
Results are reported from studies of the conditions of solidification, cooling, and heating of steel ingots cast in ingot molds. It is shown that optimizing the length of time between the casting of the ingot and its charging into the heating furnace can significantly shorten the heating period and thus increase the unit productivity of the furnace, reduce metal loss from oxidation, and decrease unit fuel consumption.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Modern metallurgical plants now usually cast liquid steel in continuous-casting machines. Methods have been developed to control the solidification and cooling of steel slabs in curvilinear molds so as to minimize the formation of surface cracks on the slabs during the casting operation [1, 2]. High-temperature slabs that leave the machine without cracks can immediately be charged into heating furnaces in the rolled-products division of the plant, thus boosting the productivity of the furnaces and reducing unit fuel consumption.
A few metallurgical plants which produce high-quality steel are still casting steel into ingot molds. The hot solid ingots extracted from the molds should be transferred to the heating furnaces as quickly as possible, with the use of so-called hot-charging, i.e., use of the sensible heat of the ingots to make the operation of the furnaces more efficient.
However, it is not always possible to immediately charge an ingot into the heating furnace, since the combine’s casting shop and the shop in which rough rolling is performed are some distance from one another. It would be best to extract the ingots from the molds while the ingots’ core is still liquid and then use thermostats to retain their sensible heat while they are being transported to the heating furnace.
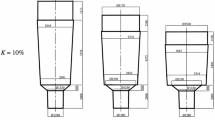
Presented below are the results obtained from studying the conditions of solidification, cooling, and heating of different types of steel ingots. The shape, dimensions, and weight of the ingots and, thus, the three processes just mentioned are governed by the geometry of the molds used to cast the ingots. There is a wide range of types of ingot molds, these molds being used to cast ingots of both regular and irregular shapes. Several types of ingot molds were examined in the study. For example, KN5S and KN295S molds are used to cast 5- and 2.95-ton octahedral ingots whose equivalent diameter varies along the ingot; ingot molds R-4.5, MR-2, and MR-1 are used to obtain 4.5-, 2-, and 1-ton cylindrical ingots whose diameter is constant along their length. After the ingots are extracted from the molds, they are allowed to cool for several minutes in air and then placed in a thermostat (a thermally insulated box). Their transport to the roughing-mill shop takes no more than 30 min. After being removed from the thermostats, the ingots are cooled in air for 5–10 min and then charged into a chamber-type heating furnace. The temperature in the working space of the furnace is 1200°C and is maintained automatically. The temperature field of the ingot is equalized inside the furnace, and after this occurs the ingot is dispatched to the roughing mill.
We performed numerical calculations of the two-dimensional temperature field which exists in different types of ingots and grades of steel while the metal is solidifying in the ingot mold, while it is undergoing cooling in air and in the thermostat, and while it is being heated inside the furnace. Calculations were performed for cylindrical ingots, and in the modeling operation the octahedral ingots were replaced by cylindrical ingots having an equivalent diameter that varied along the ingot. The temperature field of an ingot in the ingot mold, in air, in the thermostat, and in the furnace is described by the differential heat-conduction equation in cylindrical coordinates:
where t is temperature; r and z are cylindrical coordinates; τ is the running time; ρ, C eff, and λ are the density, effective heat capacity, and effective thermal conductivity of the steel in relation to its temperature. Expressions were given in [1, 2] for calculating C eff and λ, these expressions accounting for the release of heat of phase transformation within the temperature range in which the steel solidifies and convective heat transfer takes place in the ingot’s liquid core. The molecular coefficient of thermal conductivity, heat capacity per unit mass, and density of the steel were described by piecewise-linear relations that characterize the dependence of these three parameters on temperature based on the data in [3].
The temperature at all points of the ingot at the initial moment of time (τ = 0) was assumed to be equal to the initial temperature of the liquid metal t 0 = 1560–1580°C. We assigned the thermal symmetry condition ∂t/∂r = 0 on the axis of the ingot (r = 0) and the following boundary condition on the ingot’s surface:
where n is the coordinate of a normal to the surface of the ingot that is directed into the ingot’s interior; and q s is the heat flux on the ingot’s surface. For cylindrical ingots and ingot molds, most of the heat exchange that takes place between the lateral surface of the ingot and the inside surface of the mold is determined by the expression
where T s and T i are the absolute temperatures of the surface of the ingot and the inside surface of the ingot mold; C con(τ) is the corrected coefficient of radiative-conductive heat transfer between the surface of the steel ingot and the inside surface of the castiron ingot mold, W/(m2·K4). The experimental data reported in [4] indicate that the relation C con(τ) can be described by the expression: C con(τ) = 3.5 + 6.5exp(–0.005τ), where τ is the time that has elapsed from the moment the liquid steel was poured into the ingot mold, sec. We calculated the nonsteady temperature field of the mold’s wall in order to determine the temperature T i at the same time we determined the temperature field of the ingot. In performing the calculation, we approximately accounted for heat transfer between the bottom part of the ingot and the mold’s bottom plate, as well as heat transfer between the top part of the ingot (hot top) and the surrounding medium through the layer of the heat-insulating mixture used for casting.
During the cooling of the ingot in air, the quantity q s is described by the expression [4]
where εg ≅ 0.72 is the emissivity of the ingot surface, and T a ≅ 293 K is the air temperature.
Inside the thermostat, temperature is equalized over the surface and cross section of the ingot. The following expression is used to calculate q s on the ingot surface in the thermostat (a single large ingot is placed inside each thermostat):
where εet = (1/σg + F g/F t(1/εt – 1))–1; εt and T t are the emissivity and temperature of the inside surface of the thermostat. The following expression was obtained in [5] to calculate the latter parameter:
where F g and F t are the areas of the inside surface of the ingot and the inside surface of the thermostat; Q loss are the heat losses in the thermostat, W.
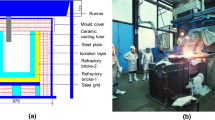
A typical thermostat is a rectangular box with internal dimensions of 2.7 × 1.26 × 1.175 m. The base of the thermostat is composed of 0.15-m-thick bricks, and a steel foundation weighing 267 kg is installed on top of the base. The thermostat’s thermally insulated cover is raised and lowered by a crane on the base. The thickness of the cover’s thermal insulation δ = 0.15 m. The insulating material is composed of FIBER BLANKETS 128 ceramic fibers. The outside of the cover is enveloped by a steel plate and is coated with silver paint. After a comparison of theoretical and experimental data on the temperature of the surface of the ingot, a value of 40 kW was taken for the heat losses Q loss.
After the ingot is removed from the thermostat, it is again cooled in air and placed in a heating furnace with a working space having the dimensions 2.5 × 2.5 × 1.25 m. The value of q s on the surface of the ingot inside the furnace is determined by the expression [3]
where T frn = 1473 K is the constant temperature inside the furnace’s working space; εh-l-m is the corrected emissivity of the hot gases and the lining relative to the metal being heated. This quantity is determined by the method described in [3]. We obtained εh-l-m = 0.61 for a 4.5-ton cylindrical ingot R-4.5 which had a diameter of 582 mm and a length of 2000 mm (without the hot top) and was heated in a furnace fired with natural gas.
System (1)–(7) and the equations that describe the temperature fields of the mold wall and the bottom plate were solved by the finite differences method. We will use an R-4.5 ingot made of steel 08Kh18N10T as an example to examine the results of calculations performed for the initial variant corresponding to the specifications. In accordance with the latter, the ingot should be left in the ingot mold for 180 min, cooled 5 min in air after being removed from the mold, held in the thermostat for 30 min, cooled in air for another 5 min after the thermostat, and heated for 180 min in the furnace.
It can be seen from Fig. 1 that complete solidification of the ingot takes the amount of time τ = 118 min. The temperature of the ingot on its axis then begins to rapidly decrease. At the moment the ingot is removed from the mold (τ = 180 min), the temperature on the axis is 1080°C and the temperature on the surface is 900°C. After 5 min in air, the temperature of the ingot decreases rapidly to 795°C on its surface and to 1050°C on its axis. After the ingot is placed in the thermostat, its surface temperature increases somewhat but the temperature on its axis continues to decrease.

Dependence of the temperature of an R-4.5 ingot in its mid-section on the time τ from the moment the liquid steel is poured into the ingot mold to the moment the ingot is extracted from the furnace in the initial variant: 1) constant temperature in the furnace (1200°C); 2) on the surface; 3) on the axis.
At the moment the ingot is charged into the furnace, at τ = 220 min, its temperature is 960°C on its axis and 750°C on its surface. The axial temperature is still decreasing 20 min after the ingot is charged but then begins to smoothly increase. Ingot surface temperature rises quickly and approaches the temperature of the furnace. After the ingot has been in the furnace for 150 min, the largest temperature difference between its axis and its surface is Δt max = 40°C; after 180 min, Δt max = 25°C. Quality heating of the ingot – heating corresponding to Δt max = 30°C, for example – is achieved after the ingot has been in the furnace for 170 min.
If the total amount of time between the casting of the ingot and its charging into the furnace is decreased, it becomes possible to significantly shorten the length of time the ingot needs to be kept in the furnace. This was confirmed by several sets of calculations. Let us examine the process of the solidification, cooling, and heating of an R-4.5 ingot (steel 08Kh18N10T) in the optimum variant, when the required ingot heating time is minimal. In this case, the ingot is kept in the furnace for 85 min, which is 95 min less than in the initial variant. The lengths of time that the ingot is in the open air and in the thermostat remain the same. Thus, in the variant being discussed the time that elapses from casting to charging of the ingot into the furnace should be 125 min, versus the 220 min in the initial variant.
It follows from Fig. 2 that complete solidification of the ingot begins at the moment τ = 120 min, i.e., 5 min after it is charged into the furnace (at τ = 125 min). At the moment the ingot is charged into the furnace, its temperature is 1310°C on its axis and 920°C on its surface. After charging, the axial temperature monotonically decreases fairly quickly to the furnace temperature of 1200°C, while ingot surface temperature rapidly increases to the furnace temperature. Unlike in the initial variant, the axial and surface temperatures do not “intersect” at any point in the heating operation. Thirty minutes after the ingot is charged into the furnace, its temperature is equalized over its cross section (on the average): the largest deviation of its temperature from the temperature of the furnace is 5°C; however, as the calculations showed, the largest temperature difference Δt max reaches 70°C in the cross sections that are close to the ends of the ingot. The difference Δt max = 30°C after the ingot has been in the furnace 60 min. Thus, in the variant being discussed, quality heating of the ingot in the furnace can be accomplished in 60 min.

Dynamics of the change in ingot temperature in the optimum variant: 1) furnace temperature; 2) temperature on the surface; 3) temperature on the axis.
Due to the shortening (from 220 to 125 min) of the time interval from the moment the ingot is cast to the moment it is charged into the furnace, the length of time an R-4.5 ingot needs to be in the furnace to ensure its quality heating was reduced from 170 to 60 min, i.e., almost threefold. This change is accompanied by a threefold increase in the productivity of the furnace, a sharp reduction in fuel consumption, and a reduction in the amount of metal lost due to oxidation inside the furnace. The amount of heat that needs to be delivered to the ingot is minimal in the optimum variant because the temperature over the ingot’s cross section is equalized while it is inside the furnace.
In large ingots, since internal heat transfer has a greater effect on the rate of the ingot’s heating or cooling than heat transfer which occurs on the surface, the amount of time that the ingot needs to be heated in the furnace τheat is determined mainly by the total amount of time required for the ingot to cool τcool inside the mold, the open air, and the thermostat and by the quality of the ingot-heating operation. Figure 3 presents a nomogram which makes it possible to approximately determine the value of τheat in relation to τcool for Δt max = 30 and 40°C. The nomogram was obtained for an R-4.5 ingot (steel 08Kh18N10T) but can also be used for other grades of steel whose thermophysical properties (mainly thermal conductivity) do not differ significantly from the properties of the steel just mentioned. It follows from Fig. 3 that the longer the time over which the ingot cools τcool and the higher the quality of its heating (i.e., the smaller the value of Δt max), the longer the time needed to heat the ingot in the furnace τheat. The minimum value of heating time τheat corresponds to the optimum variant, with τcool = 125 min. Additional calculations showed that if τcool is reduced to a value below the value in the optimum variant, then it will take longer to equalize temperature over the cross section of the ingot. In the optimum variant, the ingot is charged into the furnace with a weighted-mean temperature tm which is somewhat less than the temperature in the furnace t frn. If the value of t m at the moment the ingot is charged into the furnace is equal to or greater than t frn, the ingot will initially absorb heat because its surface temperature t s will still be less than t frn at the moment the ingot is charged; as a result, t m will become even greater and it will be necessary to remove excess heat from the ingot. For this reason, the temperature of the ingot surface should be greater than the temperature in the furnace. Obviously, equalization of the temperature in the ingot will take longer in this case than in the optimum variant.

Nomogram for determining the time required to heat an R-4.5 ingot in the furnace.
Similar calculations performed for other types of ingots showed that shortening the length of time the ingot is cooled can also make it possible to shorten ingot-heating time in the furnace several-fold without lowering the quality of the heating operation. For example, for an MR-2 ingot 424 mm in diameter and 2000 mm in length, shortening the length of time the ingot is kept in the mold from 90 to 40 min (with the ingot being held in the open air and in the thermostat for 40 min) makes it possible to reduce the required heating time from 90 to 30 min with Δt max = 30°C. For an MR-1 ingot with a diameter of 284 mm and a length of 2000 mm, shortening the length of time the ingot cools in the ingot mold, in air, and in the thermostat from 100 to 30 min makes it possible to reduce the length of time the ingot needs to be in the furnace from 60 to 20 min as long as the difference between the temperature on the axis of the ingot and the temperature in the furnace does not exceed 30°C. Thus, in both cases, the productivity of the furnace is increased threefold.
Conclusions. A mathematical model was constructed to describe the solidification of a steel ingot in an ingot mold, cooling of the ingot in air and in a thermostat, and heating of the ingot in a furnace. Results were presented from numerical calculations of the temperature field of the ingot for different solidification, cooling, and heating conditions. It was shown that shortening the length of time the ingot is allowed to cool in the mold can significantly reduce the length of time it needs to be heated in the furnace. Such a reduction will in turn increase the productivity of the furnace and reduce the amount of metal lost to oxidation.
References
Yu. A. Kalyagin, S. V. Lukin, and A. A. Sinitsyn, “Developing an energy-efficient system for controlling the cooling and solidification of a continuous-cast slab,” Metallurg, No. 12, 53–57 (2013).
A. V. Gofman, V. G. Popov, and S. V. Lukin, “Solidification of an ingot in a continuous-casting machine with the use of dynamic casting regimes,” Metallurg, No. 7, 50–52 (2009).
E. I. Kazantsev, Industrial Furnaces. Guide for Planning and Design, Metallurgiya, Moscow (1975).
E. M. Kitaev, Solidification of Steel Ingots, Metallurgiya, Moscow (1982).
S. V. Lukin, V. V. Mukhin, N. I. Shestakov, and Yu. V. Antonova, “Mathematical model of the cooling of an ingot in a thermostat,” Vestn. Cherepov. Gos. Univ., 2, No. 3, 28–30 (2013).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Metallurg, No. 9, pp. 105–108, September, 2014.
Rights and permissions
About this article

Cite this article
Lukin, S.V., Shestakov, N.I. & Antonova, Y.V. Improving the Conditions for the Solidification, Cooling, and Heating of Steel Ingots with the Use of Modeling. Metallurgist 58, 815–820 (2015). https://doi.org/10.1007/s11015-015-0001-0
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11015-015-0001-0