
The effect of microalloying additions of N, V, Ti, Al, and Nb on structure formation and properties of medium-carbon steels alloyed mainly with chromium (30Kh2AF–40Kh2FABT type) is considered. Steel microalloying makes it possible to provide marked austenite structure refinement due to grain growth limitation by (Ti, V)N particles, retardation of austenite recrystallization and grain growth during stamping by Nb(C, N) particles (and Nb in solid solution), which leads to the formation of a fine final steel structure, as a result of which there is improvement of both strength properties and impact strength. Steel of the class in question may be produced by economic controlled stamping technology with cooling from rolling heating and subsequent tempering instead of heat treatment with quenching and separate heating and tempering. As a result, a unique set of properties is achieved: mechanical properties, brittle failure resistance, corrosion resistance, seismic resistance, fire resistance of long rolled product, building structure components, engineering components, oil recovery equipment, etc.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
It is well known that structural steels intended for manufacturing highly loaded machine building components and structures (shafts, stems, and rod for universal units for deep oil recovery) acquire the most favorable properties as a result of thermal improvement: quenching followed by high-temperature tempering. However, work in recent years [1–6] has shown that in steels alloyed with V, N, Nb, Al, and Ti with the addition of nitrogen the best set of mechanical properties, resistance to brittle and fatigue failure are provided with preparation of an ultrafine bainitic structure strengthened with nanosize nitride phase. A good set of properties may be achieved immediately after rolling heating or controlled stamping. During cooling, it is necessary to maintain the bainitic transformation temperature (similarly this is accomplished during tempering). This treatment is called “bainitic refining.” In the case of excluding heat treatment, it is possible to avoid the danger of forming quenching cracks and to reduce distortion to a minimum. With this, there is no requirement for using oil during quenching, operating expenditure is reduced, and the possibility develops of intensifying production, with the state of the environment improved [1–6].
Results are given in this article for a systematic study of the properties of medium-carbon chromium steel with a varied alloying element content (N, V, Ti, Al, Nb). Steel was melted in electric furnaces under metallurgical production conditions. Steel chemical compositions are given in Table 1.
In order to obtain in steel a nitrogen content of 0.02–0.04%, liquid metal was blown with nitrogen through the porous bottom of the ladle, or ferroalloys were added, which were nitrided by sintering prescribed components by self-propagating high-temperature synthesis [7, 8]. Simultaneous introduction, apart from nitride-forming elements, of alkaline-earth elements (Ca, Ba, Sr) in the form of composite nitrided alloy facilitates the formation of compounds readily removed from steel in refining with harmful admixtures and globularization of inclusions.
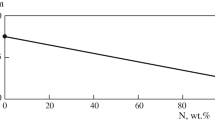
The dependence of average austenite grain size on hot deformation temperature is shown in Fig. 1. An increase in volume fraction of phases that are difficult to dissolve, i.e., complex carbide (Nb, Ti, V)C, in the structure of steel 40Kh2FBT compared with steel 40Kh2AFB leads to an increase in temperature for the start of rapid austenite grain growth to 1000°C. Maintenance of a high degree of carbonitride (V, Nb)CN particle fineness at a high heating temperature makes it possible to obtain a stable austenite grain size in steel 40Kh2AFB on heating to 1050°C.

Effect of heating on average austenite grain diameter (\( \overline{D}\upgamma \)) in chromium microalloyed steels.
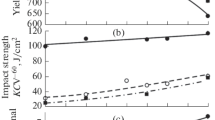
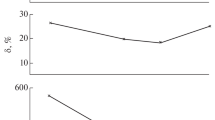
For steels alloyed with titanium (or niobium, or aluminum) in addition to vanadium, not only is an increase in intense grain growth observed, but it is additionally refined as a result of precipitation within austenite of fine complex carbonitrides. Austenite grain refinement to 3–4 μm, governing the crystal structure of lower bainite (Fig. 2) with a high dislocation density (6·1014 cm−2) with densely located nanosize (10–20 nm) nitride phase V(0.2N0.8) (Fig. 3), provides the best combination of strength and ductility properties (Fig. 4) compared with the properties of steels alloyed solely with vanadium, or not containing it. Steel of grade 28KhGN3AFT is distinguished by the greatest brittle failure resistance; its cold brittleness threshold is below −80°C (see Fig. 4).

Microstructure of steel 30Kh2AF in hot-rolled condition.

Electron image of steel 40Kh2AFB structure (replica), ×70000×3.

Yield and impact strength in steels with nitride strengthening: 1) 28KhGN3AFT (austenite grain size 4 μm); 2) 28KhGN3F (11 μm); 3) 28KhGN3 (22 μm).
In medium-carbon chromium steels microalloyed with nitrogen (0.02–0.04%), vanadium (0.10–0.15%), titanium (0.01–0.02%), and niobium (0.02–0.04%), with an increase in cooling rate after rolling the region for phase precipitation shifts to lower temperature, and this leads to an increase in fineness and more effective strengthening [9]. A controlled cooling rate after the end of rolling at 950°C for long (up to 9 m) high-precision rolled product of steel 28KhGN3AFT microalloyed with vanadium and titanium makes it possible to obtain the required level of properties without special heat treatment (see Fig. 4). The level of properties is determined both by dispersion hardening as a result of precipitation of V(CN) particles in ferrite plates of lower bainite, enriched with nitrogen, grain boundary stability due to addition of titanium and aluminum, and also the fineness of the structure pearlitic component. The fine grain size of austenite (4 μm) is determined by securing grain boundaries with (Ti, V)N particles during heating before hot deformation and retardation by Nb(CN) particles of recrystallization processes.
Testing of steel 30Kh3NMAFB, microalloyed with vanadium, nitrogen, and niobium as a material for critical components (connecting rods, crankshafts) of heavy-duty automobiles has shown that its mechanical properties after controlled stamping (A is air cooling) are almost identical to the properties after thermal improvement (B is oil quenching from 950°C; then in both cases tempering at 650°C):
Regime | σy, MPа | σu, MPа | δ, % | ψ, % | KCU, J/cm2 |
А | 910/850* | 1030/980 | 14.0/15.8 | 58/63 | 100/150 |
B | 930/910 | 1030/1040 | 16.0/17.2 | 60/64 | 105/121 |
* Values for heat treated specimens are given in the numerator, and for specimens cut from components (connecting rods, crankshafts) are given in the denominator. | |||||
In this steel, austenite grain size is almost unchanged at temperatures from 950 to 1100°C (Fig. 5 a); for comparison, the dependence is given for the austenite grain size in steel alloyed solely with vanadium (Fig. 5 b). After hot deformation, there is formation of an unrecrystallized austenite structure with typical serrated grain boundaries. In the first stages of hot deformation (up to 1000°C), there is primary recrystallization and formation of fine equiaxed grains. During subsequent deformation, very fine carbonitride Nb(CN) and complex carbonitride (Nb0.25V0.75(С,N)) are arranged over austenite grain boundaries and retard growth. Niobium, being in solid solution, also slows down the occurrence of recrystallization (Fig. 6).

Dependence of austenite grain size in structural steel of grade 30Kh2A alloyed with vanadium and niobium (a), vanadium alone (b), on heating temperature.

Impact strength of steels with nitride strengthening at different test temperatures (1–3 – see Fig. 4).
During air cooling after controlled stamping (ending at 950°C), there is formation in components of a favorable fine lower bainite structure with delay at the bainite transformation temperature, determining the set of good and optimum properties without performing additional heat treatment. During tempering, there is dispersion hardening as a result of precipitation of V(CN) vanadium carbonitride and complex finely dispersed carbonitride (V0.9N0.1)C.
During fatigue tests with plotting of Weller curves [10], steel showed good and identical values of fatigue limit both in a thermally improved condition and after stamping with tempering.
Studies of steel 28KhGN2AFB showed that microalloying with nitrogen, vanadium, and niobium together with modification by calcium and barium facilitates the achievement of a prescribed set of properties for long high-precision rolled product after cooling from rolling heating. Properties are provided by creation of a finely dispersed bainitic structure, refinement and modification of grain boundaries, dispersion hardening, and a reduction in the fineness of nonmetallic inclusions. It should be noted that combined microalloying also led to improvement of corrosion cracking resistance and hydrogen embrittlement, which made it possible to use the steel for manufacturing well-head rods in pumping units during oil recovery.
Thus, good structural strength, caused by a simultaneous increase in level of strength properties and brittle failure resistance for steels microalloyed with nitrogen, nitride-forming elements, and modified with calcium and barium, is achieved as a result of preparation of an ultrafine structure, boundary refinement, globularization and dispersion of nonmetallic inclusions, creation of lower bainite with high dislocation density, and dispersion hardening with precipitation of nanosize nitride phase.
With a steel bainitic structure, there is an increase in the difference between ultimate strength (failure stress) and rupture stress, being a measure of bolt ductility [11] and possibly achievement of a strength of 1400–1500 N/mm2. Nanosize nitride phase forming within the structure of steels 30Kh2AF bolts is a “hydrogen trap” and increases resistance to delayed failure [12].
Creation of a fine bainitic structure strengthened with nanosize nitride phase in reinforcement steel 17G2AF wound in a coil at 500–600°C provides a unique set of properties:
-
high level of mechanical properties (σy > 550 MPа; σu > 700 MPа; δ > 20%; ψ > 59%; σ smooth− 1 = 412 MPа; σ notch− 1 = 205 MPа (class А500С);
-
good brittle failure and crack resistance J/cm2: KCU+20 ≥ 160; KCV+20 ≥ 150; KCU–60 ≥ 95; KCV–60 ≥ 64; KCT ≥ 18; T 50 ≥ –60°С;
-
low sensitivity to corrosive action;
-
good resistance to elevated temperature (fire resistance);
-
seismic stability (good cyclic strength);
-
resistance to mechanical ageing;
-
guaranteed weldability.
Due to a higher yield strength, the calculated resistance of steel is 25% higher than for reinforcement steel used traditionally of class A400, and the average expected saving is up to 20%. Manufacture and use of steel 17G2AF reinforcement provides a marked improvement in reliability and endurance of reinforced concrete structures operating in northern and seismically critical areas and a reduction in economic expenditure.
Conclusion. During creation of new promising economically alloyed materials and resource saving technology, decisive effects are considered to be structural factors, carbonitride strengthening phases, nonmetallic inclusions combined with the level of strength, fatigue, wear resistance, and brittle failure resistance. Microalloying of structural medium-carbon chromium steel with nitrogen and nitride-forming elements combined with controlled rolling and stamping helps achieve a prescribed set of properties (without special heat treatment) due to the creation of a fine lower bainite structure with high dislocation density strengthened with nanosize nitride phase.
Microalloying combined with high-temperature deformation and strain ageing of bainite makes it possible to achieve maximum values of structural strength for medium-alloy, medium-carbon steels in critical components.
Microalloying with nitrogen and nitride-forming elements for steels after controlled rolling or stamping may in the future become an effective direction in the field of improving quality and service properties of structural steels.
References
M. I. Goldshtein, A. V. Grin’, E. E. Blyum, and A. M. Panfilova, Structural Steel Strengthening with Nitrides, Metallurgiya, Moscow (1970).
A. M. Panfilova, “New generation of structural high-strength steels with vanadium,” Use of Vanadium in Steel: Proc. Seminar, Sept. 28–29, 2002, Moscow, UrO RAN, Ekaterinburg (2002).
R. Langneborg, T. Siweski, S. Zajac, and B. Hutchinson, Scand. J. Met., 28, Iss. 5, 186–241 (1999).
M. Korchynsky, “Concluding remarks,” Proc. Int. Conf. Processing, Microstructure and Properties of Microalloyed and Other Modern High Strength Low Alloy Steels, Pittsburg (1992).
M. Korchinskii, “Advanced metallurgical structural materials and new role of steel microalloying,” Stal, No. 6, 124–130 (2005).
R. Langneborg, T. Siweski, S. Zajac, and B. Hutchinson, The Role of Vanadium in Microalloyed Steels, Swerea KIMAB, Sweden (2014).
A. G. Merzhanov, I. P. Borovinskaya, and V. M. Shkiro, “Phenomenon of wave mechanization of auto-retarding reaction,” State Reg. Discov. No. 287 19849, prior. 07.05.67, Byull., No. 32 (1984).
L. A. Smirnov, V. D. Dashevsky, and L. M. Panfi lova, “Karbonitridandereicherte Stahl and Verfahren zu der Herstellung unter Einsatz von SHS-nitrilrierten. Legierungen,” Symp. Metec-1989, Essen, p. 145.
L. M. Panfilova and A. A. Smirnov, “Structural features of structural steels microalloyed with vanadium and nitrogen,” Metallurg, No. 10, 77–80 (2014).
E. Gudremont, Special Steels [Russian translation], Metallurgiya, Moscow (1966), Vol. 1.
V. Schmidt et al., “Alloyed steels,” in: Statistical Strength and Failure Mechanism, V. Dahl and V. Anton, (eds.) [Russian translation], Metallurgiya, Moscow (1986), pp. 511–544.
I. A. Krutikova, L. M. Panfilova, and A. A. Smirnov, “Study of tendency towards slow failure of high-strength bolt steels microalloyed with vanadium and nitrogen,” Metallurg, No. 1, 59–63 (2010).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Metallurg, No. 11, pp. 64–68, November, 2015.
Rights and permissions
About this article

Cite this article
Panfilova, L.M., Smirnov, L.A. “Bainitic Refinement” of Machine Steels Microalloyed with Vanadium and Nitrogen. Metallurgist 59, 1062–1067 (2016). https://doi.org/10.1007/s11015-016-0215-9
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11015-016-0215-9