
The present research reports the results of the experimental studies on the structure and properties of steel surface layers subjected to laser alloying from various composition coatings created by the slip method, electric spark alloying, and ion-plasma spraying. It is demonstrated that laser treatment of coatings increases the alloyed layer depth, purposefully changes the structural state and presets the necessary operational properties of the surface layers of the products. This ensures a smooth transition of properties from the coating to the steel backplate and a decrease in the stress localization at the interface of the “coating-backplate” composition. The reason is the diffusion processes during the coating mixing with the surface layer of the steel backplate melted by laser radiation. It was found that the possible violation of the irradiated surface microgeometry of the coatings must be corrected to select the spot overlap coefficient in the range of 0.7–0.8.
It was established that the chemical composition rational choice and the method of coatings application to the metal products surface of various functional purposes under temperature-force exposure during laser irradiation contributes to an increase in hardness of the irradiated working zones by 30%–50%, wear resistance by 2–3 times compared to volume hardened steel. The problem of improving properties, preventing cracking and grain growth in the composition of “coating — transition zone — steel backplate” while retaining core metal properties is solved by using the established modes of pulsed laser surface fusing of hardening phases from coatings, which account for 30%–50% of the irradiated zone volume.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Background
An analysis of the problem of increasing the reliability and performance of products for various functional purposes revealed that it is currently impossible to solve the problem of increasing the service life of a product solely by using expensive high-alloy steel because this is economically unjustifiable in most cases.
Such operational properties of products as hardness, wear and corrosion resistance, and contact fatigue resistance depend on the structure and quality of their surface. This is crucial when the process parameters of the operation are tightened, such as increased temperature and pressure in tribocouplings. The working surface of the products must have sufficiently high hardness, a finely dispersed structure, compressive residual stresses, a smoothed shape of microroughness, etc. [1,2,3]. These specifications can be achieved in different ways, including surface alloying with coatings of various elements and chemical compounds obtained under high-speed laser heating conditions [4, 5].
The ability of laser radiation to create conditions for the occurrence of surface thermochemical reactions of decomposition of organic and inorganic compounds as well as recovery of metals was required for its use in implementing chemical and thermal processes on the surface of materials.
Rational choice of the composition and mode of laser heat treatment of alloying coatings provides the following benefits:
– reduction of friction coefficients by forming secondary dissipative structures on the working surfaces, which have high hardness and heat resistance;
– reduction of bondability of laser-alloyed products with a counter body;
– increase in the adhesion of coatings with a metal base;
– create a heat-insulating barrier using coatings to protect the metal base from the influence of high temperatures during the operation process.
The artificial introduction of alloying elements and their chemical compounds into the surface layers of materials during laser heating allows the range of active hardening mechanisms to be expanded [6,7,8,9,10]. In addition to the solid-solution and dislocation mechanisms, the dispersion mechanism is becoming increasingly important. This action is associated with the emergence of dispersed inclusions of a strengthening nature, either due to the decomposition of supersaturated solid solutions during cooling after laser hardening or subsequent tempering or as a result of multiple fusing of dispersed carbides, nitrides, oxides, and intermetallic compounds from coatings into the surface layers of solid refractory.
This study included a series of experiments in determining the feasibility of controlling structure formation during laser irradiation and purposeful change in the chemical composition and properties of alloyed surface layers of various products. The composition and method of applying alloying coatings were chosen to consider the required performance properties of irradiated products.
Research Methods
Carbon and alloy steels U10, U12, R6M5, R18, H12M, etc., were taken as materials for research. Pulsed laser irradiation was implemented at the Kvant-16 process unit.
Change in radiation energy, degree of beam defocusing (3–6 mm), and radiation duration (1–6) 10−3 s allowed the radiation power density to be varied over a wide range of 70–250 MW/m2. Determining the phase composition and study of the structure of materials after laser treatment was performed using several methods, namely metallography, X-ray, scanning probe microscope (SPM) in the atomic force microscopy mode, hardness measurement, etc. The combination of methods determined the study objectives.
During the work, alloying coatings were obtained by electric spark alloying at the Elitron unit, equipped with graphite and hard-alloy electrodes by ion-plasma spraying (KIB method) on the Bulat installation with titanium and zirconium anodes and slip method.
Slip coatings contained powders of standard carburizing agents (birch charcoal) for laser cementation, as well as hard alloys VK6, VK10, and T15K6 for fusing solid particles of carbides into the surface layers.
The alloying powder used had a fineness of 30–40 μm. Coal-tar varnish grade A served as a binder of slip sheathings, with the viscosity of the sheathing applied 0.5–0.65 centipoise. The coating thickness did not exceed 40 μm.
Results and Discussion
It was found that alloying from coatings with laser heating can be performed only in modes that lead to melting the coating and a thin surface layer of steel, i.e., by quenching from a liquid state with the least possible violation of the initial microgeometry of the surface.
Metallographic studies of samples from different steels showed that after laser treatment of slip coatings containing powders of a standard carburizing agent based on birch charcoal, VK10 hard-alloy powders based on tungsten carbide (WC) or T15K6 powders based on (W, Ti)C carbide, a light, and slightly etched strip of metal with a depth of 110–150 microns appears on the surface, which is 20%–30% greater than laser heat treatment. This appears due to the high absorption capacity of the layer of alloying coating based on coal-tar varnish.
When the structural state of the surface layers of steels was analyzed after laser irradiation of coal and hard-alloy powder coatings, it was found that in the melted zone, there are dispersed inclusions of graphite plates (Fig. 1a) or fused particles of WCs (Fig. 1b), as confirmed by the results of X-ray diffraction studies. WC reflections are recorded on the diffraction patterns during the fusion of hard carbide particles from hard-alloy coatings into the surface layers of steel (Fig. 2, curve 3). The broadening of reflections of the main phases in the X-ray patterns is also noticeable due to the high density of defects and the dispersion ability of blocks of the crystalline structure of the alloyed surface layers of steels after laser irradiation.

Structure of the laser-melted zone of coal (a) ― plan view) and hard-alloy (b) ― cross section) coating on R6M5 steel.

Phase composition of H12M steel after volume hardening (1), laser hardening (2), laser alloying of the VK10 coating (3), and laser cementation (4).
The formation of metastable solid solutions supersaturated with carbon atoms and alloying elements predetermines the possibility of separating chemical compounds from them using the thermal deformation action of a laser pulse.
In this case, X-ray diffraction patterns of irradiated coal coatings show that reflections of chemical compounds are close to the reflections of Fe3C but slightly changed stoichiometry (Fig. 2, curve 4).
Dispersed precipitates of secondary phases of 2–10 nm in size prevent the movement of dislocations in the irradiated metal and thus have a direct effect on the degree of its hardening.
Notably, under a high density of dislocations in the zones of laser cementation of steels from carbon coatings, it is preferable to deposit carbon atoms on structural imperfections rather than isolate carbides from solid solutions. This process is possible and preferable from a thermodynamic standpoint due to the low bond energy of carbon atoms in the ε-carbide lattice (0.27 eV) compared to the interaction energy of an impurity atom with lattice imperfections (0.5–1.0 eV for an impurity atom in the force field of the dislocation).
Thus, carbide formation in irradiated steels occurs according to the scheme carbon in solid solution → carbon associated with defects in the crystalline structure → carbide associated with defects in the crystalline structure.
It has been established that the directed precipitation of the carbide phase in the hardened layer occurs with its localization on shear lines and forming a texture of dispersed precipitates.
It can be concluded that the registered multiple, relatively uniform fusion or precipitation of dispersed carbides should contribute to an increase in the hardness and wear resistance of the surface alloyed layers of steel, whereas the presence of graphite particles acting as a solid lubricant will result in a decrease in the friction coefficients in tribocouplings.
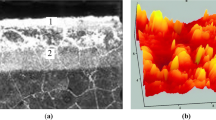
In the process of studying laser-alloyed coatings on the SPM using a powder containing WCs, a decrease in the height of the coating surface relief to 0.1–0.9 μm (Fig. 3b) was recorded with an initial relief of 0.2–1.3 μm (Fig. 3a). Simultaneously, dispersed inclusions of carbides fused and mixed with liquid metal are seen on the surface of steel P6M5 (Fig. 3b).

Atomic force microscopy of coatings with WC before (a) and after (b) laser melting of the surface of R6M5 steel (dimensions along the axes are given in μm).
Using an instrumental microscope, the researchers determined the degree of violation of the initial microgeometry of the surface. This is an important question since the size of the emerging microrelief often determines the size allowance of products prior to laser processing. It has been established that the probability of violation of the initial microgeometry of the surface can be reduced by using powders with a particle diameter of no more than 40 μm, as well as selecting the coefficient of spot overlap during irradiation. The ratio of the distance between the centers of spots to the diameter of the irradiated spot should be within 0.7–0.8.
The present research obtained quantitative characteristics of the surface layers of steels after laser fusion of particles of different compositions. For this purpose, an image processing computer program was used.
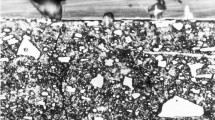
Figure 4 depicts the results of the analysis for powder coatings containing particles of WCs. As can be seen, in the surface layers of steel U10, during laser fusion of solid particles of carbides, there are mainly small inclusions of 20–50 μm in size that occupy a significant part of the surface under study.

Structure of the surface layer of steel U10 after laser fusion of WC particles ((a) ― plan view) and the histogram of the distribution of fused particles by size (b).
Durometric studies showed that a relatively low microhardness of composite materials in the range of 10–11 GPa is achieved during laser melting of the surface layers of steels with carbon coatings. The highest values of microhardness are recorded when T15K6 powder containing carbides (Ti, W)C is added into the surface layers of steel. In this case, the average microhardness of the surface layers of the steel reaches 4–15 GPa. It can be expected that such a variant of laser surface alloying will increase the wear resistance of irradiated materials. The inherent high hardness of the fused WC and titanium carbide (24 and 30 GPa, respectively) should be considered in this case.
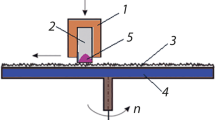
To expand the understanding of the physical presence of the processes in the zones of high-speed laser alloying, experiments were performed on electric spark alloying (ESA) of the H12M steel surface using graphite and hard-alloy electrodes followed by laser irradiation. This processing option is particularly appealing because it involves two pulse processes: the contact effect of high pressures and temperatures on micro volumes of the material deposited on the surface (anode) and the thin surface layer of the backplate; pulsed laser irradiation of the surface of coated steels. The obtained ESA coatings have a relatively high strength of adhesion to the steel backplate material, but they also have a large inhomogeneity of the composition, as well as structure heterogeneity [11,12,13].
According to the results of microhardness measurements in the surface layers of U12 steel after ESA with a hard alloy (WC carbides), subsequent laser treatment leads to a significant (3–4 times) increase in the depth of laser-alloyed layers with an insignificant decrease in hardness of the irradiated metal (Fig. 5).

Hardness in layer depth on steel U12 after electric spark alloying with an electrode from VK10 (1) and electric spark alloying VK10 with laser irradiation (2).
X-ray diffraction analysis of samples of H12M steel after various types of surface alloying confirmed the possibility of fusing WCs into the surface layers of steels in the case of laser irradiation of coatings obtained by ESA (Fig. 6, curve 2). For comparison, Figure 6 (curve 3) presents the phase composition of alloyed areas on steel after laser fusion of carbides from powder coatings.

Fragments of X-ray patterns of H12M steel after electric spark alloying VK6 (1); electric spark alloying VK6 with laser irradiation (2); laser alloying from a powder containing VK6 (3).
The X-ray diffraction patterns (Fig. 6) present WC and W2C reflections shifted to large reflection angles due to changes in their composition. Moreover, the emergence of W2C carbide increases the hardness of the alloyed surface layer since its hardness is two times higher than the WC carbide hardness.
Thus, despite the extremely short duration of the laser irradiation process, a significant amount (30%–35%) of fused carbides WC and W2C with high hardness is fixed when alloying the surface with VK-type hard alloys obtained either by deposition of ESA or by fusion from powder coatings. These effects should improve the main operational properties of irradiated steel.
The research on laser alloying of coatings obtained by ion bombardment condensation (IBM), i.e., ion-plasma spraying of titanium or zirconium nitrides on the surface of steels, was of particular interest.
The coatings are characterized by high hardness (more than 20 GPa), heat resistance, and high adhesion to metal backplates. But at the same time, they are fragile and have an extremely small thickness (3–5 microns).
The disadvantages of coatings that reduce hardness include the possibility of surface defects when using a microdroplet phase [14,15,16,17]. For example, SPM studies revealed α-titanium droplets of 1–2 microns in diameter on the TiN coating surface, leading to a decrease in the quality and operational properties of coatings.
In this work, metal-physical experiments on laser irradiation with melting of the surface of R18 steel samples with TiN and ZrN coatings were performed using the IBM method. In this case, it is possible to increase the depth of the alloyed layer, lower the level of stress localization at the “coating-backplate” interface, and achieve a smooth transition of properties from the coating to the backplate as a result of diffusion processes during mixing of the surface layer of the coating melted by laser radiation and the steel backplate.
Irradiation with a laser pulse power density of 125 MW/m2 enabled the melting of a coating 5 μm thick without evaporation or disruption of its surface microgeometry. This resulted in the formation of an alloyed layer with a depth of 100–120 μm and an increase in the bond strength of the coating to the steel backplate, which increased the crack resistance of irradiated coated products.
The process of laser alloying the surface of R18 steel with titanium and zirconium nitrides, which have high hardness (up to 15–17 GPa), is evidenced by the reflections of TiN and ZrN on X-ray patterns (Fig. 7), as well as the results of studies of TiN coatings before and after laser processing, received on the SPM.

Fragments of X-ray diffraction patterns of steel R18 after volumetric hardening and tempering (1); laser hardening (2); deposition of ZrN (3); laser irradiation of TiN coatings (4).
In this work, experiments were performed to determine the degree of influence of structural aspects of laser-alloyed layers obtained by different methods on their main properties, namely, hardness and wear resistance.
It has been established that after laser treatment of coatings obtained by IBM or ESA, an increase in the depth of the alloyed layer at sufficiently high hardness is achieved. Wear resistance tests were performed using a TR-4 tribometer. Table 1 presents the results of determining the main performance characteristics of coatings before and after laser irradiation.
It can be concluded that ESA of steels with the VK6 hard alloy and spattering of TiN on the surface have a noticeable effect at contact pressures of 120 MPa in the friction pair. In this case, the coefficients of friction of samples subjected to laser alloying in different ways decrease by 1.5–3 times when compared with their values for the original hardened metal.
Thus, the present research revealed a characteristic of the structure formation of coatings of different compositions after pulsed laser melting and high-speed crystallization, which consists of fusing of dispersed carbides or nitrides of refractory elements, which account for 30%–50% of the irradiated zone volume [18,19,20]. This increases the hardness, wear resistance, and decreases the coefficients of friction of the irradiated surfaces of materials.
Conclusions
1. It was found that laser alloying increased the alloyed layer depth while maintaining the main operational properties of coatings and creating composite materials with desired properties on the steel surface.
2. The most important structural factors governing the effect of hardening in coatings of different compositions on steels U10, U12, R6M5, R18, and H12M are the composition of initial coatings and the formation of the most favorable mode of fusion (or dissolution) of hardening phases (carbides, nitrides, chemical compounds) under conditions of temperature-force exposure during laser irradiation.
3. The formed chemical compounds account for 30%–50% of the volume of the irradiated zone of the metal. This increases hardness by 40%–80%, wear resistance by 2–3 times, and a decrease in friction coefficients of irradiated surfaces of materials by 1.5–2 times.
References
P. A. Leontiev, M. G. Khan, and N. T. Chekanova, Laser Treatment of the Surface of Metals and Alloys [in Russian], Metallurgiya, Moscow (1986).
A. G. Grigoryants and A. N. Safonov, Fundamentals of Laser Thermal Hardening of Alloys [in Russian], Vysshaya Shkola, Moscow (1988).
L. I. Tushinsky, Study of the Structure and Physical and Mechanical Properties of Coatings [in Russian], Mir, Moscow (1986).
L. G. Petrova and O. V. Chudina, “Prediction of hardening of binary iron alloys during nitriding based on computational models,” MiTOM, No. 4, 38–43 (2000).
O. V. Chudina and A. A. Brezhnev, “Surface alloying of carbon steels during laser heating,” Uprochn. Tekhnol. Pokryt., No. 4, 10–16 (2010).
A. V. Brover, G. I. Brover, and O. V. Shevtsova, “Structural self-organization of surface layers of steels during laser microalloying from powder coatings,” Uprochn. Tekhnol. Pokryt., No. 2, 21–28 (2015).
V. M. Andriyakhin, N. V. Edneral, Kh. A. Mazzora, and Yu. A. Skakov, “Laser alloying of U10 steel,” Poverkhnost’. Fiz. Khim. Mekhan., No. 10, 134–135 (1982).
I. V. Artamonova, A. A. Nikitin, and N. A. Ryzhkov, “Influence of surface laser alloying on the structure and mechanical properties of 40HN steel,” MiTOM, No. 10, 5–7 (1989).
L. I. Tushinsky, A. V. Plokhov, A. O. Tokarev, and V. I. Sindeev, Methods for Studying Materials: Structure, Properties, and Processes of Applying Inorganic Coatings [in Russian], Mir, Moscow (2004).
L. E. Malinov, E. Ya. Kharianova, and A. V. Zarechensky, “Reinforcing the steel surface through the use of differentiated processing,” Izv. Vyssh. Ucheb. Zav. Chern. Metallurg., No. 4, 37–39 (1992).
L. S. Lyakhovich, S. A. Isakov, and V. M. Kartoshkin, “Laser doping,” MiTOM, No. 3, 14–19 (1987).
I. N. Borodin, Hardening of Parts with Composite Coatings [in Russian], Mashinostroyeniye, Moscow (1982).
V. M. Matsevity, Coatings for Cutting Tools [in Russian], Vishcha Shkola, Kharkov (1987).
N. A. Voronkin, Wear-Resistant and Protective Coatings [in Russian], Vishcha Shkola, Kyiv (1989).
V. S. Postnikov and S. A. Belova, “Morphology of hardening phases in layers obtained by laser alloying,” Fiz. Khim. Obrabotki Mater., No. 2, 33–36 (1998).
A. B. Lysenko, “Influence of technological factors on the composition, structure, and properties of the zone of laser chemicalthermal treatment,” Fiz. Khim. Obrabotki Mater., No. 2, 25–30 (2001).
A. S. Vereshchaka and I. P. Tretyakov, Cutting Tool with Wear-Resistant Coatings [in Russian], Mashinostroyeniye, Moscow (1986).
I. N. Borodin, Hardening of Parts from Composite Coatings [in Russian], Mashinostroyeniye, Moscow (1982).
A. M. Ginberg and A. F. Ivanov, Wear-Resistant and Anti-Friction Coatings [in Russian], Mashinostroyeniye, Moscow (1982).
A. V. Brover, V. N. Pustovoit, and S. V. Kreinin, “Influence of laser processing modes on the structure and properties of tool steel,” Metalloobrabotka, No. 2 (43), 28–32 (2008).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Metallurg, Vol. 66, No. 6, pp. 55–61, June, 2022. Russian DOI: https://doi.org/10.52351/00260827_2022_06_55.
Rights and permissions
Springer Nature or its licensor holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Brover, G.I., Shcherbakova, E.E. Aspects of Structure Formation in Surface Layers of Steel after Laser Alloying from Various Coatings. Metallurgist 66, 672–680 (2022). https://doi.org/10.1007/s11015-022-01375-2
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11015-022-01375-2