
A multistage process is described as the basis for metallographic studies of intermetallic formation during reaction of molten aluminum with titanium. A mechanism is proposed explaining the complex nature of the change in aluminide formation rate, including aluminide inclusion formation by breakdown. Stages are separated for reaction of titanium with molten aluminum: latent period; continuous intermetallic layer formation at a titanium-aluminum boundary; titanium dissolution in aluminum; band formation and growth within a melt with intermetallic fragments; increase in aluminide content in crystallizing melt. x-Ray structural and energy-dispersion analysis methods are used to demonstrate formation of just a single intermetallic TiAl3, which confirms thermodynamic calculations performed by Kattner.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
In the last decade researchers in a number of countries have attempted to prepare titanium-aluminum layered intermetallic composites (LIMC) by different methods [1–3], exhibiting heat resistant properties. One of the main problems in producing titanium-aluminum LIMC is a requirement for realizing the ratio required for the main and metallic layers [4]. In the majority of cases layers of aluminum and titanium are joined, then during annealing intermetallic layers are obtained at the boundaries. A feature of solid phase diffusion reaction of Ti with Al is a narrow temperature range for intermetallic compound formation. Researchers carrying out work in [1, 5, 6] have established that at the boundary of Ti and Al layers on heating with soaking for 16–18 h intermetallic formation commences above 550°C. Thus, the technologically suitable temperature range for annealing, providing preparation of intermetallic with solid-phase reaction for an acceptable time interval does not exceed 100°C before the point of the aluminum (or is alloys) solidus. The relatively low temperature range and intensity of intermetallic particle growth in titanium-aluminum composites reduces the efficiency of technology for preparation of LIMC based on them, since in order to obtain the minimum required intermetallic layer thickness (50–100 μm) prolonged heat treatment (to tens of hours) is necessary.
In view of this a number of authors have attempted to intensify intermetallic layer formation due to reaction of titanium with molten aluminum at temperatures above the aluminum solidus point, for example during heat treatment or infiltration of molten aluminum into powder material [7], and into layered composites of a bundle of foils [2].
In this work the process of intermetallic composite structure formation has been studied in explosive welded specimens of two-layer material, i.e., VT1-0+AD1 (with a titanium layer thickness of 2 mm and aluminum 0.9–4 mm) with optimum regimes (rate of contact point displacement v c = 2500–2700 m/sec, impact rate v i = 530–560 m/sec), and then hot rolling. Choice of technically pure metals (titanium VT1-0 and aluminum AD1) made it possible to exclude the effect of alloying elements on processes occurring both within melt and also at the interface of Ti and Al layers. Specimen heat treatment was performed in a SNOL-1,6.2,5.1/11-IZ furnace at 675°C (soaking 60–360 min), 700°C (10–300 min), and 750°C (60–240 min). In order to prevent molten aluminum spreading and for protection from oxidation specimens were placed in a coating of a mixture of water glass and talc. Metallographic studied were carried out in an Olympus BX-61 motorized optical microscope with image recording by a digital camera DP-12 at magnification from ×50 to ×1000. Structure parameters of the test composite materials (CM) were measured with digital image processing in a Pentium IV personal computer using AnalySIS software from Soft Imaging System GmbH. Phase composition of the diffusion layers formed at different distances from the boundary of VT1-0 and AD1 materials was determined layer-by-layer by x-ray recording in a DRON-3M diffractometer in Kα Cu characteristic radiation. Phase identification was carried out on the basis of the Crystallography Open Database. Structural component chemical composition was studied by energy-dispersion analysis in an FEI Versa 3D DualBeam double-beam multifunctional scanning electron microscope.
On the basis of analyzing changes of structure and phase composition of VT1-0+AD1 composite stages were separated for reaction of titanium with molten aluminum, distinguishing evolution of the microstructure and kinetic growth of aluminides: a latent period; continuous intermetallic layer formation at the titanium-aluminum boundary; dissolution of aluminum in titanium; formation and growth within melt of a band with fragments of intermetallic; increase in aluminide content in crystallized melt.
The latent period has absence of any visually determined changes in the composite structure after crystallization. At this instant two processes may occur simultaneously: dissolution of titanium in melt to achieve a concentration exceeding its maximum solubility in aluminum at room temperature, and penetration of aluminum atoms from melt into titanium through an oxide film at the interface before achieving a local concentration sufficient for formation and growth of aluminide nuclei. Latent period duration is determined by the temperature of the process and mainly the metallographic equipment resolution capacity. Several attempts are known to describe the duration of the latent period for reaction of molten aluminum and titanium on the basis of experimental data [5] or physical models [8].
As an initial stage of forming intermetallic layer at the solid titanium-molten aluminum interface, it is possible apparently to adopt take the first stages of intermetallic layer formation at the interface of two solid metals according to a model proposed by the authors in [9]: mutual diffusion of metals in contact at a different rate, occurrence of local supersaturated solid solutions around crystal structure defects, formation of the first centers of new phase in defective areas with increased concentration of a diffusing element, transverse growth of intermetallic phase centers along the contact plane, and merging and normal growth of a solid intermetallic band.
After 10 min of annealing at 700°C at a contact boundary of titanium and aluminum a thin intermetallic layer was revealed, whose boundary morphology was clearly defined: from the titanium side the layer was almost monolithic with a sharp boundary, and from the aluminum side it consisted of individual equiaxed intermetallic particles with size up to 1–2 μm in crystallizing melt, many of which still did not lose connection with the interlayer.
Heating with soaking for 10–60 min did not change intermetallic layer morphology at the VT1-0+AD-1 boundary, but led to an increase in thickness to 8 μm. An increase in intermetallic layer thickness in relation to heating time obeyed a linear rule, which may be explained by simultaneous occurrence of several processes: reaction at the intermetallic-molten aluminum and intermetallic–titanium boundaries, and also movement of atoms towards corresponding boundaries [10]. Whereas growth of the intermetallic layer is determined by boundary reaction kinetics, slowed down by a potential barrier and oxide films, a linear rule is observed for intermetallic thickening (linear stage according to the terminology of van Loo and [11]).
The process of titanium dissolution in aluminum occurs in parallel with diffusion of Al atoms from melt into Ti. A titanium aluminide intermediate layer developing at the interface of titanium-molten aluminum is a “protective barrier” preventing titanium dissolution in aluminum. According to data in [12] the rate of aluminide dissolution is slower than the rate of pure metal dissolution, and their formation, although this difference is insignificant. The concentration of dissolved titanium in molten aluminum calculated according to the Nernst–Shchukarev equation [12] almost reached to solubility limit after 30 sec from the start of contact, and then dissolution should have ceased.
Formation and growth within melt of a band with intermetallic fragments. The most marked change in the structure of a VT1-0+AD-1 composite occurred in the time interval 60–170 min from the start of annealing at 700°C. The process was characterized by development of a band with intermetallic fragments and active growth of its thickness, connected with an increase in intensity of reaction for intermetallic particle formation at the boundary with titanium and their migration into melt. At room temperature the band consists of intermetallic fragments coated with a film of solid solution based on aluminum of different thickness. The first sign of a change-over of titanium reaction with molten aluminum in this stage is occurrence of randomly arranged local areas of intermetallic layer protrusion into titanium grains to a depth of 10–25 μm at the titanium aluminide boundary. With an increase in heating time from 75 to 105 min at the contact surface there was an increase in the number of local areas of selective transformation of titanium into intermetallic fragments, which spread both into the depth (up to 50–60 μm after 105 min), and also along the boundary with titanium (Fig. 1a ). The rate of increase in local intermetallic area thickness in titanium exceeded by a factor of ten the growth rate of increase in continuous intermetallic layer in its formation stage.

Transformation of titanium-aluminum composite VT1-0+AD1 structure (original AD1 thickness 0.4 mm) after annealing at 700°C with different duration: a) 105 min; b) 210 min; c) 300 min, ×500.
After 120 min of annealing local areas of intense reactive diffusion, propagating into the titanium layer to a depth of up to 60–80 μm, and also its contact surface, joined and formed a common layer, filled with intermetallic fragments (Fig. 1b ). Areas seen of reactive diffusion products, separated by “tongues” of titanium, were not subject to diffusion transformation. The thickness of the reactive diffusion product layer within melt after 120 min of heating was 74 μm, and the average volume content of intermetallic fragments in the boundary zone with titanium (up to 50 μm) was V vol = 61%.
After 150 min of annealing areas of reactive diffusion products in titanium closed and formed an almost uniform front. The average layer thickness, filled with intermetallic fragments, reached 340 μm with an intermetallic volume content of V vol = 60%.
Subsequent evolution of the structure developed as an increase in layer thickness, containing intermetallic particle fragments with an average volume content V vol ≈ 60%, up to reaching the melt free surface, i.e., filling of the whole volume of liquid aluminum (see Fig. 1c ). In specimens with an original aluminum layer thickness of 0.4 mm this reaction stage was complete after 165–170 min of annealing at 700°C, and its features appeared to be layer growth uniformity with reaction products over the whole extent of the boundary with the titanium layer and constancy of aluminide particle volume content in a layer of growing reaction products.
Increase in aluminide content in crystallized melt. After completion of formation and growth stage within a melt the band with intermetallic particles the composite structure consists of layers of titanium and intermetallic fragments in a matrix of solid solution based on aluminum. In spite of filling the whole aluminum bath with intermetallic fragments with a volume content V vol ≈ 60%, the process of their formation and precipitation melt during subsequent heating continued, and this caused a gradual increase in the volume content of intermetallic within melt. After 240 min annealing at 700°C the volume content of aluminide particles in a layer reached 94% close to the titanium boundary, and 82–88% at a distance of more than 350–400 μm from the reaction surface. Further diffusion reaction of aluminum with titanium led to disappearance of molten aluminum and pore formation in the reaction product layer zone, most distant from the boundary with titanium.
Kinetics of the change in aluminide fragment content at different distances from the Ti-molten aluminum interface are shown in Fig. 2.

Kinetics of the change in aluminide fragment volume content at different distances from a Ti–Melt interface (a is 700°C; b is 750°C): 1) 30 min; 2) 45 min; 3) 60 min; 4) 75 min; 5) 90 min; 6) 120 min; 7) 150 min; 8) 180 min; 9) 210 min; 10) 240 min; 11) 360 min.
An increase in intensity of intermetallic formation reaction at the titanium boundary with an increase in temperature leads to acceleration of diffusion layer thickness growth with intermetallic fragments, but simultaneously to a reduction within it of fragment volume content due to more active transfer into molten aluminum (Fig. 3).

Change in reaction product layer thickness with intermetallic fragments during heat treatment of VT1-0+AD1 composite at temperatures: 1) 675 °С; 2) 700 °С; 3) 750°С.
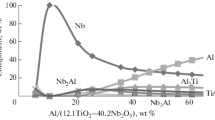
The dependence of phase composition of aluminide fragments on temperature-time annealing parameters was studied by means diffraction x-ray structural analysis of a microsection surface, parallel to the reaction surface and at a distance from it of 0.2 mm, in VT1-0+AD-1composite specimens with an original AD1 layer thickness of 0.4 mm, subject to annealing at 675°C for 360 min, at 700°C for 240 and 300 min, and at 750°C for 120 min. Variation of the annealing temperature and time made it possible to study the structure both in the stage of two-phase layer formation and growth with intermetallic fragments, and with an increase in fragment volume content in melt. In all stages of intermetallic formation only reflections for aluminide TiAl3 were revealed x-radiographically. Energy dispersion analysis confirmed that all test fragments, and also the intermetallic layer at the Ti-crystalizing melt boundary, consists solely of one phase, i.e., TiAl3. Previously [13] we have revealed by energy dispersion analysis methods that during formation of an intermetallic layer with thickness of more than 130 μm during solid phase reactive diffusion it mainly consists of TiAl3.
Observance in the phase composition of aluminides of solely TiAl3 correlates well with calculated change in Gibbs free energy with formation of different intermetallics in the Ti–Al system, carried out by Krattner with colleagues [14]. In the temperature range used TiAl3 has the minimum free energy of formation compared with other phases by single-stage reaction between molten aluminum and titanium.
On the basis of the aluminide formation mechanism by breakdown [15] and the observed evolution of the microstructure a mechanism has been formulated for occurrence of processes explaining the change in aluminide formation rate within melt.
At the contact boundary in a VT1-0+AD-1 composite after explosive welding (EW) there is a layer of titanium and aluminum oxides with a considerable amount of defects. Disruption of oxide film continuity may form during deformation with EW or rolling due to differences in oxide and metal ductility, and during subsequent annealing due to a difference in linear thermal expansion coefficients. With heating above the aluminum melting temperature in the latent period the contact zone is a multilayer system: aluminum melt All – solid aluminum oxide – solid titanium oxide – solid titanium Tis, i.e., molten aluminum is not in direct contact with titanium with the exception of areas of oxide separation [16]. Due to a difference in chemical potentials there is delayed transfer of Ti and Al atoms through the interface by isolated channels in different oxide films with dissolution of titanium atoms in melt and formation of local areas of Ti(Al) solid solution. In these local areas aluminide nuclei of different composition arise, but the least size of a critical nucleus for the thermodynamically more probable TiAl3. After occurrence of nuclei with a size greater than critical (Fig. 4a ) they grow predominantly along the titanium–Tis boundary as a result of faster diffusion rates in this plane and the possibility of additional filling of the reaction zone with Al atoms passing through breaks in an oxide film. Transverse growth of areas of a thin layer (Fig. 4b ) continues up to formation of a continuous intermetallic layer beneath an oxide film (Fig. 4c ). Atoms of Ti passing through breaks in an oxide film, dissolve in melt up to achievement of the solubility limit. After closure and normal growth of a continuous intermetallic layer as a result of an increase in its volume compared with the volume of the original titanium, there is oxide film fragmentation, which leads to an increase in the cross section of channels for aluminum atom movement towards the titanium intermetallic layer surface. In areas of channels arising between oxide film fragments there is formation (Fig. 4d ) and accelerated growth of intermetallic phase. Formation of intermetallic within the volume, limited by unreacted titanium, leads to further oxide film breakdown, separating it from molten aluminum, a sharp increase in internal stresses, breakdown of the aluminide formed with achievement of a critical thickness by a mechanism [15] into individual fragments (Fig. 4e , ƒ), and their expulsion from the reaction volume.

Transformation mechanism of VT1-0+AD1 layered composite structure with heating above the aluminum liquidus.
Fragmentation of the aluminide formed promotes the Rebinder effect [17], including adsorption reduction in the strength of solids, facilitating their deformation and breakdown during physiochemical reaction with a liquid medium. Breakdown of oxide film and intermetallic fragmentation with formation of capillaries facilitating access of molten aluminum almost to the reaction surface, leads to acceleration of localized intermetallic proliferation (Fig. 4g) up to merging and occurrence of a continuous intermetallic fragment band, coated with a molten aluminum film. A stable frontal increase in reaction product layer thickness commences, constantly separating from the solid layer of critical thickness aluminide formed during reaction between aluminum and titanium (Fig. 4h). The fragments separated are quite massive and hardly mobile, and remain close to the reaction surface, from which they are repelled by separating new fragments. An increase in temperature reduces melt viscosity, provides an increase in temperature gradient as a result of heat liberated by accelerated reaction of the intermetallic formed, heat flows are intensified, transporting intermetallic fragments, and therefore their volume content within a two-phase reaction product layer decreases with simultaneous accelerated increase in thickness.
Conclusions
-
1.
On the basis of comparison of the breakdown mechanism and experimental data for evolution of the titanium-aluminum composite microstructure at a temperature above that for melting aluminum, a mechanism has been formulated for the occurrence of processes taking account of the existence of an oxide film with a different degree of defectiveness and the titanium-molten aluminum boundary.
-
2.
In all stages of intermetallic layer formation it has been confirmed by x-ray and energy-dispersion analysis that reaction product present within a two-phase layer is solely titanium aluminide TiAl3, exhibiting minimum free energy compared with other phases (Ti3Al, TiAl), formed by possible single-stage reactions between molten aluminum and solid titanium.
References
Yu. P. Trykov, L. M. Gurevich, and V. G. Shmorgun, Layered Composites Based on Aluminum and Its Alloys, Metallurgizdat, Moscow (2004).
K. S. Vecchio, “Synthetic multifunctional metallic-intermetallic laminate composites,” JОМ, 57, No. 3, 25–32 (2005).
X. Cui et al., “Fabrication of fully dense TiAl-based composite sheets with a novel microlaminated microstructure,” Scr. Mater., 66, No. 5, 276–279 (2012).
Yu. P. Trykov, V. G. Shmorgun, and L. M. Gurevich, “Creation of layered intermetallic composites for various purposes with improved heat-resistance properties,” Nauka – Proizv., No. 1, 25–29 (2005).
L. A. Fridlyand, T. N. Zinov’eva, and Yu. K. Kononov, “Welding aluminum with titanium,” Svar. Proizv., No. 1, 5–8 (1963).
Yu. P. Trykov, L. M. Gurevich, and A. N. Zhorov, “Diffusion processes in explosion welded titanium-aluminum joints,” Konstr. Komp. Mater., No. 2, 19–23 (2005).
M. A. Lagosa, I. Agotea, M. Gutiérreza, et al., “Synthesis of γ-TiAl by thermal explosion + compaction route: effect of process parameters and post-combustion treatment on product microstructure,” Int. J. Self-Propag. High-Temp. Synth., 19, No. 1, 23–27 (2010).
M. Kh. Shorshorov, “Physical and chemical bases of methods for joining different materials,” Results of Science and Technology. Welding, VINITI, Moscow (1966).
L. N. Lartikov, V. R. Ryabov, and V. M. Falchenko, Diffusion Processes in the Solid Phase During Welding, Mashinostroenie, Moscow (1975).
Ya. E. Geguzin, Diffusion Zone, Nauka, Moscow (1979).
F. J. J. Van Loo and G. D. Rieck, “Diffusion in the titanium-aluminium system – I. Interdiffusion between solid Al and Ti or Ti–Al alloys,” Acta Metallur., 21, No. 1, 61–71 (1973).
V. R. Ryabov, Steel Calorizing, Metallurgiya, Moscow (1973).
L. M. Gurevich, Yu. P. Trykov, and D. V. Pronichev, “Thermal conductivity of titanium-aluminum layered metal-intermetallic composites,” Science Yesterday, Today, Tomorrow. Theory and Practice: Proc. Int. Electron. Symp. (2015), pp. 76–81.
U. R. Kattner, J. C. Lin, and Y. A. Chang, “Thermodynamic assessment and calculation of the Ti–Al system,” Metal. Mater. Trans., 23, No. 8, 2081–2090 (1992).
M. Sujata, S. Bhargava, and S. Sangal, “Microstructural features of TiAl3 base сompounds formed by reaction synthesis,” Mater. Design, 32, No. 1, 207–216 (2011).
L. M. Gurevich, Yu. P. Trykov, A. N. Zhorov, et al., “Structure formation in titanium-aluminum composites in the presence of liquid phase,” Zh. Funkts. Mater., 2, No. 4, 153–157 (2008).
P. A. Rebinder and E. D. Shchukin, “Surface phenomena in solids during deformation and failure,” UFN, 108, No. 1, 3–42 (1972).
This work was carried out due to a grant from the Russian Scientific Fund (Project No. 14-29-00158).
Author information
Authors and Affiliations
Corresponding authors
Additional information
Translated from Metallurg, No. 12, pp. 68–74, December, 2015.
Rights and permissions
About this article

Cite this article
Gurevich, L.M., Shmorgun, V.G. Intermetallic Compound Formation During Reaction of Molten Aluminum with Titanium. Metallurgist 59, 1221–1227 (2016). https://doi.org/10.1007/s11015-016-0241-7
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11015-016-0241-7