
Flotation and assimilation of nonmetallic inclusions from metal slag in steel-pouring ladles and tundishes during pouring steels with increased aluminum and sulfur content are considered. The authors study the formation of nonmetallic inclusions in a steel-pouring ladle during steel extra-furnace treatment, the process of submerged nozzle clogging during continuous casting, the change in slag composition in a tundish, and development of an assimilation mixture composition for a steel-pouring ladle. Laboratory studies are made of the physicochemical properties of a developed SFM. It is established that use of the new SFM makes it possible to improve nonmetallic inclusion assimilation in a steel-pouring ladle and does not lead to a marked change in slag chemical composition and physical properties in a tundish. As a result of this, there is less steel contamination with nonmetallic inclusions and a reduction in submerged nozzle clogging.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
During the manufacture of continuously-cast billets (CCB) of steel with an high aluminum and sulfur content at the Volzhskii Pipe Plant (VTZ) electric steel smelting workshop, an increase was noted in the level of clogging with nonmetallic inclusions, which often leads to critical recycling of molten steel from the continuous billet casting machine (CBCM), and correspondingly to additional expenditure and loss of production. In addition, separation of nonmetallic inclusions (NI) deposits from the walls of a submerged nozzle and descent into the volume of steel in a mold leads to serious CCB defects, and in the worst case may become a reason for an accident in a CBCM (breakthrough of a solidifying billet skin). Nonmetallic inclusions that cause the clogging of submersible nozzles may be separated into two types. The first type includes NIs that formed in steel before the instant of its passage through a submerged nozzle, for example, in the course of steel deoxidation and alloying, and the second includes NIs that form in steel during its movement through a submerged nozzle as a result of cooling. A method is given in this work making it possible before casting in a CBCM to reduce the steel content of the first type of NIs, and thereby improve casting suitability of problem steel grades.
Analysis of published data for application in a steel-pouring ladle (SL) of specialized slag-forming mixtures improving the assimilation capacity of a slag melt has shown inadequate study of this problem. The authors in [1] have developed a technology intended for adding to an SL after the end of degassing an acid melt with basicity 0.7–1.1, and after obtaining a uniform and fluid slag, switching off the heating unit (furnace ladle), after which the metal is sent to the CBCM.
A technology is described in [2] for production of steel according to which in an SL before degassing a low basicity slag is added, and then the metal is degassed and transferred to a furnace ladle unit where its composition with respect to carbon and temperature is adjusted, after which it is poured into the CBCM. As a result of this, steel of greater purity is obtained with respect to NI content. A lack of data for the composition of the slags used makes it impossible to use the method successfully for refining metal from sulfur and nonmetallic inclusions (NI) of unfavorable composition. In addition, the technology described above has the following disadvantages:
-
1)
addition of low-basicity slag and heating it and metal by electric arcs in ladles with a basic lining causes an increase in the rate of ladle lining chemical erosion in the area of the slag belt as a result of increased solubility of magnesium oxide in slag with low basicity and with increased slag temperature (by about 100°C above the metal temperature during heating with electric arcs);
-
2)
extremely long duration of extra-furnace treatment (45–210 min) reduces the arc furnace – degasser − CBCM line productivity, increases consumption of expensive ladle refractory linings, particularly in the slag belt, and electric energy. The duration of extra-furnace treatment should be equal to or even less than the continuous casting duration comprising under VTZ conditions 40–60 min.
Development of SFM composition for steel-pouring ladle. The authors of [3] have shown that the efficiency of NI assimilation in the tundish (TD) is considerably affected by the physicochemical properties of the molten slag: basicity, spreading temperature, viscosity, surface tension, and wetting angle. These properties may change considerably during pouring of a series of melts under the action of a number of factors:
-
transfer of NIs into a slag phase;
-
breakdown and dissolution in slag of the TD lining working layer;
-
slag passing from the SL into the TD at the end of pouring each melt; and
-
entry of SL and TD slide gate deposits.
The physical properties of molten slag depend directly on its chemical composition. Consequently, in order to maintain them at the initial level it is necessary to provide a constant chemical composition or an insignificant change within the acceptable limits. This may be achieved by obtaining in an SL of slag that would be as close as possible to the chemical composition of slag in the TD. In addition, in this case molten slag in the SL will exhibit optimum physical properties for NI assimilation during ladle transportation to a CBCM and steel casting, especially with blowing metal with argon through a bottom porous insert.
Slag mean statistical chemical composition in the SL after treating melt in a furnace ladle unit (FLU) during production in the VTZ electric steel smelting workshop of steels with controlled sulfur and aluminum content, and also the composition of slag in the TD in the first melt of a series are given in Table 1. As is seen from Table 1, slag composition in the SL differs markedly from its composition in the TD.
In order to reduce the specific consumption of new SFM, preliminary skimming of slag from the steel-pouring ladle is performed after the end of treating steel in the FLU. Slag residue in the SL after skimming is 200–250 kg.
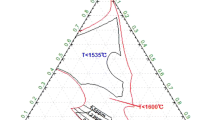
In the four-component SiO2–CaO–Al2O3–5%MgO system (Fig. 1), point 1 marks the area corresponding to the composition of highly basic slag after treating melt in an FLU, point 2 is the area corresponding to the specific slag composition in the SL after supply of a new SFM, and points 3–7 signify the area of composition variation for the SFM developed.

Versions of developed SFM compositions for supply to SL [4].
Calculated amounts of SFM of different versions are given in Table 2. The residual amount of slag in the SL after skimming equals 200 kg. Also given in Table 2 are values of SFM viscosity and melting temperature range measured under laboratory conditions.
The use of SFM of composition versions 1 and 2 is undesirable, since it is connected with increased expenditure in view of their high specific consumption. The calculated consumption of SFM versions 3–5 is at an acceptable level. In order to perform tests, the fourth version of SFM composition was selected as the optimum with respect to set of properties. The overall SFM chemical composition for the SL is given below, wt.%: SiO2 53.5–57.5, CaO 19.0–23.0, Al2O3 4.0–8.0, MgO 4.0–6.0, Na2O + K2O 2.0–5.0, F 1.0–3.0, С 2.0–6.0, Fe2O3 ≤ 3.0, H2O (hygr.) ≤ 1.0.
Addition of this SFM makes it possible to obtain slag in the SL whose chemical composition approaches to a maximum the slag composition in the TD. The content of magnesium oxide at the level of 4.0–6.0 wt.% makes it possible to reduce erosion of the TD periclase lining. Fluorine and alkali metal oxides are added in a small amount in order to reduce the melting temperature and molten slag viscosity with the aim of improving assimilation capacity. Carbon is added to the SFM since during burning a protective atmosphere is created and it partly balances the loss of metal heat in SFM melting. Additional steel heating in the FLU for SFM melting is not necessary.
Industrial testing of new SFM. Two schemes were tested for supply of SFM to the SL: before and after steel degassing. As a result of this, it was determined that supply of mixture before degassing is preferable since in this case slag mixes more effectively, and it is homogenized and changes its chemical composition more rapidly. Good conditions are created in the degassing unit for assimilation of floating NIs by molten slag.
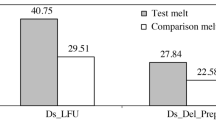
Collection of metal samples of test melts was made from the SL and TD. The NI volume fraction was determined in the samples collected, and their size and type were evaluated. Results of metallographic studies are given in Table 3 and in Figs. 2 and 3. Proceeding from data given in Table 3, good NI assimilation by molten slag in the SL and TD over the extent of a whole series of melts may be confirmed. The volume fraction of NIs in steel decreases by 8.4–11.7 rel.% in the second and fourth melts. In the first melt in a series, the NI volume fraction in steel decreased by 28.9 rel.%. This is explained by the initially greater metal NI contamination.

Typical nonmetallic inclusion size distribution in sample of steel of the first melt in a series.

Typical form of nonmetallic inclusions in steel C45E: a, b) fine sulfides and oxides; c, d) oxide and sulfide shell.
The data given in Fig. 2 clearly demonstrate that there is NI removal for the whole measurement series.
In all of the specimens analyzed, fi ne (less than 1 μm) inclusions of globular shape are present, distributed relatively uniformly within metal, and sometimes small accumulations are observed (see Fig. 3). According to metallographic indications, the main forms of NIs are fi ne oxides and sulfides, and relatively coarse oxides in sulfide shell are also present whose maximum size varies within limits of 2.5–5.0 μm.
In test series of melts using the new SFM in an SL, submersible nozzles were not replaced for the reason of clogging, and also there was no critical recycling of molten steel from the CBCM. From three to six submersible nozzles were replaced due to clogging before using the SFM developed during steel grade C45E continuous casting for a series of four melts.
Conclusion. As a result of carrying out this work, a new SFM composition has been developed for supply to a steel-pouring ladle when melting steel with an increased aluminum and sulfur content under Volzhskii Pipe Plant conditions. The use of new SFM made it possible to improve the efficiency of nonmetallic inclusion assimilation by slag in the steel-pouring ladle and tundish over the extent of a whole series of melts, which in turn led to a reduction in clogging of submersible nozzles and an increase in stability of the steel continuous casting process.
References
A. N. Parshikov, M. P. Gulyaev, E. V. Ivanov, and E. I. Leinveber, “Treatment of steel for metal cord by acid slags,” Proc. 4th Steel Smelters’ Congr., Moscow (1997), pp. 264–265.
V. V. Enders, D. S. Yashchuk, M. P. Gulyaev, et al., “Optimization of extra-furnace treatment technology for high-carbon steel with the aim of reducing oxide nonmetallic inclusions,” Proc. 7th Steel Smelters’ Congr., Moscow (2003), pp. 435–438.
I. V. Lebedev, K. N. Anisimov, and V. V. Tinyakov, “Assimilation mixtures for tundish during pouring steel intended for cold rolling,” Metallurg, No. 6, 45–48 (2013).
Slag Atlas: Ref. Book, [Russian translation], Metallurgiya, Moscow (1985).
Author information
Authors and Affiliations
Additional information
Translated from Metallurg, No. 11, pp. 79–82, November, 2015.
Rights and permissions
About this article

Cite this article
Bozheskov, A.N., Kuklev, A.V., Lebedev, I.V. et al. Development of Slag-Forming Mixture for Steel-Pouring Ladle and its Application Technology During Production of Steels with High Aluminum and Sulfur Content. Metallurgist 59, 1081–1085 (2016). https://doi.org/10.1007/s11015-016-0218-6
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11015-016-0218-6