
We investigate the influence of the chemical composition and modes of spraying of electric-arc coatings from powder wires of the Stein-Mesyfil series, in particular, 953V, 932V, 954V, and 957V, on their abrasive wear resistance and corrosion characteristics. It is established that all coatings obtained at a current of arc burning of 350 А, have the smallest porosity and largest resistance to abrasive wear resistance, and coatings obtained from 932V and 957V wires are most wear resistant. An influence of the chemical composition and spraying modes on the electrochemical properties of the coatings in a 3% solution of sodium chloride is not found.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Gas-thermal spraying of metallic coatings is extensively used in different branches of engineering to protect the surface of components from wear and corrosion. The main advantages of electric arc metal spraying are the low cost of the process and high productivity with the preservation of the quality of sprayed layers. New consumable materials in the form of powder electrode wires, advanced equipment, and improved technologies of protective and restorative coatings favor their use. Gas-thermal coatings are characterized by substantial structural and chemical heterogeneity, increased contents of pores and oxides of different metals, as a result of which, their corrosion resistance usually decreases, and their wear resistance, in particular abrasive wear resistance, changes differently [1–8].
In what follows, we study the influence of the chemical composition and modes of spraying of electric arc coatings from powder wires (PW) of the Stein-Mesyfil series on their abrasive wear resistance and corrosion resistance.
Materials and Technique
We investigated PW 1.6 mm in diameter (Table 1). Coatings were sprayed with the help of a stationary arc spraying pistol and a Kemppi ProEvolution power source at currents of 320, 350, or 380 А. The working voltage of the arc ranged from 30 to 38 V. Before spraying, a plate of St3sp steel was degreased and shot blasted. The mean thickness of the coating ranged from 600 to 1000 μm. We cut the plates into specimens with a size 150 × 25 mm and studied their abrasive wear resistance and corrosion resistance. The microhardness HV 0.1 and HV 0.3 was measured by a standard microhardness tester. The abrasive wear resistance of the sprayed layers was determined on an ASTMG65 unit, in which a rubber wheel contacts with the surface of a specimen, and the abrasive flux is directed from the top to the gap between them and the surface [9]. The wheel turns to the abrasive flow. The sliding velocity was determined by the formula ωR, where ω is the angular velocity of the wheel and R is its radius [10]. As an abrasive, we used AFC quartz sand (fraction 50/70 μm), recommended for testing under dry friction by the ASTMG65 standard. The consumption of sand ranged from 300 to 400 g/min. The size of specimens was 40 × 27 × 3 mm. Their mass loss was determined by the weight method [9, 11].
We evaluated four types of coatings (12 modes of spraying) of different hardness. The time of wear was determined according to the standard at a force of pressing of the rubber wheel to a specimen of 130 N, which is recommended for commercial materials [11]. Electrochemical investigations were carried out at room temperature according to a three-electrode scheme with the use of a PI-50-1 potentiostat. Investigated specimens were working electrodes. We used a saturated silver-chloride electrode as a reference electrode and a platinum electrode as an auxiliary electrode. A 3% NaCl solution served as a corrosive medium. For a metallographic analysis of specimens, an optical and a scanning electron microscope were used.
Results and Discussion
The metallographic analysis revealed that the coatings have a lamellar structure, which is typical of gas-thermal coatings. Their mean thickness ranged from 695 to 1000 μm.
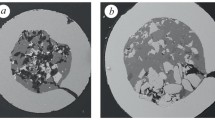
For example, in Fig. 1, the microstructures of electric arc coatings sprayed from 957V PW at different currents are shown. On the whole, depending on the chemical composition and mode of spraying, the coatings contain from 3.4 to 15.2% of the oxide phase and from 1.2 to 4.4% of pores. For all wires, the mode of spraying at a current strength of 350 А provides a minimum porosity and the smaller amount of the oxide phase (Table 1). With both a decrease in it down to 320 А and an increase up to 380 А, these characteristics are impaired.

Microstructure of a coating sprayed from 957V PW at a current of 320 A (а); 350 A (b) and 380 A (c).
As the content of oxides increases, the properties of coatings change: on the one hand, the hardness increases, and, on the other hand, the number of pores and foreign inclusions increases, which can weaken the adhesion of the coating to the substrate and promote its cracking [7]. It was established (Table 1), that, under the smaller load, the microhardness HV 0.1 of individual plates is higher than HV 0.3, which was determined under the larger load on the indenter. The mean value of the hardness depends on the chemical composition of the coating: decreases by 15% in the coating from 932V PW as compared with that from 954V PW and by 30% in the coating from 957V PW as compared with a coating from 932V PW (Table 1).
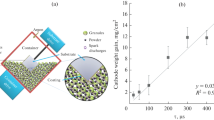
The abrasive wear resistance of the coatings was determined under a load of 130 N for 30; 300, and 600 sec (Fig. 2). The results were averaged after several measurements with an error of 3%. The coatings sprayed at a current of 350 А (Table 2) have the smallest mass loss, minimum porosity, minimum content of the oxide phase, and highest hardness НV 0.3.

Abrasive wear resistance of sprayed coatings: (a) 932V; (b) 953V; (c) 954V; (d) 957V; (1–3) numbers of experiments (see Table 1).
During electrochemical tests in a 3% sodium chloride solution (Table 2), it was established that the electrode potentials of the coatings are in the vicinity of – 0.5 V [for 957V PW the electrode potential is equal to (− 0.6 V)], and the corrosion currents range from 0.015 to 0.035 mA / cm 2. The absence of the influence of the chemical composition and mode of spraying on the electrochemical parameters of the coatings can be explained by their porosity because the corrosive medium penetrates to the substrate through pores, and the potential settles at a compromise value, which slightly differs for all coatings.
To enhance the corrosion resistance of porous gas-thermal coatings, it is recommended [2] to impregnate them by different lubricants, polymeric materials, inhibited media, or fuse by high-energy source of heating.
Conclusions
It has been established that all coatings from PW of the Stein-Mesyfil series formed at a current of arc burning of 350 А have the smallest porosity and the largest abrasive wear resistance; their mass loss in abrasive wear correlates with the decrease in the porosity and the content of the oxide phase; the coatings from 932V and 957V wires are most wear-resistant; the influence of the chemical composition and spraying modes on the electrochemical properties of the coatings in a 3% sodium chloride solution have not been revealed obviously due to their porosity, as a result of which the medium penetrates to the substrate, which takes part in the formation of the electrochemical characteristics.
References
I. Gedzevicius and A. V. Valiulis, “Analysis of wire arc spraying process variables on coatings properties,” J. Mater. Proc. Technol., 175, Nos. 1–3, 206–211 (2006).
V. І. Pokhmurs’kyi, М. М. Student, V. М. Dovhunyk, et al., Electric Arc Restorative and Protective Coatings [in Ukrainian], Karpenko Physicomechanical Institute, Ukrainian National Academy of Sciences, Lviv (2005).
R. C. Tucker, Jr. (editor), ASM Handbook, Volume 5A: Thermal Spray Technology, ASM Thermal Spray Society (2013).
Z. Babiak, T. Wenz, and L. Engl, “Fundamentals of thermal spraying, flame and arc spraying,” in: F.-W. Bach, A. Laarmann, and T. Wenz (editors), Modern Surface Technology, Wiley-VCH, Weinheim (2006), pp. 119–136.
N. Branland, E. Meillot, P. Fauchais, et al., “Relationships between microstructure and electrical properties of RV and DC plasma-sprayed titania coatings,” J. Therm. Spray Technol., 15 (1), 53–62 (2006).
A. Wank, B. Wielage, H. Pokhmurska, et al., “Comparison of hardmetal and hard chromium coatings under different tribological conditions,” Surf. Coat. Technol., 201, No. 5, 1975–1980 (2006).
L. Pawlowski, The Science and Engineering of Thermal Spray Coatings, John Wiley & Sons, Hoboken (2008), pp. 79–105.
C. C. Berndt, J. Karthikeyan, R. Ratnaraj, et al., “Material property variation in thermally sprayed coatings”, in: Proc. of the 4th National Thermal Spray Conf. “Thermal Spray Coatings: Properties, Processes and Applications,” ASM International, Pittsburgh (1991), pp. 199–204.
“ASTM G65-94. Standard test method for measuring abrasion using the dry sand/rubber wheel apparatus,” in: Annual Book of ASTM Standards, Vol. 03.02, ASTM, Philadelphia (1994), pp. 245–256.
X. Ma, R. Liu, and D. Y. Li, “Abrasive wear behavior of D2 tool steel with respect to load and sliding speed under dry sand/rubber wheel abrasion condition,” Wear, 241, No. 1, 79–85 (2000).
ASTM G65-94. Test Method for Measuring Abrasion Using the Dry Sand/Rubber Wheel Apparatus (2000), pp. 239–250.
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Fizyko-Khimichna Mekhanika Materialiv, Vol. 50, No. 6, pp. 124–128, November–December, 2014.
Rights and permissions
About this article

Cite this article
Gargasas, J., Gedzevicius, I., Pokhmurska, H. et al. Wear and Corrosion Resistance of Electric-ARC Coatings Sprayed from Powder Wires of the Stein-Mesyfil Series. Mater Sci 50, 912–916 (2015). https://doi.org/10.1007/s11003-015-9802-3
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11003-015-9802-3