
Improved coke and agglomerate quality make it possible to intensify NLMK blast furnace operation by increasing gas pressure in the bell, blast flow rate, oxygen concentration within it, and injected fuel flow rate. BF specific productivity increases by 15–30% with a simultaneous reduction in fuel consumption. An increase in smelting intensity with respect to oxygen and reducing gas generated in the hearth increases indirect reduction of wustite and its efficiency.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
The achievement of maximum blast furnace (BF) productivity and minimum fuel consumption requires the creation of physical conditions within a furnace providing successful occurrence of heat- and mass-transfer in a gas counterflow, charge materials, and molten products, free drainage through a coke charge of molten products and their regular removal from a furnace. The most important of these are the following:
-
1)
a layer of iron ore materials (IOM) and coke permeable for gas;
-
2)
axial zone with zero minimum ore charge and good permeability optimum over the diameter;
-
3)
good permeability for a narrow peripheral zone;
-
4)
high coke totterman porosity;
-
5)
similar ratios of gas flow and charge materials (m3/m2·min)/(kg/m2·min) for the maximum possible furnace cross sectional area; and
-
6)
gas temperature in the bell at a level of 100–115°C to exclude water vapor condensation on charge materials and water circulation in the upper part of the shaft [1].
The creation of these conditions in BF is only possible with the use of high quality coke (CSR ≥ 65%, average lump size not less than 50 mm) and IOM (LTD > 80%, content of fraction 0–5 mm less than 5%) and with high intensity BF operation.
Implementation of a program for improving the effi ciency of blast furnace smelting at the Novolipetskii Metallurgical Combine (NLMK) commenced in 2013 with an increase in coke hot strength, as a basic property of its quality, to a required level, i.e., CSR = 60–65%, which is higher than the coke CSR index in world blast furnace production since the 1980s (Fig. 1). Simultaneously, work has been carried out for improving agglomerate strength and a reduction in the content of fraction 0–5 mm within it. Implementation of these measures made it possible to increase blast furnace smelting intensity with respect to oxygen and reducing gas generated in the hearth by increasing blast flow rate and concentration of oxygen within it, natural gas consumption, and gas pressure in the bell. An increase in coke quality also facilitated a reduction in the fi nal silicon content in cast iron to 0.4%. As a result of this, in 2013–2015 BF productivity increased by 15–30% with a simultaneous reduction in coke consumption. With respect to specifi c BF productivity, NLMK emerged at the level of the best furnaces in the world (75–80 ton/m2 per day) and exceeded it (92–93 ton/m2 per day, Rossiyanka BF).

Change in coke hot strength and specific fuel consumption in world blast furnace production [2].
Evaluation of the effect of blast furnace smelting intensity on furnace productivity, coke consumption, and overall fuel consumption was carried out using mean monthly data for 2012–2016 for the months of work in which there are no furnace stoppages or prolonged quiet periods. BF-5 operating indices were not used in the analysis in view its prolonged operation with reduced intensity due to the cooling system engineering condition and subsequent major overhaul.
Considering that results of BF operation of different volume (from 2000 to 4297 m3) were used, specific BF productivity was evaluated from calculation for 1 m2 of hearth (tons/(m2·day)) since BF gas transmission capacity and consequently its productivity were determined by the area of its cross section for the greatest gas dynamic loading over the height of a level. The index of specific productivity calculated for a m3 of volume almost depends on BF height, and therefore in comparing furnaces of different volume it is higher for furnaces of smaller volume [3, 4].
This analysis with high probability should show a direct relationship of specific productivity (P, tons/(m2·day)) both on intensity with respect to oxygen (v sO2, m3/(m2·min)), and on intensity with respect to reducing gas (v srg, m3/(m2·min)) for all BF (Fig. 2).

Dependence of BF specific productivity on smelting intensity with respect to oxygen (a) and reducing gas (b).
It is well known that BF productivity may be calculated as the product of gas dynamic (yield of hearth gas per unit of time) and balance (yield of hearth gas for one ton of cat iron) of components, i.e., furnace productivity also depends on efficiency and on rate of coke reduction of iron, affecting fuel consumption and yield of hearth gas for one ton of cast iron.
The reaction of iron reduction from wustite by carbon monoxide and hydrogen is a limiting factor for the required reducing agent consumption:
Reduction of higher iron oxides to wustite by gaseous reducing agents proceeds in a BF with a large excess of them compared with the requirement calculated for thermodynamic conditions. With normal furnace operation, reduction is completed entirely before arrival of a charge in an isothermal zone. Taking account of these processes, the effect of melting intensity on rate of the iron reduction reaction from wustite (vOwi, kg O2/(m2·min)) and its effect on the level of direct iron reduction (r d , %) were evaluated.
In contrast to the weight of all charge gasifying oxygen, changing during operation on a constant charge within narrow limits (397–407 kg/ton cast iron on NLMK conditions in 2012–2015 [5]), the weight of oxygen for indirect reduction of wustite (weight of wustite oxygen, gasified in indirect reduction reactions) within the operating periods considered for all BF varied over quite wide limits (from 127 to 230 kg/ton), comprising 45–85% of the wustite oxygen weight. Therefore, the rate of indirect wustite reduction actually reflects the course of the reduction process in a BF in contrast to that suggested in [6] as an index of charge oxygen gasification rate, which depends functionally on furnace productivity and does not specify the rate of indirect reduction of iron oxide in a counterflow.
Analysis has shown a directly proportional dependence of the rate of iron indirect reduction from wustite on smelting intensity with respect to reducing gas for all BF (Fig. 3). Over the widest limits smelting intensity varied in BF-6 (38.0 to 60.9 m3/(m2·min)) and the Rossiyanka BF (29.4–63 m3/(m2·min)).

Dependence of wustite reduction rate on smelting intensity with respect to reducing gas.
Under Rossiyanka BF conditions, an increase over a wide range of gas reduction rates for iron from wustite (from 5 to 12 kg O2/(m2·min)) with an increase in smelting intensity was determined by the following factors:
-
1)
an increase in specific (from 2.8 to 3.6 m3/kg wustite O2) and minute-by-minute (from 29.4 to 63.0 m3/(m2·min)) yield of reducing gas;
-
2)
increase in specific hearth gas hydrogen flow rate (from 0.61 to 0.99 m3/kg wustite O2);
-
3)
reduction in coke dwell time in contact with CO2 and alkali, and as a result a reduction in its breakdown;
-
4)
reduction in time of low-temperature (500–600°C) reduction of agglomerate and an increase in its refinement;
-
5)
an increase in charge descent rate (from 8 to 13 cm/min) and consequently an increase in porosity of charge layer porosity and gas permeability, and contact surface of gases with IOM;
-
6)
levelling out over the shaft cross section of the ratio of gas and charge material flows; and
-
7)
reduction in specific heat loss with cooling water in the furnace cooling system [6], and as a consequence an increase in arrival of heat with gas consumed in heating IOM, and an increase in the rate of its heating and reduction.
In spite of a reduction in the dwell time for materials in the isothermal zone, the degree of indirect reduction of wustite increased with an increase in smelting intensity. For all BFs, a reliable inverse dependence is observed for the degree of direct iron reduction (according to M. A. Pavlov) on wustite reduction rate (Fig. 4), i.e., on smelting intensity with respect to reducing gas.

Effect of wustite reduction on degree of direct iron reduction.
It should be noted that in view of features of the Rossiyanka BF profile, the extremely asymmetric profile of the vibration and loading unit bunkers, and intense cooling system (vertical copper plate coolers in the shoulders and lower part of the shaft), it was impossible to increase the bell gas temperature above 100°C for a long time. As a result of this, the isothermal zone in the furnace was reduced, and hydrogen within this BF played a more significant role during indirect wustite reduction than in other BF. In the operating periods in question, the degree of hydrogen neutralization (ηH2) varied within the limits of 41.0–57.8% for the Rossiyanka BF and within limits of 21.8–30.4%, 25.6–52.7%, and 28.7–42.9% for BF-3, BF-4, and BF-6, respectively (see Table 1).
Analysis showed that the reducing agent efficiency, calculated as the degree of approach of actual gas oxidation capacity to equilibrium in the wustite reduction zone, in all BF was almost unchanged with an increase in smelting intensity, remaining at a high level (95–98%). An increase in smelting intensity over very wide limits of its application, especially in the Rossiyanka BF, did not have an unfavorable effect on reduction efficiency, and consequently on a change in coke consumption governed by this factor.
In practice, the main criterion followed during optimization of production parameters for blast furnace smelting and the composition of melted cast iron is iron and steel cost. Achievement of this criterion does not necessarily correspond to maximum efficiency of reduction processes in a shaft. The most important factors affecting this criterion are the make-up and overall fuel consumption, and blast furnace smelting intensity. An increase in smelting intensity under NLMK conditions with an increase in proportion of natural gas within the make-up of blast furnace fuel led to a reduction in its consumption. As has been established previously [6], overall fuel consumption is reduced as a result of decreasing heat loss with cooling water (Fig. 5), and also expenditure of heat in direct iron reduction (Fig. 4).

Reduction in heat loss with water cooling in Rossiyanka BF with improved coke quality (CSR) and furnace productivity.
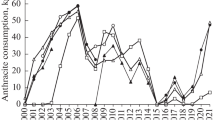
In periods of maximum smelting intensity, the overall fuel consumption (ΣT), carbon (ΣC), and coke consumption (K) are markedly lower than in periods with minimum intensity (Fig. 6). Only directly proportional relationships are revealed between smelting intensity and specific productivity for all BFs (see Fig. 2a ).

Fuel consumption in BF-3, BF-4 (a) and BF-6, Rossiyanka BF (b) with minimum and maximum coke hot strength and blast furnace smelting intensity with respect to oxygen.
It may be concluded that well-known extreme dependences for coke consumption and BF productivity on the intensity of its operation revealed in the 1950–1960s [7, 8], when BF operated on lower quality IOM and coke, with a reduction in the degree of blast enrichment with oxygen and without blowing hydrocarbon fuel, are not confirmed under contemporary BF operating conditions (well prepared IOM and satisfactory or good coke quality, lower specific yield of hearth gas, and increased hydrogen content within it).
Conclusions
-
1.
During NLMK BF operation in well-prepared IOM and coke with satisfactory hot strength (CSR = 58–63%), an increase in smelting intensity over a wide range did not reveal the well-known extreme dependences of BF productivity and fuel consumption on smelting intensity. Productivity and fuel consumption varied correspondingly directly or inversely proportional to a change in smelting intensity.
-
2.
An increase in blast furnace smelting intensity in NLMK BF as a result of increasing blast consumption and oxygen concentration within it, natural gas consumption, and gas pressure in the bell is accompanied by an increase in rate of indirect wustite reduction and a reduction in the degree of direct iron reduction and specific heat loss with cooling water.
-
3.
An increase in the rate of indirect wustite reduction with an increase in smelting intensity is caused by an increase in minute-by-minute and specific yield of reducing gas, and proportion of hydrogen within it, coke layer porosity in the IOM layer, and contact of surface of reducing with IOM, input of heat and IOM heating rate.
-
4.
In the BF operating periods in question, the efficiency of indirect reduction of wustite was determined primarily by distribution over the furnace radius of IOM and coke, and their quality almost independent of smelting intensity.
References
M. Geerdes, R. Chaigneau, I. Kurunov, et al., Modern Blast Furnace Ironmaking, IOS Press BV, Netherlands (2015).
A. Chatterjee, “Alternative ironmaking technologies techno-economic comparison,” ROMELT-2000. Int. Workshop on Romelt Process, New Delhi, April 6–7, 2000, pp. 66–79.
I. F. Kurunov, “Evaluation of productivity and working intensity of different volume blast furnaces,” Izv. Vyssh. Uchebn., Zaved., Chern. Met., No. 5, 12–14 (1991).
I. F. Kurunov, “Estimation of specific production rate of blast furnaces with different volumes,” Proc. 6th Europ. Coke and Ironmaking Congr., Dusseldorf, June 27 – July 1, 2011.
G. B. Korshikov, N. N. Titov, V. G. Mikhailov, and A. V. Karpov, “Effect of blast furnace smelting intensity on fuel consumption and reduction process chemical reaction kinetics,” Stal, No. 2, 9–15 (2016).
S. V. Filatov, S. A. Zagainov, L. Yu. Gileva, et al., “Effect of increased blast furnace pressure on operating efficiency,” Stal, No. 4, 11–14 (2015).
A. D. Gotlib, Blast Furnace Process, Metallurgiya, Moscow (1966).
A. N. Ramm, Contemporary Blast Furnace Process, Metallurgiya, Moscow (1980).
Author information
Authors and Affiliations
Additional information
Translated from Metallurg, No. 7, pp. 20–24, July, 2016.
Rights and permissions
About this article

Cite this article
Filatov, S.V., Kurunov, I.F., Tikhonov, D.N. et al. Effect of Smelting Intensity on Blast Furnace Productivity and Fuel Consumption. Metallurgist 60, 658–663 (2016). https://doi.org/10.1007/s11015-016-0347-y
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11015-016-0347-y