
The article discusses the effect of preliminary oxidation on the properties of 38Cr2MoAl nitrided steel. A three-stage process consisting of pre-oxidation, nitriding, and subsequent vapor oxidation is described. The advantage of three-stage processes over stepwise nitriding is demonstrated in terms of increased wear resistance of the oxynitride layer given different types of lubrication. In addition, oxynitrided steel is characterized by increased strength and ductility during bending tests, as well as higher corrosion resistance in salt spray tests as compared to non-nitrided and chrome-plated steel.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Various types of thermochemical treatments are used to harden steel machine parts, including those used in the automotive industry. Among these, low-temperature gas nitriding processes remain in high demand [1,2,3]. Since multicomponent diffusion hardening provides qualitatively new surface properties [4], nitriding is actively used in combination with other types of thermochemical treatments. The use of oxygen-containing atmospheres in nitriding significantly enhances the capability of this process to improve the properties of steel surfaces [5]. Oxynitriding is successfully used to increase the hardness, wear resistance, and surface endurance of corrosionresistant steels of different structural classes, requiring no prior surface depassivation [6,7,8].
Although it is possible to perform nitriding in a furnace atmosphere of ammonia gas, the primary disadvantage of this approach is the need for processes lasting several hours to form diffusion layers of sufficient thickness. In addition, as compared to the traditional process in ammonia gas, nitriding is shown to significantly intensify the rate of nitrogen diffusion into a steel surface, which is particularly effective for treating alloyed steels [9,10,11]. Various currently known technological methods for carrying out thermochemical treatments using oxygen-containing atmospheres include the use of air, water vapor, or other oxidizing agents. The following process variants employing oxygen-containing media are currently used [12,13,14,15]: simultaneous supply of ammonia and air (oxynitriding; oxycarbonitriding); gas-cycling processes alternating ammonia and air supply stages; nitriding combined with pre- and/or post-oxidation.
In staged processes of steel nitriding involving pre- and post-oxidation, the structure and hardening of the surface layer are significantly affected by the temperature and time parameters of oxidation stages [14]. Therefore, the present study aims to analyze the effect of pre-oxidation parameters on the properties of oxynitride diffusion coatings in a three-stage thermochemical treatment.
Research Procedure
Three-stage processes of nitriding in ammonia combined with pre- and post-oxidation in water vapor were studied using 38Cr2MoAl steel samples. Table 1 presents the temperature and time parameters of considered regimes; for comparison, the following processes were performed: nitriding processes without oxidation and stepwise nitriding in ammonia at 510/560 °C for 10 h.
Following the various types of treatment, the following mechanical and physicochemical properties of steel were studied: bending strength, contact fatigue, and corrosion resistance. Bending tests were carried out by means of an Amsler machine using cylindrical specimens (D = 10 mm, l = 120 mm). Wear resistance tests were carried out using an LTM-0001 friction machine at a maximum load of P = 3.25 kg under lubrication with M-20 motor oil and oil having a carbon-containing (graphite) additive (surface-active agent, SAA). The evaluation of wear resistance was based on increases in the width of the friction path marked by a ball during the test period.
Corrosion resistance was tested in a KTK-800 environmental chamber at 26 °C in salt spray mode (in 3% NaCl aqueous solution). The resistance to corrosion was evaluated by determining the number of corrosion spots per area unit N and the time period prior to the emergence of corrosion spots τ. An electrochemical method was used to analyze anodic polarization curves in 3% NaCl, as well as to determine current values and corrosion potential.
Results and Discussion
Previous studies [16] indicate that oxidation performed prior to nitriding increases the surface microhardness of oxynitride layers. However, with the increasing temperature of the three-stage process, the hardening effect is reduced.
The conducted wear tests showed that the three-stage oxynitriding process increases the wear resistance of 38Cr2MoAl steel. The changes in the friction path width depending on the test duration and lubrication are shown in Fig. 1. The graphs indicate that the considered specimens are characterized by identical behavior under test conditions — i.e., with increasing test time, the path width, comprising a measure of frictional resistance, increases. However, the oxynitrided specimens exhibit significantly lower path width increase dynamics (according to Regime 3) than the nitrided specimens, both under M-20 lubrication conditions and when using lubrication with an SAA additive.

Time dependences of friction path width in the wear tests of 38Cr2MoAl steel specimens under lubricant with M-20 and a surfactant additive following treatment: [N] — stepwise nitriding at 510°C for 10 h and at 560°C for 10 h; [O + N + O] — threestage oxynitriding at 580°C for 7 min, at 580°C for 2 h, and at 550°C for 30 min.
The introduction of surface carbon into the lubricant roughly doubles the resistance of nitrided specimens during testing. This fact confirms available data on the use of additives to achieve a 3–10% reduction in mating surface wear. The triboengineering characteristics are improved via graphite deposition on the catalytic frictional surface, with the graphite film acting as a solid lubricant layer that increases the actual contact area. The processes of plastic deformation occurring during friction and temperature increase in the friction zone are accompanied by metal surface activation. The physicochemical interaction between the hardened surface having a graphite layer and the elements introduced into the metal leads to secondary structures that protect the frictional surface.
It is also shown that oxynitride coatings exhibit more stable wear performance when tested under lubrication with M-20, which indicates a change in the energy state of the surface during pre-oxidation.
The performed bending tests suggest that the specimens exhibit greater fracture resistance (bending strength) following a three-stage thermochemical treatment process than with nitriding (Fig. 2). Furthermore, the greatest bending strength is observed when the process is carried out at 620 °C (Table 2).

Static bending curves for 38Cr2MoAl steel thermochemically treated at t = 580°C: (a) — nitriding ([N], Regime 1); (b) — three-stage oxynitriding ([O–N–O], Regime 3).
It can be observed from Fig. 2 that the bending curves of both the nitrided and oxynitrided specimens have a form characteristic of brittle materials. Moreover, the fracture patterns presented in Fig. 3 reveal signs of ductile fracture. The deflection value characterizing plastic properties is slightly higher for the oxynitrided than for the nitrated steel (see Table 2). Increased strength and ductility achieved through the three-stage process are attributed to the structure of the surface oxynitride layer characterized by uniform nitrogen content and a dense ε-phase, as well as the substantial thickness (300–350 μm) of the diffusion sublayer formed on the basis of alloyed ferrite.

Fracture patterns for an oxynitrided specimen obtained at 580°C (Regime 3), × 1000: (a) — in the tension zone; (b) — in the compression zone; (c) — in the diffusion layer.
Nitriding processes that are preceded by oxidation provide 15–20% higher bending strength and ductility than the chromium electroplating of steel (see Table 2). The greater bending strength and ductility of nitride and oxynitride layers can be attributed to the occurrence of compressive residual stresses as a result of thermochemical treatment processes as compared to chromium electroplates, which cause tensile stresses.
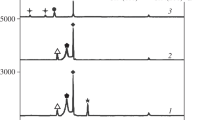
The conducted corrosion tests show that three-stage oxynitriding increases the corrosion resistance of 38Cr2MoAl steel in a low-salt environment. As can be seen from Fig. 4, the anodic current density of specimens obtained following nitriding combined with pre-oxidation and subsequent vapor oxidation is 1.5–5 orders of magnitude lower, depending on the treatment regimes, than that of untreated steel, and an order of magnitude lower as compared to a chromium electroplate.

Potentiodynamic polarization curves for 38Cr2MoAl steel in salt spray (3% NaCl): 1 — [O–N–O] treatment at 580°C according to Regime 3; 2 — [O–N–O] treatment at 620°C according to Regime 4; 3 — chromium electroplating; 4 — [N–O] treatment at 580°C according to Regime 2; 5 — without treatment.
Omission of the water vapor oxidation stage prior to nitriding results in the formation of nitride layers exhibiting less pronounced protective properties, i.e., a higher anodic dissolution rate, than that obtained with chromium electroplating. Nevertheless, the value of anodic current density is in this case 2–4 orders of magnitude lower as compared to the parameters of original steel (see Fig. 4, curve 4).
As can be seen from Fig. 4, the stationary corrosion potential of the original steel has a negative value. Conversely, the corrosion potentials of oxynitrided steel shift to the region of positive values: by 350–370 mV during the three-stage processes [O–N–O] and by 50–100 mV in the anodic direction during the two-stage process [N–O] without pre-oxidation.
Higher temperature during oxynitriding positively affects the corrosion resistance of obtained coatings. The optimal duration of the pre-oxidation stage for increasing corrosion resistance amounts to 7–10 minutes and 5–20 minutes at t = 580 °C and t = 620 °C, respectively.
Following the salt spray test, the oxynitrided specimens exhibit the smallest number of corrosion spots, whereas the untreated steel acquires a continuous film of corrosion products during the first 2 hours of exposure.
Following this three-stage process performed at 580 and 620 °C, the specimens exhibit minimal corrosion area (Table 3); the emerging corrosion spots remain virtually unexpanded as the test duration increases. Increased corrosion spots can be observed on the surface of the specimens exposed to salt spray following other types of treatment. The chrome-plated specimen exhibits a rapid growth of emerging corrosion spots.
CONCLUSION
Mechanical and electrochemical tests were used to establish the rational oxynitriding regimes for 38Cr2MoAl steel in order to improve its properties. The following three-stage process (at 580 °C) provides a greater increase in steel wear resistance than stepwise nitriding: pre-oxidation (7 min), nitriding in ammonia (2 h), and subsequent vapor oxidation (30 min). Pre-oxidation performed at 620 °C for 5 min yields the most significant increase in the bending strength of nitrided steel. At both temperatures, three-stage processes provide higher corrosion resistance in salt spray tests as compared to the original and nitrided steel, as well as the chrome-plated steel.
The article was prepared as part of research under the project No. FSFM-2020-0011 (2019–1342); experimental studies were carried out using the equipment of the MADI Research Equipment Sharing Center.
References
A. K. Tikhonov, “Development of metal science and heat treatment in metallurgy and the automotive industry,” Metallurg, No. 5, 4–8 (2021).
F. Kahraman, G. M. Gender, C. Yolcu, A. D. Kahraman, and H. Kahraman, “Low-temperature nitriding behavior of compressive deformed AISI 316Ti austenitic stainless steels,” Surf. Rev. Lett., 26, No. 5, 1850188 (2019).
F. A. P. Fernandes, L. C. Casteletti, and J. Gallego, “Low temperature plasma nitriding and nitrocarburising of a superaustenitic stainless steel,” Mater. Perform. Charact., 5, No. 5, 664–674 (2016).
A. B. Korostelev and D. A. Chumak-Zhun’, “Multicomponent diffusion hardening for improving the tribological properties of powder steel products,” Metallurg, No. 9, 70–73 (2008).
Yu. M. Lakhtin, “Oxynitriding (nitrooxidizing),” MiTOM, No. 9, 2–5 (1994).
L. G. Petrova and L. P. Shestopalova, “Oxi-nitriding of alloyed steels with forming of nano-scaled oxide film,” Int. J. Microstruct. Mater. Prop., 9, No. 1, 25–37 (2014).
H.-J. Spies and F. Vogt, “Gasoxinitrieren hochlegierter Stable,” HTM, No. 52, 342–349 (1997).
Ya. D. Kogan and Kh. K. Eshkabilov, “Oxynitriding of metal parts,” Uprochn. Tekhnol. Pokryt., No. 6, 10–15 (2006).
Yu. M. Lakhtin, Ya. D. Kogan, A. E. Mezhonov, V. A. Aleksandrov, and S. P. Bibikov, “Nitriding of structural and corrosionresistant steels in ammonia and air,” Izv. Vuzov. Mashinostr., No. 4, 105–108 (1986).
L. P. Shestopalova, “Specifics of nitride layer formation on chromium steel following pre-oxidation,” Uprochn. Tekhnol. Pokryt., No. 3 (135), 31–38. (2016).
Kh. K. Eshkabilov and Sh. A. Berdiev, “Adjustable nitrooxidizing technology for low-alloy steel,” Int. Sci. аnd Pract. Conf. World Science., 1, No. 2 (6), 69–74. (2016).
L. G. Petrova, V. A. Aleksandrov, and Yu. G. Fomina, “Specifics of nitride layer formation when treating structural steels in ammonia and air,” Uprochn. Tekhnol. Pokryt., No. 2, 5–9 (2005).
Kh. K. Éshkabilov and Sh. A. Berdiev, “Changes in the structure and composition of a nitride layer during water vapor oxidation,” Molod. Uchen., No.14 (118), 204–207 (2016).
I. S. Belashova, P. S. Bibikov, L. G. Petrova, and A. S. Sergeeva, “New nitriding process of high-alloyed maraging steel for cryogenic operation,” IOP Conf. Ser.: Mater. Sci. Eng., 1064, 012004. (2021).
I. Altinsoy, G. F. Çelebi Efe, T. Yener, C. Bindal, and K. G. Önder, “Effect of double stage nitriding on 34CrAlNi7–10 nitriding steel,” Acta Phys. Pol. A., 132, No. 3, 663–666 (2017).
U. R. Boinazarov and T. Kh. Razzakov, “Microhardness of nitroxide diffusion layers,” Universum: Tekhn. Nauki, No. 7 (76), 44–46 (2020).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Metallurg, Vol. 65, No. 8, pp. 64–68, August, 2021. Russian DOI: 10.52351/00260827_2021_08_64.
Rights and permissions
About this article

Cite this article
Boynazarov, U.R., Petrova, L.G., Brezhnev, A.A. et al. Properties of Oxynitride Steel Coatings Obtained Through Three-Stage Processes of Nitriding Combined with Oxidation. Metallurgist 65, 886–892 (2021). https://doi.org/10.1007/s11015-021-01225-7
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11015-021-01225-7