
The paper considers the effect of manganese and carbon, as well as various plasticizers (zinc stearate, nickel stearate, copper stearate, dextrin and bronze) on the technological properties of the studied powder mixture. It has been established that the introduction of lubricants/binders (zinc stearate, nickel stearate, copper stearate, dextrin) and bronze particles improves the values of bulk density and flowability of the powder mixture, and also significantly increases its compactability by reducing inter-particle friction during compaction. The best compactability was demonstrated by a powder mixture of the following composition: PL8 + 2% Mn + 0.35% C + 1% Ni stearate, while the relative density of such mixture at a compaction pressure of 700 MPa was 7.1 g/cm3.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Powder metallurgy makes it possible to create parts and high-quality materials that often possess unique properties. Stepping up the requirements for strength and performance properties of the structural products, manufactured by powder metallurgy methods, will require a reduction in their porosity. One of the ways to solve this problem is to produce high-density preforms during the compaction stage. The emerging challenges are associated with the objective technological limitations related to the pressure values that can be used for compacting powders. It is this factor that prevents ensuring the compaction parameters of the preforms while using conventional forming methods [1,2,3,4,5,6].
Current advances in the field of production actively stimulate new developments aimed at improving the powder-forming technologies [8,9,10]. A high level of technological and physico-mechanical properties can be achieved by introducing various alloying additives and plasticizers [5,6,7].
The presence of alloying elements in alloyed iron powders causes structural and compositional changes, as well as changes in the properties of individual particles and materials created using such particles. Manganese contributes to an increased corrosion and wear resistance of powder steels. By introducing manganese in the form of fine ferromanganese powder, it becomes possible to distribute it evenly within the structure of the powder preform, while the subsequent consolidation process enables a uniform diffusion of manganese throughout the entire volume. The use of alloyed powders significantly expands the possibilities of powder metallurgy, which offers sintered products for various practical applications [9].
The introduction of lubricants and plasticizers helps reduce inter-particle friction, increase density of the preforms, and improve strength by optimizing the lubricant content. A reduction in external friction decreases the losses of compaction force required to overcome such friction and, hence, helps equalize density, while improving the integral density of a preform [10].
This paper analyzes the effect of various plasticizers and alloying additives on the technological properties of powder steel SP35G2N4D2M.
Preparation of Powder Mixtures
The PL-8 grade diffusion-alloyed powder manufactured by “Severstal” PJSC was utilized in this study. The chemical composition of the powder was as follows (wt. %): Ni – 3.7–4.4; Mo – 0.4–0.6; Cu – 1.3–1.7; Cr ≤ 0.1; Si ≤ 0.05; P ≤ 0.02; Ototal ≤ 0.25. The properties of the PL-8 grade powder are shown in Table 1.
The composition of the initial powder mixture was supplemented with manganese in the form of a ferroalloy (FMN70) according to GOST 4755-91 [11]. Ferromanganese was crushed in a cone crusher and then ground in a ball mill (ShVM), followed by screening to a particle size of not more than 80 μm. The composition of ferromanganese is shown in Table 2. The mixture was also supplemented with carbon black (GK-2) according to GOST 17022-81 [12], the chemical composition of which is provided in Table 3.
In order to obtain a powder mixture of steel SP35G2N4D2M, the diffusion-alloyed grade PL-8 powder was mixed with 0.35 wt.% of pencil lead (GK-2) and 2 wt.% of ferromanganese (FMN70). In addition, various lubricants/plasticizers were added, including zinc stearate (TU 2432-011-10269039-2013 [13]), copper stearate (TU 6-16-1417-85 [14]), nickel stearate, dextrin (GOST 6034-74 [15]), and bronze powder (Br.OF8-0.5). By introducing 0.5 wt.% of bronze to the powder mixture, it becomes possible to improve the flowability of the powder and partially reduce its friction against the walls of the matrix. In addition, when sintered at a temperature above 1,000°C, the bronze powder melts, and the sintering proceeds in the presence of the transient liquid phase, which enables higher density of the resulting mixture.
The powders were mixed for 60 minutes in a Turbula mixer.
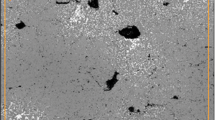
The alloying element distribution maps for the PL8 + Mn + C powder mixture, obtained by scanning electron microscope (S-3400N), are shown in Fig. 1.

Alloying element distribution maps for powder mixture PL-8 with manganese.
As can be seen from the provided maps, there is a very uniform distribution of the copper and molybdenum alloying elements, connected with iron particles during homogenizing annealing. The nickel particles, which were present in the PL-8 mixture as individual particles, retained their state. On the distribution maps, they can be seen as projected onto the iron particles or as free particles.
Studying Technological Properties of the Mixture
The bulk density was measured according to GOST 19440-94 [16] by using the Scott volumeter, a funnel with a hole diameter of 2.5 mm, a 17.6 cm3 beaker, and laboratory scales AND GR-202 (Japan). The flowability was measured according to GOST 20899-98 [17]. The bulk density and flowability values are shown in Table 4.
The powder mixtures were compacted in steel dies (diameter – 11.3 and 14 mm) using a laboratory hydraulic press. The compaction pressure varied from 200 to 900 MPa. The compactability was determined in accordance with GOST 25280-90 [18].
The relationships between density and compaction pressure for PL8 mixture and PL8 mixture with manganese and graphite are shown in Fig. 2.

Compactability of pure PL8 powder (a) and PL8 powder with manganese and graphite without a plasticizer (b).
By comparing these two relationships, it is possible to conclude that the introduction of ferromanganese and graphite has practically no effect on the compactability of the mixture. It is likely that the inhibitory action of ferromanganese solid particles is compensated by the lubricating effect of graphite particles.
The relationships between relative density of the preforms and compaction pressure for steel SP35G2N4D2M with various plasticizers are shown in Fig. 3.

Density of powder mixture PL8 + 2% Mn + 0.35% C with various plasticizers as a function of compaction pressure.
By analyzing the curves illustrating the dependence of the powder mixture density on compaction pressure, it is possible to conclude that the introduction of lubricants/binders and bronze particles significantly increases the compactability by reducing the inter-particle friction during compaction. However, in the first instance, the inter-particle friction is reduced due to the formation of an organic material layer between the iron particles, while in the second instance, the friction is reduced due to a relatively smooth surface of the particles, the shape of which is close to spherical.
Conclusions
-
1.
The effect of various plasticizers and alloying additives on the technological properties of the powder mixture for steel SP35G2N4D2M has been studied. The introduction of zinc stearate, nickel stearate, copper stearate, dextrin, and bronze improves the values of bulk density and flowability of the studied powder mixture.
-
2.
The addition of lubricants/binders and bronze particles significantly increases the compactability of the mixture. The best compactability was demonstrated by the powder mixture having the following composition: PL8 + 2% Mn + 0.35% C + 1% Ni stearate, while the relative density of this mixture at a compaction pressure of 700 MPa was 7.1 g/cm3.
References
B. N. Babich et al., Metal Powders and Powder Materials: Handbook [in Russian], Razdel GRNTI: Mashinostr. Materialy, EKOMET (2005).
Höganäs Handbook for Sintered Compaction, Höganäs AB, Sweden (2004).
V. N. Antsiferov, Powder Material Science [in Russian], Perm Gos. Tekhn. Univ., Perm (2011).
V. N. Antsiferov, F. F. Bezdudnyi, L. N. Belyanchikov, at el., New Materials: Scientific Edition [in Russian], ed. by Yu. S. Karabasov, MISiS, Moscow (2002).
A. I. Rudskaya, S. Yu. Kondratyev, V. N. Kokorin, and A. A. Mityushkin, Method of Compacting High-Density Blanks and Parts From Wetted Metal Powder at Temperature Effects, RF Patent No. 2464126, Int. Cl. B 22 F 3/02, Appl. No. 2011114025/02, Filing date: April 08, 2011; Bul. No. 29.
P. Knutsson, K. Olsson, M. Larsson, and M. Dahlberg, Solutions for High Density PM [Electronic resource], http://www.hoganas.com/pm_10-14worldpm2010 (accessed on December 24, 2021).
S. V. Matrenin, A. P. Ilyin, A. I. Slosman, and L. O. Tolbanova, “Activating the process of sintering iron powders by introducing nano-disperse additives,” Izv. Vuzov, Poroshkovaya Metallurgiya i Funktsional’nye Pokrytiya, No. 2, 11-16 (2009).
T. Yoshitana, M. Akira, and S. Shuntaro, Method for Producing Iron-Based Powder Material, Japan Application No. 61-91345, Int. Cl. C 22 C 33/102, Toyota Judoka K.K.
G. A. Libenson, V. Yu. Lopatin, and G. V. Komarnitskii, Powder Metallurgy Processes, In 2 volumes, V. 1: Production of Metal Powders [in Russian], MISiS, Moscow (2001).
V. N. Antsiferov and V. E. Perelman, Mechanics of the Processes of Compaction of Powder and Composite Materials [in Russian], Nauka, Moscow (2001).
GOST 4755-91, Ferromanganese. Technical Requirements and Conditions of Delivery [in Russian], Standartinform, Moscow (2007).
GOST 17022-81, Graphite. Types, Grades and General Technical Requirements [in Russian], Standartinform, Moscow (2010).
TU 2432-011-10269039-201, Zinc Stearate [in Russian].
TU 6-16-1417-85, Copper Stearate [in Russian].
GOST 6034-74, Dextrins. Specifications [in Russian], IPK Izd. Standartov, Moscow.
GOST 19440-94, Metal Powders. Determination of Apparent Density [in Russian], IPK Izd. Standartov, Moscow (1996).
GOST 20899-98, Metal Powders. Determination of Flowability by Means of a Calibrated Funnel (Hall Flowmeter) [in Russian], IPK Izd. Standartov, Moscow (2001).
GOST 25280-90, Metal Powders. Method for Determination of Compressibility [in Russian], Gosstandart, Moscow (1991).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Metallurg, Vol. 66, No. 7, pp. 79–82, July, 2022. Russian DOI https://doi.org/10.52351/00260827_2022_07_79.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Еremeeva, J.V., Ter-Vaganyants, Y.S., Sharipzyanova, G.H. et al. Investigation of Influence of Various Plasticizers and Alloying Additives on Technological Properties of Powder Mixture of Steel SP35G2N4D2M. Metallurgist 66, 837–842 (2022). https://doi.org/10.1007/s11015-022-01395-y
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11015-022-01395-y