
The main environmental problems facing Russian nonferrous metallurgy are examined and possible solutions are discussed. The article presents a generalization and analysis of the results obtained from studies made to create a technology for producing anode masses that satisfy existing technical standards and have improved ecological properties. It also examines the effect of pyrolysis resin on the environmental characteristics and service properties of anode masses. Practical recommendations are made on the use of pyrolysis resin as a modifying addition to coal-tar pitch.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
With the integration of Russia into the international economy and the construction of additional facilities for the production of primary aluminum, problems related to environmental safety have taken on a new urgency. Thus, companies and factories in the aluminum industry are continually making large investments in measures designed to alleviate the adverse effects of aluminum production on the environment [1]. The experiences of the leading foreign aluminum companies that employ the Soderberg technology show that the best results in regard to limiting hazardous emissions and the consumption of anodes and electric power are obtained at factories which use a dry anode mass based on pitch with a high softening point (pitches of grade V under GOST 10200–83). The binder content of the mass in large part determines the quality of the anode, in addition to affecting properties of the anode such as electrical conductivity, mechanical strength, oxidizability, friability, and the mass’s unit consumption in aluminum production. Thermosetting resins are added to coal-tar pitch in order to improve the properties of the binder and form the structure of the pitch-coke composition.

Dependence of the physicochemical properties of the dry anode mass on its content of heavy pyrolysis resin.
Different grades of electrode-grade coal-tar pitch and electrode-grade coke (petroleum coke or pitch coke) are used as the raw materials to obtain anode masses and baked anodes. The main properties of the coke and pitch depend appreciably on the oil-refining or coke-chemistry products that are used to make them. The main shortcoming of coal-tar pitch is that it is highly carcinogenic, which is due to the specifics of its chemical composition and its high content of polycyclic aromatic hydrocarbons and phenols. The Russian Register of Potentially Hazardous Chemical and Biological Substances identifies three types of polyaromatic hydrocarbons as being extremely dangerous: benz(a)anthracene; benz(a)pyrene; dibenz(a,h)anthracene. The concentration of benz(a)pyrene is an indicator of level of the danger posed by the carcinogen; its concentration in air should not exceed 10–9 g/m3 [2].
Data obtained from environmental and economic analysis show that a substantiated approach needs to be taken to the synthesis of composite raw materials. One way of improving the properties of the binder used in dry anode mass production, obtaining an environmentally cleaner binder, and thus reducing hazardous emissions might be the use of mixtures of high-temperature coal-tar pitch and heavy pyrolysis resin [3]. Heavy pyrolysis resin (HPR) is a residual product of the pyrolysis process. The yield of HPR depends mainly on the fractional composition of the raw material and the pyrolysis conditions. Heavy resin is obtained in the staged condensation of the vapor-gas mixture of pyrolysis products leaving the furnace.
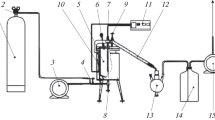
Considering the above, we performed laboratory tests in which HPR (formed during the production of ethylene) was added to dry anode mass. Four batches of anode mass were prepared and tested to evaluate the properties of the compound binder and determine its effect on the quality of the dry mass. The size of the batch of HPR added to the coke charge was varied within a fairly wide range (1–10%) while the parameters that characterize the batching of the coke charge and the mixing temperature were kept constant.
The quality of the initial components of the coke charge and the coal-tar binder were determined in accordance with the conditions set forth by the specifications TU 0258-003-00149452–96 and acting state standards (GOST). In addition to the indices stipulated by the GOSTs, we determined the coke residue in accordance with international standard ISO 6998 by using the two-crucible method at 550°C. True density was determined by the pycnometric method in a (1:1) mixture of ethyl alcohol and distilled water at 20°C. Sodium content was determined by flame photometry on a PFP-7 photometer.
The fillers used were various grades of coke-based materials formed in the anode-mass shop at the Bratsk Aluminum Plant. All the materials were screened in order to obtain different fractions of coke. Representative samples of the initial charge materials, petroleum coke, and calcined coke (grit 1, grit 2, screenings, and a dust-sized fraction) were prepared by the standard procedure under factory conditions. Table 1 shows the properties of the main fractions of the coke charge. The binder that was used was coal-tar pitch of grade V, which has the following physicochemical properties:
Softening point, °C . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 90.5 |
Yield of volatile matter, % . . . . . . . . . . . . . . . . . . . . . . . . 51.56 |
Ash content, % . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 0.15 |
Group composition, %: |
a-fraction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 36.6 |
a1-fraction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11.5 |
b-fraction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31.0 |
Y-fraction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 32.4 |
Coke residue, % . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 59.1 |
True density, g/cm3 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1.3304 |
Sodium content, %. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 0.0041 |
Sulfur content, % . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 0.58 |
Viscosity (Pa·sec) at following temperatures, °C: |
140 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 41.017 |
160 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5.178 |
180 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 0.967 |
200 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 0.276 |
220 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 0.074 |
The viscosity of the pitch was determined on BROOFIELD THERMOSEL viscometer model DV-II + PRO by the method described in the standard ASTM D-4402.
The grade-A heavy pyrolysis resin made by the Angarsk Polymers Plant had the following properties:
Density at 20°C, g/cm3, no less than . . . . . . . . . . . . . . . . . . . 1.04 |
Kinematic viscosity at 100°C, mm2/sec, no more than . . . . . 25 |
3 vol. % distillation temperature, °C, no less than . . . . . . . . . 180 |
Cokeability, %, no more than . . . . . . . . . . . . . . . . . . . . . . . . . 12 |
Weight content of sulfur, %, no more than. . . . . . . . . . . . . . . 0.3 |
Weight content of water, %, no more than . . . . . . . . . . . . . . . 0.3 |
Weight content of mechanical impurities, %, no more than. . 0.01 |
Correlation index, no less than . . . . . . . . . . . . . . . . . . . . . . . . 125 |
Weight content of sodium ions, %, no more than . . . . . . . . . 0.005 |
Weight content of potassium ions, % . . . . . . . . . . . . . . . . . . . 0.0005 |
The relatively high content of aromatic hydrocarbons (particularly polycyclic aromatic hydrocarbons) and the relatively high value of the iodine number (which indicates a substantial content of unsaturated hydrocarbons) show that the heavy pyrolysis resins tend to undergo consolidation reactions which form products that have good binding and sintering properties.
One important advantage in favor of the wide use of HPRs is their very low (0.001%) sulfur content. This makes it possible to obtain low-sulfur carbon-bearing composites from pyrolysis resins, which is very important both from a technological standpoint (because it increases the time of operation of equipment between repairs) and from the standpoint of the ecological situation in shops that produce aluminum by electrolysis [4].
All the test specimens were prepared in a heated laboratory mixer with Z-shaped paddles. The mass was mixed at a temperature of 180°C. The size of the batches of binder was calculated so as to yield dry anode mass with a fluidity of 1.2–1.3 rel. un. In the batches that included pyrolysis resin, the amount of binder used was reduced in proportion to the amount of resin employed. A weighed amount of prepared coke charge was heated in the mixer, while the pitch was heated in a drying cabinet to the prescribed mixing temperature. The required amount of resin was then poured into the mixer, the composition of the mixer’s contents was averaged over 2 min, and the prescribed amount of pitch was added. The contents of the mixer were mixed for 40 min. The baking and subsequent testing of the anode mass were carried out in accordance with the specifications TU 48-5-8–86. The experimental conditions were chosen so as to even out the effects of the properties of the coke-filler, the granulometric composition of the coke charge, and the technology used to prepare the anode mass on the results of the studies. A weighed dry amount of anode mass that was prepared from the same hydrocarbon materials but did not contain pyrolysis resin was used as the control specimen.
To interpret the data obtained from studying the effect of an addition of pyrolysis resin on thermochemical transformations in the pitch, it is best to use representations in colloid chemistry and the physical chemistry of filled polymer systems that concern the interaction between the dispersed phase and the dispersion medium [5].
The results obtained from tests of the anode mass are shown in Table 2.
The results show that a smaller (by 1.0–1.5%) amount of binder needs to be used in order to obtain similar values for the fluidity of anode masses based on mixtures of pitch and resin. This is necessary because of the lower viscosity of mixtures of coal-tar pitch and pyrolysis resin, which regularly increases the fluidity coefficient.
In the general case, the porosity of any carbon-filled material that has undergone sintering (carbonizing) should include the volume of the binder-free pores in the filler, the volume of the pores in the carbonized binder, and the volume of the pores associated with the macro- and microcracks formed by the binder at the filler-coke boundary. The pores at this boundary are formed mainly as a result of shrinkage of the binder and thermal expansion of the filler during the baking operation. Since pure pitch is more viscous that a mixture of pitch and pyrolysis resin, it is more likely that the pores in the coke will not be filled with binder. Also, the weight of the amount of binder that was added to the anode mass composed of a mixture of pitch and HPR was 1.0–1.5% greater than the weight of the coal-tar pitch. Thus, the amount of coke from the binder was greater and the pores of the carbonized binder were larger in the anode mass that was prepared with the use of the mixture. The lower viscosity of the binder based on coal-tar pitch and HPR leads to more effective filling of the pores in the coke. As a result, the porosity of the mass should be expected to increase with an increase in the amount of HPR added to coal-tar pitch. This was subsequently confirmed by the results of studies. It can also be noted that the porosity of coke from the binder depends on the structurization of the pitch in the surface layers of the coke-filler, which in turn depends on the group composition of the pitch [4].
Certain aspects of the physicochemical properties of coal-tar pitch can have a significant effect on the mixing and subsequent baking of the anode mass. The variation seen in the effects of the parameters of different grades of pitch on the quality characteristics of anode masses explains the slight decrease in the porosity of the mass with the addition of up to 10% HPR (see Table 2).
According to current representations on the formation of the properties of carbon-filled composites, their overall strength is determined by the intermolecular forces (adhesion) between the components and by the composite’s cohesive strength. It is also known that a decrease in the thickness of the adhesive (cementing) component is accompanied by an increase in the strength of the composite [5].
It is apparent from the study results that the strength of an anode mass based on a mixture of pitch and pyrolysis resin undergoes a linear reduction to catastrophic levels. An increase in the content of HPR and a decrease in the viscosity of the pitch lower the mechanical strength of the mass, which might be connected with a decrease in the ability of the pitch to wet the coke. Proceeding from the foregoing, it can be stated that the decrease seen in the mechanical strength of an anode mass with an increase in the binder’s content of pyrolysis resin is due to processes which take place during the interaction with the coke-filler. Those processes in turn depend on the properties of the pitch.
As has already been mentioned, the chemical composition and structure of coal-tar pitch determine the complex physicochemical processes which occur during its carbonization. The chemical composition and structure also determine the pitch’s processing properties, since it is used as a binder in the production of anode materials. Both the electrical conductivity and the mechanical strength of anode masses are directly related to the coke-forming and sintering abilities of the pitch (the contents of the a-fraction, a1-fraction, and coke residue). An increase in the contents of these components in coal-tar pitch leads to the formation of a large number of chemical bonds in the binding matrix (the interphase layer), which ultimately helps strengthen the structure of the baked material and improves its physicochemical properties – including its electrical conductivity.
It can be seen from the graphs shown in the figure that an increase in the HPR content of the binder is accompanied by an initial increase in resistivity followed by a sharp decrease. This means that an increase in the content of the low-boiling fractions in the pitch improves its wettability, increases the rate of impregnation of the coke by pitch, and produces a corresponding improvement in the electrical conductivity of the baked anode mass.
These developments are due primarily to an increase in the content of the a1-fraction in the pitch as the content of pyrolysis resin increases. When used in certain amounts, the resin adversely affects the ordering of the structure of the coke from the pitch and thus lowers its electrical properties. A second factor in the above-noted developments is the fact that an increase in HCP content leads to an increase in the baked mass’ content of coke from the binder, which is more porous and a poorer electrical conductor than the coke-filler. The formation of a large number of pores during the baking of the anode lowers the specific density of the anode material and thereby increases its resistance. Moreover, the addition of large quantities of pyrolysis resin creates sections in the anode that are characterized by nonuniform conductivity and thus also prevent the passage of current.
The data obtained from the studies show that anode masses with satisfactorily high mechanical and electrical characteristics are obtained when the quality indices of the pitch conform to the requirements of the GOST standard. Here, the only need is to stabilize the electrical and strength characteristics of the baked mass. At the same time, the main criterion used to evaluate the quality of an anode mass is its chemical activity. The chemical activity of the mass is evaluated based on an index which characterizes its ability to remain intact in a stream of CO2 – one of the main factors that determines the choice of electrolysis technology and anode consumption. Problems frequently arise in connection with an increase in the rate of foam formation and consequent disturbance of the electrolysis operation, deterioration of the technical-economic indices of the production process, an increase in the consumption of anode mass, and an increase in pollution. Thus, in world practice the choices made for the raw materials and process parameters used in anode production and the composition of the anode mass are guided mainly by the need to minimize the destruction of the mass in a stream of CO2 [6].
The anode is nonuniform in its chemical activity. Thus, the more reactive coke from the binder burns first, and the coke particles that did not have sufficient time to undergo combustion are strewn over the anode’s lateral surface.
The durability of a baked anode mass based on the pyrolysis resin examined here depends on the amount of coke from the binder and its reactivity, since the reactivity of the coke-filler was determined to be the same in all the experimental masses. The data from studies [6] show that an increase in the content of pyrolysis resin and a corresponding increase in content of the more reactive coke from the binder does not decrease the durability of the anode, which continues to be consumed at its normal rate.
The following conclusions can be made on the basis of the results obtained from the laboratory studies:
-
1)
the properties of coal-tar pitch change significantly when pyrolysis resin is added to it. The patterns seen in the changes in the properties of the compound binder show that an increase in the amount of pyrolysis resin in the mixture significantly improves its rheological properties;
-
2)
the use of pyrolysis resin as an addition to high-temperature coal-tar pitch makes it possible to reduce the content of 3,4-benz(a)pyrene in the binder, which helps improve conditions at the work stations and elevates the environmental indices of the aluminum production process;
-
3)
the content of compound binder in the anode mass is 1.5 vol.% less than the content of coal-tar pitch of grade V that is needed to ensure the same plasticity properties;
-
4)
the addition of pyrolysis resin to high-temperature coal-tar pitch (HTP) in amounts of 1–10% does not significantly affect the porosity or resistivity of the anode mass, and the values obtained for these two quantities meet the requirements established for grade AM-0. The strength of the baked mass can be adversely affected, however, which limits the size of the HPR addition to 10%;
-
5)
when mixed with coal-tar pitch, heavy pyrolysis resin plays the role of an inhibiting additive; this has been confirmed by experimental data on the reactivity of specimens prepared from an anode mass;
-
6)
the use of a compound binder in the form of a mixture reduces the amount of binder employed in the anode mass by 2% compared to HTP and improves the service properties of the dry mass; and
-
7)
calculations of the projected consumption of anode mass per ton of aluminum and the quantity of carcinogenic substances formed with the use of a mixture of HTP and HPR as the binder show a reduction in the unit consumption of coaltar pitch by 6.7 kg/ton and reductions in aluminum consumption and hazardous emissions by a factor of 1.7.
Thus, the results of the completed tests demonstrate the feasibility and expediency of using coal-tar pitch mixed with heavy pyrolysis resin, reducing the concentration of carcinogens in the air at work stations, decreasing the generation of greenhouse gases, and making efficient use of a by-product of oil refining – heavy pyrolysis resin.
References
E. A. Yanko, Anodes for Aluminum Electrolysis Baths, Ruda i Metally, Moscow (2001).
N. V. Lazarev, Hazardous Substances in Industry: Handbook for Physicians, Engineers, and Chemists, Khimiya, Leningrad (1976).
V. P. Okladnikov, O. I. Doshov, and N. P. Konovalov, Adhesion and Adhesives, IrGTU, Irkutsk (1998).
A. A. Ugap’ev and O. I. Doshlov, “Disintegrated petroleum pitch – an alternative binder for the new generation of anodes,” Vest. IrGTU, No. 6, 151–156 (2013).
A. S. Fialkov, Carbon, Interlaminar Compounds, and Carbon-Based Composites, Aspekt Press, Moscow (1977).
I. P. Lebedeva and O. I. Doshlov, “Alleviating pollution from the aluminum industry through the choice of pitch-coke compositions,” Vest. IrGTU, No. 6, 191–195 (2010).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Metallurg, No. 3, pp. 72–77, May, 2015.
Rights and permissions
About this article

Cite this article
Doshlov, O.I., Kondrat’ev, V.V. & Ugap’ev, A.A. Use of Heavy Pyrolysis Tar as a Component of the Binder in Anode Mass Production. Metallurgist 59, 424–430 (2015). https://doi.org/10.1007/s11015-015-0121-6
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11015-015-0121-6