
Abstract
Slightly hypoeutectic ductile irons (4.10–4.2%CE) have a specific response to inoculation, which slightly decreased the temperature of the start of austenite formation (TAL), quickened up the start of eutectic freezing (nucleation) and increased the lowest and the highest (recalescence) eutectic temperatures. Temperature of the end of solidification increasing, with more negative level of the minimum value of the first derivative of cooling curve on the end of solidification, illustrates the efficiency of the applied inoculation to control the latter part of solidification. Increased graphitization factor, illustrating the graphite formation in the second part of eutectic reaction, sustains also the positive effect of inoculation. Inoculated irons show lower cooling rate for all of specific intervals than un-inoculated irons, with increasing tendency from beginning to the end of solidification, as specific values and also as difference between un- and inoculated irons. Inoculation potential, as ratio between the level of one specific parameter in inoculated and un-inoculated irons, has specific position, for each thermal analysis parameter, increasing from the beginning to the end of solidification. This treatment is useful not only to improve some metallurgical events at the beginning of solidification (carbide to graphite transition, graphite morphology control, eutectic cells count) but also it must be capitalized to control the last part of solidification, when the integrity of castings is decided.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Ductile [nodular graphite] iron castings production represents more than 30 million metric tons each year worldwide. (Cast iron is more than 70% of the total casting production.) Some critical production conditions must be considered, such as thin-wall castings [< 5 mm], electric coreless induction furnace melting at high overheating and less rare earth elements available due to their world crisis. So, high-efficiency metallurgical methods need to be investigated, to control solidification pattern of iron castings, such as inoculation, when special alloys (inoculants) added to the molten cast iron immediately prior to casting, with direct effects on the primary structure. Generally, inoculation is applied to promote solidification without excessive eutectic under-cooling, which favours carbides formation usually with undesirable graphite morphology.
The routine measurements of metallurgical treatments effects in a foundry are in many ways empirical and have to be calibrated as well as interpreted to have any value in managing the process. It is well known that chemical analysis results from a spectrometer sometimes do not reflect the truth or match other benchmark test values. With the more widespread adoption of thermal [cooling curves] analysis, its data have become an indicator of iron quality [1,2,3,4,5].
The solidification cooling curve itself as well as its first derivative (a cooling curve is often easier to interpret if the first derivative is plotted) and related temperatures can be used to predict the characteristics of the cast iron. The optimal cooling curve varies for different castings (due to their configuration) and various types of mould material (due to mould stability). When dT/dτ = 0, it means that heat generated inside the sample just balances the heat losses [6].
Application of thermal [cooling curve] analysis to solidification control of grey cast irons, referring to the stable eutectic temperature (Tst) and to the metastable eutectic temperature (Tmst), mainly evaluated the carbides/graphite ratio, chill tendency, graphite morphology [under-cooled to lamellar type A ratio], eutectic cells characteristics, tensile strength and hardness level [7,8,9,10].
In ductile cast iron, chill width (carbides) tendency correlates well with the cooling curves’ parameters, referring to eutectic under-cooling (∆Tm, ∆T1), which compares the stable equilibrium temperature Tst (∆Tm = Tst − TEU) to the metastable (carbidic) equilibrium temperature Tmst (∆T1 = TEU − Tmst). TEU describes the lowest eutectic temperature on the cooling curve, corresponding to a zero point on its first derivative. Lower ∆Tm and higher ∆T1 parameters recorded in standard conditions (ceramic cup, Quick-Cup™ system) showed lower chill width levels in the experimental irons [9, 10]. Inoculation moved these thermal analysis parameters to improved values (lower ∆Tm, higher ∆T1), and consequently, the chill width tendency to lower levels. In this way, an alloy selection procedure for in-mould inoculation has been possible [11].
Modelling of stable and metastable eutectic transformation of spheroidal graphite iron casting shows the relationship of morphology of carbides and solidification. It was indicated that the growth of white eutectic and carbide morphology could be predicted by solidification simulation [12]. It was found that as for solidification pattern of ductile cast iron, the most representative parameters of thermal analysis had been improved by residual aluminium, such as higher eutectic temperatures and lower under-cooling, higher temperature at the end of solidification and larger maximum rate of eutectic freezing at this temperature [13,14,15].
Shrinkage prediction is also very important especially for ductile iron castings, as shrinkage becomes one of the most important defects that negatively affects the production of ductile cast iron parts. Thermal analysis of solidification process could offer important information in this respect [16,17,18,19].
High Si ductile iron is characterized by lower values of under-cooling at the beginning of eutectic reaction and at the end of solidification [∆T3 less negative], for both un- and inoculated irons, compared to conventional material. The combination of Si alloying with efficient inoculation led to positive values of the ∆T3 parameter. Mo additions at higher level in 4%Si ductile iron decreased the eutectic interval and led to increased under-cooling over the entire solidification period, in un-inoculated irons. Inoculation compensates for the negative effect of Mo. It appears that Mo, at high levels, compromised the beneficial effect of Si alloying, while an efficient inoculation became mandatory to improve the solidification pattern up to the end of solidification [20, 21].
Chemistry results provide only limited information about the expected solidification of the cast iron. Thermal analysis allows the foundry to see how the graphite is growing—similar to a microstructure analysis but faster, with a larger sample size [22].
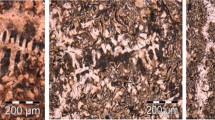
In ductile iron production, a base iron melt, controlled as chemical composition [C, Si, Mn, P, S, minor elements], is subjected to a nodularization treatment [usually as Mg treatment, with or without rare earth elements contribution]. The result mainly consists in nodular graphite formation, more or less similarly with a spherical form. Usually, the structure after Mg treatment includes nodular graphite, at lower quality referring to spherical form and at lower count, while free carbides are usually present (Fig. 1b). Inoculation, as graphitizing treatment [FeSi-based alloys, including Ca, Ba, Sr, Zr, Ce, La, etc., as inoculating elements) applied to iron melt after Mg treatment favours better structure characteristics (Fig. 1c): free carbides formation avoiding, graphite particles closer to spherical form and at higher count and lower size, ferrite formation, etc. High-quality ductile iron casting production means an efficient double treatment [nodularization + inoculation], with strong control on inoculation effects. Thermal analysis, as solidification cooling curves application, could be a good solution in this respect.

Typical ductile (nodular graphite) cast iron production procedure: a base iron; b Mg treatment of the base iron; c inoculation of the Mg-treated iron [Nital etching] [LG lamellar graphite; NG nodular graphite]
The main objective of the present work was solidification control of slightly hypoeutectic ductile [nodular graphite] cast iron [4.10–4.24% carbon equivalent] by thermal [cooling curve] analysis, with the representative temperatures on the cooling curve measured and reported to the calculated equilibrium temperatures by different ways, in stable and metastable solidification systems. It focused on the effect of inoculation and repeatedly occurrence on the representative events on the cooling curve and its first derivative, known as influencing the final castings’ quality.
Experimental procedure
In the first stage of experiments, a primary iron was obtained in an acid lining, 150 kg capacity, 1000 Hz and 155 KW, crucible electric induction furnace and cast in metal mould. This iron was used as charge material, for experimental tests, by re-melting in a smaller crucible electric furnace (graphite crucible induction furnace, 10 kg, 8000 Hz), in the same conditions, as chemistry and thermal regime, for all of the recorded five experimental heats.
Tundish cover ladle [10 kg] technique was used for Mg treatment [1530 °C], involving 2 mass% Fesi CaMgRE alloy [43.03%Si, 10.35%Mg, 1.01% total rare earth elements, 1.87%Ca, 1.35%Al, Fe-bal). 0.5 mass% Ca, Ce, S, O FeSi alloy [70–76%Si, 0.75–1.25%Ca, 0.75–1.25%Al, 1.5–2.0%Ce, S- and O-bearing compounds totalling less than 1%; Fe-bal] was added in the pouring ladle, during the transfer of iron melt from Mg treatment ladle, for inoculation. The same Mg treatment and inoculation procedures were applied for all of the five experimental heats.
Standard Quick-Cup™ thermal analysis system [ceramic cup, 0.75 cm cooling modulus] was used, to compare the solidification pattern of un-inoculated and inoculated Mg-treated cast irons, resulted from the five experimental heats, with two samples for each inoculated ductile cast irons [total 10 thermal analysis series for inoculated ductile cast irons, obtained in similarly conditions].
Results and discussion
The cast iron chemistries for the as-melted base iron (before metallurgical treatments application) and after a specific double treatment (Mg treatment + inoculation) application were evaluated by the use of a performance spectrometer (SPECTROLAB M 10, Hybrid Optic) capable of determining a high number of chemical elements, including very low levels of minor active elements.
Table 1 includes the chemical compositions of the tested ductile cast irons, as the base iron [furnace tapping] and final iron, after Mg treatment and inoculation, respectively. Applied double treatment with specific FeSi-based alloys, including active elements, led to important changes in the chemical composition of the final irons, comparing to base (furnace) iron melt: (a) the presence of nodularizing elements, such as Mg (increased from < 0.0001% up to 0.05%) and Ce (increased from 0.0003 to 0.0004% up to 0.01%), at typical level for ductile iron production; (b) increased content of residual Al, from 0.001% up to 0.015%, important to sustain graphite nucleation; (c) Si increased from 1.3–1.5% up to 2.5–2.6%, and, consequently also carbon equivalent (from 3.9–4.0% up to 4.10–4.24%); (d) S decreased.
Minor elements, typically present in ductile cast irons, were kept at low levels: 0.047–0.049%Cr, 0.043–0.045%Ni, 0.051–0.056%Cu, 0.012–0.015%Ti, 0.004–0.005%Sn, 0.003–0.004%As, 0.0020–0.0025%Bi, 0.0004–0.0013%Sb, 0.0055–0.0083%N, < 0.0002%Pb, 0.004–0.012%Mo, 0.0040–0.0045%Co, 0.0055–0.0060%Nb, 0.0033–0.0045%V, < 0.0002%W, 0.00045–0.00065%Zr, < 0.0008%Te, 0.0009–0.010%B, 0.0007–0.0009%Zn, < 0.0001%La. All of these elements influence the position of tested cast irons in the equilibrium iron–carbon phase diagram, through the carbon equivalent (CE, Eq. 1) level.
Cooling curves [T = f(τ)] and their first derivatives [dT/dτ = f(τ)] were recorded, for both un-inoculated [only Mg-treated] ductile cast irons and inoculation applied after Mg treatment. Figure 2 shows typical solidification thermal analysis, expressed by cooling curves and their first derivatives.

Typical cooling curve and the first derivative of the un-inoculated (a) and inoculated (b) ductile cast irons
Eutectic temperatures in the stable (graphitic) system (Tst) and metastable (carbidic) system (Tmst) are usually calculated as silicon effect, the major influencing factor in this respect in cast irons. Equations 2 and 3, usually used in this field [6], illustrate the capacity of this element to enlarge eutectic interval [∆Ts = Tst − Tmst] by increasing Tst and decreasing Tmst values, respectively.
Recently, experimental evaluation allowed to establish more complex equations, which consider the effects of the most present elements in chemical compositions of commercial ductile cast irons (Eqs. 4, 5) [16, 23].
Table 2 and Fig. 3 illustrate the values of calculated eutectic temperatures in stable (Tst) and metastable (Tmst) systems, considering only silicon [S-series] [6] or total chemical composition [K-series] [16], for the tested five heats of inoculated ductile cast irons. The two considered possibilities to calculate the reference eutectic temperatures led to different values for these parameters, with Tst the most affected [18 °C as average difference], comparing to metastable eutectic temperature Tmst [only 10.5 °C as average difference] levels by considering the effects of total elements found in the chemistry of tested cast irons. Consequently, the eutectic interval [∆Ts = Tst − Tmst] is also lower [46.6 °C vs. 53.3 °C, respectively] if all of the identified chemical elements are considered. Relatively lower differences in chemical composition of the compared five inoculated ductile iron heats (see Table 1) led to limited differences between their eutectic temperatures (Table 2): 0.6 °C [K-series] versus 1.1 °C [S-series] for Tst and 1.8 °C [K-series] versus 1.9 °C for Tmst [S-series], respectively. It was confirmed that silicon is the most important influencing factor on the level of eutectic temperatures, but, on the other hand, it was found that also other elements must be considered for a correct evaluation of these two parameters, important for solidification control of cast irons.

The measured representative temperatures on the cooling curves, as effect of inoculation, and the stability (repeatability) of the obtained values, for the two samples for each of the five tested heats, in a restricted range of chemical compositions variation, are illustrated in Table 3 and Fig. 4. The high precision of representative temperatures measurement is an objective in iron casting solidification control by cooling curves analysis. For this reason, also at least the first derivative of the cooling curve is considered. In industrial applications a very low difference between thermal parameters obtained in this way could be vital for iron castings quality evaluation. For this reason, an important objective of the present work was a precise measurement of the defined representative temperatures, able to illustrate the specific of solidification pattern of iron castings.
It was considered the entire solidification process, including the identified important points, as simultaneously consideration of the cooling curve and its first derivative (Fig. 2):
-
TAL—temperature of austenitic liquidus, as the start of solid phase formation in hypoeutectic cast irons;
-
TSEF—the start of eutectic freezing (nucleation);
-
TEU and TER—the lowest and the highest (recalescence) eutectic temperatures, respectively;
-
TES—temperature of the end of solidification.
According to the total chemical composition, expressed by carbon equivalent [CE—Eq. 1], the tested ductile cast irons occupy a hypoeutectic position, as final CE = 4.1–4.24%, but close to the eutectic range [CE = 4.26% in the graphitic system]. For this reason, TAL values are generally less than 1225 °C and closer to eutectic temperature in the stable system. Silicon contribution of the inoculation treatment led to increasing of the carbon equivalent, and, consequently, the slightly decreasing of the austenite formation temperature (7.9 °C as average), respectively.

Temperature of the austenitic liquidus [TAL] and of the start of eutectic freezing [TSEF] (a), the lowest eutectic temperature [TEU] and of the end of solidification [TES] (b) and their range and average values (c) of un- and inoculated ductile irons
Despite the lower level of the austenitic liquidus for inoculated ductile cast irons, the eutectic freezing (nucleation) started early in these irons comparing to un-inoculated materials, as TSEF parameter is higher under inoculation effect [1181.8 °C vs. 1177.6 °C as average]. At the same time, inoculation led to the decreasing range of the scattering measured values for the five tested ductile cast irons, obtained in the same conditions, as the difference between the maximum and minimum values decreased from 26 to 17.3 °C. But, it must be noted that the measured values for TSEF are more scattered comparing to TAL values, especially for un-inoculated ductile cast irons. Active elements presented in the inoculation alloy (Ca, Ce, S, O, Al, Si) contributed to earlier activation of the nucleation sites for eutectic formation. It appears that TSEF parameter, marked by the lowest position (the highest negative value) on the first derivative of the cooling curve, is an important tool to evaluate the role of inoculation treatment.
The eutectic reaction is marked by the eutectic under-cooling TEU (the lowest temperature at the beginning), and the temperature of the eutectic recalescence TER, visible especially at a zero point level on the first derivative, also illustrates the effects of inoculation, as a graphitizing metallurgical treatment, applied to Mg-treated iron, before its solidification. Inoculation contribution in graphite nucleation sites activation led to earlier start of eutectic reaction, as TEU (the lowest temperature in eutectic reaction) is higher for inoculated iron compared to un-inoculated iron [1146.0 vs. 1127.9 °C as average]. The heat delivered by eutectic (austenite plus graphite) formation contributes to temperature increasing, so the TER parameter (the maximum temperature in eutectic reaction) is visible higher compared to TEU, for both un- and inoculated ductile cast irons. Inoculation visible acted also in this stage, as TER is higher for inoculated irons [1148.1 vs. 1129.0 °C as average], its increasing being more accentuated comparing to TEU, so their difference, called as eutectic recalescence [∆Tr = TER − TEU], is also higher [2.13 vs. 1.30 °C as average], but for more scattered values [3.3 vs. 1.5 °C]. Generally, inoculation led to increasing of both representative eutectic temperatures (TEU and more accentuated TER), contributed to eutectic recalescence increasing and the reduced scattering of the obtained values for appropriate ductile cast irons production conditions.
The lowest eutectic temperature TEU is one of the most important parameters resulted in thermal (cooling curve) analysis and present in all of programs of solidification simulation [2, 3, 6, 7, 12]. This parameter summarizes a lot of influencing factors effects, such as charge materials quality, graphite nodularization agent efficiency, applied inoculation procedure results, pouring parameters or mould media influence. For industrial application control of iron castings quality by thermal analysis, in many cases TEU is a single evaluated parameter. The recalescence temperature TER is important mainly comparing to TEU value, as difference between them, expressed by eutectic recalescence ∆Tr. Generally, an influencing factor has a positive effect if it has will significant increase TEU and only at a limit manner TER, respectively, resulting a lower level of ∆Tr = TER − TEU parameter. One of the most used solidification simulation programs in the cast iron foundries worldwide, for industrial application, mentions the lowest eutectic temperature (TEU) and the eutectic recalescence ∆Tr parameters, both of them measured on the cooling curve [6].
The temperature of the end of solidification, TES, usually obtained by the help of the first derivative of the cooling curve, was found to be the most affected by inoculation: it was increased, as average level, from 1051.4 to 1096.8 °C. Higher temperature of the end of solidification generally means the decreasing sensitiveness to micro-shrinkage and micro-carbides formation as intereutectic cells distribution.
It appears that inoculation positive affected the more important steps in solidification process, by increasing of the correspondent representative temperatures, but at different power: the start of eutectic freezing (nucleation), at the lowest effect, eutectic reaction display (medium power) and the end of solidification, at the highest power.
Measured representative temperatures on the cooling curve, directly or by the use of its first derivative, offer important information on the solidification pattern of iron casting, inclusively as a tool of evaluation of the effects of different metallurgical treatments applied to molten iron. An improved possibility to evaluate this process required to report them to the eutectic temperatures in both stable (graphitic) system (Tst) and metastable (carbidic) system (Tmst), respectively. The resulted “under-cooling degrees” could offer more information on the solidification behaviour of the iron castings, in defined production conditions.
Table 4 and Fig. 5 illustrate the obtained values for the most representative under-cooling degrees, for the specific tested conditions:
-
∆Tm = Tst − TEU, as the maximum eutectic under-cooling, reported to the stable eutectic system (Tst), at the beginning of eutectic reaction (TEU), traditionally used in thermal (cooling curve) analysis of cast iron (all-time positive values);
-
∆T1 = TEU − Tmst, as under-cooling at the beginning of eutectic reaction (TEU), reported to metastable eutectic system (Tmst), with positive or negative values;
-
∆T2 = TER − Tmst, as under-cooling at the maximum eutectic temperature (recalescence) (TER), reported to metastable eutectic system (Tmst), with positive or negative values;
-
∆T3 = TES − Tmst, as under-cooling at the end of solidification (TES), reported to metastable eutectic system (Tmst), generally with negative values (limited positive values for a very high graphitization potential of cast irons).
Lower ∆Tm, and, consequently, higher ∆T1 value are the first information on the sensitiveness of cast iron to carbide or graphite formation during the beginning of solidification process. ∆Tm is useful only by comparing to eutectic interval in the two solidification systems [∆Ts = Tst − Tmst]: ∆Tm < ∆Ts means graphite, while ∆Tm > ∆Ts, means carbide formation, respectively. ∆T1 is easier to be used, by its comparison with zero value: ∆T1 > 0 means graphite, while ∆T1 < 0 means carbide. ∆T2 illustrates the carbon separation at the maximum eutectic recalescence, as graphite [∆T2 > 0] or carbide [∆T2 < 0]. In hypoeutectic and eutectic cast irons, carbide/graphite transition is defined by conditions of eutectic reaction: only graphite [∆T1 > 0, ∆T2 > 0], only carbide [∆T1 < 0, ∆T2 < 0] or graphite and carbide [∆T1 < 0, ∆T2 > 0].

As eutectic temperatures Tst and/or Tmst are generally calculated depending on the chemical composition of the tested cast irons, the results could be different and must be reported to a defined recorded calculus. As Table 2 and Fig. 3 show, different values were obtained by considering only silicon as defining influencing factor (Eqs. 2, 3) or by considered of a proposed complex calculus [Eqs. 4, 5], including the generally present elements in cast iron chemistry. As Table 4 and Fig. 5a show, there is a clear difference between the two applied calculus variants for Tst and Tmst evaluation of inoculated ductile cast irons. In both of cases, ∆T1 > 0 and ∆T2 > 0, while ∆T1/∆Ts ratio is more than 0.5, which illustrates the efficiency of the applied inoculation to avoid free carbide formation during eutectic solidification. Less negative values for ∆T3 parameter also illustrates the limited sensitiveness of obtained inoculated ductile irons to form defects at the end of solidification.
Figure 6 shows a good relationship between the under-cooling at the beginning of eutectic reaction [∆T1] and at the end of solidification [∆T3], both of them reported to metastable eutectic temperature [Tmst], calculated by the applied calculus Eqs. (3, 5), respectively. As the experimental procedure pointed out, the experiments were repeated 5 times [5 melted heats], with double thermal analysis applied for each heat, resulting 10 measurements for each type of cast iron, in order to have more data for each status of iron. A statistical approach with a very high number of experimental data will offer a more accurate characterization of solidification pattern. The obtained results in the present paper recommend this activity in a plant production with a statistical approach for a long-time production.

Table 5 and Fig. 7 offer information on the representative parameters typically determined by the use of the first derivative of the cooling curve (Fig. 2): TEM—maximum recalescence rate, and FDES—the minimum level of the first derivative of the end of solidification, as effect of inoculation and as the scattering range of obtained values of the five tested ductile cast irons. It was found that TEM values are more scattered comparing to FDES values. Inoculation led to increasing TEM values while FDES becomes more negative, illustrating the efficiency of this treatment in improving the quality of ductile iron castings.

Maximum recalescence rate [TEM] (a), Minimum level of the first derivative at the end of solidification [FDES] (b), graphitic factor [GRF1] (c) and their range and average values (d) for un- and inoculated ductile irons
Another important qualitative parameter which characterizes the graphitization [graphite formation during solidification], obtained by thermal (cooling curve) analysis, is so-called graphitic factor [GRF1]. GRF1 illustrates graphite formation in the second part of eutectic reaction, expressed by registered time for 15 °C temperature decreasing after TER point [higher GRF1, higher graphite amount formation]. According to Table 5 and Fig. 7c, d, inoculation led to increasing of this parameter for all of the five tested heats [25% increasing as average].
According to the obtained results in the present experiments, the thermal parameters illustrated by the first derivative of the cooling curve appear to be very sensitive and influenced by a lot of factors. Consequently, a higher number of experimental data are recommended in industrial applications to offer a better approach of these parameters.
If the lowest eutectic temperature TEU is important mainly to characterize the transition from graphite to carbides formation, other parameters are important to illustrate the sensitivity of iron castings for shrinkage/micro-shrinkage formation. The minimum level of the first derivative at the end of solidification (FDES) and graphitic factor GRF1 are the most important factors to illustrate the quality of iron castings as their soundness (less or not contraction defects). More negative value of FDES and higher value for GRF1 mean higher amount of graphite formation at the second part of solidification. It was found that the increased volume by graphite formation in this solidification stage forces the last un-solidified liquid metal to fill the previously formed contraction cavities, resulting a decreasing up to elimination of shrinkage/micro-shrinkages occurrence.
Special metallurgical treatments can favour a strong graphitization process at the end of solidification, with beneficial effects on the castings soundness [24, 25].
Figure 8 summarizes the evaluated beneficial effects of inoculation, expressed by Inoculation Potential parameter [IP = P(Inoc)/P(UI)], referring to the directly measured representative parameters on the cooling curve [TAL, TSEF, TEU, TER, TES], on the first derivative of the cooling curve [TEM, FDES] and on the graphitic factor [GRF1]. It was found that the considered inoculation potential [IP], as ratio between the level of one specific parameter in inoculated iron [P(Inoc)] and un-inoculated [P(UI)] ductile iron, has specific position, for the studied thermal analysis parameters. Generally, this qualitative parameter increased from the beginning [0.995–1.017] to the end [1.04–1.3] of solidification.

Inoculation potential, as ratio between inoculated and un-inoculated ductile cast irons parameters
The obtained solidification cooling curve, as temperature variation in measured time intervals, allowed to also evaluate the cooling rate, in specific moments of solidification process. Table 6 and Fig. 9 include resulted data, from austenitic dendrite formation (TAL), through the start of eutectic freezing (TSEF), eutectic reaction stage (TEU and TER) up to the end of solidification (TES), as influence of inoculation. It appears a low effect in specific intervals at the beginning of solidification [TAL–TSEF, TSEF–TEU, TAL–TEU], but inoculation visible reduced cooling rate in the interval of the second part of solidification [TER–TES], and as general result, also as general solidification interval, such as TAL–TES.

Average cooling rate [CR = ∆T/∆t] in specific intervals on the cooling curves defined by representative temperatures of un- and inoculated ductile cast irons
The present experiments pointed out not only the major role of inoculation (metallurgical graphitizing treatment applied to the liquid iron before solidification) on the quality of ductile iron castings, but also the efficiency of thermal (cooling curve) analysis, as a rapid solution to predict the characteristics of ductile cast iron before its pouring. Some other results are reported, to sustain the application of this technique, in this field. Using the cooling curve obtained in standard conditions [ceramic cup], paper [16] calculated the eutectic graphitization ability, in good relationship with nodule count and shrinkage sensitiveness. It was also found that both inoculation and high carbon equivalent have a relevant effect on increasing the lowest eutectic temperature on the cooling curve which has been satisfactorily correlated with nodule count, with visible effect in shrinkage formation [17]. Thermal analysis pointed out different inoculation effects obtained in ductile cast irons, solidified in different mould media, such as green sand mould, dry sand mould and resin sand mould [18, 19].
Conclusions
-
It was found that slightly hypoeutectic ductile [nodular graphite] cast irons at 4.10–4.24%CE [carbon equivalent] have a specific response to inoculation [graphitization treatment applied to molten iron after Mg treatment], pointed out by thermal [cooling curve] analysis.
-
For this specific chemistry, inoculation appears to slightly decrease the temperature of the start of austenite dendrites formation (TAL), from 1211.1 to 1203.2 °C as average, but this treatment quickened up the start of eutectic freezing, as TSEF increased from 1177.6 to 1181.8 °C as average values.
-
The lowest (TEU) temperature, at the beginning of eutectic reaction, and the highest (TER) temperature, at the eutectic recalescence, increased by inoculation with significant values, from 1127.9 to 1146.0 °C for TEU and from 1129.0 to 1148.1 °C for TER, respectively, as average level.
-
Inoculation increased not only both TEU and TER temperatures for all of tested ductile cast irons, but also the difference between them, defined as eutectic recalescence [∆Tr = TER − TEU]; as average level, eutectic recalescence increased from 1.3 to 2.1 °C, as inoculation effect.
-
The end of the eutectic solidification is very important, especially because the micro-shrinkage occurs at the latter part of solidification, usually at hot spots or parts with a large cooling modulus. White iron solidification as intercellular carbides and/or inverse chill formation is also dependent on the position of the temperature of the end of solidification (TES), compared to the metastable (white) eutectic temperature (Tmst). Increased TES level, from 1051.4 to 1096.8 °C [average], and more negative value of FDES—minimum value of the first derivative of cooling curve on the end of eutectic solidification [from − 1.35 to − 1.62 °C/s as average] illustrate the efficiency of the applied treatment.
-
Graphitization factor [GRF1], illustrating the graphite formation in the second part of eutectic reaction [higher GRF1, higher graphite amount formation], sustains the positive effect of inoculation, as it increased from 41.5 to 51.6 s, as average value, but with results in a scattered range; the difference between inoculated and un-inoculated irons varied from 2 to 15 s.
-
It was found that the considered inoculation potential [IP], as ratio between the level of one specific parameter in inoculated iron [P(Inoc)] and un-inoculated [P(UI)] ductile iron, has specific position, for the studied thermal analysis parameters. Generally, this qualitative parameter increased from the beginning [0.995–1.017] to the end [1.04–1.3] of solidification.
-
Inoculated irons show lower cooling rate for all of specific intervals than un-inoculated irons, with increasing tendency from beginning to the end of solidification, as specific values and also as difference between un- and inoculated irons.
-
As the general conclusion, inoculation, a graphitization treatment before solidification, is useful not only to improve some metallurgical events at the beginning of solidification [carbide to graphite transition, graphite morphology control, eutectic cells count increasing] but also it must be capitalized to control the last part of solidification, when the integrity of castings is decided.
References
Upadhya KG, Stefanescu DM, Lieu K, Yeager DP. Computer-aided cooling curve analysis: principles and applications in metal casting. AFS Trans. 1989;97:61–6.
Barlow JO, Stefanescu DM. Computer-aided cooling curve analysis revisited. AFS Trans. 1997;104:349–54.
Stefanescu DM. Thermal analysis-theory and applications in metal casting. Int J Metalcasting. 2015;9(1):7–22.
Emadi D, Whiting LV, Nafisi S, Ghomashchi R. Applications of thermal analysis in quality control of solidification processes. J Therm Anal Calorim. 2005;81:235–42.
Dioszegi A, Svensson IL. On the problems of thermal analysis of solidification. Mater Sci Eng, A. 2005;413–414:474–9.
Sillen RV. Novacast technologies. 2006. www.novacast.se.
Sparkman D. Microstructure by Thermal Analysis. AFS Trans. 2011;119:413–9.
Kanno T, Nakae H. Prediction of graphite types and mechanical properties in cast iron using three cups thermal analysis. J JFS. 2000;72:175–80.
Stan S, Chisamera M, Riposan I, Barstow M. Applications of thermal analysis to monitor the quality of hypo-eutectic cast irons during solidification in sand and metal moulds. J Therm Anal Calorim. 2012;110(3):1185–92.
Riposan I, Chisamera M, Stan S. Application of cooling curve analysis in solidification pattern and structure control of grey cast irons. J Therm Anal Calorim. 2018;132:1017–28.
Ojo SS, Riposan I. Alloy selection for in the mould inoculation to control chill width in ductile iron. Mater Sci Technol. 2012;28(5):576–81.
Zhao H, Liu B. Modelling of stable and metastable eutectic transformation of spheroidal graphite iron casting. ISIJ Int. 2001;41(9):986–91.
Riposan I, Chisamera M, Stan S, White D. Role of residual aluminium in ductile iron solidification. AFS Trans. 2007;115:423–33.
Chisamera M, Riposan I, Stan S, White D. Influence of residual aluminium on solidification pattern of ductile iron. Int J Cast Met Res. 2009;22(7):401–10.
Riposan I, Chisamera M, Stan S, Toboc P, Grasmo G, White D, Ecob C, Hartung C. Benefits of residual aluminium in ductile iron. J Mater Eng Perform. 2011;20(1):57–64.
Kanno T, Iwami Y, Kang I. Prediction of graphite nodule count and shrinkage tendency in ductile cast iron with 1 cup thermal analysis. J Metalcasting. 2017;11(1):94–100.
Regordosa A, Llorca-Isern N. Microscopic characterization of different shrinkage defects in ductile irons and their relation with composition and inoculation process. Int J Metalcasting. 2017;11(4):778–89.
Li WZ, Liu BC, Li JR. Shrinkage behaviour of spheroidal graphite cast iron in green and dry sand moulds for the benchmarking of solidification simulation. J Mater Sci Technol. 2001;17(6):610–4.
Chisamera M, Riposan I, Stan S, Toboc P, Skaland T, White D. Shrinkage evaluation in ductile iron as influenced by mould media and inoculant type. Int J Cast Metal Res. 2011;24(1):28–36.
Stan S, Riposan I, Chisamera M, Barstow M. Solidification pattern of silicon alloyed ductile cast irons. In: Proceedings of the 122nd American foundry society metalcasting congress, April 2018, Fort Worth, TX, USA, Paper 18-022.
Stan S, Riposan I, Chisamera M, Stan I. Solidification characteristics of silicon alloyed ductile cast irons. J Mater Eng Perform. 2019;28(1):278–86.
Dawson S, Popelar P. Thermal analysis and process control for compacted graphite iron and ductile iron. In: Proceedings of the 2013 Keith Millis symposium on ductile iron, Nashville, TN, USA, 2013; p. 59–65.
Kanno T, Fukuda Y, Morinaka M, Nakae H. Effect of alloying elements on graphite and cementite eutectic temperature of cast iron. J. JFS. 1998;70:465–70.
Stan S, Chisamera M, Riposan I, Stefan E, Neacsu L, Cojocaru AM, Stan I. Integrated system of thermal/dimensional analysis for quality control of gray and ductile iron castings solidification. J Metalcasting. 2019;13(3):653–65.
Riposan I, Stan S, Chisamera M, Neacsu L, Cojocaru AM, Stefan E, Stan I. Control of solidification pattern of cast irons by simultaneous thermal and contraction/expansion analysis. In: IOP conference series: materials science and engineering 529 (2019) 012016 (6PAGES). https://doi.org/10.1088/1757-899x/1/012016.
Funding
Funding was provided by Unitatea Executiva pentru Finantarea Invatamantului Superior, a Cercetarii, Dezvoltarii si Inovarii (Grant No. 115PED; PN-III-P2-2.1-PED-2016-1793).
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Cojocaru, A.M., Riposan, I. & Stan, S. Solidification influence in the control of inoculation effects in ductile cast irons by thermal analysis. J Therm Anal Calorim 138, 2131–2143 (2019). https://doi.org/10.1007/s10973-019-08808-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10973-019-08808-2