
We study the behavior of strength and deformation characteristics of different structural layers of the A500C thermally hardened reinforcing steel. The conventional and true fracture diagrams are constructed under the conditions of tension of cylindrical specimens with different structural characteristics produced from the investigated reinforcing steel. We analyze variations of the mechanical characteristics of steel in different structural states and reveal their specific features in the course of fracture. We also determined the true fracture stresses of A500C steel according to the strains measured by the method of digital correlation of images for various structural states of the reinforcing material.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
Reinforcing steels are widely used for the production of reinforced-concrete structures. In order to significantly increase their strength and frost resistance, it is customary to apply the procedure of surface thermal treatment with an aim to create a thermally hardened layer with a thickness of up to 3 mm [1]. As a result of the technological surface thermal treatment, the strength and deformation characteristics become variable in the cross-sectional directions. Furthermore, the thermally hardened layer becomes damaged due to the presence of mechanical defects or as a result of welding. This leads to the appearance of sections in which the deformation resistance of the material decreases by up to 10–20% [2]. Due to long periods of operation and the influence of aggressive media upon the reinforced-concrete structures, it is necessary to be able to reliably evaluate the degree of degradation of their mechanical characteristics caused by the fracture of the thermally hardened layer and take this information into account in the evaluation of their residual period of safe operation. Since the indicated changes occur in certain bounded volumes of the metal with significant concentrations of stresses and strains, the required evaluation of the strength characteristics should be carried out on the basis of the local approaches.
The aim of the present work is to estimate the influence of the characteristics of strength and deformability of various structural zones of the A500C thermally hardened reinforcement on the fracture resistance with an aim to take into account these data for the subsequent evaluation of admissible operating loads that can be applied to reinforced-concrete structures.
Method of Investigations
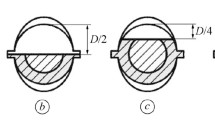
We tested cylindrical specimens made of A500C thermally hardened reinforcement with an initial outer diameter of 20 mm. The middle part of reinforcing rods was turned along the length l = 100 mm to various diameters Di (see Table 1) with regard for the requirements of DSTU for tensile tests [3]. In the tests, we recorded the loading forces and the variations of the image of turned sections of the specimen surface every 0.5 sec. The specimen was gradually loaded up to rupture. We also measured the elongation of the working part of the specimen with the help of a digital indicator. The proposed procedure of investigations makes it possible to determine local true strains and stresses as a result of processing of the recorded images by the method of digital correlation (MDC) [4].
To record the images, we used a “Grasshopper 3” 9.1 Mp monochromatic digital camera of the FLIR firm equipped with a Computar F25\2.8 lens. The camera with two lamps was placed on a platform fastened to the bottom bed of a P-100 loading machine. The distance from the lens to the specimen was equal to 300 mm. In this case, in the recorded images, we observed the entire turned section of the specimen. To measure the force with the help of a pressure gauge of the loading machine, we used an E14-440 digital transducer equipped with the PowerGraph software complex. The general view of the experimental installation is shown in Fig. 1.

Experimental installation: (1) digital camera; (2) lamps; (3) specimen; (4) grips of the testing machine; (5) neck area; (6) digital indicator.
The application of the MDC makes it possible to determine both the total elongation of the specimen in the axial direction and its narrowing in the turned section. With the help of virtual extensometers, we measured
the displacements of the material surface in the region of the neck. By using these data, we computed the values of local strains εx and εy in two directions for different measurement bases and different degrees of deformation. These measurements make it possible to determine the strains and their ratios in local volumes in two different directions, as well as the volume of the material, where they can be regarded homogeneous and independent of the base of measurements. By using the results of processing of the recorded images, we determined not only the local strains but also the variations of the diameter of the neck under loading. On the basis of these data, we computed the true stresses with regard for the changes in the cross-sectional area of the specimen in the process of loading.
Under the conditions of elastic and elastoplastic deformation, the values of true stresses can be found by using different methods. In particular, the level of true stresses at the site of neck formation characterized by the triaxial stress-strain state of the material can be found by the Bridgman method [5] by taking into account the changes in the geometry of the specimen with the help of a correcting factor. Numerous analytic and experimental-numerical approaches to the evaluation of true stresses at the site of neck formation and to the construction of true fracture diagrams of the material were described in [6]. However, their insufficient substantiation and the analysis of specific features of the behaviors of different elastoplastic materials require subsequent investigations. In what follows, we construct complete equilibrium diagrams and determine the changes in the distribution of strains in the region of the neck by the MDC. In addition, we find the optimal base for strain measurements and determine the true stresses with regard for the kinetics of changes in the cross section in the local volume where the stress-strain state is homogeneous in different structural zones of thermally hardened reinforcement.
On the basis of the analysis of experimentally determined variations of the elongation Δi depending on the measurement base bi under the conditions of tension of cylindrical specimens made of A500C steel with different diameters, it was discovered that the strain
computed on the base b = 1 mm is optimal for the evaluation of local deformation characteristics of the material
under study. Earlier, the analysis of the possibility of choosing the optimal base of measurements revealed its strong dependence on the grain size in the material and the loading mode [7]. Generally speaking, the minimal base of measurements is determined by the minimal volume of the material for which we can assume that the formed stress-strain state is homogeneous.
The true stresses, including the stresses appearing after the neck formation, can be found with regard for the changes in the diameter of the neck di, as follows:
where Pi is the load and \( {F}_i=\pi {d}_i^2/4 \) is the true cross-sectional area. The neck diameter was determined by analyzing the recorded images with the help of specially developed algorithms of processing.
Results of Investigations
According to the results of experimental investigations, we plotted the complete stress-strain diagram on the “P–Δ” coordinates for different measurement bases of elongation determined according to the MDC. The area under these diagram is equal to the work performed by the force P for the deformation of a volume of the specimen with height Δi [8]. On the basis of the obtained results, we plotted the classical fracture diagram on the stress–strain (σ − ε) coordinates and the true fracture diagram on the true stress S– true strain e (S − e) coordinates. In Fig. 2, we present both the σ − ε diagram (curve 1; for a base of strain measurements equal to 100 mm) and the S − e diagram (curve 2, for a base of 1 mm). These diagrams were plotted according the results of testing of the specimen made of A500C reinforcing steel with D = 14 mm.

Fracture diagrams for the specimen of A500C reinforcing steel with D = 14 mm: (1) conventional; (2) true.
By analyzing the accumulated results, it was established that, in the proposed approach, the true stresses Si exceed the values obtained according to the classical approach by 20% [5]. Moreover, these values correlate with the data obtained on the basis of a local criterion in [7].
The results of our investigations aimed at the determination of the characteristics of strength (σ and S) and deformability (ex and ey) enable us to find the coefficient of transverse narrowing of the specimens
computed prior to the onset of fracture. The results obtained as a result of testing of specimens with different diameters are presented in Table 1.
The coefficient of transverse narrowing kμ is similar to Poisson’s ratio and characterizes the elastoplastic properties of the material in the neck. Its value depends on the diameter of the specimen (Fig. 3). In particular, for the A500C continuous reinforcement containing all structural layers of the material, the coefficient of transverse narrowing varies within the range 0.3–0.37. For the inner layers of reinforcement corresponding to the specimens with diameters of 13–12 mm and without thermally hardened and transient layers, the value of this coefficient attains a constant value of 0.48 (Fig. 3). Thus, the presence of a thermally hardened layer in the reinforcement increases its strength and, at the same time, worsens its plasticity properties.

Dependence of the coefficient of transverse narrowing kμ on the fracture strains \( {e}_y^{\mathrm{max}} \) for specimens of different diameters D20–D10 made of A500C reinforcing steel.
CONCLUSIONS
On the basis of the obtained results, it is shown that the highest fracture resistance is attained for the complete A500C reinforcement with thermally hardened surface layer. The decrease in strength (S) by 25% and the increase in deformability (ey) by 34% are observed for the core of the reinforcing bar (D = 10 mm). It is also discovered that, for the zone of elastic strains, the ratio of the transverse component of strains ex to the longitudinal strains ey is equal to 0.27. At the same time, in the plastically deformed material in the inner part of reinforcement, this ratio gradually increases up to 0.48 as the diameter of the specimen decreases.
References
V. A. Sheremet, M. I. Kostyuchenko, I. N. Smiyanenko, and E. V. Prikhod’ko, “Thermomechanical hardening of reinforcing steel obtained by the method of rolling and separation,” Metall. Gornorud. Prom., No. 6, 55–57 (2002).
Z. Ya. Blikhars’kyi and Yu. V. Obukh, “Influence of the mechanical and corrosion defects on the strength of thermally hardened reinforcement of 35GS steel,” Fiz.-Khim. Mekh. Mater., 54, No. 2, 273–278 (2018); English translation: Mater. Sci., 54, No. 2, 128–133 (2018).
DSTU EN 10002-1:2006 Metallic Materials. Tensile Tests, Pt. 1: Method for Testing at Room Temperature (EN 10002-1:2001, IDT), Introd. on 01.07.2008.
O. P. Maksymenko, L. F. Frankevych, and O. M. Sakharuk, “An algorithm for processing digital images with an aim to determine the deformation characteristics of materials,” Elektr. Inform. Tekhnol., Issue 3, 156–168 (2013).
P. W. Bridgman, Studies in Large Plastic Flow and Fracture, McGraw Hill, New York (1952).
S. Tu, X. Ren, J. He, and Z. Zhang, “Stress-strain curves of metallic materials and post-necking strain hardening characterization: A review,” Fatig. Fract. Eng. Mater. Struct., 43, 3–19 (2020).
Ya. L. Ivanyts’kyi, Yu. V. Mol’kov, P. S. Kun’, T. M. Lenkovs’kyi, and M. Wójtowicz, “Determination of the local strains near stress concentrators by the digital image correlation technique,” Fiz.-Khim. Mekh. Mater., 50, No. 4, 18–24 (2014); English translation: Mater. Sci., 50, No. 4, 488–495 (2015).
Q. Zhang, Yu. V. Mol’kov, Yu. М. Sobko, and Ya. Z. Blikhars’kyi, “Determination of the mechanical characteristics and specific fracture energy of thermally hardened reinforcement,” Fiz.-Khim. Mekh. Mater., 50, No. 6, 50–54 (2014); English translation: Mater. Sci., 50, No. 6, 824–829 (2015).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Fizyko-Khimichna Mekhanika Materialiv, Vol. 56, No. 6, pp. 60–64, November–December, 2020.
Rights and permissions
About this article

Cite this article
Blikharskyi, Y.Z., Maksymenko, O.P. Evaluation of Strength and Deformability of Thermally Hardened Reinforcement. Mater Sci 56, 789–794 (2021). https://doi.org/10.1007/s11003-021-00496-4
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11003-021-00496-4