
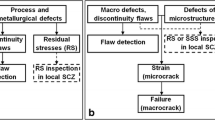
The main sources of damage during engineering component operation are local stress concentration zones (SCZ) that form under action of operating loads, and primarily at defects of metallurgical and production operation origin. The size of these SCZ is from several tens of micrometers to several millimetres. However, where these local zones are located and how it is possible to detect them are unknown. The non-destructive monitoring (ultrasound, x-ray, MFD, and others) quality control standards used in manufacturing plants considerably exceed the dimensions of metallurgical defects. A fundamentally new non-destructive monitoring (NM) method is more widespread in practice, based on use of metal magnetic memory (MMM). It is based on the natural magnetization developed during component manufacture. Possibilities of the MMM method are considered during diagnosis of metallurgical and production defects in new components.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
The “metal magnetic memory” concept was introduced by the author for the first time in 1994. The terms and concepts of “Earth magnetic memory” in archaeological studies; “”magnetic memory” in sound recording; “shape memory effect,” caused by orientated internal stresses in metal objects, were known.
On the basis of a correlation established for dislocation processes with physical magnetic phenomena in metal objects, a concept of metal magnetic memory has been introduced and a new diagnostic method has been developed [1, 2]. The metal magnetic memory method (MMM) has Russian and international standards [3].
The MMM method is fundamentally distinguished from all known magnetic non-destructive monitoring (NM) methods in that its application does not require artificial magnetization of an object, and natural magnetization and consequences are used, which develop in the form of metal magnetic memory of actual deformation and structural changes.
The MMM method does not require preparatory work in performing monitoring, and is distinguished from other NM method by the fact that it indicates the level of stress concentration, i.e., the degree of the risk of defects is revealed.
In the course of industrial studies, it has also been established that MMM of new ferromagnetic engineering objects reflects their structure and technological inheritance.
Melting, forging, stamping, heat treatment, welding, occur at a temperature significantly exceeding the metal Curie point (for alloys based on iron of the order of 760–770°C), when residual magnetization disappears.
During subsequent metal cooling at the instant of passage through the Curie point (T C), when magnetic permeability μ is at a maximum, an object acquires a high level of residual magnetization M r even in the weak magnetic field of Earth or a productive subdivision (Fig. 1).

Diagram of the change in ferromagnetic magnetization (M) in relation to temperature: T C is Curie point.
As a result of this process, during which crystallization energy and thermal stresses (outer layers of an object cool more rapidly than inner layers) are an order of magnitude greater than the energy of an external magnetic field, the distribution of residual magnetization within objects with respect to value and direction is determined by an object shape, its structure, and production inhomogeneity. Thus, structural and production inheritance of metal caused by cooling, develops in the form of natural magnetization (metal magnetic memory).
According to existing ideas about magnetism theory, the distribution of a magnetic field dissipation H d and magnetization M r in ferromagnetic objects is only determined by the shape and direction of the external field during magnetization. The effect of structural inhomogeneity and residual stresses within objects on M r distribution is not considered.
As a rule in actual objects there is a different class of structural inhomogeneity and defects of metallurgical and production origin, which give rise to the corresponding distribution of residual stresses (RS) and magnetization M r.
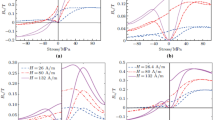
A typical distribution of the normal component of a natural magnetic field dissipation H d (Fig. 2a ) and residual magnetization M r distribution (Fig. 2b ) is normally presented for a bar of a constant magnet without considering structural inhomogeneity and RS. The distribution of the normal component of a natural magnetic field H d for two similar new turbine blades (Fig. 2c ) shows that the distribution of field H d in these blades differs sharply due to differences with respect to structure and RS within them.

Distribution of inherent magnetic field H d normal component and residual magnetization M r in a permanent magnet bar (a, b) and actual distribution of field H d in new blades taking account of structural inhomogeneity and RS.
As is well known, metallurgical and production defects create a high RS level within local zones of an object, which develop in the form of anomalies in the distribution of magnetization M r and magnetic field H d.
Thus, on the basis of rapid monitoring by the MMM method by measuring M r for new objects it is possible to reveal production and metallurgical defects, i.e., to sort objects with respect to quality.
The main diagnostic parameter by the MMM method is the magnetic field scattering gradient H d (dH d/dx) or the coefficient of intensity of change in this proportion (K in), recorded with scanning by a sensor with a specialized magnetometer along an object surface. It has been established that in fact this diagnostic parameter in view of the magnetomechanical effect directly reflects the energy condition of surface and deep layers of a metal object in stress concentration zones (SCZ), caused by production and metallurgical defects.
Now we consider the possibility of the MMM method in diagnosing new objects with the aim of determining local SCZ, i.e., sources of damage development.
Results of monitoring a bar 22 mm in diameter (steel 05Kh16N4D2BT13), from which an electric centrifugal pump (ECP) shaft is prepared, made in the production base of OOO PK Borets (Lebedyan’), are presented in Fig. 3. With selective monitoring by the MMM method for eight of these bars similar metallurgical defects were revealed in three bars.

Results of monitoring a bar 22 mm in diameter (steel 05Kh16N4D2BT13) of which an ECP shaft is manufactured: a) magnetogram of normal field component H distribution and its gradient dH/dx, recorded in a stress concentration zone (SCZ) with scanning along one of the bar generating lines; b) bar metal structure in section coinciding with SCZ; numbers indicate microhardness values along the line of a metallurgical defect and outside it.
Result of monitoring blades by the MMM method for a new hydroturbine are presented in Fig. 4.

Results of monitoring a new hydroturbine blade by the MMM method: a) magnetic field H distribution and its gradient dH/dx recorded with monitoring along a blade outer surface; b) casting defects detected in a SCZ after cutting a blade across the SCZ, recorded by the MMM method within the outer surface
Results are given in Fig. 5 for monitoring pipes 42 × 7 mm in size by the MMM method, cut from a new screen heater of a power generation boiler. This pipe was manufactured from stainless steel, which in the original condition should be almost nonmagnetic, although due to permissible infringement of its manufacturing technology ferrite phase formed in a local zone, recorded during monitoring by the MMM method in the form of a magnetic anomaly. Cracks are shown in Fig. 5b , detected during metallographic study at the inner surface of a pipe specimen, cut from the magnetic anomaly zone, corresponding to the SCZ. The maximum crack length was about 70 μm.

Results of monitoring a tube 42X7 mm in size of steel 10Kh13G12BS2N2D2, cut from a new screen steam heater of a power generation boiler: a) magnetogram of normal field component H distribution and its gradient dH/dx, recorded in the SCZ in a pipe generating line; b) cracks detected at the inner surface of a pipe specimen cut from the SCZ revealed by the MMM method (X500).
Examples given in Figs. 3–5 of application of the MMM method for different new production objects undoubtedly show the disadvantages of organizing NM in manufacturing plants. All of the objects passed through the NM system existing within plants. However, as noted above, currently in the majority of manufacturing plants there is no monitoring of metal defects with standard sensitivity limits of the methods and monitoring facilities used. For example, according to ultrasonic monitoring tests for austenitic steel pipes permissible defects have sizes not exceeding a length of 25 mm, and opening and depth of 0.3 mm. Use of the MMM method, which makes it possible to reveal production and metallurgical defects of significantly smaller sizes in the form of magnetic anomalies corresponding to local SCZ, provided 100% monitoring of objects even in mass production.
Conclusion. Currently in metallurgical enterprises there are problems of monitoring various production operations during component manufacture. For example, in evaluating the efficiency of different thermomechanical treatment technology for objects the methods used are hardness measurement, metallographic analysis, and others, which do not make it possible to reveal inhomogeneity of RS distribution throughout the whole volume of a metal object. Available experience of using the MMM method in monitoring RS distribution before and after various thermal and mechanical treatment of metal objects and welded joints makes it possible to claim efficiency of this physical NM method in resolving these problems. This theme requires special consideration.
References
A. A. Dubov, Diagnosis of Boiler Tubes Using Metal Magnetic Memory, Energoatomizdat, Moscow (1985).
V. T. Vlasov and A. A. Dubov, Physical Theory of Deformation and Failure, Tisso, Moscow (2007).
GOST R ISO 24497-1-2009, Nondestructive Monitoring. Metal Magnetic Memory Method. Part 1: Terms and Definitions. Part 2: General Requirements. Part 3: Welded Joint Testing.
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Metallurg, No. 2, pp. 62–65, February, 2015.
Rights and permissions
About this article

Cite this article
Dubov, A.A. Detection of Metallurgical and Production Defects in Engineering Components Using Metal Magnetic Memory. Metallurgist 59, 164–167 (2015). https://doi.org/10.1007/s11015-015-0078-5
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11015-015-0078-5