
The effect of heat treatment on structure and mechanical property formation for bronze BrNKhK is considered. Results of research are provided for improving the strength and elasticity of the alloy by optimizing heat treatment regimes. The data presented point to a significant effect of aerothermoacoustic treatment on the structure and the possibility of improving bronze mechanical properties both for coldrolled bronze BrNKhK, and with use of aerothermoacoustic treatment after aging.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
The main property of spring materials is good resistance to small plastic deformation under conditions of short-term (elastic limit) and prolonged (relaxation resistance) loading. These properties depend on material structure and composition and may be obtained for precipitation hardening alloys. An increase to small plastic deformation for these alloys is connected with a change in matrix sub-structure and with the blocking action of excess phase particles. Additional strengthening may be achieved as a result of alloy plastic deformation after hardening followed by ageing.
In achieving the optimum combination of strength and ductility properties, heat resistance, thermal and electrical conductivity, alloy BrNKhK becomes one of the most promising materials for extensive purposes, which makes it possible to use it in electrical engineering, electronics, instrument building, and other scientific branches of industry, including as a spring alloy. In a number of works [1], it is noted that alloy BrNKhK may entirely replace cobalt- and nickel-beryllium bronzes, much more expensive ad in short supply.
Nickel-chromium-silicon bronze BrNKhK 2.5–0.7–0.6 is classified as a moderately precipitation hardening alloy strengthened by a scheme: quenching (heating temperature 900–1000°C, water cooling) with formation of supersaturated solution + cold plastic deformation (ε = 60%). Subsequent ageing provides decomposition of supersaturated solid solution, and in this case there is formation and growth of individual excess phase precipitates. The recrystallization temperature for bronze BrNKhK is 500°C, and ageing is performed at below the recrystallization temperature. The rate of precipitated phase growth is controlled by the volumetric diffusion coefficient within the matrix lattice. According to data in [2], strengthening of the alloy in question occurs with presence of two intermetallic compounds, i.e., chromium and nickel silicides Cr3Si and Ni2Si. During crystallization in the process of ingot solidification, chromium is separated in free form as finely dispersed particles, which enter into reaction with silicon within the alloy and as a result form chromium silicide [2]. During subsequent heat treatment (HT) and plastic treatment, the amount of chromium silicide particles remains unchanged, and only their shape and size may vary.
In contrast to chromium silicide, as a rule, nickel silicide forms during ageing [2]. Additional ageing of bronze at 440–480°C facilitates an increase in the amount of coarser particles (more than 5 μm), round and rectangular without a change in chemical composition. Fine particles are enriched with nickel of the composition Si (Cr, Ni)3 and copper. During ageing, the matrix (α-solid solution) is additionally impoverished in chromium, and the nickel content remains almost at the previous level. In bronze BrNKhK, the phase composition is complicated due to presence of non-equilibrium intermediate phases formed during ageing.
Within the scope of the work for improving the production process for spring manufacture from bronze BrNKhK, by the Astrinsplav SK (Moscow) test batches of wire were prepared 3.5 mm in diameter. Test development of HT regimes and combined treatment during spring manufacture from alloy BrNKhK was performed at the NPP Spring Center enterprise (St. Petersburg).
A study of the possible application of combined aerothermoacoustic treatment was conducted by Ustinov Baltic State Technical University VOENMEKh. Introduction of screw compression springs made from alloy BrNKhK is planned in a ship fitting of the Armalit Engineering Plant where they are a composite component working element of irreversible and protective valves, for which specifications are laid down for cyclic endurance and operation in a corrosive medium (sea water).
In this work, the effect of HT regimes and aerothermoacoustic treatment (ATAT) [3] on the mechanical properties, microstructure, and phase composition of alloy BrNKhK were studied. ATAT is an organized specific example of heat treatment in a powerful acoustic field in the sound frequency range, with simultaneous action on metal of a gas stream in the range of velocity from tens to hundreds of meters per second. The technology for using ATAT under industrial conditions requires a separate location and presence of a gas stream generator, a working gas flow rate 0.08–0.8 kg/sec, a discrete radiation spectrum, a large size generator 800 × 400 × 300 mm, unit weight not more than 100 kg, working temperature from 20 to –20°C, and pressure in the receiver 0.2 MPa; electric furnace supply 220 V.
According to the Astrinsplav SK certificate (ТU 48-21-569–77), wire of bronze BrNKhK 2.5–0.7–0.6 ∅3.5 mm has the following chemical composition, wt.%: Cr 0.85, Si 0.63, Ni 2.65, and mechanical properties: ultimate strength 650 MPa, relative elongation 2%.
The chemical composition of particles precipitated during crystallization and from solid solution, and also the bronze matrix, were evaluated on the basis spectral analysis results obtained by means of a scanning electron microscope with a PHENOM Pro X integrated EDS system, and phase size was determined by means of the microscope. Mechanical properties were determined with static tensile tests in a Shimadzu AGX-100kN machine. Alloy microstructure was studied by means of DSX 510 OLYMPUS optical microscope.
Research results. In order to provide the required set of mechanical properties for alloy BrNKhK making it possible to use it as a spring material, it is expedient to evaluate the effect of ageing regimes (soaking temperature and time) on alloy properties in a cold condition. For this purpose, specimens were prepared from bars of BrNKhK ~5 mm in diameter (original condition: quenching + cold plastic deformation) aged at 440°C with soaking for 1.5–3.0 h. Results of mechanical tests for bronze BrNKhK in the as-supplied condition (original condition) and after HT by the regime described above are given in Table 1.
As is seen from the data provided, in the original condition alloy BrNKhK has an inadequate level of strength and ductility (σu ≤ 700 MPa; δ ≤ 3.5%). The most significant increase in mechanical properties (resistance to low plastic deformation) is provided with performance of ageing at 440°C with soaking for 2.5 h. With a subsequent increase in soaking during ageing for 3 h, the ultimate strength increases somewhat, but there is a reduction in the value of σ0.005 to 757 MPa. From mechanical test results provided in Table 1, it follows that the best values of σ0.2 and σ0.05 corresponded to ageing by a regime: temperature 440°C soaking 2.5 h. This regime is also selected as the standard (SHT) in the production of screw springs of alloy BrNKhK (see Table 1).
The possibility of studied in this work of improving BrNKhK mechanical properties in the original condition and after ageing by using ATAT [3]. In the as-supplied conditions, bars of bronze were subjected to ATAT by regime A1: heating 150–170°C, soaking 10–12 min, cooling in the resonator unit for 10 min, simultaneous action of an air stream and acoustic field of the sound frequency range.
The mechanical properties of cold-rolled specimens after OC + ATAT are given in Table 1. As a result of treatment, alongside an increase in ultimate strength by ~30%, there is an increase in the value of σ0.2, and in this case alloy ductility is almost unchanged. Repeated treatment by regime A1 (regime A2) hardly changed the value of σf and ductility, but reduced the value of σ0.2. ATAT as an additional treatment was not only before, but after ageing the bronze. Treatment regimes by schemes A3–A9 and mechanical properties of bronze BrNKhK after treatment by these schemes are provided in Table 2.
The use of ATAT by regime 1 before ageing (regime A3, Table 2) at 440°C for 2.5 h provides a possibility with retention of strength and elasticity to improve ductility (up to δ = 5.7%, regime A3, Table 2). Regime A4 (A1 after ageing at 440°C, 3.0 h) leads to a reduction in mechanical properties, but additional repeated treatment by regime A1 (regime A5) provides an increase in all mechanical properties compared with the previous treatment version by regime A4 and a regime only with HT, and in this case the most marked increase is in ductility. Treatment by regime A6, intended for use of treatment A1 both before and after ageing by regime of 440°C, 2.5 h, does not lead to an increase in strength properties compared SHT, and only ductility improves. Additional treatment by A1 after regime A6 (regime A7) provides the greatest increase in strength (compared with SHT and all the previous versions using ATAT) and quite a good level of ductility (δ = 7.5%), which exceeds by a factor of two the level of ductility for metal after SHT.
Treatment regimes A8 and A9 are interesting. The properties obtained by treatment regime A8 is close to those for alloy regime A6, and with treatment of bronze by regime A9 its properties, surpassing in values strength and ductility for treatment by regime A7, exceed the value of σ0.005 by ~20 MPa (see Table 2). The properties of bronze BrNKhK treated by regime A9 are also above those obtained after SHT.
The microstructure of bronze BrNKhK in the original condition, after HT, and additional ATAT performed by the regimes indicated in Tables 1 and 2 were studied in this work.
The structure of alloy BrNKhK in the original condition, i.e., after quenching and cold plastic deformation, is shown in Fig. 1: grains of solid solution and inclusions of phases of different degree of fineness are deformed (extended) in the main tensile deformation direction. In polycrystalline metal, each grain deforms under action applied external loads with simultaneous interaction with neighboring grains. In this case, neighboring areas of a single grain may rotate in opposite directions or to a different extent in one direction [4]. As a result of this, individual areas within a grain may be turned by tens of degrees. In this stage, deformations bands (DB) are formed, within which the orientation of areas varies insignificantly, but they are turned by greater angles with respect to neighboring analogous areas of the same crystal (see Fig. 1). Boundaries between neighboring DB are transition bands (TB) within which orientation changes from one DB to a neighbor. In analyzing the microstructure of TB it is seen either in the form of thin lines or in the form of boundaries of regions of different contrast, and in this case it cannot be distinguished from extended grain boundaries. Both forms of TB are shown in Fig. 1, and also fault bands (FB), when the orientation of the lattice is identical over both sides of a DB. Shear bands are also present within the microstructure, i.e., SDB (areas of strong localization of shear deformation). An SDB is a system of parallel bands arranged at an angle of 30–40° to the rolling direction. Shear band formation commences from grain boundaries over crystallographic planes. Shear bands, in contrast to TB may intersect grain boundaries. Localization of deformation occurs over grain boundaries. Separation of dispersed phases is observed in TB and fault bands.

Macrostructure of cold-rolled bronze BrNKhK in original condition (a, b) and after additional ATAT (c, d).
Specimens of one batch of bronze with identical treatment regimes in the original condition may have significant mechanical property scatter. Within the structure of a specimen, after original treatment (see Fig. 1a) dark inclusions are present: coarse round shapes with a size of ~5 μm, and finer shapes with a size of 1–2 μm; light phases are ductile (~1–10 μm, thickness ~2 μm) and inclusions of round shape orientated in the rolling direction (see Fig. 1b). The microstructure of a section is shown in Fig. 1b etched with the aim of revealing precipitated phases. The structure of bars in the original condition is not uniform.
After additional ATAT of bronze by regime A1, in microsections of longitudinal and transverse sections dark and light colored inclusions are present, but are finer and uniformly distributed within material (see Fig. 1c, d), which provides a better set of mechanical properties for bronze BrNKhK after additional treatment (see Table 1).
After ageing at 440°C, 2.5 h (SHT), for the alloy structure (longitudinal microsection) there is typically presence of deformed solid solution grains, within which processes of recovery and partial polygonization are observed (Fig. 2a), and alongside fine phases some increase is observed in the size of coarse (dark colored) inclusions and fine (light) inclusions. After ageing for 2.5 h, within the alloy structure compared with the original condition there is an increase in the overall amount of phases that provide strengthening (see Table 2). In a transverse section, close to some solid solution grain boundaries light zones are seen, free from precipitates, i.e., in these zone there is solid solution decomposition (Fig. 2b). In some sections, phase precipitation is observed directly at a grain boundary, but alongside is a boundary zone free from precipitates. Often, the reason for appearance of zones free from precipitates is impoverishment of boundary zones in vacancies due to outflow at a grain boundary and impoverishment of a boundary zone in components entering into the composition of phases precipitated over grain boundaries [4]. An increase in ageing duration to 3 h leads to a reduction in σ0.005 that is connected with subsequent coarsening of phases (see Table 2).

Microstructure of bronze BrNKhK after ageing at 440ºC (a, b) and also after supplementary ATAT performed before and after ageing (c–e – over-etched microsection).
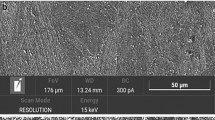
The microstructure of bronze BrNKhK after ageing at 440°C (inclusion dimensions) is given in Fig. 3a, b. The chemical composition of particles separating during alloy crystallization and during ageing (440°C, 2.5 h) from the bronze matrix solid solution is given in Table 3. The area of recording a spectrum is noted in the microstructure by check-marks (Fig. 3c, d). On a background of solid solution round and lamellar shaped particles are seen whose size varies from 5.89 μm to 915 nm, and finer (see Fig. 3a, b).

Microstructure of bronze BrNKhK after ageing at 440ºC (a, b) and area of recording spectrum (c, d).
According to microanalysis, coarse round particles are compounds of chromium with silicon, i.e., Cr3Si, alloyed with copper and with a small amount of nickel. Inclusions may contain iron (see Table 3). Extended lamellar particles contain les chromium, and their composition is close to Cr2Si, but they include copper and nickel, and copper in a markedly greater amount. Data in Table 3 point to marked impoverishment of chromium solid solution after ageing. Bronze ageing facilitates an increase in size of the coarsest particles (up to 5.89 μm), round a rectangular (see Fig. 3a, b). Small particles are enriched with nickel to the composition ~Si (Cr, Ni)3, and also with copper (see Table 3). A greater nickel content, i.e., up to 5.57% and a reduction in chromium content within the limits 43.35 to 11.19% is typical for both fine inclusions and for inclusions of lamellar shape. The chemical analysis results obtained for phase composition agree to a significant extent with published data [2]. The microstructure of alloy after ATAT, realized by regime A7 (Table 2), is given in Fig. 2c–e.
After ATAT, there is a reduction in grain size and many precipitated phases are refined. Within the alloy structure, clearly deformed interfaces are observed between grains. The structure-sensitive mechanical properties depend not only on cell size, but also on the misorientation angle between neighboring grains. In grains of bronze after ATAT, a considerable amount of scatter bands is observed, which alongside shear bands may be centers for recrystallization. In some grains, partial recrystallization is observed, whose centers are sub-grains formed with polygonization. After ATAT, within the alloy structure (transverse microsection) zones are absent over grain boundaries free from precipitates (see Fig. 2e, d).
ATAT facilitates refinement of grain size, including as a result of partly occurring recrystallization processes, which is possible within the alloy structure with low packing defect energy that relates to copper. After ATAT, the degree of phase dispersion is greater, precipitating both during crystallization and during ageing, and therefore more uniform solid solution decomposition including over grain boundaries that provides an increase in bronze strength and elasticity properties. An increase in bronze ductility prevents the danger of defect development during manufacture of the elastic elements of objects.
Conclusions
-
1.
The results of studying mechanical properties of specimens of cold-deformed alloy BrNKhK, subjected action of aerothermoacoustic treatment has demonstrated the possibility increasing values of σ0.005 and σ0.2 by 25 and 30%, respectively.
-
2.
Aerothermoacoustic treatment of BrNKhK implemented before and after ageing (440°C, 2.5 h) provides grain refinement and increases the misorientation of crystal lattices, the fineness of phases precipitated both during crystallization and during ageing, avoids inhomogeneity for solid solution decomposition, and makes it possible simultaneously to improve alloy strength and ductility properties.
References
N. T. Kareva, Yu. D. Koryagin, and G. I. Medvedeva, “Effect of different ageing regimes on the properties of alloy BrNKhK,” Izv. Vyssh. Uchebn. Zaved., Tsvet. Met., No. 6, 64–68 (1985).
N. T. Kareva and Yu. D. Koryagin, “Effect of heat treatment regimes on the structure of bronze BrNKhK,” Vestn. YuUrGU, Ser. Metallurg., 15, No. 4, 84–88 (2015).
G. A. Vorob’eva and V. N. Uskov, Aerothermoacoustic Treatment of Steels and Alloys, BGTU, St. Petersburg (2012).
I. I. Novikov, Metal Heat Treatment Theory, Metallurgiya, Moscow (1986).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Metallurg, No. 3, pp. 89–94, March, 2018.
Rights and permissions
About this article

Cite this article
Vorob’eva, G.A., Remshev, E.Y., Danilin, G.A. et al. Effect of Heat and Aerothermoacoustic Treatment Regimes on Bronze BrNKhK Structure. Metallurgist 62, 289–295 (2018). https://doi.org/10.1007/s11015-018-0658-2
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11015-018-0658-2