
Abstract
Polypropylene (PP) is a versatile polymer, with a wide range of applications, from household appliances to packaging and automotive components. Unfortunately, most of the PP products have a short life, which leads to a large amount of plastic waste. Recycling PP is an efficient way to offset the environmental pressure, and several technical solutions have been already proposed for PP recycling. However, dramatically reduced thermal and mechanical properties are generally obtained in the case of PP waste materials. In this work, the influence of PP waste on thermal and mechanical properties of PP waste/virgin PP blends was studied. A PP waste material (PPRR) was melted and compounded with high flow virgin PP homopolymer. The blends were characterized by dynamic mechanical analysis, differential scanning calorimetry, thermogravimetric analysis, mechanical tests and Fourier transform infrared spectroscopy. An increase by 20% of the tensile strength and modulus and 2.5 times increase in the melt flow index were observed in the case of the blend with 50% virgin PP as compare to PPRR, also an important increase in crystallinity. All the blends showed a better thermal stability than the virgin PP. The results recommend the blends with 30–50% virgin PP for the recycling of PP waste from raffia in high-performance applications.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Polypropylene (PP) is a versatile polymer, largely used in industry due to its wide spectrum of properties and multiple applications from household appliances to packaging and automotive components [1,2,3,4,5]. Its production is steadily increasing from year to year as well as the amount of PP waste, which raises increasing environment concerns. A large amount of PP used in short-term packaging applications reaches landfills, occupying valuable space. Moreover, the high amount of energy which is required to produce any synthetic polymer is not even partially recovered in the case of landfills. The recovery of energy stored in polymers can be achieved by incineration; however, this affects the environment by the toxic gases released into the atmosphere.
Recycling PP is an efficient way to offset the environmental pressure and several technical solutions have been proposed [6,7,8,9,10,11,12,13]. The most used approaches are mechanical and chemical recycling [7]. The mechanical recycling of polypropylene is routinely done by milling post-consumer goods, followed by extrusion and pelletizing. Polypropylene is characterized by good properties, easy processability and affordable cost; however, significant degradation takes place during melt processing to obtain the final article and during exposure to environmental conditions (moisture, heat, sunlight, dust, smoke, etc.). A good stabilizing system in the original material may limit the thermo-oxidative and mechanical degradations during processing and utilization. In this case, chain scission will be the main degradation mechanism, which leads to a lower melt flow index (MFI), higher degree of crystallinity, elastic modulus and yield stress and lower elongation at break [14].
Similar to most polymeric materials, polypropylene do not show after recycling the physical and mechanical properties requested by applications. One of the easiest methods to improve the properties of recycled polymers is the addition of fillers or modifiers. Calcium carbonate (CaCO3) is frequently used for this purpose due to its low price and good effect on polypropylene properties, such as increased stiffness, improved heat resistance and processing characteristics [15]. Furthermore, virgin PP is frequently modified by fillers and other additives to respond to specific applications [8, 16] and this will affect the characteristics of the PP waste, which will possess different properties depending on the source and additives. In a recent study [11], it has been shown that the addition of additives and fillers strongly modifies the mechanical properties of a recycled polypropylene, and the melt flow index (MFI) is not sufficient to estimate its properties after usage. In this case, complex mechanical and thermal characterization is necessary. Bahlouli et al. [17] studied the effect of recycling on the rheological and thermo-mechanical properties of a PP composite containing an impact modifier (ethylene propylene diene monomer—EPDM) and a filler (talc). They observed a drastic reduction of the mechanical properties with the number of recycling. In some cases, the addition of fillers and modifiers does not ensure all the properties required by the application and compounding the PP waste with a virgin one is seldom preferred. For example, the use of a virgin PP with high MFI to improve the properties and processability of a recycled PP is interesting for both economic and environmental reasons.
Therefore, the effect of a recycled PP from raffia on the properties of recycled PP/virgin PP blend was thoroughly investigated in this study. The recycled PP from raffia contains a filler and other additives besides contaminants. The virgin polymer has a high MFI and was added in different proportion from 10 to 50% in the compound. Fourier transform infrared spectroscopy (FTIR), thermogravimetric analysis (TGA), differential scanning calorimetry (DSC), mechanical dynamic analysis (DMA) and tensile strength as well as atomic force microscopy (AFM) were used to characterize the blends. The purpose of this complex characterization was to determine the optimum proportion of virgin PP (more expensive component) which leads to a material with good and balanced properties for engineering application. Reintegrating PP waste in industrially applicable materials has multiple advantages: the benefit of a lower price of the final product due to the much lower cost of the recycled material, a lower pressure on the environment and less petroleum-based raw material, a limited and non-renewable resource with a rising price [18].
Experimental
Materials
Virgin polypropylene (Tatren HM 50 46) produced by Slovnaft Petrochemicals (Slovakia) with a melt flow index (MFI) of 50 g 10−1 min−1 (230 °C, 2.16 kg) and a density of 0.893 g cm−3 was used as virgin PP and was denoted as PPHM. The recycled polypropylene from raffia (ecoPP Rafie), with a melt flow index of 6.1 g 10−1 min−1 (230 °C, 2.16 kg) and a density of 0.925 g cm−3, was produced by Ecofriend Recycling (Romania) and was denoted as PPRR.
Sample preparation
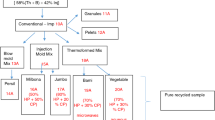
The compounds were obtained by melt mixing recycled PP with the virgin one in a Brabender LabStation (Germany) equipped with a 30 cm3 mixing chamber, at a temperature of 170 °C. Virgin PP was added in proportions of 10, 20, 30, 40 and 50% in the recycled PP. The compounds were then molded on a laboratory two-roll-mill for additional homogenization and to induce preferred orientation by the compressive shear forces involved in rolling. Samples were compression molded into sheets of 1 mm thickness for thermal and mechanical analysis using an electrically heated press (Dr. Collin, P200E, Germany) at 170 °C, 100 s preheating (0.5 MPa) and 2 min under pressure (15 MPa).
Methods of testing and characterization
Structural characterization
FTIR spectra were measured with an ATR setup using IF Tensor 37 spectrometer from Bruker Optics (Billerica, USA). The samples were scanned at room temperature, from 400 to 4000 cm−1, with a resolution of 4 cm−1. The background spectrum was collected before each sample, and the reproducibility was confirmed for each sample by repeating the experiment three times.
Mechanical characterization
Mechanical properties were determined with an Instron 3382 Universal Testing Machine with video extensometer, the result being the average of five tests for each specimen. The tests were carried out at room temperature with a crosshead speed of 50 mm min−1 on specimen’s type IB according to ISO 527. The results were analyzed using the Bluehill 2 Software.
The viscoelastic properties of the PPRR blends were investigated using dynamic mechanical analysis (DMA). DMA Q800 apparatus (TA Instrument Inc, USA), assisted by a liquid nitrogen cooling system (LNCS), was used to measure the storage modulus, loss modulus and tan δ of each blend as a function of temperature. All samples were tested in bending (dual cantilever clamp) mode. The rectangular bar specimens 11 × 3 × 60 mm (width × thickness × length) were heated with a constant heating rate of 3 °C min−1 from − 45 to 145 °C; tests were carried out at three different frequencies (1, 10 and 100 Hz) and the amplitude of 20 μm.
Thermal characterization
Thermogravimetric behavior of the samples was analyzed on a TGA TA-Q5000 V4.5A (TA Instruments Inc., USA) between 40 and 700 °C at a heating rate of 10 °C min−1, in nitrogen (99.999%) flow as purged gas at a flow rate of 50 mL min−1.
Differential scanning calorimetry determinations were performed on a DSC Q2000 (TA Instruments), assisted by a LNCS. The melting and crystallization behaviors of the blends were studied under helium atmosphere, using about 12 mg sample and Tzero aluminum pans. Measurements were carried out from 20 to 300 °C at 10 °C min−1 using and helium (purity 99.999%) as purge gas at a flow rate of 25 mL min−1. The degree of crystallinity (Xc) was calculated as follows:
where ΔH represents the heat of fusion obtained from the heating cycle for the samples and ΔH0 the heat of fusion for 100% crystalline PP homopolymer (207 J g−1) [19, 20]. The melting temperature (Tm) and the onset melting temperature (Tm on) were also determined.
The oxygen induction time (OIT) was determined with a differential scanning calorimeter SDT Q600 v20.9 (TA Instruments). About 12 g of PPHM, PPRR and blends were heated in uncovered alumina pans at a heating rate of 20 °C min−1 in helium (flow rate of 100 mL min−1) from the room temperature to 200 °C, the temperature at which the OIT was determined. After reaching this temperature, the samples were isothermally heated for 3 min; then, helium was changed with oxygen. The samples were maintained at 200 °C under oxygen purge up to the appearance of a clear exothermic onset of oxidation. The OIT value was calculated by the difference between the time corresponding to the onset of oxidation and the time corresponding to the switch from helium to oxygen purge.
Morphological characterization
AFM images of recycled and virgin PP and of the blend with 30 mass% virgin PP were captured using an atomic force microscope (MultiMode 8, Bruker, USA) in Peak Force (PF) quantitative nanomechanical mapping (QNM) mode. Before AFM investigation, the samples were melted at 200 °C for 5 min then quenched to 130 °C for 1 h to cause the crystallization of PP. Etched silicon tip (nominal radius 8 nm) with a cantilever length of 225 μm and a resonance frequency of about 75 kHz was used for measurements. AFM analysis was performed at room temperature with a scan rate of 1 Hz and a scan angle of 90°. The nominal spring constant was 3 N m−1, and the nominal resonant frequency 75 kHz. The image processing and the data analysis were made with NanoScope software version 1.20.
Melt flow index determination
MFI of the PP was determined with a Dynisco LMI4000 Melt Flow Indexer (Germany). Melt flow index is the output rate (flow) in grams that occurs in 10 min through a standard die of 2.0955 ± 0.0051 mm diameter and 8.000 ± 0.025 mm in length when a fixed pressure is applied to the melt via a piston. A load of total mass of 2.16 kg at a temperature of 190 °C was applied in the case of PP blends. Melt flow index is an assessment of average molecular mass and it is an inverse measure of the melt viscosity. The densities of the polymer blends were calculated according to ISO 1183-immersion method at room temperature using ethyl alcohol; the reported values are an average of three determinations.
Results and discussion
TGA Analysis
Thermogravimetric analysis was used to analyze the changes in thermal stability and the mass loss (ML) in nitrogen atmosphere induced by different proportions of PP waste in the blend (Figs. 1a and 2, Table 1).

Thermogravimetric curves of the PP blends (a); OIT value for PPHM, PPRR and blends (b)

Mass loss and residue for the PP blends
Small difference, of about 7 °C, between the values of the onset degradation temperature (Ton) corresponding to the two sorts of PP (virgin and recycled) was observed; similarly, the temperature of the maximum degradation rate (Tmax) was higher for the recycled PP (457.1 °C) compared to the virgin one (451.8 °C). Interestingly, all the blends showed Ton and Tmax values close to that of the recycled PP. The increased thermal stability of the blends compared to PPHM (virgin PP), regardless the amount of PPHM, may be due to the presence of an inorganic filler in the recycled PP, which block or delay the transfer of the decomposition products by its mass transport barrier effect and by the absorption effect of the free radicals produced in the decomposition [21]. This is supported by the value of the residue at 700 °C which is double for the recycled PP compared to PPHM and increases continuously with the amount of PPRR in the blend (Table 1, Fig. 2). A main decomposition step was observed for all the samples between 370 and 490 °C (Fig. 1a), more than 98% of the mass being lost at 500 °C for the virgin PP and only 94–96% for PPRR and the blends. These differences come also from the presence of the filler.
Two small shoulders were observed only for PPRR and the blends at a temperature higher than 500 °C, the first at about 540 °C and the second at a temperature between 651 and 667 °C, depending on the amount of PPRR in the blend. The ML corresponding to these shoulders is small in both cases, between 0.1 and 0.2% for the first and between 1 and 2% for the second. It is very interesting that the ratio of the two ML values remains constant (0.1) for all the blends and PPRR. It may be assumed that the higher temperature peak belongs to the filler and the peak at about 540 °C, to its coating. This is supported by the values of the residue at 700 °C, which is in general due to the filler in the case of polyolefins. Previous works [22, 23] have shown that CaCO3 is stable up to 600 °C and decomposes to CaO at a temperature higher than 650 °C, similar to our results. Therefore, the filler in PPRR and its blends may be CaCO3 coated with silane because the pyrolysis of polycondensed silanes takes place at about 510–550 °C [24].
It is remarkable that the thermal stability at the processing temperature (200 °C) is very good for all the samples since the ML does not exceed 0.1%. Similarly, the temperature at 5% ML is very high, about 400 °C, and with more than 10 °C higher for PPRR and blends compared to virgin PP.
The better thermal stability of the recycled PP and its blends compared to PPHM was verified by the oxidation induction time (OIT). The thermo-oxidative degradation may decrease the properties of PP and its applications, OIT being an effective measure of the material stability [25,26,27]. The OIT value was double for PPRR compared to PPHM, 6.8 min versus only 3.0 min (Fig. 1b). Interestingly, the blends showed OIT values very close to that of PPRR, 6.1 min for PPRR + 30% PPHM and 6.3 min for PPRR + 50% PPHM. Similar OIT values were reported for PP/wood composites tested at the same temperature (200 °C) [25]. These results support the good thermal stability of the recycled PP blends, in line with TGA results. FTIR analysis may give more information about the PPRR degradation and composition.
Structural characterization
Table 2 sums up the peak vibrations in the FTIR spectra of PP blends (Fig. 3), attributed to the constituent functional groups.

FTIR spectra of virgin and recycled PP (a); FTIR spectra of the blends (b)
For both reference samples and blends, the stretching and bending vibrations attributed to CH, CH2 and CH3 groups, are located in the range 3000–2850 cm−1 and in the fingerprint region 1350–1470 cm−1. All the samples have characteristic vibrations in the range 880–995 cm−1 which is characteristic to the double bonds and in the range 970–1250 cm−1, characteristic to alcoholic/phenolic C–O bonds [28] (Fig. 3). The presence of these vibrations demonstrates the oxidative degradation of both raw and recycled polypropylene or the presence of processing/stabilizing additives having such functional groups.
Noteworthy is the peak at 1730 cm−1 specific to C=O vibrations from saturated aldehydes, which is present only in PPRR and demonstrates the degradation of the recycled PP. Therefore, the FTIR analysis shows a higher degree of degradation in the case of the recycled PP compared to the raw one, which was expected because of the supplementary melt processing and wear out. FTIR analysis of the blends (Fig. 4b) shows all the fundamental vibrations mentioned above and an attenuation of the C=O vibrations at 1730 cm−1 with the decrease in the recycled PP amount in the blend.

DSC heat flow versus temperature for PP blends (a); the degree of crystallinity versus PPHM concentration in the blends (b)
DSC Analysis
The degree of crystallinity and the melting behavior are important characteristics, closely related to the mechanical performance of the material and its processability (Fig. 4). The onset melting temperature (Tm on), melting temperature (Tm), melting enthalpy (ΔHm) and the degree of crystallinity are shown in Table 3.
A crystallinity of 35.1% for virgin PP and 29.5% for the recycled PP were obtained, considering that virgin and recycled polypropylenes contains no additional components. Virgin PP contains, probably, a very small amount of additives as nucleating agents or stabilizers; however, this is not true for the recycled PP which also contains a filler as supported by TGA; therefore, the difference between the degrees of crystallinity between virgin and recycled PPs is actually lower. A linear increase in crystallinity with the increasing mass percentage of PPHM in the blends was observed (Fig. 4b). Moreover, the difference between the melting temperatures of PPHM and PPRR is very small, of only 0.4 °C; therefore, the differences observed between the melting temperatures of the blends fall within experimental error.
A small endotherm was observed in the melting scan of PPRR and its blends at 125 °C. This may be ascribed to the melting of polyethylene chains. The melting enthalpy of this peak is small, only 4 kJ g−1, which suggests a low amount of polyethylene component. Polyethylene often appears in PP waste because it is difficult to separate the two polyolefins in the waste. It is worth to mention that virgin PP shows only the melting peak and no other thermal events, which supports its purity.
Dynamic mechanical analysis
The characteristic temperatures and values of storage modulus, loss modulus and tan delta are shown in Table 4. Dynamic mechanical properties of virgin PPHM and recycled PPRR are shown in Fig. 5. The recycled PPRR showed higher values for storage and loss moduli compared to the virgin PPHM (Fig. 5). This increase is due to the fillers added in the recycled polypropylene prior utilization for improving its properties. At 1 Hz, this tendency is preserved for almost all the blends (Fig. 6, Table 4). The ratio of recycled/virgin PP determines the increase in the temperature value at which the relaxation process occurs: the highest values are associated with PPRR and its blends and the lowest to PPHM. This behavior is caused by the different segmental mobility resulting from the compounding: The virgin PP has the lowest values because of the lack of intermolecular stiffening, while in the case of PPRR the changes are determined by the fillers or modifiers. The influence of the reinforcing action of the inorganic fillers as a consequence of electrostatic interactions with degraded PP sequences should be also considered. Indeed, the presence of carbonyl polar groups in the FTIR spectra of recycle PP and blends was shown before (Fig. 3).

Dynamic mechanical properties versus temperature for PPHM and PPRR at 1 Hz

Storage modulus of PPRR with various amount of PPHM at different frequencies (1 Hz, 10 Hz, 100 Hz) and different temperatures: a − 45 °C; b 25 °C; c 100 °C
Analyzing the values of the glass transition determined from the three DMA characteristics (Table 4), one can see a change of mobility when the amount of virgin PP increased. The gradual increase in glass transition value relative to the phase angle tangent (column 3) underlines the plasticizing effect of virgin PP in PPRR blends. This may be a result of the lower viscosity of PPHM, illustrated in the higher MFI value (Table 5).
It is worth to mention that the increase of the MFI with the amount of PPHM in the blend is not linear however the PPRR blend with 50% virgin PP with a MFI value of 15 g 10−1 min−1 is suitable for the fabrication of a large range of injected parts.
The effect of frequency increase (1 Hz, 10 Hz and 100 Hz) on the thermal properties of PPRR and its blends is shown in Fig. 6. An increase in the storage modulus with increasing frequency was observed, regardless of the temperature. The same trend was observed over the entire temperature range for the loss modulus. With increasing frequency, the glass transition determined from both loss modulus and tan δ curves shifted to higher temperature, generally with more than 10 °C if the results for 1 Hz and 100 Hz are compared. At a higher frequency, the polymer chains have less time to respond to the effort and higher energy is required for their movement and, therefore, higher glass transition is observed (Table 4) [29].
Tensile tests
The mechanical properties of PPRR and virgin PP are different, in particular the tensile strength and modulus of PPHM are higher by 15% and 17% (Table 5). The poorer mechanical properties of the recycled PP probably result from the thermo-mechanical degradation during the multiple heating-shearing cycles. The higher stiffness and strength of the virgin PP, highlighted by the better Young’s modulus and tensile strength, contributed to the improvement of the mechanical properties of PPRR (Table 6). An increase by about 20% of the tensile strength and modulus was observed in the case of PPRR + 50% PPHM. This shows the benefic effect of virgin PP in PPRR/PPHM blends, which is important for applications.
The effect of a small amount of virgin PP on the mechanical properties of the blend is not clear; the unusual increase in elongation at break may arise from the inhomogeneity of the blend. This may be due also to the presence of polyethylene waste, observed by DSC analysis. A significant increase in the elongation at break was reported for recycled PP modified by thermoplastic elastomers [30]. PPRR + 10% PPHM is the sample with the lowest density (Table 6); therefore, the presence of pores and voids may also increase the ductility. It is worth mentioning the high density of PPRR, and all the other blends compared to virgin PPHM. This is caused by the presence of polyethylene, emphasized by DSC analysis and by the filler.
The variation of the tensile properties with the amount of more ductile PPHM in the blend is not linear, and lower values of the mechanical properties than those proposed by the law of mixtures were obtained (Table 6). This is not uncommon for polymer blends with different ductility components and was reported for blends of polypropylene and low-density polyethylene studied for a more economically attractive recycling [31].
Morphological characterization
The surface morphology of PPRR, PPHM and the blend with 30% PPHM, isothermally crystallized at 130 °C for 1 h, was investigated by AFM (Fig. 7).

AFM topographic (a, b, c) and peak force error (d, e, f) images of PPRR, PPHM and PPRR + 30% PPHM; detailed AFM images (height) of the same samples (g, h, i)
AFM images show that all the PP samples (PPHM, PPRR and their blend) are characterized by a crystalline structure. Cross-hatched lamellae, characteristic to the α form of polypropylene, are visible in all the samples (Fig. 7). The higher magnification AFM topographic images (Fig. 7g–i) better show the lamellae (lighter color) separated by amorphous material (darker color). No important differences were observed between samples by AFM, except for more light objects (100–400 nm) on the surface of PPRM and its blend, probably due to the filler and impurities. Values between 10 and 20 nm were determined for the lamellar thickness for all the samples from the AFM topographic images using the NanoScope 1.20 software. However, the lamellar thickness cannot be precisely determined from the AFM images because of the tip broadening phenomenon [32]. According to the Gibbs–Thomson equation [33] and considering for the melting temperature a value of 162 °C, as determined from DSC (Table 3), an average lamellar thickness of about 10 nm was determined, similar to other reports [33,34,35].
Conclusions
Finding the best proportion between recycled and virgin polypropylene for reintegration by compounding in engineering applications was the main aim of this study. The thorough analysis of the blends and references showed small structural changes and almost no modification of the thermal behavior but important variation of the mechanical behavior. The appearance of an absorption band at 1720 cm−1 in the FTIR spectra of PP waste and blends indicated slight oxidation. However, the temperature at the maximum degradation rate was higher for the recycled blends than for virgin PP probably because of the filler; this was detected by the larger residue at 700 °C. An increase by 20% of the tensile strength and modulus and 2.5 times increase in the melt flow index were observed in the case of the blend with 50% virgin PP, also an important increase in crystallinity and thermal stability. These results recommend the blends with 30–50% virgin PP for the recycling of PP from raffia in high-performance applications.
References
Makoto K, Arimitsu U, Naoki H, Hirotaka O, Masaya K. Development and applications of polyolefin- and rubber–clay nanocomposites. Polym J. 2011;43:583–93.
Khalaj MJ, Ahmadi H, Lesankhosh R, Khalaj G. Study of physical and mechanical properties of polypropylene nanocomposites for food packaging application: nano-clay modified with iron nanoparticles. Trends Food Sci Technol. 2016;51:41–8.
Huan TD, Boggs S, Teyssedre G, Laurent C, Cakmak M, Kumar S, Ramprasad R. Advanced polymeric dielectrics for high energy density applications. Prog Mater Sci. 2016;83:236–69.
Panaitescu DM, Vuluga Z, Ghiurea M, Iorga M, Nicolae CA, Gabor RA. Influence of compatibilizing system on morphology, thermal and mechanical properties of high flow polypropylene reinforced with short hemp fibers. Compos Part B Eng. 2015;69:286–95.
Panaitescu DM, Vuluga Z, Radovici C, Nicolae CA. Morphological investigation of PP/nanosilica composites containing SEBS. Polym Test. 2012;31:355–65.
Scheirs J. Polymer recycling. New York: Wiley; 1998.
Hamad K, Kaseem M, Deri F. Recycling of waste from polymer materials: an overview of the recent works. Polym Degrad Stab. 2013;98:2801–12.
Ghioca P, Spurcaciu B, Iancu L, Grigorescu R, Rapa M, Grosu E, Matei E, Berbecaru C, Pica A, Gardu R, Cincu C. Composite of waste polypropylene by styrene-isoprene block-copolymers blending. Mater Plast. 2015;52:3.
Ferrándiz S, López J, Navarro R, Parres F. Rheological behavior of recycled polypropylene for reuse in the automotive sector. J Optoelectron Adv Mater. 2011;13:902–5.
Bodzay B, Fejos M, Bocz K, Toldy A, Ronkay F, Marosi G. Upgrading of recycled polypropylene by preparing flame retarded layered composite. eXPRESS Polym Lett. 2012;6:895–902.
Jmal H, Bahlouli N, Wagner-Kocher C, Leray D, Ruch F, Munsch JN, Nardin M. Influence of the grade on the variability of the mechanical properties of polypropylene waste. Waste Manag. 2018;75:160–73.
Ragaert K, Hubo S, Delva L, Veelaert L, Bois E. Upcycling of contaminated post-industrial polypropylene waste: a design from recycling case study. Polym Eng Sci. 2018;58:528–34.
Väntsi O, Kärki T. Environmental assessment of recycled mineral wool and polypropylene utilized in wood polymer composites. Resour Conserv Recycl. 2015;104:38–48.
Aurrekoetxea J, Sarrionandia MA, Urrutibeascoa I, Maspoch ML. Effects of recycling on the microstructure and the mechanical properties of isotactic polypropylene. J Mater Sci. 2001;36:2607–13.
Zdiri K, Elamri A, Hamdaoui M, Harzallah O, Khenoussi N, Brendlé J. Reinforcement of recycled PP polymers by nanoparticles incorporation. Green Chem Lett Rev. 2018;11(3):296–311.
Mehmet SE, Emel O. Mechanical and thermal behaviors of polypropylene—multi-walled carbon nanotube nanocomposite monofilaments. Fibres Text East Eur. 2013;1:21.
Bahlouli N, Pessey D, Raveyre C, Guillet J, Ahzi S, Dahoun A, Hiver JM. Recycling effects on the rheological and thermomechanical properties of polypropylene-based composites. Mater Des. 2012;33:451–8.
Mothé CG, Monteiro DF, Mothé MG. Dynamic mechanical and thermal behavior analysis of composites based on polypropylene recycled with vegetal leaves. Mater Sci Appl. 2016;7:349–57.
Karger-Kocsis J. Structure and morphology, in polypropylene: structure, blends and composites, vol. 1. London: Chapman & Hall; 1995.
Ramos VD, Costa HM. Degradation of polypropylene (PP) during multiple extrusions: thermal analysis. Polym Test. 2007;26:676–84.
Zhou TY, Tsui GCP, Liang JZ, Zou SY, Tang CY. Thermal properties and thermal stability of PP/MWCNT composites. Compos Part B. 2016;90:107–14.
Ozen I, Simsek S, Eren F. Production and characterization of polyethylene/calcium carbonate composite materials by using calcium carbonate dry and wet coated with different fatty acids. Polym Polym Compos. 2013;21:3.
Deshmukh GS, Pathak SU, Peshwe DR, Ekhe JD. Effect of uncoated calcium carbonate and stearic acid coated calcium carbonate on mechanical, thermal and structural properties of poly(butylene terephthalate) (PBT)/calcium carbonate composites. Bull Mater Sci. 2010;33(3):277–84.
Loof D, Hiller M, Oschkinat H, Koschek K. Quantitative and qualitative analysis of surface modified cellulose utilizing TGA-MS. Mater. 2016;9:415.
Borysiak S. The thermo-oxidative stability and flammability of wood/polypropylene composites. J Therm Anal Calorim. 2015;119:1955–62.
Hafshejani KT, Khorasani SN, Jahadi M, Hafshejani MS, Neisiany RE. Improving mechanical and thermal properties of high-density polyethylene/wood flour nanocomposites. J Therm Anal Calorim. 2019;137:175–83.
Cibulkova Z, Vykydalova A, Chochulova A, Simon P, Alexy P, Omanikova L. Thermooxidative stability of polypropylene/TiO2 and polypropylene/layered silicate nanocomposites. J Therm Anal Calorim. 2018;131:1491–7.
Socrates G. Infrared and Raman characteristic group frequencies: tables and charts. 3rd ed. Middlesex: The University of West London; 2001.
Gonzalez JAC, López RE, Saldivar RG, Almendarez AC. Improvement in the energy dissipation capacity of polypropylene composites through a surface modification of titanium dioxide particles with a dicarboxylic acid. Thermochim Acta. 2018;664:48–56.
Matei E, Râpa M, Andras AA, Predescu AM, Pantilimon C, Pica A, Predescu C. Recycled polypropylene improved with thermoplastic elastomers. Int J Polym Sci. 2017;7–8:1–10.
Strapasson R, Amico SC, Pereira MFR, Sydenstricker THD. Tensile and impact behavior of polypropylene/low density polyethylene blends. Polym Test. 2005;24:468–73.
Frone AN, Panaitescu DM, Chiulan I, Gabor AR, Nicolae CA, Oprea M, Ghiurea M, Gavrilescu D, Puitel AC. Thermal and mechanical behavior of biodegradable polyester films containing cellulose nanofibers. J Therm Anal Calorim. 2019. https://doi.org/10.1007/s10973-019-08218-4.
Panaitescu DM, Nicolae CA, Vuluga Z, Vitelaru C, Sanporean GC, Zaharia C, Florea D, Vasilievici G. Influence of hemp fibers with modified surface on polypropylene composites. J Ind Eng Chem. 2016;37:137–46.
Pawlak A, Galeski A. Crystallization polypropylene. In: Karger-Kocsis J, Bárány T, editors. Polypropylene handbook: morphology, blends and composites. New York: Springer; 2019.
Kang J, Yang F, Wu T, Li H, Liu D, Cao Y, Xiang M. Investigation of the stereodefect distribution and conformational behavior of isotactic polypropylene polymerized with different Ziegler–Natta catalysts. J Appl Polym Sci. 2012;125:3076.
Acknowledgements
This work was supported by a grant of the Romanian Ministry of Research and Innovation, CHEM-ERGENT, Contract No. 23N/2018 (PN 19.23.02.01.04/2019) within Program NUCLEU.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Stoian, S.A., Gabor, A.R., Albu, AM. et al. Recycled polypropylene with improved thermal stability and melt processability. J Therm Anal Calorim 138, 2469–2480 (2019). https://doi.org/10.1007/s10973-019-08824-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10973-019-08824-2