
Abstract
Cement industry produces the 7% of the global CO2 emission. The most effective way to decrease CO2 emission of cement industry is the substitution of a proportion of cement with supplementary cementing materials. Metakaolin (MK) is a silica-based product that, on reaction with Ca(OH)2 (CH), produces C–S–H gel at ambient temperature. MK also contains alumina that reacts with CH to produce additional alumina-containing phases, including C4AH13, C2ASH8 and C3AH6. The aim of our research is to investigate the effect of MK up to 20 mass% substitutions of OPC on the hydration characteristics of MK-blended cement pastes. The physico-chemical properties of the hardened cement pastes were studied up to 90 days of hydration. The hydration products of some selected samples were investigated using XRD, DTA and TG techniques. The results indicated that substitution of up to 20 mass% OPC by MK as a pozzolanic materials resulted in an increase in the standard water of consistency, acceleration of the initial setting times, high compressive strength values at earlier ages and improvement of the mechanical, durability properties as well as performance of MK pozzolanic cement pastes.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Cement industry produces the 7% of the global CO2 emission [1]. Researchers investigate the opportunities how to decrease this level. The application of different supplementary materials (SCMs) can be the proper solution for this problem. SCMs are now commonly used to reduce the clinker factor of cement. These materials can improve concrete properties such as compressive strength, durability and impermeability through hydraulic or pozzolanic activity. The main component of SCM’s additive is usually an active amorphous SiO2. The availability of commonly used industrial by-products such as fly ash, blast furnace slag, rice husk ash, silica fume and metakaolin. Kaolinitic clays are widely available in the earth’s crust, and a heat treatment between 600 and 800 °C of such clays leads to the dehydroxylation of the crystalline structure of kaolinite to give metakaolin [2–4].
Metakaolin (MK), Al2Si2O7, is a largely amorphous dehydration product of kaolinite, Al2(OH)4Si2O5, which exhibits strong pozzolanic activity [5–8]. MK is processed from kaolin clay by calcination at moderate temperature (650–800 °C). The behavior of clay minerals on heating depends on their structure, crystal size and degree of crystallinity. At just above 100 °C, clay minerals lose most of their adsorbed water. The temperature at which kaolinite loses water by dehydroxylation is in the range of 500–800 °C. This thermal activation of a mineral is also referred to as calcining. Beyond the temperature of dehydroxylation, kaolinite retains two-dimensional order in the crystal structure and the product is termed metakaolin. The key in producing metakaolin for use as a supplementary cementing material, or pozzolans, is to achieve as near as possible complete dehydroxylation without over-heating. Successful processing of kaolinite results in a disordered, amorphous state, which is highly pozzolanic [1]. At higher temperatures (>900 °C), the metakaolin undergoes further reactions to form crystalline compounds, the end-products being free silica and mullite. It contains silica and alumina in an active form which will react with calcium hydroxide (CH). The principal reasons for the use of clay-based pozzolans in mortar and concrete have been materials availability and durability enhancement. In addition, depending on the calcining temperature and clay type, it is also possible to obtain enhancement in strength, particularly during the early stages of curing. The very early strength enhancement is due to a combination of the filler effect and accelerated cement hydration [9]. Subsequently, these effects are enhanced by the pozzolanic reaction between MK and the CH produced by the hydration of the cement. The reactivity of MK has been linked to its content of penta-coordinated aluminum ions that are formed during the dehydroxylation process [8, 10]. The pozzolanic activation of MK by various activators (CH, sulfates, alkali hydroxide) and the properties of these binders have been previously reported [11]. The principal reaction between MK and CH is derived from cement hydration, in the presence of water. This reaction forms additional cementitious CSH gel, together with crystalline products, which include calcium aluminate hydrate and aluminosilicate hydrates (C3AH6, C4AH13 and C2ASH8) [12, 13]. The crystalline products depend principally on the MK/CH ratio and reaction temperature [3, 14]. This reaction, which is even slower than the hydration of plain Portland cement, improves the binding properties of blended cements [10].
Many researchers have shown a lot of interest in MK as it has been found to possess both pozzolanic and microfiller characteristics [5]. The replacement with 30 mass% of MK leads to substantial improvement in strength and transport properties of blended concrete when compared to that of unblended concrete [15]. Inclusion of MK as partial replacement of cement enhanced the compressive strength of concrete, but the optimum replacement level of OPC by MK was about 20 mass% [16]. Dinakar et al. [17] studied the effect of incorporating MK on the mechanical and durability properties of high strength concrete for a constant W/B ratio 0.3. MK mixture with cement replacement of 5, 10 and 15 mass% was designed. The results showed that 10 mass% replacement levels were the optimum level of MK content.
The objectives of this study aim to investigate the substitution of OPC by MK up to 20 mass% on the hydration characteristics of MK-blended cement pastes. The physico-chemical properties of cement pastes were determined up to 90 days. The hydration products of some selected samples were investigated by using XRD, DTA and TG techniques.
Materials and methods of investigation
The materials used in this study are ordinary Portland cement (CEM I 42.5N) (OPC) and kaolinite clay. OPC was provided by Suez Cement Company, Suez plant, El-Ain El-Sokhna, and the kaolinite clay was derived from Ras Abu Zneima Zone, South of Sinai, Egypt.
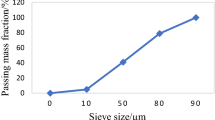
Metakaolin (MK) is a product from dehydroxylation of a clay mineral, kaolinite, which is very fine powder prepared by firing in a muffle furnace from room temperature up to 800 °C for 2 h. The ground MK passed through 90 micron BS sieve. The chemical and physical properties of starting materials are shown in Table 1.
The mineralogical composition of MK is seen from XRD pattern in Fig. 1. It shows the presence of quartz (The International Centre for Diffraction Data (ICDD) # 05-0490) as the main mineral and amorphous aluminosilicate phase, and the amorphous phase is formed as a result of reactions between SiO2 and Al2O3 as well as fluxing oxides impurities oxides at high temperature. The mix composition of MK pozzolanic cement is shown in Table 2.

XRD pattern of MK
Mixes were prepared by substitution of OPC with 5, 10, 15 and 20 mass% of MK. The dry constituents of each mix were mechanically mixed for 1 h in a porcelain ball mill using four balls to attain complete homogeneity and then kept in airtight containers for further investigation. The water demand of standard consistency and initial as well as final setting times were determined according to ASTM methods using Vicat apparatus [18]. The mixing of OPC and blended cement dry mixtures was carried out with the required water demand of standard consistency, and the fresh pastes were first cured with their molds at 100% relative humidity for 24 h as described in a previous work [19]. After 24 h, the specimens were demolded and cured under tap water until the desired curing times of 3, 7, 28 and 90 days. The hydration reaction of the pastes was stopped using an acetone/methanol mixture. The stopping solution was prepared as (1:1) mixture by volume of methyl alcohol and acetone. At the end of each hydration period, the specimens were removed from the curing water and the reaction was stopped by placing about 20 g of each ground specimen into a beaker, adding about 100 mL of acetone/methanol mixture (1:1 by volume), and then magnetically stirred for 15 min. The residue was filtered off on G4-sintered glass, washed with about 25 mL of stopping solution and finally washed with ether and then dried at 75 °C for 2 h. Finally, the ground-dried samples were tightly kept into airtight containers (bottles) till the desired time of investigation [20]. The powdered sample was dried at 70 °C for 2 h and kept in airtight containers for further investigation. The rate of hydration was followed by the determination of free lime [21]. The combined water content (W n%) was determined from the ignition loss of the dried paste at 900 °C for 20 min. The combined water content was calculated as W n using the following equation:
where W 1 is the mass of sample before ignition, W 2 is the ignited sample, L is the ignition loss of unhydrated sample, and A is the amount of water held by the free lime.
The bulk density, compressive strength and the total porosity were determined as described elsewhere [22]. The hydration products of some selected pastes were characterized using XRD, DTA and TG techniques [23].
Results and discussion
Water demand of standard consistency and setting times
The water demand of standard consistency, initial and final setting times of the net OPC and OPC-MK-blended cement pastes are represented in Fig. 2. Water demand of standard consistency of the net OPC cement paste was 30 mass%, then increased with increasing MK content up to 10 mass% and decreased at 20 mass% MK. The substitution of 5 and 10 mass% of OPC by MK increases the water demand of standard consistency of MK pozzolanic cement pastes up to 30.50 mass%. This is due to the high reactivity of MK, which has very high specific surface area and its amorphous structure. Therefore, it needs more water demand of standard consistency [24]. The increase of MK content up to 20 mass% decreases the water demand of standard consistency from 30.50 to 29.50 mass%. This is due to the dilution effect of OPC by larger amounts of MK; the excessive amounts of MK act as a filler. OPC replacement by MK up to 20 mass% elongates the initial and final setting times of cement pastes due to coating effect of MK particles on the cement grains as well as the formation of ettringite and the dilution of OPC. As MK increases (15–20 mass%), the initial and final setting times are accelerated due to the slight decrease of water demand of standard consistency of cement pastes and filling effect of MK. Generally, setting of binary MK-OPC pastes does not show consistent changes with increase of MK content, whereas 15–20 mass% of MK leads to shorten the setting times. So, the increase of MK levels was not proportional to replacement level [25].

Water demand of standard consistency, initial as well as final setting times of OPC and OPC-MK pozzolanic cement pastes
Chemically combined water content
The water in the hardened cement paste (total water) was classified as follows: (1) water, which is combined in the hydrated cement compounds and is a part of the solid. Such water has been referred to “chemically bound water.” (2) Adsorbed water, which is held by surface forces on the gel particles. Such water has been referred as “gel water” and (3) Free water, which is present in the pores beyond the range of the surface forces of the solids in the paste. Such water has been referred to “capillary water.” Accordingly, the gel and capillary water were called “evaporable water” or free water (W e). It can be removed by drying at 105 °C or by stopping hydration using alcohol–acetone method [20]. The combined water contents (W n%) of OPC and OPC-MK pozzolanic cement pastes are graphically plotted as a function of curing time in Fig. 3. The W n% increases gradually with the increase of curing time for all cement pastes as a result of the progressive hydration of anhydrous cement phases as well as pozzolanic reaction and formation of increasing amounts of hydration products. It is clear that the chemically combined water content increases with increasing MK content up to 10 mass%. This is mainly due the increase of water of consistency of cement pastes and very high specific surface area of MK [26] which reacts with CH liberated from hydration of OPC with the formation of additional hydration products, mainly as calcium aluminosilicate hydrates (gehlenite hydrate C2ASH8), calcium aluminate hydrate (C4AH13) and calcium silicate hydrate (C–S–H) in the pozzolanic cement pastes which have higher water contents than those of C–S–H in the net OPC paste [27].

Chemically combined water as well as free lime contents versus age of hydration of OPC and OPC-MK pozzolanic cement pastes
As the amount of MK increases to 15–20 mass%, the combined water content decreases. This is mainly attributed to the dilution of OPC which has higher rate of hydration than MK as well as low water of consistency that decreases the rate of hydration. 10–15 mass% MK substitution acts as a nucleating agent which accelerates the rate of hydration of cement paste.
Determination of portlandite content
Two calcium silicates, tricalcium silicate (C3S) and β-dicalcium silicate (β-C2S), constitute about 75 mass% of a Portland cement by mass. In their hydration reactions, both silicates produce similar calcium silicate hydrates and different amounts of calcium hydroxide (portlandite) [28]. The portlandite contents (CH) of OPC and OPC-MK pozzolanic cement pastes are graphically represented as a function of hydration age in Fig. 3. The free lime content of OPC paste increases with the increase of curing time up to 90 days; this is due to the continuous hydration of C3S and β-C2S which liberate CH. On the other hand, the CH contents of all MK pozzolanic cement pastes increase with increasing hydration time up to 7 days and then decrease up to 90 days. The initial increase of CH of pozzolanic cement pastes is mainly due to its liberation during the hydration of OPC, and then, the decrease after 7 days is due to its consumption by the MK. There are two different processes, the first tending to increase CH content and the other tending to decrease it. At early ages of hydration, the rate of liberation of CH by OPC cement pastes exceeds the rate of consumption by aluminosilicate materials of MK; therefore, the CH content increases up to 7 days. After 7 days up to 90 days, the rate of liberation of CH by OPC cement pastes is less than the rate of CH consumption by MK, and thereby, the CH content decreases. Also, the CH contents of all OPC-MK cement pastes are less than those of OPC at all hydration ages due to the decrease of the amounts of OPC minerals which are the source of CH. It is clear that the residual CH content of OPC-MK pozzolanic cement pastes is mainly due to the pozzolanic activity of MK.
XRD analysis
The crystalline phases of starting raw as well as those of the hydrated materials were investigated by X-ray diffraction (XRD). The XRD technique was carried out by Bruker, Axs D8 Advance A8 and Germany diffractometer. The X-ray tube: Cu anode, voltage and current were fixed at 40 kV and 30 mA, respectively; X-ray wavelength = 1.5418 Å. The samples were finely ground to pass a 200-mesh sieve. The identification of all samples was confirmed by computer-aided search of the PDF database obtained from the Joint Committee on Powder Diffraction Standard-International Centre for Diffraction Data (JCPDS-ICDD, 2001).
Figure 4 shows the XRD patterns of hydrated OPC paste after curing for 3, 28 and 90 days. The patterns show that the remaining parts of clinker minerals, namely β-C2S (ICDD # 83-0461) and C3S (ICDD # 88-1808), are still existed up to 90 days of hydration. This is indicated by the decrease of the relative intensities of their peaks with increasing age of the hydration up to 90 days as a result of hydration of OPC phases. Also, the peaks of portlandite (CH) (ICDD # 87-0674) [29] phase increase with the increase of curing time due to the hydration of the silicate phases of OPC clinker with the formation of C–S–H and liberation of CH. The carboaluminate hydrates can be formed and increases with time. Calcium carboaluminate is mainly formed by the reaction of atmospheric CO2 with the C–A–H as a result of hydration of MK pozzolanic cement [30]. Tables 3–5 illustrate the characteristic peaks and ICDD entry number for common cement phases for Figs. 4–6, respectively.

XRD patterns of hardened OPC paste cured at 3, 28 and 90 days
XRD patterns of hydrated cement pastes of M1 (5 mass% MK) cured at 3, 28 and 90 days are shown in Fig. 5. The patterns show that anhydrous phases of clinker minerals β-C2S (ICDD # 83-0461) and C3S (ICDD # 85-1378) are still present up to 90 days; their peak intensities decrease with curing time up to 90 days. Also, the intensities of the peaks of CH (ICDD # 87-0674) increase with increase of curing time due to the hydration of these silicate minerals with the formation of C–S–H and liberation of CH.

XRD patterns of OPC-MK pozzolanic cement pastes of M1 cured at 3, 28 and 90 days
Figure 6 illustrates the XRD patterns of OPC and OPC-MK pastes containing 5, 15 and 20 mass% of MK (M1, M3 and M4, respectively) up to 28 days of hydration. The patterns show that the intensities of CH peaks of OPC paste are higher than those of Pozzolanic cement pastes due to the pozzolanic reaction of MK with CH. The intensity of calcite (CaCO3) (ICDD # 88-1808) peak decreases with increasing MK contents; this is an indication for the consumption of CH by MK and the effect of carbonic acid (CO2 and H2O).

XRD patterns of OPC and hardened OPC-MK pozzolanic cement pastes of M1, M3 and M4 cured at 28 days
The intensity of C3S and β-C2S minerals decreases with the increase of curing age due to the progress of hydration process. The quartz peaks are still present in OPC-MK-blended cement pastes (M1, M3 and M4) due to its unhydraulic properties. The peak intensity of CaCO3 decreases with curing time due to the effect of CO2 in the presence of H2O to form Ca(HCO3)2 [31].
Thermal analysis
The most widely used thermal method of analysis is differential thermal analysis (DTA). The different phases of the hydrated products were identified by the differential thermal analysis (DTA) technique. The DTA apparatus consists of a tubular furnace enclosing the sample holder and thermocouples connected to a recoding instrument. The sample holder is made of standard alumina; it consists of massive support provided with a movable cover. The substance to be tested is placed in one of the crucibles, while inert material (alumina) is placed in the other. Two platinum–platinum rhodium (Pt/Pt-13% Rh) thermocouples are used. One serves for determining the temperature of the furnace, while the other is a differential thermocouple. One junction is placed in the center of the test sample, and other is in the center of the standard material. The furnace temperature as well as the differential one is automatically recorded. The thermal analysis instrument MODEL DSC SDT Q 600 thermogravimetric analyzer (USA) (TG and differential scanning calorimeter DSC) provides simultaneous measurement of mass change and true differential heat flow on the same sample from ambient to 1000 °C. A sample of 50 mg (grain size is smaller than 53 µm) was used. The heating rate was adopted in all of the experiments at 20 °C min−1. The interpretation of the obtained thermal charts was based on the data given by Plummer and Mackenzie [32].
Figure 7 illustrates the DTA curves of the hydrated OPC paste after curing up to 90 days. The DTA curves show the occurrence of four endothermic peaks at 100, 150, 420–450, 700–750 °C. The endothermic peaks located below 200 °C are mainly due to the dehydration of interlayer water of C–S–H and C–A–H or C–A–S–H, whereas the endothermic peak appeared at 420–450 °C is due to the decomposition of CH [33]. The last endothermic peak located at 700–750 °C is due to the decomposition of CaCO3 [34]. It is clear that the intensities of the endothermic peaks characteristic for CH and CaCO3 increase with the increase of curing time up to 90 days due to progress of hydration of OPC pastes. Also, the endothermic peaks of C–S–H and C–A–S–H increase with curing time due to progress of hydration.

DTA curves of the hydrated OPC pastes cured up to 90 days
The hydration progress can be studied from thermal gravimetric analysis (TG) data. Figure 8 illustrates the TG analysis of hydrated OPC pastes curing up to 90 days. The TG losses characteristics for the hydration products at low temperatures (up to 200 °C) are 7.796, 9.668 and 11.78 mass% after 3, 28 and 90 days, respectively. This means the degree hydration increases with increasing time of curing. On the other hand, the TG losses characteristics for CH are 4.451, 5.718 and 6.804 mass% after 3, 28 and 90 days, respectively. The increase of TG loss of portlandite with curing time is due to the continuous liberation of CH as a result of hydration of OPC. The TG losses due to the decomposition of CaCO3 are 4.994, 6.883 and 5.678 mass% after 3, 7 and 28 days, respectively. Also, the TG losses due to CaCO3 decrease with curing time; this is attributed to the reaction of CO2 and the moisture with CaCO3 with the formation of Ca(HCO3)2 [31].

TG curves of the hydrated OPC pastes cured up to 90 days
The DTA curves of hydrated OPC-MK pozzolanic cement paste made of mix M1 and cured up to 90 days are shown in Fig. 9. Evidently, there are four endothermic peaks. The first endothermic peak located below 100 °C is mainly due to the removal of free water and the decomposition of the amorphous part of calcium silicate hydrates (C–S–H). The second endothermic peak observed at about 150–160 °C represents the decomposition of crystalline part of C–S–H, C–A–H, C–A–S–H as well as the presence of carboaluminate and gehlenite hydrates [30]. The third endotherm located at about 450 °C represents the dehydration of calcium hydroxide (CH) [4, 33]. The last endothermic peak located at 710–715 °C is due to decomposition of CaCO3 [33, 34]. It is clear that the second endothermic peak located at about 155 °C increases with curing time due to the formation of excessive amounts of C–A–H and C–A–S–H on the expense of C–S–H. These phases are formed as a result of the pozzolanic reaction of MK with CH. The main features of the curves are characterized by the relative increase of the peak areas characteristic for CH, C–A–H, C–A–S–H and C–S–H phases as the hydration time increases up to 90 days; this is due to the fact that the small amount of MK acts as nucleation agent which enhances the hydration process. The endothermic peak located at 709–713 °C is mainly due to the decomposition of CaCO3.

DTA curves of hydrated metakaolin pozzolanic cement pastes (M1) cured up to 90 days
The TG curves of hydrated MK pozzolanic cement pastes (M1) cured up to 90 days are shown in Fig. 10. The mass losses of hydrated phases up to 200 °C are 8.248, 11.650, 10.620% for OPC-MK blend of mix M1 hydrated for 3, 28 and 90 days, respectively. The TG losses of hydrated cement paste made of OPC-MK blend of composition M1 are 4.846, 5.884 and 7.165 mass% for 3, 28 and 90 days, respectively; these are due to the dehydration of portlandite. This indicates that 5 mass% MK acts as nucleating agent which accelerates the rate of hydration of OPC. The losses due to the decomposition of CaCO3 are 4.465, 5.188 and 5.553 mass% for cement pastes hydrated for 3, 28 and 90 days, respectively. The TG losses of CaCO3 increase with increase of curing time, and this is due to the continuous carbonation of portlandite.

TG curves of hydrated metakaolin pozzolanic cement pastes (M1) cured up to 90 days
The DTA curves obtained for OPC and OPC-MK mixes having MK contents of 5, 15, 20 mass% (M1, M2 and M3) pozzolanic cement pastes cured for 28 days are shown in Fig. 11. This figure shows the same four endothermic peaks appeared in the curves obtained for the OPC-MK made of M1. The peak areas appeared in the curves obtained for OPC-MK pozzolanic cement pastes having MK contents of 5–15 mass%, are nearly identical to those of the net OPC pastes and then decrease at 20 mass % MK substitution due to the dilution of OPC as well as the pozzolanic reaction of MK with portlandite.

DTA curves of OPC and OPC-MK pozzolanic cement pastes (M1, M3 and M4) cured up to 28 days
Figure 12 illustrates the TG of OPC and MK pozzolanic cement (5, 10, 15 and 20 mass% MK) hydrated for 28 days. The TG losses of the C–S–H, C–A–H and C–A–S–H are 9.668, 11.65, 11.65 and 10.95 mass%, respectively; this means that substitution of 5–15 mass% MK acts as microfiller and nucleating agent which accelerates the rate of hydration and thereby the combined water increases. This is in agreement with the results of DTA. The mass loss of M1 cement paste due to the dehydration of CH is higher than those of OPC, M3 and M4. On the other hand, the mass loss decreases with increasing MK content due to the pozzolanic reaction of MK with CH. The last step in the TG curves is the decomposition of CaCO3; the TG losses are 4.49, 5.044, 5.183 and 6.883 mass% for OPC and OPC-MK pozzolanic cement pastes made with 5, 15 and 20 mass% MK. Therefore, the CaCO3 contents increase with increasing MK content in the OPC-MK pozzolanic cement pastes.

TG curves of OPC and OPC-MK pozzolanic cement pastes (M1, M3 and M4) cured up to 28 days
Bulk density
The bulk density of OPC and pozzolanic cement pastes made of OPC substituted with 5, 10, 15 and 20 mass% MK is graphically represented as a function of curing time in Fig. 13. The bulk density of OPC-MK pozzolanic cement pastes depends on the value of degree of hydration. As the hydration progresses, the hydration products fill a part of the pore volume because the volume of the hydration products is more twice than that of the anhydrous cement; this increases the bulk density of the hardened pastes [30]. The bulk density of all cement pastes increases with curing time. As the amount of MK increases, the bulk density decreases. This is mainly due to the increase of the amount of water demand of standard consistency with MK content in addition to the decrease of specific gravity of MK (2.65 g cm−3) in comparison with 3.15 g cm−3 of OPC (Table 1); the initial water/cement ratio (w/c) plays an important role in the values of bulk density. This is also due to that the rate of hydration of MK is lower than that of OPC, especially at the early ages of hydration. The values of bulk density of pozzolanic cement pastes are lower than those of OPC pastes, at all curing times. In addition, the C–S–H formed from the pozzolana reaction has low density in comparison with that formed from the hydration of OPC. Therefore, the pozzolana cement pastes show lower values of bulk density [30].

Bulk density, total porosity of OPC and OPC-MK pozzolanic cement pastes cured up to 90 days
Total porosity
The total porosity of OPC and OPC-MK pozzolanic cement pastes is also graphically represented as a function of curing time in Fig. 13. The porosity of the hardened pastes depends on many factors and typically increases with increasing w/c ratio and decreases with curing time; in addition, the type of cement plays a certain role [35]. The paste has the highest porosity immediately after mixing with water. As the hydration proceeds, the hydration products fill a part of the pore volume, and accordingly the porosity decreases [31]. The total porosity of OPC and OPC-MK pozzolanic cement pastes decreases with curing time due to the continuous precipitation of more hydration products within the pore system which lead to decrease the porosity. As the MK content of the OPC-MK mixture increases up to 20 mass%, the total porosity values are relatively high due to the increase of water of consistency of OPC-MK-blended cement pastes in addition to the relatively low hydraulic character of MK in comparison with OPC. Therefore, the change in total porosity of OPC-MK-blended pastes depends not only on curing age, but also on the MK content. The total porosity is sharply decreased up to 7 days and slightly decreased up to 90 days. This is due to the nucleating agent of MK which accelerates the hydration, and then, the amount of hydration products increases and filling excessive parts of the open pores at early ages of hydration [31, 36].
It is clear that the OPC-MK paste containing 10 mass% MK gives apparent porosity values similar to those of OPC pastes.
Compressive strength
The compressive strength values of OPC and OPC-MK pozzolanic cement pastes are graphically represented as a function of curing time in Fig. 14. The effect of pozzolana (MK) on the strength of OPC-MK pozzolanic cement pastes depends on a number of factors such as the pozzolana content of the cement, the type and surface area of pozzolana as well as the individual characteristics of the blending Portland cement [37]. It is clear that the compressive strength of all cement pastes increases with increasing time of hydration up to 90 days. This is mainly due to increase of the amount of hydration products such as C–S–H, C–A–H as well as C–A–S–H and their later accumulation within the available pore giving high strength [38]. It is clear also that pozzolanic cement paste having 5% MK gives the highest compressive strength values than those OPC or the other pozzolanic cement pastes. This is also due to that 5 mass% MK acts as nucleating agent which accelerates the hydration of OPC. On the other hand, there is no real difference of compressive strength of OPC and the other blended cement pastes containing 10–20 mass% MK. As the MK increases up to 20 mass%, the compressive strength is slightly decreased. This is due to the dilution of OPC, which decreases the compressive strength of pozzolanic cement pastes [39].

Compressive strength of OPC and MK pozzolanic cement pastes up to 90 days
The increase of strength would be due to higher surface area of MK resulting in more nucleation sites to improve reactivity and improve packing as well as their pozzolanic reactivity [40].
Conclusions
The metakaolin pozzolanic cement is prepared by partial substitution of OPC by 5–20 mass% of MK. The water demand of standard consistency and setting times were measured. The physico-chemical characteristics of the pozzolanic cement pastes such as chemically combined water, free portlandite liberated, bulk density, total porosity and compressive strength were also determined. The hydration products of some hydrated pozzolanic cement pastes were investigated using XRD and DTA techniques. From the above finding it may be concluded that:
-
1.
Metakaolin fired at 850 °C for 2 h is mainly composed of quartz as a crystalline mineral in addition to the amorphous aluminosilicate glassy phase.
-
2.
Substitution of 10 mass% OPC by MK increased the water demand of standard consistency and then decreased up to 20 mass%. On the other hand, the initial and final setting times are elongated up to 10 mass% and then shortened.
-
3.
The free lime contents of OPC-MK pozzolanic cement pastes increase up to 7 days and then decrease up to 90 days due to the pozzolanic activity reaction of MK.
-
4.
The results of free lime of OPC-MK pozzolanic cement decrease with increasing time of hydration.
-
5.
The results of XRD are in agreement with those of DTA.
-
6.
The compressive strength values of OPC-MK pozzolanic cement pastes containing up to 20 mass% have small differences up to 90 days.
References
Siddique R, Kahn MI. Supplementary cementing material. Berlin: Springer; 2011.
He C, Osbaeck B, Makovicky E. Pozzolanic reactions of six principal clay minerals; activation, reactivity assessments and technological effects. Cem Concr Res. 1995;25(8):1691–702.
Murat M, Comel C. Hydration reaction and hardening of calcined clays and related minerals III, influence of calcination process of kaolinite on mechanical strengths of hardened metakaolinite. Cem Concr Res. 1983;13(5):631–7.
Minárik L, Kopecskó K. Impact of metakaolin—a new supplementary material—on the hydration mechanism of cement. Acta Tech Napoc Civ Eng Archit. 2013;56(2):100–10.
Frías M, Sánchez de Rojas MI, Cabrera J. The effect that the pozzolanic reaction of metakaolin has on the heat evolution in metakaolin-cement mortars. Cem Concr Res. 2000;30(2):209–16.
Li Z, Ding Z. Property improvement of Portland cement by incorporating with metakaolin and slag. Cem Concr Res. 2003;33(4):579–84.
Love CA, Richardson IG, Brough AR. Composition and structure of C-S-H in white Portland cement-20% metakaolin pastes hydrated at 25 C. Cem Concr Res. 2007;37(2):109–17.
Fernandez R, Martirena F, Scrivener KI. The origin of the pozzolanic activity of calcined clay minerals: a comparison between kaolinite, illite and montmorillonite. Cem Concr Res. 2011;41(1):113–22.
Wild S, Khatib JM, Jones A. Relative strength, pozzolanic activity and cement hydration in superplasticized metakaolin concrete. Cem Concr Res. 1996;26(10):1537–44.
Coleman NJ, McWhinnie WR. The solid state chemistry of metakaolin-blended ordinary Portland cement. J Mater Sci. 2000;35(11):2701–10.
Siddique R, Klaus J. Influence of metakaolin on the properties of mortar and concrete: a review. Appl Clay Sci. 2009;43:392–400.
Changling H, Osbaeck B, Makovicky E. Pozzolanic reaction of six principal clay minerals: activation reactivity assessments and technological effects. Cem Concr Res. 1995;25(8):1691–702.
Zhang MH, Malhotra VM. Characteristics of a thermally activated alumino-silicate pozzolanic material and its use in concrete. Cem Concr Res. 1995;25(8):1713–25.
Kinuthia JM, Wild S, Bb Sabir, Bai J. Self-compensating autogenous shrinkage in Portland cement-metakaolin-fly ash pastes. Adv Cem Res. 2000;12(1):35–43.
Kannan V, Ganesan K. Mechanical and transport properties in ternary blended self compacting concrete with metakaolin and fly ash. J Mech Civil Eng. 2012;2(4):22–31.
Li Z, Advanced concrete technology. Wiley, Hoboken; 2011, 14, 34, ISBN: 978-0-470-43743-8.
Dinakar P, Sahoo PK, Sriram G. Effect of metakaolin content on the properties of high strength concrete. Int J Concr Struct Mater. 2013;7(3):215–23.
ASTM Designation: C191, Standard Test method for normal consistency and setting of hydraulic cement. ASTM annual Book of ASTM Standards, 04, 01, 2008.
El-Didamony H, Amer AA, Abdel-Aziz H. Properties and durability of alkali-activated slag pastes immersed in sea water. Ceram Int. 2012;38:3773–80.
El-DidamonyH Sharara AM, Helmy IM, Abdel-Aleem S. Hydration characteristics of β-C2S in the presence of some accelerators. Cem Concr Res. 1996;26(8):1179–87.
Egyptian Specification, The standard methods for the chemical analysis, 2010.
ASTM Designation: C150, Standard test methods for compressive strength of hydraulic cements, 2007. p. 710–73.
El-Didamony H, Amer AA, El-Hoseny S. Recycling of low grade aluminosilicate refractory bricks waste product in blended cement. J Therm Anal Calorim. 2016;125:23–33.
El-Didamony H, Heikal M, Shoaib M. Homra pozzolanic cement. Silicates industrials. Ceram Sci Technol. 2000;65(3–4):39–43.
Brooks JJ, Johari MA, Mazloom M. Effect of admixtures on setting times of high-strength concrete. Cem Concr Compos. 2000;22:293–301.
Badogiannis E, Kakali G, Dimopoulou G, Chaniotakis E, Tsivilis S. Metakaolin as a main cement constituent. Exploitation of poor Greek kaolins. Cem Concr Compos. 2005;27(2):197–203.
Rojas MF, Sanchez de Rojas MI. Chemical assessment of the electric arc furnace slag as construction material: expansive compounds. Cem Concr Res. 2004;34(10):1881–8.
Brunauer S, Kantro DL. The hydration of tricalcium silicate and β-dicalcium silicate from 5°C to 50°C. In: Taylor HFW, editor. The chemistry of cements, vol. 1. London: Academic Press; 1964.
Trezza MA. Hydration study of ordinary Portland cement in the presence of zinc ions. Mater Res. 2007;10(4):331–4.
Antoni M, Rossen J, Martirena F, Scrivener K. Cement substitution by a combination of metakaolin and limestone. Cem Concr Res. 2012;42(12):1579–89.
Ramachandran VS, Beaudoin JJ. Handbook of analytical techniques in concrete science and technology, principles, techniques and application. New York: William Andrew Publishing; 2001.
Plummer LN, Mackenzie FT. Predicting mineral solubility from rate data: application to the dissolution of magnesian calcites. Am J Sci. 1974;27(4):61–83.
Esteves LP. On the hydration of water-entrained cement-silica system combined SEM, XRD and thermal analysis in cement pastes. Thermochim Acta. 2011;518:27–35.
Vedalakshmi R. Quantification of hydrated cement products of blended cements in low and medium strength using TG and DTA technique. Thermochim Acta. 2003;407:49–60.
Khan MI, Lynsdale CJ, Waldron P. Porosity and strength PFA/SF/OPC ternary blended pastes. Cem Concr Res. 2000;30(8):1225–9.
Frías M, Cabrera J. Pore size distribution and degree of hydration of MK-cement pastes. Cem Concr Res. 2000;30:561–9.
Mehta PK, Aitcin PC. Principles underlying production of high-performance concrete. Cem Concr Aggr. 1990;12(2):70–8.
Hewlett PC. Lea’s chemistry of cement and concrete. Butterworth-Heinmann: Elsevier; 2004.
Echart A, Ludwig HM, Stark J. Hydration of the four main Portland cement clinker phases. Zem-Kalk-Gip. 1995;28(8):443–52.
El-Didamony H, Abo-EL-Enein S, Ali AH, EL-Sokkary TM. Effect of silica fume on the slag cement containing wet cement dust. Ind J Eng Mater Sci. 1999;6:274–8.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Amer, A.A., El-Hoseny, S. Properties and performance of metakaolin pozzolanic cement pastes. J Therm Anal Calorim 129, 33–44 (2017). https://doi.org/10.1007/s10973-017-6087-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10973-017-6087-9