
To increase the specific performance of Romelt furnace operating in the ideal mixing mode, a thermodynamic analysis of the recovery process of iron-containing raw materials was carried out. It was found that to achieve this goal, reducing the oxygen concentration in the blast fed into the layer through the side tuyeres is necessary.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
The productive capacity of the Romelt furnace developed by National University of Science and Technology (MISIS) can be improved in two ways: the thermophysical method, which involves intensifying of the heat and mass-transfer processes in the bath volume [1,2,3,4], and the physical–chemical method, which involves creating conditions required for ensuring the maximum rates of chemical reactions.
According to the thermophysical method, the limit of intensification is reached when the perfect mixing mode is implemented in the furnace bath and when the concentrations of the target components and the temperatures at all points of the bubbling bed volume are the same and constant under the steady-state operation of the furnace [5,6,7]. This work attempts to detect the possibilities of increasing the rates of chemical reactions while the mode of perfect mixing in the bath is implemented.
Reduction melting of the iron-bearing raw material takes place in the Romelt furnace bath. Mineral coal is used as the heat source and reducing medium, and any iron-bearing material can serve as the raw material. The raw material and coal are loaded through the charging chute located at the furnace roof. Oxygen-rich air blast is supplied under the level of molten metal through the tuyeres located at the furnace side walls. The purpose of oxygen in the air blast is to intensify the coal burning process in the bed and increase the temperature in the molten bath to the allowable maximum. The coal has double purposes: it is partially a heat source in the bed and partially a source of the solid and gas reduction media [8,9,10].
The furnace work space can be split into three areas: the bubbling bed, where the major melting processes take place; the subtuyere area, where gas flushing of molten metal is almost absent and where the metal part and molten slag are separated; the free-board, which is used for the after-burning of combustible components in the gas phase, and the evolved heat is returned to the bubbling bed [11,12,13].
Here, the following areas are considered in detail:
-
Bubbling area. The bubbling area is where the charging material, coal, and air blast are supplied and where major redox processes occur, leading to metal formation; the perfect mixing mode is implemented in this area.
-
Area of steady hot melt. The area of steady hotmelt is located directly under the bubbling area and contains coming oxide compounds of asll metal of the charge, which were not reduced in the bubbling area. Gas containing oxygen does not penetrate into this area, and the perfect displacement mode is implemented here.
-
Area of metal. The area of metal is located below the steady hotmelt area; accumulated reduced iron comes here through the steady hotmelt area; this area is formed separately from the area of steady hotmelt, and its formation is connected with the presence of metal with density higher than the metal in the hotmelt and with the absence of their mutual solubility.
The following assumptions are made in the work:
-
The total quantity of each element in the substances supplied to the heat per the weight of the produced cast iron and the substance transferred to the melting process products is not changed.
-
Substances – initial ones and melting process products obtained as the results of calculations – are uniformly distributed in the areas under study.
-
The rates of chemical processes and the processes of substance and energy transfer in the areas of analysis are not the limiting factors of the processes of establishing the equilibrium composition.
The temperature of the zone where the processes occurred ranged from 1300°C to 1450°C.
Heat modeling was carried out using the IVTANTHERMO program [14,15,16,17,18,19,20]. The data of the heats on a pilot Romelt furnace was used as the baseline data [10].
Air blast specific consumption through the bottom tuyeres was assumed per 1 kg of the produced cast iron and amounted to 0.375 nm3 /kg. The oxygen concentration in the air blast amounted to 40 vol.% [10]. The consumptions (kg) of the heat components per 1 kg of the produced cast iron (at the charge humidity of 8wt.%) were as follows: iron-bearing material–2.14; coal–0.73; lime (CaO)–0.014; air blast oxygen (O2)–1.16.
The chemical composition (wt.%) of the iron-bearing part of the charging material were as follows: 1.10 Fe; 71.70 Fe2O3; 14.91 SiO2; 8.40 Al2O3; 2.31 CaO; 0.33 MgO; 0.70 MnO; 0.43 TiO2; 0.08 P2O3; 0.03 S.
The technical and elemental compositions of the coal [10] considered were as follows, wt.%: humidity–10.3, 51.7 C; ash–10.37, 0.77 S; content of volatile substances–21 C, 4.94 H, 6.36 O, 2.25 N (total 34.55).
Bubbling area (area 1). The examination of the bubbling area demonstrated that when air blast containing 40% oxygen was supplied to the bath, significant recovery of the oxygen of all the present metals was not observed in the area, except for hematite, which was completely converted to wustite. The emergence of recovered metallic iron in the system was not observed at the entire studied temperature range.
The effect of oxygen concentration in the air blast on iron reduction in the bubbling bed was studied under varying oxygen concentrations, from 40% to 13%. The bed temperature was constant and amounted to 1400°C.
The calculation results are provided in the table below.
O2 in the air blast, vol% | 40 | 30 | 20 | 15 | 13 |
Degree of Fe reduction, wt% | 0 | 0 | 31 | 80 | 99 |
The examination results demonstrated that when the oxygen concentration in the air blast exceeded the concentration in the atmospheric air, an environment that does not lead to the production of reduced metal is created in the reaction (bubbling) area. The reduction process can occur locally in the case of nonuniform coal distribution in the reaction area, and volumes of coal are developed locally and have a rather high reduction potential because of excessive coal quantity (compared with the average one). Separate drops of molten metallic iron can be produced and then “sink” because of the large specific weight in the bubbling area transferred first to the next area of steady hotmetal and then to the area of metal. Volumes rich in carbon can continue to reduce oxides to iron, and as the reduction products (metallic iron and CO) leave the reaction area, the right side of the iron reduction reaction zeroes. The reduction reaction is shifted to the product side. The quantity and rate of the metallic iron reduction depend on the average reduction potential in the bubbling area in accordance with nonequilibrium mechanism. Thus, the less the oxygen in the supplied gas, the more complete the iron reduction and iron accumulation in the metal area.
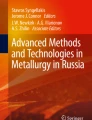
Calculations confirmed that the equilibrium degree of iron reduction in the bubbling area operating in the perfect mixing mode depends on the oxygen concentration in the bath and on its temperature. Figure 1 presents the dependence of the iron reduction degrees on the oxygen concentration in the air blast for the set temperatures, developed based on data from calculations.

Dependence of iron reduction degree of oxygen concentration in the blast for the set temperatures.
Figure 2 presents the dependence of iron reduction degree on the temperature at different oxygen concentrations in the blast. The oxygen content in the blast has the greatest effect on reduction processes: the lesser it is, the more effective is the metal production process. When temperature is increased, the reduction potential is reduced, although insignificantly. The little decrease in the reduction degree is probably connected with the decrease in the reaction rate of the gasification of carbon monoxide with temperature growth.

Dependence of iron reduction degree on the temperature at different oxygen concentrations in the blast.
Area of steady hotmelt (area 2). This area is filled with metal oxides (slag mass), which came down from the bubbling area. Moreover, some amounts of reduced metallic iron is available here, which is because metallic iron with density higher than that of the slag compounds goes through this area to the area below the metal by the action of gravity. The quantity of metal (wt.%) present at a time in the area of steady hotmelt depends on the intensity of the reduction processes in the bubbling area and on the rate of iron drops (particles) penetration through the slag mass. The reduction of oxygen share in the blast increases the amount of reduced iron (see Fig. 1).
Moreover, at any rate of iron reduction in the bubbling area, the total weight of reduced iron in the steady hotmelt area will be significantly less than the slag mass permanently available in the steady hotmelt area. This means that the oxidation potential of the area is sufficiently high and that partial secondary iron oxidation is possible when the iron goes through the steady hotmelt area downward to the metal area. Equilibrium calculation demonstrates that when the iron content in area 2 is not more than 10 wt.% of the overall iron present in the furnace, the equilibrium degree of secondary oxidation does not exceed 10–15%. The growth of iron content in area 2, which is possible as a result of oxygen decrease in the blast and consequently the reduction process intensification in the bubbling area, leads to a decrease in the oxidation potential and drop in the degree of secondary oxidation to 1–2%.
It should be noted that the actual oxidation degree of the reduced iron in the steady hotmelt area is less than the equilibrium one. This is connected with the iron staying for a limited time in this area. This time cannot exceed the time of the iron drops (particles) penetration through the area. The oxidation degree does not get close to the equilibrium value.
Area of metal (area 3). An analysis of the elemental composition of the metal area demonstrated that iron is the basic component in this area, being about 95 wt.%, and 4–5% of carbon is present. Carbon can penetrate here only when bound with iron. Part of the carbon is included in the iron basis composition, producing cast iron. The rest part of the carbon (excessive carbon) is in the form of graphite or any other carbon-containing phase.
Chemical processes do not occur inside the metal area; the area composition is thermodynamically stable. Redox processes can take place only at the boundaries of areas 2 and 3, where carbon, which is a reducing agent, and oxides–CaO, SiO2, FeO, Al2O3, MnO, MgO, Cr2O3 – are present. Thermodynamic analysis demonstrated that regarding the conditions at the boundary, only the reduction process of FeO to Fe is possible, producing carbon monoxide. Carbon (II) oxide gas, whose quantity corresponds to the FeO concentration in the steady hotmelt area (≈ 3wt%), is reduced as it goes through area 2 from bottom upward. It slightly decreases the level of oxidation potential of area 2 and reduces the secondary iron oxidation degree in the area. The gas comes to the bubbling area and further into the furnace atmosphere as CO2 and practically does not affect the iron reduction processes.
Conclusions
-
1.
The oxygen content in the tuyere blast is the controlling parameter of the process in the bubbling area under ideal mixing mode and stable compositions of the fed charge and fuel. When the oxygen content exceeds the allowable content, determined with the thermodynamic calculations for each charge composition, speeding-up of heat is impossible. When the oxygen content in the blast is decreased to below the set level, with further decrease, the degree of iron reduction increases.
-
2.
The effect of the Romelt furnace bottom on the metal reduction degree in the bubbling layer was insignificant.
-
3.
Reactions of secondary (insignificant) oxidation of already reduced metal (at the boundaries of steady hotmelt and pure metal areas) occurred at the subtuyere area in the process of the heat components splitting.
-
4.
When operating in the studied modes, increasing the hotmelt temperature is not reasonable, as this would decrease the bath reduction capacity.
References
G. S. Sborshchikov, A. M. Volodin, and A. Yu. Terekhov, “Improvement of technical and economic indicators of furnaces with bubbling layer by means of optimization of their hydrodynamic mode,” in: Collection of Materials of the International Scientific Conf. Energy Effective and Resource-Saving Technologies of the Industry. 100 Years of Domestic Design of Steelmaking Furnaces [in Russian], MISiS, Moscow (2016), pp. 333–350.
G. S. Sborshchikov, A. M. Volodin, “Hydradynamics of the furnace tank with bubbling layer at the bubble mode of tank blowdown through the side tuyere,” in: Collection of Materials of IX International Scientific Conf. Energy Effective and Resource-Saving Technologies of the Industry. Furnace Units. Ecology [in Russian], MISiS, Moscow (2018), pp. 136–151.
V. E. Lekherzak, A. B. Usachev, and A. V. Balasanov, “Formation of the metal tank in the process of iron smelting reduction,” Izv. Vyssh. Ucheb. Zav. Chern. Metallurg., No. 3, 6–13 (2004).
A. B. Usachev, V. A. Romenets, V. E. Lekherzak, and A. V. Balasanov, “Modern processes of the cokeless production of cast iron,” Metallurg, P. 1, No. 4, 40–47; P. 2, No. 5, 37–40 (2002).
A. B. Usachev, D. G. Babkin, and A. V. Balasanov, “Mathematical modeling of Romlet process based on the improved method of calculation of material and heat balances,” Izv. Vyssh. Ucheb. Zav. Chern. Metallurg., No. 7, 58–66 (2004).
A. B. Usachev, D. G. Babkin, A. V. Balasanov, and V. A. Romentsev, “Method of calculation of material and heat balances of Romelt process,” Izv. Vyssh. Ucheb. Zav. Chern. Metallurg., No. 3, 6–13 (2004).
E. A. Kazachkov, Calculations for the Theory of Metallurgical Processes [in Russian], Metallurgiya, Moscow (1988).
I. A. Burovoy and A. B. Usachev, “Complex mathematical model of Romelt process,” Stal’, No. 2, 71–76 (2000).
A. V. Balasanov, Yu. S. Kolesnikov, V. E. Lakherzak, and A. B. Usachev, “Mechanism of iron smelting reduction with solid carbon,” Bull Chermetinformats., No. 7, 10–13 (2005).
V. A. Romenets, Romelt Process [in Russian], MISiS, Moscow, Publishing House “Ruda i Metally” (2005).
G. S. Sborshchikov and A. Yu. Terekhova, “Structure of the tyuere zone of a tank furnace with a bubbling layer and gas delivery through a tuyere located on the side wall below the level of the molten glass,” Steklo i Keram., 1–4 (2017).
G. S. Sborshchikov and A. Yu. Terekhova, “Selection of the optimal air heating temperature for glassmaking tank furnace,” Steklo i Keram.,74, No. 1-2, 18–19 (2017).
A. B. Usachev, V. E. Lekherzak, and A. V. Balasanov, “Iron reduction in the Romelt process,” Chern. Metall., No. 12, 13–20 (2000).
L. V. Gurvich, I. V. Beitz, V. A. Medvedev, et al., Thermodynamic Properties of the Individual Substances, Reference Edition in 4 Vol., Nauka, Moscow, 1982.
L. V. Gurvich, I. V, Veitz, at al., Thermodynamic Properties of Individual Substances, Fourth Edition in 5 Vol., Vol. 1, No. 2, Hemisphere Pub Co., NY (1989).
L. V. Gurvich, V. S. Iorish, et al., IVTANTHERMO – A Thermodynamic Database and Software System for the Personal Computer, User’s Guide, CRC Press, Inc., Boca Raton (1993).
V. S. Iorish, G. V. Belov, and V. S. Yungman, Software Complex IVTANTHERMO for Windows and its Use in Applied Thermodynamic Calculations [in Russian], Preprint No. 8-415, Joint Institute for High Temperature of RAS, Moscow (1998).
G. P. Dukhanin and V. A. Kozlovtsev, Thermodynamic Calculations of Chemical Reactions: Textbook [in Russian], VolgGTU, Volgograd (2010).
V. G. Levich, Physico-Chemical Hydrodynamics [in Russian], Fizmatgiz, Moscow, 699 (1959).
A. K. Zaitsev, N. V. Krivolapov, and V. S. Valavin, “Calculations of equilibrium of metal-slag-gas applied to Romelt process,” Izv. Vyssh. Ucheb. Zav. Chern. Metallurg., No. 5, 3–8 (2002).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Metallurg, Vol. 64, No. 3, pp. 46–50, March, 2020.
Rights and permissions
About this article

Cite this article
Sborshchikov, G.S., Petelin, A.L. & Terekhova, A.Y. Increasing the Specific Performance of Romelt Furnace. Metallurgist 64, 208–213 (2020). https://doi.org/10.1007/s11015-020-00985-y
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11015-020-00985-y