
We present the results of numerical and full-scale experiments aimed at the investigation of multiphase flows and interface processes in the volume of a commercial 160-ton steel-teeming ladle in the process of blowing with argon through the porous bottom plugs. We develop a mathematical model capable of prediction of the degree of denudation of melt “mirror” from the slag cover caused by the variations of the argon flow rate. We also established the regularities of changes in the influence of argon flow rate within the range 40--120 liter/min on the sizes of the domain of washout of the slag and the behavior of the sizes of stagnation zones in the volume of the ladle. It is shown that the maximum increase in efficiency is observed as the argon flow rate increases from 40 to 60 liter/min. The results of simulations are compared with the data of full-scale tests carried out at the Novolipetsk Iron-and-Steel Works.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
It was established in practice that, under the actual conditions of commercial production, the simplest and most reliable way of the out-of-furnace treatment of steel aimed at improving its quality is the procedure of blowing of the melt in a ladle with inert gases. Gas bubbles formed as a result of blowing and floating up through the volume of steel form a recirculating motion in the ladle promoting the homogenization both of the composition of the melt and of its temperature and also accelerate the delivery of nonmetallic inclusions to the metal–slag interface, which simplifies their removal into the slag phase. At the industrial enterprises, the procedure of blowing of the melt in the ladle is, as a rule, carried out with the use of argon (inert gas). It was experimentally demonstrated that, in the case of blowing of deoxidized steel with argon, its oxygen content noticeably decreases. Nonmetallic particles 20–200 μm in size formed in liquid steel as a result of deoxidation may become coarser under favorable conditions and under the influence of surface tension and the work of adhesion. This facilitates their floating and removal. In this case, vigorous agitation and circulation of the metal play the role of the main factor [1,2,3]. A difficult practical problem encountered in the process of blowing is connected with the organization of transient stage of this process in which, on the one hand, we observe the intense agitation of the melt and the minimum number of stagnation zones over the height of the steel-teeming ladle and, on the other hand, do not detect any well-visible “channel passages” for the gas flows, which may lead to the denudation of large regions of the melt “mirror” accompanied by the formation of “plumes” and “eyes” on its surface (Fig. 1). In this connection, an important problem is to make correct choice of the gas loading upon the ladle according to the actual height of the melt and the thickness of slag cover.

Formation of an “eye” and a “plume” on the surface of the melt in the process of blowing by the gas flow from below [4].
The direct investigation of the influence of argon-flow rate on the efficiency of mixing and the parameters of formed “eyes” is a quite difficult problem due to dangerous production factors and often cannot be realized (sometimes for the economical reasons) due to the necessity to perform numerous experiments on actual steel-teeming ladles. The problem of investigation and modeling of the process of blowing of steel with argon can be solved with the help of contemporary CAE programs.
The application of the methods of mathematical simulation reveal their high efficiency in the investigation of multiphase flows and the accompanying processes of heat and mass transfer, which is shown in the publications of numerous domestic and foreign researchers, including Smirnov, Thomas, Iguchi, Johnson, et al. [5,6,7]. The proposed mathematical models enable one to perform the quantitative and qualitative analyses of the processes of mass- and heat-transfer with regard for the specific features of the structure and operation of the analyzed metallurgical aggregate. Furthermore, it is possible to obtain adequate estimates of the influence of parameters of the transfer processes on the hydrodynamics of the melt, the trajectory of motion of nonmetallic inclusions, and the kinetics of solidification of steel and liquation, which, as a final result, make it possible to develop technical specifications aimed at increasing the quality of metal production [8,9,10,11].
The aim of the present work is to reveal the main factors of the process of blowing with argon from below (through the bottom part of the ladle) specifying the character of formation of the flows of melt and the appearance of “eyes” and stagnation zones in the volume of the melt by performing the required experiments and solving the problems of computer simulation of the motions of steel, slag, and gases in steel-teeming ladles. The expected results of realization of this research project could be used to develop both recommendations on the optimization of hydrodynamics of the melt and technical specifications for the introduction of argon aimed at improving the quality of metal products manufactured by the converter shop No. 1 of the Novolipetsk Integrated Iron-and-Steel Works. Numerical simulations were carried out in the Laboratory of Computer Simulations of Metallurgical Processes of the Department of Metallurgical Technologies of the Lipetsk State Technical University equipped with licensed software and hardware. A three-dimensional model of steel-teeming ladle was developed in the “Kompas 3D V14” CAD-system. As the hardware support, we used an engineering station based on an Intel-Core i7 computer (3600 MHz, 64 Gb, DDR3, HDD 1 Tb).
Mathematical Computer Model and Preliminary Results of Investigations
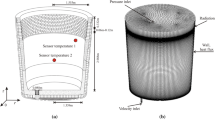
In order to study quasistationary flows of the melt and interface interactions in a 160-ton steel-teeming ladle with peripheral supply of argon through two porous bottom plugs, we propose a three-dimensional discrete phase model taking into account the volumes of the melt, slag, and air over slag, the geometric parameters of the steel-teeming ladle, and the characteristics of materials (Table 1).
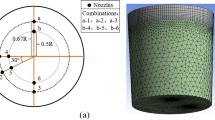
Initial and Boundary Conditions. On the basis of the developed three-dimensional geometric model, we constructed a hexagonal structured computational grid formed by more than 800,000 elements (Fig. 2). Computer simulation was performed for an argon-flow rates varying from 40 to 120 liter/min, a level of filling of the steel-teeming ladle varying from 3/4 to 1/4 of its height, and a height of the slag layer equal to 100 or 200 mm. The problem was solved in the nonstationary statement by using the “Pressure Based” stabilization algorithm. To connect the velocity and pressure fields, we applied the “PISO” algorithm. We also chose a scheme of the second order of accuracy for the discretization of convective terms in each equation of the basic system of equations and the “PRESTO” scheme for the interpolation of pressure corrections.

Grid model of a steel-teeming ladle.
In our model, we made the following assumptions:
– liquid phases are Newtonian, viscous, and immiscible liquids with constant density and viscosity and the flow in the ladle is isothermal;
– at the initial time, steel and slag are in the state of rest, without argon blowing;
– argon bubbles are reflected from the walls of steel-teeming ladle and removed (pass into the air phase);
– the process of heat transfer is not taken into account in the model and argon is immediately heated to the temperature of liquid steel.
The volume fractions of all phases included in the process of modeling were computed in each control volume of the computational domain. This enabled us to analyze the phase boundaries. To describe the dynamics of liquid steel and slag phases, we used a model of volume of the fluid (VOF). Moreover, in order to model the behavior of the discrete phase (argon bubbles), we used a discrete phase model (DPM) [11, 12].
Model of Multiphase Flow. In the case of application of the VOF model, the phase boundaries were traced by means of the solution of the continuity equation for the volume fractions of phases. For a certain q -phase, this equation takes the form:
where αq is the volume fraction of the phase q ; ρq is the density of the phase q , and u is the velocity of the phase q.
The equation of conservation of momentum is solved in the entire domain, and the resultant velocity field is distributed between the phases. The momentum equation depends on the volume fractions of all phases [6, 7]:
where g is the gravitational acceleration; μeff, μl, μt are the effective, dynamic, and turbulent viscosities of liquid phase, respectively; p is pressure, and Mq is the force of interface interaction.
The turbulent viscosity is computed as follows:
where Cμ is a constant.
Model of Turbulence. To determine the effective viscosity from Eq. (2), we used the standard k –ε model of turbulence applicable for a broad spectrum of turbulent flows. The standard k –ε model is based on two equations for the transfer of turbulent kinetic energy (k) and rate of its dissipation (ε). In deducing this model, it was assumed that the flow is completely turbulent and that the influence of dynamic viscosity is insignificant [12,13,14].
For the turbulent kinetic energy, we can write
Moreover, the rate of dissipation of the kinetic energy is determined from the following equation:
where G is the turbulent kinetic energy formed according to the mean velocity gradients, σk is a constant, C1, C2, σε are accepted constants, and
The following constants are used in the classical k –ε model of turbulence: Cμ = 0.09; σk = 1.0; σε = 1.3; C1 – 1.44, and C2 = 1.92.
Model of the Discrete Phase. To model the behavior of argon bubbles, we use the DPM model according to which the trajectories of particles (argon bubbles) are determined as a result of the solution of equations of balance of forces for each particle [7, 15]:
where F is the additional acceleration (force per unit mass of particles) and \( \frac{u-{u}_p}{\uptau_p} \) is the influence of drag force on the motion of particles. Here, τp is the time of relaxation of a bubble, namely,
where u is the velocity of the liquid phase; up is the velocity of particles; μ is the dynamic viscosity of liquid; ρ is its density; ρq is the density of particle; d is its diameter, and Re is the relative Reynolds number.
The velocity of argon at the exit from the blowing plugs is given by the formula [14]
where w is the subscript characterizing the working state of the ladle; s is the subscript characterizing standard conditions; Ts = 293.15°K; Tw = 1873°K; ps = 101,325 Pa; A is the area of pores in the plugs; Qs is the argon-flow rate under standard conditions (see Table 1); pw is the total pressure in steel-teeming ladle given by the formula pw = ps + ρgH , ρ is the density of liquid steel; g is the gravitational acceleration, and H is the height of the metal column.
Thus, we have developed a model of gas motion through the volume of the melt taking into account the influence of thickness of the layer of slag on the sizes and configuration of “eyes” formed on the slag surface. Note that the subsequent verification of the proposed model should be carried out in the following two directions:
– direct expert evaluation and recording of the state of melt and slag “mirror” in the ladle with subsequent analysis and comparison of the images of the ladle surface with the results of simulations;
– integrated evaluation of the quality of macrostructure of the specimens according to the content of nonmetallic inclusions with analysis of the results of rejection of the metal of experimental heats according to the presence of defects of the “ingot scab” and “rolled dirt inclusion” types.
In Figs. 3 and 4, we show the results of comparison of the model of fracture of slag cover in the 160-ton ladle under the conditions of argon blowing through two blowing plugs with expert’s observations for the argon-flow rate varying within the range 40–120 liter/min. We observe a high degree of coincidence of the results of numerical experiments with the data of expert estimations of the state of slag surface in steel-teeming ladles.

Results of simulation of the process of washout of the slag layer with a thickness of 200 mm.

Expert observation of the slag surface for a given argon-flow rate: * weakly visible denudation; ** no denudation of the metal surface.
In Fig. 5, we present the velocity fields of the melt and gas flows in the profile section of the steel-teeming ladle along the line of symmetry of the blowing plugs for the variable argon-flow rate.

Velocity fields in the flows of melt in the ladle for different argon-flow rates: (a) 40; (b) 60; (c) 80, and (d) 120 liter/min.
By analyzing the results of computer experiments, we detect a significant decrease in the volumes of “stagnation zones” of the metal moving with a velocity of up to 0.04 m/sec observed as the argon-flow rate increases from 40 to 60 liter/min. At the same time, the increase in the argon-flow rate from 60 to 80 liter/min causes an almost half as large decrease in the volumes of the metal with low velocities of motion. The average velocity of flows in the central zone, which is especially problematic, in the presence of two asymmetrically located plugs and argon-flow rates higher than 40 liter/min varies within the range 0.04–0.08 m/sec despite an almost twofold increase in the gas load upon the ladle. From the viewpoint of getting acceptable velocities of flows up to 0.08 m/sec for the minimum size of “eye” on the slag surface, we can make a decision to restrict ourselves to a flow rate of 60 liter/min. The maximum velocities of flows near the walls of the ladle for all cases of modeling varied from 0.24 to 0.32 m/sec, i.e., were almost four times higher than in the “stagnation zones.” Moreover, the kinetic energy of the metal flow entrained by the argon bubbles toward the “metal–slag” interface may become 16 times higher. Furthermore, despite a nonlinear increase in the mass of the melt participating in agitation, the sizes of the “eyes” increase with the gas load to a greater extent than the sizes of the “stagnation zones.” This assumption is partially confirmed by the distribution of “stagnation zones” over the working volume of the ladle presented in the isometric projection of the model in Fig. 6.

Isometric model of “stagnation zones” of the melt in the ladle for different argon-flow rates: (a) 40; (b) 60; (c) 80, and (d) 120 liter/min.
We also revealed a less pronounced intensification of agitation caused by a twofold increase in the argon-flow rate from 60 to 120 liter/min per ladle (see Fig. 6с, d). A threefold increase in the argon-flow rate (from 40 to 120 liter/min) exerts a greater influence on the degree of washout of the slag cover than on the decrease in the fraction of zones with the lowest velocities of motion of the metal and, hence, with the lowest degrees of its agitation.
Conclusions
In the first stage of investigations, we developed a model of motion of multiphase flows in the volume of a steel-teeming ladle, which takes into account the variations of the argon-flow rate and the influence of thickness of the slag layer. We especially emphasize a high degree of coincidence of the obtained numerical data with independent expert’s estimates. The accumulated results reveal a stronger influence of the gas-flow rate on changes in the sizes of “eyes” in the slag cover than on the variations of “stagnation zones” in the melt. The maximal enhancement of the efficiency of agitation (as a consequence of decrease in the volume of zones with elevated velocity of flows) was detected when the argon-flow rate increased from 40 to 60 liter/min. It is necessary to continue our investigations for different thicknesses of slag cover and different argon-flow rates. We plan to develop a model of joint motion of gases and nonmetallic inclusions whose sizes vary from 10–20 to 200 μm, i.e., within the main range of sizes for alumina-based inclusions typical of the converter steel deoxidized with aluminum.
References
L. Wang, H.-G. Lee, and P. Hayes, “Prediction of the optimum bubble size for inclusion removal from molten steel by flotation,” ISIJ Int.,36, No. 1, 7–16 (1996).
T. Miettinen, J. Ralston, and D. Fornasiero, “The limits of fine particle flotation,” Miner. Eng.,23, Issue 5, 420–437 (2010).
Yu. V. Kostetskii and A. V. Mach, “Investigation of efficiency of the process of flotation of nonmetallic inclusions by argon bubbles,” Nauch. Trudy DonNTU, Metallurgiya, Issue 13(194), 65–76 (2011).
K. Krishnakumar and A. Gordon, “The fluid mechanics of slag-metal interactions in ladle metallurgy,” J. Manufact. Sci. Product.,12, Issue 3–4, 139–146 (2012).
B. G. Thomas, “Chapter 5. Modeling of continuous casting,” in: A. Cramb (editor), Making, Shaping and Treating of Steel, 11th Edition, Vol. 5: Casting Volume, AISE Steel Foundation, Pittsburgh, PA (2003), pp. 5.1–5.24.
M. Iguchi and O. Hegbusi, Modeling Multiphase Materials Processes: Gas-Liquid Systems, Springer, New York (2011).
O. Smirnov, Y. Smyrnov, S. Louhenkilpi, and O. Smyrnov, “Mathematical modeling of multiphase system in tundish of continuous casting machine: theory and experiments,” J. Chem. Technol. Metallurgy,52, Issue 4, 711–717 (2017).
A. N. Rogotovsky, A. A. Shipelnikov, and N. A. Bobyleva, “Modeling and development of a forging ingot of rational design and mass,” J. Chem. Technol. Metallurgy,53, No. 5, 936–943 (2018).
A. A. Shipel’nikov, A. N. Rogotovskii, and N. A. Bobyleva, “Investigation of the hydrodynamics of melts under the conditions of stationary heat transfer in the crystallizer of a continuous casting machine,” Zagot. Proizv. Mashinostr.,16, No. 2, 51–55 (2018).
A. A. Shipel’nikov, A. N. Rogotovsky, N. A. Bobyleva, and S. V. Skakov, “Contemporary problems and prospects of the development of computer simulations of motion of the melt in the tundish and crystallizer of a continuous casting machine,” Izv. Vyssh. Uchebn. Zaved., Chern. Metallurg.,62, No. 5, 374–380 (2019).
Q. Cao and L. Nastac, “Numerical modeling of the transport and removal of inclusions in an industrial gas-stirred ladle,” Ironmak. Steelmak.,45, Issue 10, 984–991 (2018).
H. Liu, Zh. Qi, and M. Xu, “Numerical simulation of fluid flow and interfacial behavior in three-phase argon stirred ladles with one plug and dual plugs,” Steel Res. Int.,82, Issue 4, 440–458 (2011).
E. K. Ramasetti, V. Visuri, P. Sulasalmi, and T. Fabritius, “A СFD and experimental investigation of slag eye in gas stirred ladle,” J. Fluid Flow Heat Mass Transf.,5, 78–86 (2018).
B. Li, H. Yin, C. Q. Zhou, and F. Tsukihashi, “Modeling of three-phase flows and behavior of slag/steel interface in an argon gas stirred ladle,” ISIJ Int.,48, No. 12, 1704–1711 (2008).
Q. Cao and L. Nastac, “Mathematical investigation of fluid flow, mass transfer, and slag-steel interfacial behavior in gas-stirred ladles,” Metallurgical Mater. Trans., Ser. B,49, Issue 3, 1388–1404.
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Metallurg, Vol. 64, No. 3, pp. 58–63, March, 2020.
Rights and permissions
About this article

Cite this article
Tyulenev, E.N., Glebov, V.P., Kononykhin, G.N. et al. Investigation of Argon Blowing in a Steel-Teeming Ladle. Metallurgist 64, 223–232 (2020). https://doi.org/10.1007/s11015-020-00987-w
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11015-020-00987-w