
Abstract
Seven waste thermoplastic polymers (polypropylene, polyethylene film, polyethylene terephthalate, polystyrene, acrylonitrile–butadiene–styrene, high-impact polystyrene and polybutadiene terephthalate, denoted as PP, PE (film), PET, PS, ABS, HIPS and PBT, respectively) and four synthetic mixtures thereof with different compositions representing commingled postconsumer plastic waste and waste of electrical and electronic equipment were studied by means of simultaneous thermogravimetry/differential scanning calorimetry coupled with Fourier transform infrared spectroscopy (TG/DSC–FTIR) under pyrolytic conditions (inert atmosphere). By summing all the heat change contributions due to physical and/or chemical processes occurring (i.e., melting, decomposition), an overall energy, defined as the degradation heat, was determined for both single component and their mixtures. It was found to be about 4–5 % of the exploitable energy of the input material. Vapors evolved during the pyrolysis of single-component polymers and their mixtures, analyzed using the FTIR apparatus, allowed identifying the main reaction products as monomers or fragments of the polymeric chain. Results from TG/DSC runs and FTIR analysis show that there is no interaction among the plastic components of the mixtures during the occurrence of pyrolysis.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Waste packaging plastics are associated with a low mechanical recycling rate since the residual streams have a heterogeneous and variable composition [1]. Even plastics contained in waste electric and electronic equipment (WEEE) accounting for about 30 % w/w cannot be exclusively treated by mechanical recycling because of their inherent structural complexity and heterogeneity [2, 3]. Pyrolysis is a promising technology for the treatment of complex mixtures of polymers contaminated with other materials, without the need of any pre-cleaning operation [4].
The current recycling target for packaging plastics, valid for all EU Member States, was set at 22.5 % w/w according to the EU Packaging Waste Directive [5]. This target counts exclusively material recycled back into plastics and appears relatively low with respect to other packaging waste categories such as glass or paper.
Separation effectiveness poses serious challenges to mechanical recycling; in fact, each stream must be separated according to homogeneous polymer type, grade and structure (i.e., high-density polyethylene, HDPE and low-density polyethylene, LDPE), as plastics categories are tailored to specific applications. A suitable separation system should be able to distinguish among about thirty different plastics and blends. Instead, the use of mixed fractions is limited to known thick-walled applications.
Current figures [6] show that a residue higher than 50 % w/w, which results from the poor selectivity of the sorting process, is usually generated in most countries of Europe. This heterogeneous material is mainly composed by a mixture of polyolefins contaminated with food residues, mineral fragments and a proportion of other waste fractions, such as paper, aluminum and glass. These streams are commonly known as commingled postconsumer plastic wastes (CPCPWs). CPCPWs can be used in replacement of impregnated wood, concrete and metal products at the cost of complex combined washing and sorting treatments. By contrast, they are not generally cheap and pose the challenge of their recycling at the end of their service life [4].
Beside to packaging, waste plastics come also from the world of dismissed electric and electronic equipment. Whereas most non-durable packaging is ready for disposal <2 years after its introduction on the market, the electrical appliance has an average service life ranging from 5 to 15 years, even though the most recent trend in the consumer electronics has displayed shorter lifetimes for the last 10 years. Styrene-based polymers (acrylonitrile–butadiene–styrene, high-impact polystyrene and polystyrene denoted as ABS, HIPS and PS) account for more than 50 % w/w of the plastics employed in the manufacture of the housing of domestic devices (TV sets, personal computer, vacuum cleaner, radio, etc.), while polyterephthalates and polyamides are the major components of thermoplastics (1–3 % w/w of the total amount) contained in the printed circuit boards (PCBs) [7, 8].
Similarly to what it is usually done for packaging, homogenous streams (i.e., PS and ABS) are recommended to be used for mechanical recycling of WEEE plastics. This process encounters several further difficulties (need for manual disassembly, presence of different blends and relevant use of additives like flame retardants, plasticizers and stabilizers). In particular, the presence of flame retardants containing polybrominated diphenyl ethers (PBDEs), such as decabromodiphenyl ether, in styrene-based polymers amounts from 2 to 20 % w/w, frequently in combination with antimony trioxide for synergistic effect (from 3 to 6 % w/w). UE directives [9] do not permit the use of PBDEs even though they may still be found in WEEE because of the long service life of these devices. Recycling of these WEEE plastics could lead to the release into the environment of hazardous substances like PBDEs.
In conclusion, the more complex and contaminated the waste, the more difficult, if not impossible, is recycling it mechanically. Furthermore, it is very important to stress that the repeatedly processing and the natural aging expose all polymeric materials to mechanical, thermal and chemical (oxidative) stresses, which may induce irreversible changes in their properties. Therefore, since perpetual cycles of plastic materials do not exist, there is the need to provide other recovery technologies.
These alternatives may be represented by feedstock recycling, i.e., the use of plastics waste as the raw material for petrochemical processes such as cracking and hydrogenation coking. Pyrolysis is recognized to be the thermal assisted feedstock recycling since it promotes the breakdown of the polymeric chains into valuable products for the chemical industry. The pyrolytic process allows obtaining high rates of conversion into oil to be exploited as feedstock or fuel. In addition, a gas with a high caloric value may be used as fuel in the process and a solid residual stream, the char, useable as activated carbon or fillers. On the other hand, a remarkable amount of literature data can be collected from pyrolysis kinetics and thermal stability studies focused on single commercial or virgin polymers [10–16].
The aim of this study was to define the amount of heat required for degradation and volatilization of a unit mass of plastic material belonging to CPCPW or WEEE from ambient to decomposition temperature by means of differential scanning calorimetry (DSC). This quantity is one of the key properties defining a pyrolysis process, able to estimate the required energy for supporting endothermic reactions. Furthermore, the vapors evolved during the TG/DSC experiments were analyzed by FTIR in order to study both the thermal degradation and the main pyrolysis products, according to a common practice extensively reported in literature [17].
Experimental
Materials
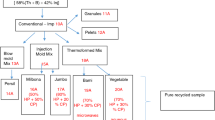
Samples of waste packaging plastics were provided by a treatment plant located in Central Italy. After sorting into the saleable fractions (basically HDPE, LDPE and polyethylene terephthalate, denoted as PET), the CPCPW fraction is generally about 50 % w/w. Table 1 displays the results of a recent product analysis from which the great heterogeneity of CPCPW is inferable. It can be observed that the largest component is film that usually consists in polypropylene (PP) and PE. Strapping band represents a little portion and is made up of PET and PP. The other plastic objects are not packaging, even if they have been inappropriately placed into the municipal bin devoted to separate plastic packaging collection.
Finally, no plastic materials count for 17.5 % w/w, and the most important fraction is paper. By combining the analysis of products like that given in Table 1 with the literature data [1, 18], the four most representative polymers were identified by FTIR and selected for the further analysis: PP, polyethylene film (PE film), PET and PS. To better understand the behavior of the waste mixed plastics during the pyrolysis and whether different compositions can lead to different thermal behaviors, three simulated homogenous and predefined samples were also tested and reported in Table 2.
Samples of WEEE plastics, also supplied by WEEE selection and treatment plants, came from dismantling of small appliances, including external housing and PCBs. Details of sample selection and preparation are reported in a previous work [19]. The representative WEEE mixed plastics were denoted as “Real WEEE” and made up of the following ternary polymeric mixture: ABS, 64 % w/w, HIPS, 33 % w/w and PBT, 3 % w/w.
Instruments
Humidity, volatile matter, fixed carbon and ash content were determined using a TA Instruments TGA 2950 macro thermobalance. Experiments were performed with about 1 g of sample according to the US technical specification ASTM D7582-12 [20] adopted for coal and coke. The temperature program adopted in this study was described in a previous paper [19]. The organic matter is the sum of the volatile fraction plus the fixed carbon (determined by difference), while the ash content represents the inorganic matter. Simultaneous TG/DSC measurements were carried out with a STARe software at a heating rate of 10 °C min−1 under a stream of nitrogen at 60 mL min−1 using a Mettler Toledo TG/DSC 2950 instrument equipped with alumina crucibles using high-purity metals as standards (indium and zinc in this study). Temperature and enthalpy change uncertainties were estimated not higher than ±1 °C and ±3 J g−1, respectively. A preliminary “blank experiment” was performed before the sample runs. The use of small material samples (from 5 to 10 mg), milled to a particle size lower than 0.35 mm, coupled to relatively slow heating rate (10 °C min−1), minimizes the effect of heat and mass transport inside the sample on heat flow.
The vapors evolved during the TG/DSC experiments were conveyed to a Thermofisher Scientific Nicolet iS10 Spectrophotometer linked through a 200 °C heated transfer line. The instrument allows monitoring the actual reaction trend, by collecting a spectrum each 11 s (eight scans performed at 0.5 cm−1 intervals, resolution of 4 cm−1).
The low heating value (LHV), which represents an estimation of the maximum energetic potentially extractable from the examined materials, was obtained by measuring directly the high heating value (HHV) using a C5000 Berthelot-Mahler Calorimeter IKA. About 0.5 g of powder was weighed into a crucible and placed inside a stainless steel container. The decomposition vessel was filled with 3 MPa of technical oxygen and ignited. The heat created during the burning process of organic matter was determined using the adiabatic measurement procedure. The calibration consisted in assessing the heat capacity of the decomposition vessel by burning tablets of certified benzoic acid. Once the HHV were measured, the LHV can be derived by the following expression:
where HyC and HuC are the hydrogen (determined using a Macro VARIO Cube Elemental Analyser) and the humidity content, respectively, expressed as % w/w in the sample.
Results and discussion
Table 3 reports the proximate analysis characterization. Humidity of all samples (as mass loss at 105 °C) ranged between negligible and 0.3 % w/w, sign of waterproof material quality ascribable to these plastics. Fixed carbon is very low for all but polyterephthalates (PET and PBT), which achieve 16 %. This finding can be attributed to the production of conjugated aromatic rings, which present a remarkable thermal stability [21]. The ash content is <3 % for all examined samples, and this result coupled with elemental analysis (data not shown) reveals that these plastics are very similar to the homologous virgin polymers. The only exception is PBT (used in PCBs), which shows a remarkable high ash content (≥20 %) because of the presence of additives as flame retardants [19].
Figure 1 and Table 4 summarize the results of TG/DSC particularly meaningful experiments, performed on single as well as on mixed polymers samples. Two distinct endothermic peaks can be observed in almost all DSC curves of single samples, the first of which not accompanied by mass loss, is attributed to melting. In Table 4, the lowest melting temperature is found at 122 °C for PE film, while the highest to PET, at 245 °C; the exception is represented by PS-based polymers (PS, ABS, HIPS), which have a completely amorphous structure and do not show the melting process. The endothermic process occurring at higher temperature (Fig. 1) is accompanied by a single mass loss and is associated with a single-step decomposition reaction. Taking into account the TG curves, one can observe that the thermal decomposition represents a volatilization occurring in one step, which is almost complete for all but PBT and PET polymers. These last ones show a remarkable residue amount, which can be attributed, as Table 3 already confirmed, to the high concentration of various inorganic additives and complex aromatic compounds. As far as the mix samples are concerned, it is worth noting that Real WEEE DSC curve displays a single decomposition peak analogous to the main styrene-based polymer components, as the PBT amounts for only 3 % in the mixture. Conversely, the CPCPW samples are made up with polymeric chains of different nature (olefins, aromatics, esters), which implies the decomposition occurring in one (CPCPW1) or two steps (CPCPW2 and CPCPW3). Instead, the melting process occurs separately for each component, reproducing the temperatures of the single polymers.

TG (solid line) and DSC (dotted line) curves at 10 °C min−1 for: a PE film, b CPCPW3, c ABS, d PBT and e Real WEEE
It can be observed that the heats of fusion reported in Table 4 are about 10–20 % of the heats of decomposition. As far as the decomposition temperatures of mixtures are concerned, it can be noted that these values for Real WEEE are the weighted averages of those referred to their components since the addition of small amount of PBT does not modify appreciably the degradation curve of styrene-based polymers. CPCPW2 and CPCPW3 show have two distinct endothermic effects, whose peak temperatures are similar to those of PS and PP (the first and the third component to decompose). By contrast, the DSC curve of CPCPW1, for which PP is more abundant than PS, shows a single broad peak at 454 °C, attributed to decomposition of PP (decomposition temperatures of PP and CPCPW1 given in Table 4 are equal, within their uncertainties).
Polyolefins had the highest heats of decomposition among styrene-based polymers and polyterephthalates, and PE has its highest value. Therefore, the heat required for decomposition of CPCPW mixtures increases with increasing the PE content. Taking into account all the usual difficulties found when plastics materials of different origin are compared, a further complexity arises from the fact that the polymers tested in this study belong to waste treatment plants. Nevertheless, a reasonable agreement between the experimental and literature heats of decomposition [22, 23] has been found in particular for PE and PS, while large deviations refer to values for PP and PET. On the other hand, remarkable deviations are found by comparing the literature values for the same virgin material belonging from the two studies [22, 23].
A good correlation between the experimental heats of decomposition of the mixture samples and the theoretical ones, computed as weighted averages, is worth noting. The best agreements are found for Real WEEE, probably due to its substantial homogeneous composition (styrene-based polymer components). This result indicates that it is possible to predict with acceptable deviations the heats of decomposition of this kind of plastic mixtures simply by knowing the values related to single polymers.
For each of the examined samples, both the melting and the heats of decomposition coupled with the sensible heat from ambient to decomposition temperature (the proper specific heats related to the solid phase (before T m) and liquid (between T m and T d) were taken from literature [22, 24]) allow to compute the overall energy needed for a fully degradation or pyrolysis, according to Eq. (2):
where Q T is the total degradation heat (J g−1), T a the ambient temperature (25 °C), T m the melting temperature (°C), C p (s) the specific heat of the solid components (J g−1 °C−1), C p (l) the specific heat of the melted components (J g−1 °C−1), T d the decomposition temperature (°C), and Q d the heat of decomposition (J g−1).
This overall energy is defined as «degradation heat» and permits to establish the consumption energy costs subtracted from energy content of the products (Table 5). The computation of degradation heat for the mixtures tested was carried out by assuming that each component was heated apart, as melting and decomposition processes take place separately. This permits to calculate the overall degradation heat, averaging the contribution of the single heating, taking each component with its percentage amount. It was ascertained that the required energy to volatilize the examined materials ranges between 779 and 2162 J g−1. In particular, it can be observed that PE (film) requires the highest degradation heat as it gives the highest contributions to the overall heat computation. Conversely, the polyterephthalates require the lowest energy amount. HIPS and PS present similar heats of decomposition, but the other terms of heat make HIPS enhance the overall degradation heat at a higher value than PS. Finally, among the examined mixtures, the Real WEEE requires the lowest energy consumption due to the predominant presence of ABS; on the other hand, CPCPW1 needs the lowest energy consumption because of the low content of PE (film) and the high content of PET, whereas the energy need for CPCPW2 and CPCPW3 are quite similar.
In Table 6, the experimental HHV, the relative LHV calculated by Eq. (1) and the degradation heat are reported in MJ kg−1. Taking into account their LHV, between 40 and 43 MJ kg−1 for the polyolefins, between 37 and 39 MJ kg−1 for styrene derivatives and around 20 MJ kg−1 for polyterephthalates, one can observe that the minimum energy consumption for pyrolysis amounts to 4–5 % of the exploitable energy of the input material (last column on the right of Table 7), and it is proportional to their heat of combustion. On the other hand, from the more useful point of view of the feedstock recycling application, it can be stated that comparison of LHV and degradation heat enable estimating the plastics mass fraction required to sustain energetically the pyrolytic process.
The vapors evolved from the TG/DSC experiments were conveyed to the FTIR spectrophotometer. Firstly, the analysis on single polymers degradation was examined. Table 7 reports the compounds showing the best match percentages between the FTIR spectra of the unknown vapor species evolved during the TG experiments and those selected from the database available from the software. In the case of single polymers, the related monomers (i.e., from PS to styrene) or fragments of the polymeric chain (i.e., from PE to hept-1-ene or hex-1-ene) are the most likely products of pyrolysis with matches close to 90 %. No further compound was practically identified on examining the FTIR spectra collected at different sample temperatures, but only some changes in the intensity of absorbance were found. The results of a pyrolysis study of virgin plastics used in packaging [25] confirmed our findings, since they found that the oil obtained from PE or PP was mainly made up of aliphatic hydrocarbons, the oil from PS of aromatic ones and the oil derived from PET contained oxygenated compounds like carboxylic acids.
More complex is the spectrum of PBT, where it is possible to reveal the presence of at least three different molecules. These findings are confirmed by literature [26], where degradation of PBT is found to occur in the following steps: the primary formation of cyclic oligomers, their further decomposition to generate unsaturated oligomers (butadiene) plus terephthalic anhydride containing oligomers; besides, tetrahydrofuran results to be a secondary product of the polycondensation of PBT from polybuta-1,4-diol and terephthalic acid [27]. Coupling of TG with DTG curves (first-order time derivatives of TG data) evidences better the temperature ranges of each process. The TG/DTG curves of the Real WEEE in Fig. 2a show its thermal degradation occurring in a single step in the range 330–490 °C, while the three FTIR spectra in Fig. 2b are related to the vapors extracted during the TG experiments at three different temperatures (390, 415 and 440 °C). As expected, according to the results of FTIR measurements related to the single polymers, the vapor substances extracted (practically all over the range between 330 and 490 °C) are composed mainly by styrene, since Real WEEEs are substantially made up of styrene-based components (ABS and HIPS). In particular, characteristic peaks of styrene (around 3000–3082 cm−1 and at 698–759 cm−1), whose intensities increase with increasing the temperature of the vapors extracted from 390 °C (curve a) to 440 °C (curve c), were identified. In addition, two distinct bands at 1450–1492 and 1600 cm−1 are related to carbon–carbon stretching vibrations of the aromatic ring in both unsubstituted and substituted aromatic compounds. Furthermore, the peak at 2850–2920 cm−1 is related to the ν-CH2 of alkyl groups, probably due to the butadiene fragment and finally the peak at 2200–2300 cm−1 characteristic of CO2, coming from the rupture of the ester group of PBT.

TG (solid line) and DTG (dotted line) curves for the thermal degradation (pyrolysis) of the Real WEEE at 10 °C min−1 (a) and FTIR spectra (b) of the vapor products evolved at 390, 415 and 440 °C
Interpretation of results appears more complex for CPCPW samples than for Real WEEE because they are made up both of styrene-based and polyolefin-based polymers, and in comparable amounts. In fact, the TG/DTG curves of CPCPW2 given in Fig. 3a show two partially overlapped steps of pyrolysis, the first of which occurs between 350 and 430 °C (similarly to what observed for the Real WEEE). It is reasonable to ascribe this step of mass loss to evolution of styrene derived by pyrolysis of PS, confirmed mainly by the FTIR spectrum of vapors extracted at 405 °C (Fig. 3, lower plot, curve a). The second step of pyrolysis of CPCPW2, which takes place in the range 430–495 °C, can be attributed to the thermal degradation of polyolefin-based polymers [particularly, PE (film) and PP]. Higher concentrations of these polymers can be justifiable by observing in Table 4 the high decomposition temperatures of PE (film) and PP, while that of PS is quite lower (markedly outside the experimental temperature range of the second step).

TG (solid line) and DTG (dotted line) curves for the thermal degradation (pyrolysis) of CPCPW2 at 10 °C min−1 (a) and FTIR spectra (b) of the vapor products evolved at 405, 440 and 475 °C
In addition, the FTIR spectrum of vapors extracted at the highest temperature (475 °C, Fig. 3b) confirmed the presence of a high concentration of hept-1-ene: the stretching and bending of CH2 and CH3 at 2960–2850 and 1460–1370 cm−1, respectively. On the other hand, characteristic bands of styrene related to aromatic rings or substituted benzenes (stretching and bending of C–H around 3000–3082 and 698–759 cm−1, respectively) confirm the presence of a lesser amount of styrene, still present at higher temperature. Furthermore, different peaks appear at 3600 and 1750 cm−1 in the FTIR spectrum of CPCPW1 (not shown), where PET is more abundant. These two peaks are due to OH and C=O stretching vibrations of carboxylic acids, thus revealing also the presence of benzoic acid. On the basis of the broad analysis of functional group carried out by FTIR measurements, Williams et al. [25] concluded that the oils derived from the 1:1 mixtures of HDPE, LDPE, PP, PET and polyvinyl chloride (PVC) with PS gave FTIR spectra representing essentially the sum of bands recorded from the spectrum of each component. Possible differences in the composition of the vapors and then significant interactions of the plastics can be revealed only by detailed analysis of the samples like gas chromatography with mass spectrometric detection. Therefore, it is worth noting that all peaks of the FTIR spectra recorded in this study do not univocally match the peaks of a unique substance. In spite of this fact, it may occur that some peaks belong to many substances at the same time and can mask the presence of weaker peaks. Some of them may be IR active because of a high sensitivity to IR radiation or because of their high concentration. As a result, preliminary pyrolysis tests carried out at 500 °C on a Real WEEE sample (different from the one examined in this study) revealed that the pyrolysis oil obtained by the pyrolytic test (analyzed by gas chromatography coupled with mass spectrometry) was composed by more than 100 species, the most concentrated of which appeared to be styrene, with a relative concentration of about 40 %.
Finally, the TG/DSC analysis especially when coupled with FTIR seems to confirm that each component of the mixtures autonomously decomposes and that the pyrolysis products do not have enough time to react as they were carried away by the gas carrier (nitrogen) toward the IR detector.
Conclusions
The thermal characterization of mixed plastics from packaging and electric equipment residues was carried out showing the advantages of applying a pyrolysis feedstock recycling from the energetic point of view. Application of the simultaneous TG/DSC techniques enabled to establish that the energy required to pyrolyze the examined materials ranges between about 0.8 and 2.2 MJ kg−1 and is proportional to their heats of combustion, by observing that about 4–5 % w/w of the input material has to be used as energetic self-supply of the degradation reaction. The FTIR analysis of evolved vapors was used to identify the major products of pyrolysis. The obtainment of oligomers or monomers appears to be encouraging for applying pyrolysis as a promising technique of feedstock recycling to recover waste mixed plastics. It is worth noting to stress that TG/DSC coupled with FTIR and the estimated heats of decomposition seem to demonstrate the absence of interactions among the polymers within the various waste mixtures investigated (WEEE as well as CPCPW) during the occurrence of pyrolysis reactions.
References
Adrados A, De Marco I, Caballero BM, Lopez A. Pyrolysis of plastic packaging waste: a comparison of plastic residuals from material recovery facilities with simulated plastic waste. Waste Manag. 2012;32:826–32.
Cui J, Forssberg E. Mechanical recycling of waste electric and electronic equipment: a review. J Hazard Mater. 2003;99(3):243–63.
Directive 2012/19/EU of the European Parliament and of the Council of 4 July 2012 on waste electric and electronic equipment (WEEE).
Brandrup J. Recycling and recovery of plastics. Munich: Hanser publishers; 1996.
Directive 2004/12/EC of the European Parliament and of the Council of 11 February 2004 amending Directive 94/62/EC on packaging and packaging waste.
Plastics Europe. An analysis of European latest plastics production, demand and waste data. 2013. In: Plastics—the facts 2013. http://www.plasticseurope.org/Document/plastics-the-facts-2013.aspx. Accessed 25 Nov 2014.
Dimitrakakis E, Janz A, Bilitewski B, Gidarakos E. Small WEEE: determining recyclables and hazardous substances in plastics. J Hazard Mater. 2009;161:913–9.
Schlummer M, Gruber L, Maurer A, Wolz G, Van Eldik R. Characterisation of polymer fractions from waste electrical and electronic equipment (WEEE) and implications for waste management. Chemosphere. 2007;67:1866–76.
Directive 2011/65/EU of the European Parliament and of Council of 8 June 2011 on the restriction of the use of certain hazardous substances in electrical and electronic equipment (RoHS Directive).
Blanco I, Abate L, Bottino FA. Variously substituted phenyl hepta cyclopentyl-polyhedral oligomeric silsesquioxane (ph, hcp-POSS)/polystyrene (PS) nano-composites. The influence of substituents on the thermal stability. J Therm Anal Calorim. 2013;112:421–8.
Blanco I, Bottino FA, Bottino P. Influence of symmetry/asymmetry of the nanoparticles structure on the thermal stability of polyhedral oligomeric silsesquioxane/polystyrene nanocomposites. Polym Compos. 2012;33(11):1903–10.
Westerhout RWJ, Waanders J, Kuipers JAM, van Swaaij WPM. Kinetics of the low-temperature pyrolysis of polyethene, polypropene, and polystyrene modeling, experimental determination, and comparison with literature models and data. Ind Eng Chem Res. 1997;36:1955–64.
Encinar JM, Gonzales JF. Pyrolysis of synthetic polymers and plastic wastes. Kinetic study. Fuel Process Technol. 2008;89(7):678–86.
Liu H, Kong Q, Cheng Y, Cao G. Thermal decomposition kinetics of high impact polystyrene/organo Fe-montmorillonite nanocomposites. Chin J Chem. 2012;30:1594–600.
Yang M. The thermal degradation of acrylonitrile–butadiene–styrene terpolymer under various gas conditions. Polym Test. 2000;19:105–10.
Materazzi S, Vecchio S, De Angelis Curtis S. Thermal analysis and health safety: thermoanalytical characterization of hardwood and softwood dust. J Therm Anal Calorim. 2013;112:529–33.
Materazzi S, Vecchio S. Evolved gas analysis by infrared spectroscopy. Appl Spectr Rev. 2010;45(4):241–73.
Lopez-Urionabarrenechea A, de Marco I, Caballero BM, Adrados A, Laresgoiti MF. Empiric model for the prediction of packaging waste pyrolysis yields. Appl Energy. 2012;98:524–32.
Cafiero L, Castoldi E, Tuffi R, Vecchio Ciprioti S. Identification of some mixed plastics from small appliances and kinetic analysis of their thermally activated pyrolysis. Polym Degrad Stab. 2014;109:307–18.
ASTM D7582-12 Standard Test Methods for Proximate Analysis of Coal and Coke by Macro Thermogravimetric Analysis, 2012.
Holland BJ, Hay JN. The thermal degradation of PET and analogous polyesters measured by thermal analysis—Fourier transform infrared spectroscopy. Polymer. 2002;43:1835–47.
Stoliarov SI, Walters RN. Determination of the heats of gasification of polymers using differential scanning calorimetry. Polym Degrad Stab. 2008;93:422–7.
Frederick WJ, Mentzer CC. Determination of heats of volatilization for polymers by differential scanning calorimetry. J Appl Polym Sci. 1975;19:1799–804.
Wen J, Mark JE. Physical properties of polymers handbook. New York: AIP; 1996.
Williams PT, Williams E. Interaction of plastics in mixed-plastics pyrolysis. Energy Fuel. 1999;13:188–96.
Samperi F, Puglisi C, Alicata R, Montaudo G. Thermal degradation of poly(butyleneterephthalate) at the processing temperature. Polym Degrad Stabil. 2004;83:11–7.
Buyle A, Padias H, Hall K. Oligomeric bishydroxybutyl terephthalates from terephthalic acid. J Polym Sci. 1981;19:1021–32.
Author information
Authors and Affiliations
Corresponding authors
Rights and permissions
About this article

Cite this article
Cafiero, L., Fabbri, D., Trinca, E. et al. Thermal and spectroscopic (TG/DSC–FTIR) characterization of mixed plastics for materials and energy recovery under pyrolytic conditions. J Therm Anal Calorim 121, 1111–1119 (2015). https://doi.org/10.1007/s10973-015-4799-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10973-015-4799-2