
This paper discusses the algorithms used for diagnostics and automatic adjustment of the parameters for non-destructive monitoring of the properties of rolled metal at the Vyksa Production Site. We describe the results obtained, in addition to the levels of monitoring for the status of the certification system.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Since June 2016, run-of-the-mill rolled metal from the Casting and Rolled Metal Facility (LPK) at the Vyksa Metallurgical Plant (Vyksa, Nizhnii Novgorod Oblast) manufactured in compliance with all process requirements been certified for conformance of mechanical properties to technical specifications based on data provided by a non-destructive statistical monitoring system (without performing direct tests). Run-of-the-mill rolled metal is produced using steel of all grades other than “special steel.” Approximately 80% of LPK production volume consists of run-of-the-mill steel.
The monitoring system currently used—the Automated System for Certification of Metal Mechanical Properties (ASCMMP)Footnote 1 — was developed internally by the VMZ JSC Engineering Technology Center Mathematical Simulation Department. The system uses linear regression equations to determine a variety of target statistics (rolled metal properties) as a function of the rolled-metal production parameters (heating temperature, chemical composition of metal, reduction modes, etc.). The total metal certified using ASCMMP totaled 800,000 metric tons by late 2017. The system provides data on the mechanical properties of over 150 hot-rolled coils per day, in 25–30 batches, with each batch issued its own certificate.
According to Company standards, the first and last coil in each batch are individually tested for their mechanical properties. This testing is accomplished by unrolling 4 m from the end of the coil, and then cutting a piece off; a templet is then collected for specimen preparation and chemical analysis, and the remainder of the cropped portion is used as feedstock for remelting. Depending on the requirements of the technical specifications, 3–10 samples are prepared from the templet for testing of mechanical properties and a microstructure analysis.
The ASCMMP enables us to reduce costs for sample fabrication and the number of cropped ends. Every 10th batch of coils is required to undergo direct testing. The results of these tests are used to verify the predicted properties and adjust the regression equations. In practice, the certification efficiency is somewhat lower than 90%, since the system requirements state that any metal for which non-conformances from procedure occurred during production, or for which the properties subject to certification did not fall within the confidence interval, must be submitted for direct testing along with the test batches of rolled metal discussed above.
Since statistical methods are used for bulk certification of metal, the system predictions must meet even stricter accuracy requirements. Industry standard OST 14-1-34-90, Statistical Acceptance Control of Metal Products Based on Inter-Parameter Correlations, which was used as a basis for development of the ASCMMP, describes the conditions requiring adjustment of the regression equations, but do not specify the methods to be used for such adjustment. From early 2017 to date, the ASCMMP system has employed over 80 equations, which can be used to calculate the properties of more than 12 grades of steel. Verification of non-conformances against tolerances and adjustment of these equations is a continuous process that is very labor-intensive in manual mode, so the VMZ JSC Engineering Technology Center Mathematical Simulation Department was requested to develop an algorithm to automate this process.
Initial control of input data. In order to reduce the risk of a customer receiving metal whose mechanical properties were incorrectly calculated using ASCMMP, the data to be processed undergo three levels of control: Initial control, process control, and output control. The control levels and error types are listed in Table 1.
The LPK automation system collects multiple parameters describing the smelting, treatment, pouring, and rolling processes on a second-by-second basis and stores them in an integrated database, but, as in any system, failures may occur in the process of obtaining and recording this data, leading to errors. These errors are detected during initial control of the input data. Approximately 200 parameters are currently used by ASCMMP, and the number of parameters used continues to increase. Initial control is used to verify the parameters are appropriate prior to selection from the database, specifically targeting empty values and values that are clearly erroneous (improbably large or small). This also includes searching for statistical outliers beyond the control limits and quartile boundaries based on a long-term analysis of each variable, as well as assessing the results of multivariate control using Hotelling statistical limits and the procedures described by Klyachkin,Footnote 2 which enables assessment of outliers via multivariate statistics. Depending on the settings used in ASCMMP, statistical outliers might not be removed during the data collection phase, but will eventually be caught by stricter control (narrowing the range of numbers accepted).
Process control begins after the records with unrealistic values are removed. During this control step, data are collected, and the parameters obtained are validated for conformance to specifications and current process flow charts. Any non-conformances from required rolled metal production procedures that are identified lead to denial of automatic certification, unless otherwise specified for certain special cases.
Output control is applied to all records that have passed these filtration levels and therefore been used for calculation of predicted properties. The statistical parameters of the regression equations are used to calculate the shrinkage factor applied to the confidence-interval limits for acceptance of calculated values during output control. The predicted values are then compared against these limits; values that are within the stated limits are then submitted to the certification system. Note that metal produced to certain specifications is permitted to have a limited number of non-conformances in which the mechanical properties exceed control limits. If the number of such non-conformances in a batch remains within specified limits, the metal is declared suitable for use, and the non-conformances observed are reported as being within nominal limits.
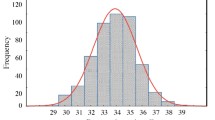
Thus, each calculated property passes through three control levels, in any of which a non-conformance can be identified, leading to a series of non-conformances and refusals to certify. Each non-conformance is logged independent of previous non-conformances, thereby enabling the production and certification history of each coil to be viewed across the entire process step. A sample of the information logged for all control errors by the ASCMMP since early 2017 is provided in Fig. 1.

Sample information logged for all control errors by ASCMMP since early 2017.
The data in Fig. 1 clearly indicate that the largest number of non-conformances identified during control was for the mechanical property “impact strength.” This is apparently because this property depends on the second parameter on the list (“temperature prior to finishing train”). Non-conformance with respect to the specified temperature range due to process imperfections will cause that parameter to fail certification during the process-control phase. Generally speaking, such failures occur at a rate of 1–15%, depending on the grade of steel.
Reasons for reduced predictability. Even a stable process is affected by time variations in the mean values for various process statistics. These variations occur due to seasonal variations in shop air temperature, natural wear and tear on equipment, different settings on production machinery assemblies after repair work, and human error. Since the multiple linear regression equation describing any given rolled-metal parameter as a function of production mode is only approximate in nature (as indicated by the fact that the multivariate correlation coefficients of these equations are different from unity), these variations mean that the predicted values may differ from the actual values, thereby causing significant cumulative error. This error may either be a one-time error, leading to episodic outliers in the calculated properties, or a systematic error that shifts the mean predicted values of the rolled-metal properties away from the actual values.
A reliable automatic certification system must support timely detection of such shifts and enable adjustment of the system equations to eliminate any potential errors in the calculated values.
Data preparation for control. In order to track the current calculation error, 10% of the metal batches certified using ASCMMP are submitted for verification through direct testing. According to established procedure, two random coils in the control batch will be used for templet collection and sample fabrication. The actual mechanical properties obtained during the control procedure are compared against the calculated values, and the resulting difference is used to test the statistical significance of the error using the method specified in OST 14-1-34-90.
In order to more rapidly obtain data on shifts in the predicted results, the VMZ JSC Engineering Technology Center Mathematical Simulation Department developed a methodology that used direct tests of batches of metal rejected for automatic certification during the data collection phase in addition to the control-group direct tests. For each type of non-conformance leading to denial of automatic certification (see Table 1), criteria were identified to determine whether the results from direct testing of the batches involved could be used to adjust the free term in the regression equations. It turned out that nearly all the calculated mechanical properties of rolledmetal batches produced with slight deviations from the required process and of batches which did not undergo control during the acceptance-data comparison phase. Collection of these additional data enabled us to use over 60% of the direct-test results obtained for batches denied automatic certification by ASCMMP, and this significantly accelerated collection of the data required for adjustment of the deviations in the predicted mechanical properties.
Since the method described in the industry standard for identifying non-conformances only enables us to detect a shift in the mean value of a predicted value after the fact, the ASCMMP control system was modified to include the method described in GOST R 50779.42-99, Shewhart Control Charts, for detecting non-random non-conformances in the difference between calculated and actual values, in order to increase the reliability and detect shifts that could potentially lead to a statistically significant shift. Use of this method enabled us to identify cases in which external effects had an impact on the rolled-metal production process, and then eliminate these effects during visual monitoring of ASCMMP operations.
An automatically generated sample diagram comparing the calculated and actual results for the control coils is shown in Fig. 2. A control chart of the individual values generated using the same data is shown in Fig. 3, with the special structures marked. Per the cited GOST standard, these special structures indicate potential nonrandom process deviations—in this case, potential deviations from the hot-rolled-metal production process that have an effect on the mechanical properties and microstructure parameters. The x-axis in Figs. 2 and 3 indicate the numbers of the control coils, while the y axis is ultimate strength in N/mm2.

Sample diagram for calculated and actual mechanical properties of 22GYu steel used by ASCMMP operator for visual control.

Control chart of non-conformances between calculated and actual properties of 22GYu steel indicating detection of a potential external effect (numbered points) on the process.
In Fig. 3, the numbers beside the points on the graph indicating the type of effect identified have the following meanings:
Type | Description of potential structures |
|---|---|
1 | Point beyond three standard deviations |
2 | 9 points in a row within ±1 std. dev., or on the same side of the central line |
3 | 6 increasing or decreasing points in a row |
4 | 14 alternately increasing or decreasing points |
5 | 2 of 3 successive points beyond ± 2 std. dev. on same side of central line |
6 | 4 of 5 successive points beyond ± 1 std. dev. on same side of central line |
7 | 15 successive points within ± 1 std. dev. above and below central line |
8 | 8 successive points on both sides of central line beyond ± 1 std. dev. |
Automatic adjustment of coefficients of equations. The large volume of certification work implies that continuous tracking of deviations in the properties predicted by the regression equations is required. The industry standard governs cases where the error in the equations can be eliminated by adjusting the free term in the multivariate linear regression equation, as well as cases where certification must be completely halted and the form of the function used in the equation modified.
Performing these adjustments manually is inefficient, since it is difficult for a person to monitor continuously-received data. Excessively frequent adjustment leads to numerous interruptions of certification unless the regression equation is adjusted or the statistical control system is made less strict. In order to deal with this phenomenon, an algorithm to automatically adjust the free term was implemented in ASCMMP. The system collects direct test data at a pre-specified time interval during performance of the previously referenced control levels, and calculates the t-test value for the cumulative error for the current value of the adjustment.
If the criterion complies with requirements, the correction from the free term is adjusted by an amount equal to the mean deviation for the most recent period specified in the software settings. This operation does not require human intervention, and the operator merely receives a system notice that the adjustment has been made. A sample of the final adjustments made to the free term by the control system is provided in Table 2. The supplementary filters (if any) applied at the input control level are listed in brackets beside the name of the equation involved.
A special alarm notifies the system operator in the event of any situation requiring interruption of certification and complete recomputation of the equation. Certification is interrupted, new data are collected, a new regression equation is obtained, and the new equation is entered into the system automatically using a special ASCMMP procedure provided for this specific purpose; however, this procedure can only be authorized by the operator, and is performed in manual mode.
Following calculation of the new equation, the operator inspects a graph of the equation, and reviews several test calculations of the properties using the equation. If there are no apparent discrepancies, the ASCMMP starts using the revised equation in place of the new equation when approved by the operator. If the response is timely, and enough direct-test results are available, the interruption in the certification process is brief, and there are virtually no delays in certification of the rolled metal batches.
Conclusions
The work performed here improved the VMZ JSC statistical control system by introducing control of input and output data into the ASCMMP in all phases of the certification process.
This multi-level control of the input and output data enabled us to automate the process of adjusting the regression equations used to predict the mechanical properties and microstructure of rolled coil. Automation of the continuous statistical control system at the Vyksa Production Site enabled us to improve the response time for responding to changes in hot-rolled product manufacturing processes and to improve the reliability of ASCMMP results.
One additional benefit was that the system can be used to determine the hypothetical impact of factors not taken into account on rolled-metal fabrication processes by plotting a control chart for the differences between the calculated and actual values of the mechanical properties prior to occurrence of an actual discrepancy requiring adjustment of the equations.
Automation of the process for adjustment and revision of the equations has virtually eliminated interruptions in certification, and reduced the number of direct tests performed during such interruptions.
Thus, the use of diagnosis and automatic adjustment algorithms enabled us to improve ASCMMP reliability by reducing dependence on the human factor, improve calculation accuracy via continuous adjustment of the regression equations, and increase the fraction of metal certified by reducing the duration of automated statistical control system shutdowns.
Notes
O. S. Khlybov, D. V. Khrameshin, and Z. K. Kabakov, “Development and implementation of automatic system for mechanical-properties-based certification of metal at Vyksa Production Site,” Metallurg, No. 8, 14–20 (2017).
V. N. Klyachkin, Statistical Control Models and Methods for a Multivariate Manufacturing Process [in Russian], Fizmatlit, Moscow (2011).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Khlybov, O.S., Khrameshin, D.V. & Kabakov, Z.K. Diagnostic and Automatic Adjustment Algorithms for a Non-Destructive Statistical Monitoring System for the Mechanical Properties of Hot-Rolled Metal Stock. Metallurgist 62, 627–633 (2018). https://doi.org/10.1007/s11015-018-0701-3
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11015-018-0701-3