear reactors, it was established that the experimental ally 2.22 demonstrates an improvement in certain characteristics of the frictional interaction process. For instance, in experiments with steel 10GN2MFA, a distancing of the hard alloy indenters from the rotating counterbody was observed due to the increasing thickness of dissipative structures, which was similar for both studied alloys. No statistically significant differences in the friction surface microrelief changes were detected on the counterbodies. However, the formed layers exhibited different shear resistances, which affected the friction coefficient value of the experimental alloy (f = 0.38) compared to that of alloy VK8 (f = 0.61). During the process of friction of samples against steel 15Kh2NMFA, the thickness of the intermediate layer formed in the experiments with alloy 2.22 was five times less compared to alloy VK8. As a result, lower friction coefficients and more favorable vibration characteristics of the friction process were recorded for the “alloy 2.22—steel 15Kh2NMFA” tribocouple compared to the base composition. Therefore, it can be concluded that the properties of the dynamic friction system change depending on the chemical composition and physico-mechanical characteristics of the studied hard alloys. Lower friction coefficients of the “tool—workpiece material” friction pair result in reduced cutting forces and, as a consequence, in lower consumption of energy required for machining. Lower cutting forces in case of the experimental alloy will also result in reduced amount of heat generated by friction on the contact surfaces of the tool and, hence, lower temperature in the machining zone.
References
Straumal B, Konyashin I (2023) WC-based cemented carbides with high entropy alloyed binders: a review. Metals 13:171. https://doi.org/10.3390/met13010171
García J, Ciprés VC et al (2019) Cemented carbide microstructures: a review. Int J Refract Metals Hard Mater 80:40–68. https://doi.org/10.1016/j.ijrmhm.2018.12.004
Yu B, Li Y et al (2019) Microstructures and mechanical properties of WC–Co–xCr–Mo cement carbides. J Alloys Compd 771:636–642. https://doi.org/10.1016/j.jallcom.2018.08.255
Vilardell AM, Cinca N et al (2022) Iron aluminides as an alternative binder for cemented carbides: a review and perspective towards additive manufacturing. Mater Today Commun 31:103335. https://doi.org/10.1016/j.mtcomm.2022.103335
Sandoval DA, Roa JJ et al (2019) Micromechanical properties of WC–(W, Ti, Ta, Nb)C–Co composites. J Alloys Compd 777:593–601. https://doi.org/10.1016/j.jallcom.2018.11.001
Tavares MM, Huang J et al (2022) Microstructure and properties of WC–11.5%Fe–4%NbH–0.5%C cemented carbides produced by spark plasma sintering. Mater Charact 187:111838. https://doi.org/10.1016/j.matchar.2022.111838
Ryzhkin AA, Meskhi BC, Ilyasov VV et al (2012) Tungsten carbide-based hard alloy (versions). RF Patent No. 2531332, Appl. No. 2012128284
Ryzhkin AA, Burlakova VE et al (2016) Determination of the efficiency of high-entropy cutting tool materials. J Frict Wear 37(1):47–54
Fominov EV, Shuchev KG, Aliev MM (2022) Tribotechnical properties of experimental hard alloys with a modified cobalt binder. Adv Eng Res 22(1):50–56
Fominov EV, Egorova RV, Shuchev KG (2022) Assessment of tribotechnical characteristics of experimental hard alloy WC+(Co–Fe–Cu) during friction against stainless steel without lubrication. Metallurg (10):70–73
Grzesik W (2017) Advanced machining processes of metallic materials: theory, modelling and applications. Elsevier
Frolov KV (2008) Modern tribology: results and prospects. LKI, Moscow
Montgomery DC (2013) Design and analysis of experiments. John Wiley & Sons, USA
Ryzhkov DI (1961) Vibrations during metal cutting and methods for their elimination. Mashgiz, Moscow
Gavrilov AN (1960) Current state and developmental trends in mechanical engineering and instrumentation technologies. Mashgiz, Moscow
Ashkenazi EK, Tanov EV (1980) Anisotropy of structural materials: handbook. Mashinostroenie, Leningrad
Gurin MF, Turin VF (1980) Potential Tool Materials. Mashinostroenie, Moscow
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Metallurg, No. 11, November, 2023. Russian https://doi.org/10.52351/00260827_2023_11_81.
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Fominov, E.V., Gvindjiliya, V.E., Egorova, R.V. et al. Characteristics of experimental hard alloy WC+(Co+Mo+Ti) in the process of friction against steels 15Kh2NMFA and 10GN2MFA without lubrication. Metallurgist 67, 1689–1694 (2024). https://doi.org/10.1007/s11015-024-01663-z
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11015-024-01663-z
Keywords
- Hard alloys
- Friction coefficient
- Dissipative structures
- Friction surface roughness
- Kinematic disturbances