
Actual information is provided about formation of structural defects typical for highly-alloyed titanium alloys, i.e., α-phase precipitate-free zones. The effect of these defects on the mechanical properties of pseudo β-titanium alloys is considered. The structure is studied for a new pseudo β-titanium alloy VT47 and a correlation is established for mechanical properties and presence of these zones within the structure. x-Ray microanalysis is used for an analytical study of the local chemical composition of alloy VT47 that makes it possible to establish that formation of precipitate-free zones the main and most important features is not connected with the different chemical composition in in the test ranges of alloying element concentration for the zones themselves and areas adjacent to them.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
The main and most important feature of pseudo β-titanium alloys is good ductility making it possible to manufacture thin section semiproduct from them (sheet, strip, foil bar, wire) in a cold condition with a significant degree of deformation. This conveniently separates them among many high-strength alloys of the (α + β)-class [1,2,3]. This feature provides the possibility of obtaining on cooling from a temperature above the polymorphic transformation temperature (Tpt) structure consisting entirely of β-phase. The possibility of performing a complete heat treatment strengthening cycle for semiproduct in a vacuum or argon-vacuum furnaces provides preparation of alloys with high strength and retained ductility and impact strength at the required level, and also good operating properties and prolonged operating capacity.
A set of properties for pseudo β-alloys making it possible to use them for objects of the aerospace branch, and good corrosion resistance in sea water provides their successful industrial use in the oil recovery industry as a material for preparing high-pressure pipeline systems, borehole pipes, and subsidiary equipment [4].
Research was conducted on cold-rolled sheet 1.2 and 2.3 mm thick of a new high-strength high-tech pseudo β-titanium alloy grade VT47 of the Ti–Al–Mo–V–Cr–Fe alloy system microalloyed with REM (yttrium) [2, 5,6,7,8]. In order to prepare sheets, a test ingot was produced weighing 1.5 tons manufactured under VSMPO-AVISMA Corporation industrial production conditions.
Research was conducted on cold-rolled sheet 1.2 and 2.3 mm thick of a new high-strength high-tech pseudo β-titanium alloy grade VT47 of the Ti–Al–Mo–V–Cr–Fe alloy system microalloyed with REM (yttrium) [2, 5,6,7,8]. In order to prepare sheets, a test ingot was produced weighing 1.5 tons manufactured under VSMPO-AVISMA Corporation industrial production conditions.
In summarized form, the production scheme for preparing sheet consists of the following operations:
-
1)
several all-round forgings of an ingot into slab with a gradual reduction in deformation temperature;
-
2)
slab hot rolling with high degrees f deformation in order to prepare semiproduct 16 mm thick;
-
3)
hot rolling for subsequent reduction in sheet thickness from 16 to 3 mm;
-
4)
sheet heat treatment with the aim of fixing metastable β-phase;
-
5)
sheet surface treatment;
-
6)
cold rolling into the final thickness; and
-
7)
sheet smoothing and final grinding.
Sheets 1.2 mm thick were prepared by an additional hot rolling operation before final cold rolling.
Workpiece heat treatment was performed according to PI 1.2A.550-2000 in a laboratory vacuum furnace for heat treatment (HT) of titanium alloys with a degree of vacuum not less than 1·10–4 mmHg. Charge cooling was carried out in a vacuum.
Mechanical properties were determined according to GOST 11701 in a Zwick/Roell Z100 test machine in transverse specimens with respect to the rolling direction.
Microsections for metallographic study were prepared by a standard procedure followed by etching in an aqueous solution of fluoric and nitric acids (5 ml HF, 15 ml HNO3, and 80 ml H2O).
Metallographic study of specimens was conducted according to PI 1.2.785–2009 in a Olympus GX51 inverted microscope using a digital image receiver. A study of the fine structure and determination of the local chemical composition was carried out according to GOST 22309–2015 in a Zeiss EVO MA 10 (Carl Zeiss, Great Britain) scanning electron microscope fitted with an X-Max (Oxford Instruments, Great Britain) energy-dispersion spectrometer using calibration for a certified standard. The range of recorded elements for qualitative analysis, i.e., from Be (atomic number Z = 4) to U (Z = 90), and for quantitative analysis, from Na (Z = 11) to U (Z = 92). The locality of the analysis was 1 μm2, and the depth was 1 μm. Microhardness was determined in a Qness Q10A microhardness meter according to GOST 9450 by impression of a four-sided diamond tip of pyramidal shape with a load of 50 gf.
Experimental results and discussion. Questions of formation and overcoming defects and inhomogeneity of various types is one of the most importnat areas for all titanium alloys, at least in the stages of test development of technology for preparing semiproducts and the initial stages of approval on an industrial scale. The most widespread defects concern those formed during ingot vacuum-arc remelting (inclusions of gas-saturated lumps of titanium sponge, fragments of hard alloy plates inclusions of molybdenum and other refractory alloying elements, “soft” inclusions with a high titanium content), and with subsequent thermomechanical treatment (traces of intense metal flow, a coarsely overheated or different grain structure, and cracks and pores of deformation origin).
It is noted that in industrial production from the middle of the last century as technology improved for producing titanium sponge, master alloy, and melted ingots the relative proportion of defects in the form of different types of inclusions gradually decreased. Therefore, towards the start of the 1970s one of the main forms of defects was local chemical inhomogeneity, which cannot be recorded by ultrasonic or x-ray monitoring, and is in the form of structural inhomogeneities. These inhomogeneities on a background of the coarse structure of wrought semiproducts are poorly noted, and on a background of a fine-grained macrostructure of material stampings wrought in the α + β-region they are observed in the form of light or dark spots [9].
It is assumed that presence of local chemical inhomogeneity, formed during ingot melting, is mainly connected with deviations in the subsequent deformation process and recrystallization within semiproducts as a result of which there is formation of a nonuniform macro- and microstructure with a clearly defined local difference in grain size, banding, stagnant zones, and other defects. During subsequent HT, chemical inhomogeneity is directly or indirectly (due to nonuniform deformation) may have an effect on formation of local zones with a different structure and secondary precipitate morphology.
According to a number of researches [10], formation of zones free from precipitates in heterogeneous (α + β)-alloys may also be caused by diffusion of α-stabilizers (Al and O) within particles of grain boundary or adjacent α-phase. In this case, boundary volumes of matrix β-phase appear to be impoverished in these elements, which as a result leads to formation of boundary zones with a lower proportion of strengthening precipitates and correspondingly lower hardness. However, zones whose formation is due to occurrence of diffusion processes as a rule have small dimensions in view of the limited rate of alloying element diffusion, which is connected with the actual HT temperature and time parameters used in industry.
As mentioned previously, for highly alloyed materials based on β-phase there is typically formation of defects of certain type. During ingot melting, the defects encountered most often are the so-called “β-flakes,” i.e., often with an increased β-stabilizer content and a reduced aluminum content compared with basic metal [11]. These defects are clearly seen in the microstructure of semiproducts deformed in the upper temperature range of the (α + β)-region. They have significantly increased dimensions of primary β-grains. According to metallographic studies of the microstructure of β-flakes in alloy Ti–10V–2Fe–3Al, it is noted that for them there is also a typically marked reduction in the amount of primary α-phase. As a rule, defects of a similar type have size in the millimeter range and larger. In a number of cases string liquation of β-stabilizers with high diffusion mobility (for example, Fe) is observed.
All of this also relates to pseudo β-titanium alloy with a high degree of alloying, having its own production features. For alloys based on β-phase, structural defects are typical in the form of zones free from secondary α-phase precipitates (PFZ). These zones may only be revealed after carrying out strengthening HT and are characterized by complete or almost complete of α-phase precipitates within them. The possibility of forming these defects is revealed for many highly alloyed industrial titanium materials: Ti–15–3 (Ti–15V–3Cr–3Sn–3Al), Beta C (Ti–3Al–8V–6Cr–4Mo–4Zr), DAT51 (Ti–22V–4Al), and those similar to them [12,13,14].
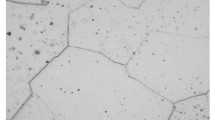
During treatment by HT strengthening regimes (SHT) for alloy VT47, it is detected that selection of production parameters within a certain range may lead to formation of structural inhomogeneity (Fig. 1).

Microstructure of sheets 1.2 mm thick after heat treatment by different regimes: а) HT1 (535°С, 8 h); b) HT1′ (510°С, 8 h); c) HT3 (490°С, 8 h).
Analysis of the microstructure of alloy VT47 sheets showed that for structures of many SHT regimes with ageing lasting not more than 6–8 h there is typically presence of zones free from precipitates or zones impoverished in secondary α-phase precipitates. An increase in ageing time to 16 h facilitates more complete occurrence of precipitation from a β-matrix solid solution of secondary α-phase precipitates throughout the whole volume of material. In this case zones free from or impoverished in α-phase precipitates are absent or their amount and volume occupied are significantly reduced.
Comparison of the microstructure of specimens aged at different temperatures show that the morphology and internal structure of PFZ with high- and low-temperature ageing differ (Fig. 2).

PFZ structure in alloy VT47 sheets after ageing at different temperatures: а) HT1 (535°С, 8 h); b) HT3 (490°С, 8 h).
During high-temperature ageing, precipitation of secondary α-phase particles occurs predominantly by a heterogeneous mechanism and commences at grain sub-boundaries and predominantly within crystal lattice defects [15]. As a result of this, a considerable part of the PFZ is in the central of β-phase grains, and they are almost free from precipitates (see Fig. 2a). Their center consists almost entirely of lamellar β-solid solution. These zones may be conditionally called primary type PFZ. A study of the microstructure of these zones in alloy VT47 showed that PFZ of the first type and the surrounding regions with normal precipitate density differ considerably with respect to hardness: the average value of HV0.05 is 285 and 343, respectivelyFootnote 1 (Fig. 3). Therefore, with respect to microhardness PFZ of the first type correspond more to properties of quenched β-solid solution, not having signs of commencement of α-phase precipitation. Apparently, the presence of these soft zones may to a certain extent reduce material strength and in this case not lead to a considerable reduction in ductility characteristics (Table 1).

Microhardness of different zones of alloy VT47 specimen heat treated by regime HT1 (535ºC, 8 h).
A reduction in ageing temperature leads to a change in original β-solid solution decomposition mechanism: precipitation of secondary α-phase particles proceeds predominantly by mixed (homogeneous and heterogeneous) generation of new particles not only at grain boundaries, but also on intragranular quenching vacancies, local micro-fluctuations of chemical composition, etc. Therefore, PFZ morphology, formed during ageing, differs considerably. The proportion of zones of the first type (almost entirely free from precipitation) within the alloy structure with low-temperature ageing is relatively small. Zones impoverished in secondary precipitates may be called conditionally PFZ of a second type. In this case, within the structure parts of grains or whole grains are observed within which there are secondary α-phase precipitates, but their volume fraction is comparatively small, and its distribution within micro-volumes is quite nonuniform compared with neighboring “normal” grains (see Fig. 2b).
According to data given in Table 1 and features common for titanium alloys of the change in mechanical properties in relation to structure, it may be concluded that the finer morphology of secondary α-phase precipitates (regimes HT3 and HT4) provided a higher level of strength and a corresponding reduction in relative elongation. Presence within the structure of PFZ (regimes HT1 and HT3) leads to a reduction in alloy ductility with a similar or lower strength level. In this case, a reduction in ductility in absolute and relative expressions develops to the greatest extent with nonisothermal ageing, for which there is typically formation of PFZ of the second type. Revelation of the tendency may be explained by several probable reasons:
-
1)
greater overall volume of the proportion of PFZ (predominantly due to second type PFZ) compared with high-temperature ageing;
-
2)
greater alloy sensitivity towards structural defects and inhomogeneity in a high-strength condition; and
-
3)
different PFZ morphology of the first and second types, i.e., zones of the first type consist entirely of β-solid solution with low hardness values and consequently they are more ductile.
In view of the fact that presence of PFZ within the alloy structure has an unfavorable effect on the level of its ductility properties and long term working capacity characteristics [1], research in order to clarify the reasons for formation of these zone and to look for measures preventing their formation are important and demanded in contemporary materials science.
With the aim of determining the effect of grain chemical composition or local chemical inhomogeneity on the tendency towards formation within the alloy structure of PFZ, specimens of alloy VT47 were studied by x-ray microanalysis (XMRA).
Within the structure of a sheet specimen of alloy VT47 aged at high temperature for 8 h (regime HT1), there was a considerable amount residual coarse PFZ of the first type, which makes it possible to provided average chemical analysis of different zones for quite a large area with a substantial selection (Fig. 4). As a result of this, for comparative analysis of the chemical composition of PFZ and areas with normal density of precipitates, 64 rectangular sections with a side length of about 5–30 μm were analyzed (see Fig. 4). Statistical results of some selections are given in Table 2. The results of correlation analysis are provided in Fig. 5 and in Table 3.

Microstructure of specimen with PFZ obtained in electron microscope in a back reflection regime after HT1 (ageing at 535ºC, 8 h).

Typical diagram for starting data scatter and graphical representation of correlation relationship for chemical composition and presence of PFZ (probability range – 0.95).
It is seen from the data provided that the average values and standard deviations for almost all alloying elements, aluminum and molybdenum equivalents for PFZ, are close to similar values obtained for zones with normal secondary α-phase precipitates. Histograms correspond to the shape of a normal distribution of quite a uniform mass of data, and it should be noted that no double peaks are observe d within them. The form of the scatter diagrams for the majority of elements does not detect marked signs of the presence of expressed correlation (see Fig. 5).
For the purposes of predicting properties or any other characteristics, it is normal to use correlation relationships with a correlation coefficient r not less than 0.7. Correlation analysis of the data obtained showed that presence within the microstructure of PFZ is not found, or a very weak dependence is found (r ≤ 0.5) on content of alloying elements within a given region. Obtaining statistical values weak correlation connections is possible for selections of a significantly greater volume.
From results of studies by the XMRA method, in the given stage of research it may be concluded that PFZ formation within the alloy structure is not connected with the different chemical composition of the zones themselves and regions adjacent to them within the test ranges of alloying element concentration. In other words, interdendrite liquation (deviation for the average chemical composition of neighboring grains) in the test concentration ranges does not affect the tendency of alloy towards PFZ formation.
According to the results obtained, the main role in PFZ formation is most probably played by the following:
-
1)
the secondary α-phase precipitation mechanism under conditions of retarded diffusion mobility of alloying element atoms;
-
2)
the small number of α-phase particle generation centers; and
-
3)
the quite slow α-phase generation and growth kinetics.
All of the above-mentioned is due to the high β-stabilization coefficient for metastable solid solution in pseudo β-titanium alloys.
Generation of secondary α-phase particles in pseudo β-titanium alloys with relatively high ageing temperatures occurs by a heterogeneous mechanism predominantly at grain boundaries. Taking account of the relatively slow rate of α-phase particle growth in the middle of original β-grains zones form free from precipitates [1]. The boundaries of grains and subgrains in this case are the most preferred areas for generation of secondary phase particles, especially under conditions of reduced concentration of a different type of crystal lattice defects within primary β-grains, in particular quenching vacancies. A slow cooling rate, realized during HT in vacuum furnaces, may provide relaxation of a significant part of stresses and reduce the number of quenching vacancies. The absence of sufficient number of generation centers within the volume of some grains may also be facilitated by an inadequate degree of metastable β-solid solution supercooling, realized at ageing temperatures.
Therefore, for pseudo β-titanium alloys the tendency during ageing towards forming structural defects in the form of PFZ depends to a considerable extent on production parameters of the preceding stages of their treatment, which gives rise to an increase in requirements for developing and optimizing their heat treatment regimes [10, 12].
Conclusion. A study of zones free from α-phase precipitates, conducted on specimens of pseudo β-titanium alloy VT47 after ageing by different regimes has made it possible to establish the following:
-
1)
formation of PFZ (first type) within the alloy structure is not connected with the different chemical composition test ranges of alloying element concentration of the zones themselves and areas adjacent to them;
-
2)
the microhardness of zones free from α-phase precipitates (first type PFZ) is considerably lower than similar values for regions with a normal precipitate density; and
-
3)
in the formation of PFZ, the main role in this case is probably played by a secondary α-phase precipitation mechanism under conditions of retarded diffusion mobility of alloying element atoms, the low number of centers for α-phase particle generation, and the quite slow process of α-phase generation and growth, caused by a high β-stabilization coefficient for metastable solid solution in highly alloyed titanium material.
This work was performed within the scope of implementing comprehensive scientific area 9.2, Materials Based on Titanium with a Controlled β Structure (Strategic Areas of Development of Materials and Technology and Their Treatment in the Period up to 2030”) [17].
Notes
Microhardness studies were conducted with participation of P. V. Panin.
References
C. Leyens and M. Peters (eds.), Titanium and Titanium Alloys. Fundamentals and Applications, Wiley–VCH, Germany (2003).
E. N. Kablov, N. A. Nochovnaya, Yu. A. Gribkov, and A. A. Shiryaev, “Development of high-strength pseudo α-titanium alloy and technology for preparing semiproduct from it,” Vopr. Materialoved., No. 3(87), 23–31 (2016).
A. S. Shiryaev, N. A. Nochovnaya, A. A. Burkhanova, and V. G. Antashev, “Prospects and possibilities of creating economically alloyed β-titanium alloys,” Proc. Int. Conf. Ti-2013 in CIS (2013), pp. 14–18.
S. L. Nyakana, J. C. Fanning, and R. R. Boyer, “Quick reference guide for β titanium alloys in the 00s,” J. Mater. Eng. Perform., 14, No. 6, 799–811 (2005).
E. N. Kablov, N. A. Nochovnaya, A. A. Shiryaev, and Yu. A. Gribkov, Patent 2569285 RF, IPC 2014153690/02, “High-temperature alloy based on titanium and objects made from high-strength alloy based on titanium,” subm. 12.29.2014, publ. 11.20.2015, Byull., No. 32.
A. A. Shiryaev and V. G. Antashev, “Features of the development of high-strength self-hardening high-temperature pseudo β-titanium alloy,” Aviats. Mater. Tekhnol., No. 4, 23–30 (2103), DOI: https://doi.org/10.18577/2071-9140-2014-0-4-23-30.
E. N. Kablov, O. G. Ospennikova, and A. V. Vershkov, “Rare metals and rare-earth elements – materials of contemporary and future high-tech,” Aviats. Mater. Tekhnol., No. S2, 3–10 (2013).
A. A. Shiryaev and N. A. Nochovnaya, “Study of the structure and chemical composition of test high-temperature alloy ingots,” Trudy VIAM: Elektron. Nauch. Tekhn. Zh., No. 9, Art. 6 (2015), www.viam-works.ru, acc. 05.31.2017, DOI: https://doi.org/10.18577/2307-6046-2015-0-9-6-6.
A. L. Andreev, N. F. Anoshkin, et al., Titanium Alloys. Melting and Casting Titanium Alloys, Metallurgiya, Moscow (1978).
G. Lutjering, J. Albrecht, C. Sauer, and T. Krull, “The influence of soft, precipitate-free zones at grain boundaries in Ti and Al alloys on their fatigue and fracture behavior,” Mater. Sci. Eng. A, 468–470, 201–209 (2007).
Yang Zhijun, Kou Hongchao, Zhang Fengshou, et al., “The effect of VAR process parameters on beta flecks formation in Ti–10V–2Fe–3Al,” Ti-2011 Science and Technology: Proc. 12th World Conf. on Titanium, Science Press, Beijing (2012), Vol. 1, pp. 601–604.
A. El-Chaikh, P. Schmidt, and H. J. Christ, “Study on beneficial effects of duplex aging on microstructure phenomena determining the fatigue life of the metastable β-titanium alloy Ti 38-644,” ibid., pp. 745–749.
R. R. Boyer, H. J. Rack, and V. Venkatesh, “The influence of thermomechanical processing on the smooth fatigue properties of Ti–15V–3Cr–3Al–3Sn,” Mater. Sci. Eng., A243, 97–102 (1998).
T. Morita, T. Yoshimoto, T. Maeda, and S. Matsumoto, “Influence of hot-rolling and aging on mechanical properties and fatigue strength of Ti–20V–4Al–1Sn Alloy,” Ti-2007 Science and Technology, Japan Institute of Metals (2007), Vol. 1, pp. 555–558.
V. S. Lyasotskaya, Heat Treatment of Titanium Alloy Welded Joints, Ekomet, Moscow (2003).
A. A. Il’in, B. A. Kolachev, and I. S. Pol’kin, Titanium Alloys. Composition, Structure, Properties: Handbook, VILS–MATI, Moscow (2009).
E. N. Kablov, “Strategic areas of development of materials and their processing technology in the period up to 2030,” Aviats. Mater. Tekhnol., No. S, 7–17 (2012).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Metallurg, No. 3, pp. 77–83, March, 2018.
Rights and permissions
About this article

Cite this article
Nochovnaya, N.A., Shiryaev, A.A. & Davydova, E.A. Features of High-Strength Pseudo β-Titanium Alloy VT47 During Strengthening by Heat Treatment. Metallurgist 62, 275–282 (2018). https://doi.org/10.1007/s11015-018-0656-4
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11015-018-0656-4