
Abstract
The thermal effects of the necking in fiber drawing, with respect to the change of microstructure and deformation thermodynamics, have been studied in this paper. The microstructure change before and after necking was characterized by differential scanning calorimeter, revealing the significant variations of crystallinity of polyester (PET) fiber. According to the thermal effect feature during the fiber cold-drawing process, deformation thermodynamics is established to analyze the necking mechanism. Internal energy increase in polypropylene fiber may be caused by melting of crystal or stored elastic strain energy, while the internal energy of PET fiber decreases with time, probably caused by the induced crystallization.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
When drawing polymer materials, necking phenomenon can be observed very often which is useful for the improvement of its physical properties. Deformation with the neck propagation is often referred to as “cold-drawing” [1]. The necking process involves an irreversible deformation, and the polymer becomes oriented in the stretching direction. Many attempts have been made to explain the phenomenon of necking and cold-drawing theoretically and experimentally [2–4]. An early interpretation was declared that crystal structure is essential for the neck formation, and found later that under certain conditions, necking could also occur in glassy polymers [5]. Because all deformation occurs within a narrow space where the time of deformation and structure rearrangement is pretty quick, the temperature of the necking region increases strikingly. The observations that the drawing is accompanied by self-heating of the sample led to the adiabatic heating theory of drawing [6–8], but it has been known that the heating generation is not obviously necessary for the occurrence of the necking. Even so, temperature rise during the cold-drawing is extremely important in understanding the continuing deformation mechanism of the polymer [9, 10]. However, the data of using temperature change to study deformation mechanism are still scarce, and fewer researchers use the infrared thermography combining with differential scanning calorimetry to track the temperature change during the necking process. Therefore, in our work, we use these instruments to further investigate thermal effects of the typical polypropylene (PP) and polyester (PET) fibers, study the contribution of the molecular microstructure change to the temperature rise of necking, and establish thermodynamic approach for knowing the deformation mechanism.
Experimental methods
Materials
The measured PP and PET fibers are both about 0.25 mm in diameter and 100 mm in length. The fibers were obtained by extrusion form the melt of PP and PET, respectively, at a temperature of 245 and 300 °C, and subsequent rapid cooling in air to room temperature. PET with an intrinsic viscosity of 0.064 L g−1 was purchased from Guangdong Kaiping Chunhui Co., Ltd. PP with a melt index of 26 g 10 min−1 and an isotactic degree of 96 % was purchased from China Petroleum & Chemical Co., Ltd.
Determining thermal effects of necking process
Using a tensile testing apparatus with a fixed upper jaw and a moveable lower jaw, fiber deformation was done at room temperature at four different extension rates ranging from 200, 250, 500 to 750 mm min−1. The infrared camera used to monitor the drawing process is a ThermaCAM A40M manufactured by FLIR Systems, which is placed in front of the testing machine, the axis of the lens being perpendicular to the sample surface. The spectral range of this camera is 7.5–13 μm, and the thermal sensitivity is 0.08 °C at 25 °C. Detailed process of measurement has been reported in our earlier paper [11].
Calorimetry analysis
Differential scanning calorimetry experiments were performed on a Perkin-Elmer seven series thermal analyzer. About 5 mg of each sample was sealed in aluminum pans and was then heated from 25 to 300 °C at a scanning rate of 10 °C min−1 under a nitrogen atmosphere in order to diminish oxidation.
Results and discussion
Thermal effects of the necking
In our earlier experiments [11], infrared thermography has been used to investigate the necking phenomenon in the PP fiber drawing process, and the obtained infrared thermal images have shown that there is a significant temperature rise in the necking region. The same experiments are performed on PET fiber, and the same thermal effects of necking are observed in Fig. 1, where another interesting phenomenon of thermal effect can also be noticed that in given extension rate, though the fiber temperature of a point changes with time, the temperature gradient can keep constant with the neck formation and propagation phase.

Thermal images of PET fiber taken at different time instants at 500 mm min−1 extension rate
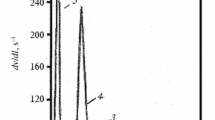
Comparing temperature rise at different extension rate from Fig. 2, it is noticed that the higher the extension rate, the greater the temperature rise, and the rise in temperature can achieve to 40–70 °C or even more. But the temperature rise of PET is higher than that of PP at the same extension rate, possibly due to the difference of crystalline nature and density of two materials.

Plot of fiber temperature rise against extension rate
Analysis of the thermal effects
A significant temperature rise of fibers in the necking region is known as a result of structure change of molecular aggregation, including dissipation heat by viscous friction, conformational entropic heat of molecular arrangement change, or latent heat developed by crystallization. Since the contribution of entropic heat is assumed to be small, it is often ignored, while frictional heat and crystalline heat are not ignorable. Plastic deformation inevitably produces friction, which is difficult to directly calculate, but change of crystallinity is closely related to the change of material microstructure which can be characterized by DSC. The DSC curves of PET and PP fibers before and after necking are presented in Fig. 3a, b, respectively.

DSC curve before and after necking. a PP fiber; b PET fiber
It is noticed that change of melt enthalpy of PP fiber before and after necking is relatively small (roughly 4.6 J g−1), while that of PET fiber is rather high (around 27.2 J g−1), which illustrates that the crystallinity of PET fiber has increased markedly experienced cold-drawing and that of PP fiber has no significant change. Besides, the crystal heat enthalpy of PP is considerably higher than that of PET, which means that the stretching process of PP fiber is likely to cause crystalline phase change since PP as-spun fiber is of a very high initial crystal degree, but the drawing process of PET fiber is beneficial to orientation crystallization.
Meanwhile, the temperature rise caused by the change of crystallinity can be calculated from
where \( \Delta T_{\text{c}} \) is the temperature rise caused by crystal change, \( \Delta H_{\text{c}} \) is the change of crystal heat enthalpy, and C p is the heat capacity at constant pressure. The values of C p for PP and PET are 1.9 and 1.2 J g−1 °C−1, respectively [7]. Using Eq. (1), the temperature rise of PP and PET fiber before and after necking can be estimated at about 2.4 and 22.7 °C, respectively. The related data of the analysis process are shown in Table 1. Obviously, the temperature rise of PET fiber caused by crystallization cannot be neglected.
Thermodynamics consideration of the necking
Thermodynamic analyses, which can yield more information than measurements of only mechanical properties, have been proved to be extremely effective in studying the mechanisms of deformation [12, 13]. In our experiments, it can be observed that at given extension rate, the temperature gradient can keep constant with the neck formation and propagation phase. So it is possible to make a simple calculation of the deformation heat by the thermal conduction formula [14, 15], i.e.,
where K is thermal conductivity; A is cross-sectional area of specimen in the drawn portion; \( \frac{{{\text{d}}T}}{{{\text{d}}x}} \) is temperature gradient; and t is time.
The diameter change of the fiber can be estimated from the infrared thermal images in which every pixel represents a known temperature, and the detailed method was presented in our previous work [11]. Figure 4 shows a photograph of polarizing microscopy of PET fiber in the necking region at 500 mm min−1 drawing rate, and the determined fiber diameter is consistent with measurement by the infrared thermography. Following Hookway [16], the average cross-sectional area of the neck is
where A s and A c are the cross-sectional area of the shoulder and cusp of the neck, respectively. A s and A c values can be exactly determined by the photography of polarizing microscopy, as shown in Fig. 4.

Photograph of polarizing microscopy of PET fiber at 500 mm min−1 extension rate
In constant tensile force f, the mechanical work done is
where v is drawing rate, dx is a distance parallel to the drawing axis, and dt is deformation time.
Assuming the cold-drawing process adiabatic, the internal energy can be calculated by the energy balance Eq. (5)
This assumption is reasonable because in Fig. 4 a neck of length 125 μm at a drawing rate of 500 mm min−1 will travel its own length in 0.015 s.
Figure 5 presents the dissipated heat, mechanical work, and positive changes in internal energy as a function of time. The calculated constant increase in internal energy of PP fiber during necking may be due to various processes which change the state of the material such as melting of crystal, creation of new surfaces or flaws, as well as stored elastic strain energy, while the internal energy of PET fiber decreases with time, probably caused by the induced crystallization.

Time dependences of mechanical work, deformation heat, and internal energy at the necking phase in given extension rate. a PP fiber; b PET fiber
Conclusions
When drawing PP or PET fibers, the necking phenomenon can be observed by infrared thermal images, which showed a significant temperature rise in the necking region. Comparing to PP fiber, PET fiber has a higher temperature rise. Analyzing the melt heat enthalpy of fibers before and after necking by DSC, the change of crystallinity of PET is more obvious than that of PP, which means that the temperature rise of PET fiber is caused not only by plastic friction dissipation, but also by the contribution of crystallization heat. Meanwhile, the thermodynamic method of cold-drawing was established, which indicated that the internal energy increase in PP fiber may be caused by melting of crystal, creation of new surfaces or flaws, as well as stored elastic strain energy, while that of PET fiber decreases with time, probably caused by the induced crystallization.
References
Leonov AI. A theory of necking in semi-crystalline polymers. Int J Solids Struct. 2002;39:5913–26.
Mimaroglu A, Ozel A, Sevinc V. A numerical study of geometric and material instability in uniaxial drawn polymers. Mater Des. 1996;17:69–73.
Hamza AA, Sokkar TZN, El-Morsy MA, Raslan MI, Ali AM. 3D refractive index profile for the characterization of necking phenomenon along stretched polypropylene fibres. Opt Commun. 2010;283:1684–9.
Labergere C, Guelorget B, Francois M. Strain rate distribution and localization band width evolution during tensile test. Int J Solids Struct. 2014;51:3944–61.
Lazurkin JS. Cold-drawing of glass-like and crystalline polymers. J Polym Sci. 1958;30:595–604.
Cross A, Hall M, Haward RN. Thermal effects in the necking of thermoplastics. Nature. 1975;253:340–1.
Yamauchi T. Observation of polymer film drawing by use of thermography. An introductory investigation on the thermodynamics. J Appl Polym Sci. 2006;100:2895–900.
Konyukhova EV, Bessonova NP, Antipov EM, Godovsky YK. Thermodynamics of deformation of low-crystalline poly(hydroxyalkanoate) fibers. Polym Sci Ser A. 2006;48:934–40.
Liu T, Harrison IR. The temperature rise on neck formation of polymers: polypropylene and polyethylene. Polymer. 1987;28:1860–2.
Andrews JM, Ward IM. The cold-drawing of high density polyethylene. J Mater Sci. 1970;5:411–7.
Wang M, Liao Y, Chen DJ. Study of the necking phenomenon in fiber drawing by infrared thermography. Polym Test. 2010;29:674–8.
Anssari-Benam A, Viola G, Korakianitis T. Thermodynamic effects of linear dissipative small deformations. J Therm Anal Calorim. 2010;100:941–7.
Chang BTA, Li JCM. Stored energy of cold work in polystyrene. Polym Eng Sci. 1988;28:1198–202.
Ziabicki A. Fundamentals of fibre formation: the science of fibre spinning and drawing. London: Wiley; 1976.
Vincent PI. The necking and cold-drawing of rigid plastics. Polymer. 1960;1:7–19.
Hookway DC. The cold-drawing of nylon 6.6. J Text Inst. 1958;49:292–316.
Acknowledgements
This work was supported by the National Natural Foundation of China (No. 51403099), the Hunan Education Department Program (No. 13C798), the University of South China Doctoral Scientific Research Foundation (No. 2013XQD35).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Liao, Y., Shan, D., Liu, Z. et al. Thermal analysis of the necking phenomenon in fiber drawing. J Therm Anal Calorim 122, 323–327 (2015). https://doi.org/10.1007/s10973-015-4719-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10973-015-4719-5