
Abstract
Microencapsulated intumescent flame retardants were successfully prepared by in situ polymerization technology and their structures were characterized by FTIR spectra, SEM microphotographs, and TG analyses. Microencapsulated treatments on expandable graphite (EG) and ammonium polyphosphate (APP) increased the expanded volume of EG and improved the water resistance of APP. After incorporation of microencapsulated intumescent flame retardants into RPUF, the prepared rosin-based rigid polyurethane foam possessed more uniform cell structure and higher compressive strength than incorporation of the same amount of intumescent flame retardants. It is attributable to improved interfacial adhesion and stress transfer between microencapsulated intumescent flame retardants and RPUF matrix. Simultaneously, after incorporation of microencapsulated intumescent flame retardants into RPUF, the prepared rosin-based rigid polyurethane foam possessed better flame retardancy and fire behavior than incorporation of the same amount of intumescent flame retardants. It is attributed to better synergistic effect between microencapsulated expandable graphite and ammonium polyphosphate in gas and condensed phases. Furthermore, synergistic flame retardant rosin-based rigid polyurethane foam nanocomposite was successfully fabricated by adjusting the appropriate ratio of microencapsulated intumescent flame retardants and organically modified layered double hydroxide. The LOI value and the specific compressive strength for filled MEG10/MAPP10/OLDH3.0 foam increased about 36.4 and 1.7 % compared with neat RPUF. The cone calorimetry measurement showed that the average heat release rate, total heat release, average smoke production rate, average rate of smoke release, average specific extinction area, total smoke release, and CO/CO2 mass ratio of filled MEG10/MAPP10/OLDH3.0 foam decreased about 23.2, 20.2, 50.0, 48.3, 35.4, 33.0, and 21.3 % compared with neat RPUF, respectively. Therefore, using microencapsulated intumescent flame retardants and organically modified layered double hydroxide are promising strategies for simultaneously improving the flame retardancy, mechanical property, and fire behavior of rigid polyurethane foams.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Rigid polyurethane foams (RPUFs) are widely utilized in various fields such as insulating materials in buildings, structure bearing materials, civil engineering, and machinery industry [1]. With the growing global energy shortage, environmental pollution, and the greenhouse effect, adopting renewable bio-based polyols partially substituting petroleum-based polyols to prepare green biodegradable rigid polyurethane foams becomes very urgent [2]. Rosin polyester polyol is sustainable, renewable, biodegradable, and biocompatible, which can impart rigid polyurethane foam higher thermal stability and better dimensional stability than conventional rigid polyurethane foam due to its phenanthrene nucleus structure [3]. However, one of the greatest impediments to the development and application of rosin-based rigid polyurethane foams is their relatively high flammability and their susceptibility to degradation due to exposure to elevated temperatures caused by fire.
One effective approach to flame retard rosin-based rigid polyurethane foam is to use intumescent flame retardants (IFRs), which includes acid resource, carbon resource, and gas resource. Intumescent flame retardants are thought of as environment-friendly flame retardants due to their low toxicity, low amount of smoke, halogen-free nature, and high efficiency [4, 5]. Expandable graphite (EG) and ammonium polyphosphate (APP) are conventional and efficient intumescent flame retardants in rigid polyurethane foams, which can endow foam better flame retardancy [6]. However, there are some drawbacks for EG and APP used in rigid polyurethane foams. Adding expandable graphite into RPUF results in considerable deterioration of mechanical property. It is attributed to larger size of EG particles and worse interfacial adhesion between EG particles and RPUF matrix [7, 8]. In addition, adding APP into RPUF results in easily attacked by hot water and, therefore, results in worsen flame retardancy of rigid polyurethane foam [9].
In an effort to simultaneously improve the flame retardancy and mechanical property of rigid polyurethane foams filled with EG and APP, one possible approach is to execute microencapsulated treatments on the surfaces of EG and APP particles [10–12]. Ye et al. [13] and Zheng et al. [14] have prepared microencapsulated EG and APP as well as investigated their applications in rigid polyurethane foams. The results showed that the improvements on mechanical property and flame retardant behavior of rigid polyurethane foams were attributable to the desirable dispersions of microencapsulated EG and APP particles in RPUF matrix. Furthermore, layered double hydroxides (LDHs) are used in combination with other flame retardants in order to lower the total amount of additive needed, thanks to synergistic effect in rigid polyurethane foam nanocomposites [15–17].
The objective of this work is to prepare halogen-free synergistic flame retardant rosin-based rigid polyurethane foam nanocomposite, which was fabricated based on microencapsulated expandable graphite (MEG), microencapsulated ammonium polyphosphate (MAPP), and organically modified layered double hydroxide (OLDH). First, microencapsulated intumescent flame retardants were prepared by in situ polymerization technology based on β-cyclodextrin and toluene-2, 4-diisocyanate. Second, their structures were characterized by FTIR spectra, SEM microphotographs, and TG analyses. Subsequently, the cell morphology, thermal conductivity, mechanical property, thermal performance, flame retardancy, and fire behavior of rosin-based rigid polyurethane foam nanocomposites were investigated and compared. Furthermore, potential synergy between microencapsulated intumescent flame retardants and organically modified layered double hydroxide on the flame retardancy and fire behavior of rosin-based RPUF has been investigated in detail.
Experimental
Materials
Rosin polyester polyol (hydroxyl value: 445 mg KOH g−1, viscosity 25 °C: 5,350 mPa s) was obtained from Jiangsu Qianglin Bioenergy Co., Ltd. Polyarylpolymethyleneisocyanate (PAPI, NCO %: 30.0–32.0, average functionality: 2.8, viscosity 25 °C: 200 mPa s) was supplied by Guangzhou Meixing Chemical Co., Ltd. Expandable graphite (EG, medium particle size 58 µm) was obtained from Qingdao Nanshu Hongda Graphite Co., Ltd. The commercial products ammonium polyphosphate (APP, degree of polymerization > 1,000) was a product of Sichuan Shifang Changfeng Chemical Engineering Co., Ltd. β-cyclodextrin (β-CD), toluene-2, 4-diisocyanate (TDI), dimethyl sulfoxide (DMSO), 1, 4-dioxane, and polyoxyethyleneoctylphenol ether (OP-10) were supplied by Sinopharm Chemical Reagent Co., Ltd. (Shanghai, PRC). N, N-dimethylcyclohexylamine (DMCHA), dibutyltin dilaurate (DBTDL), cyclopentane, and triethanolamine were purchased from Shanghai Jingchun Reagent Co., Ltd. Silicone surfactant (JSY-5081) was obtained from Jiangsu Chemical Research Institute Co., Ltd. Co/Al organically modified layered double hydroxide (OLDH) was synthesized in our laboratory according to the reported literature [18].
Preparation of polyurethane microencapsulated intumescent flame retardants
Polyurethane microencapsulated expandable graphite (MEG) and ammonium polyphosphate (MAPP) were synthesized according to the literature [19]. 5.68 g β-cyclodextrin (0.005 mol) and 20 mL dimethyl sulfoxide (DMSO) were fed into a 500 mL four-necked round-bottomed flask equipped with a thermometer, mechanical stirrer, an addition funnel and reflux condenser. The reaction mixture was heated to 40 °C with an oil bath. After β-cyclodextrin was completely dissolved in DMSO, 40 g expandable graphite (EG) or ammonium polyphosphate (APP), 0.4 g polyoxyethyleneoctylphenol ether (OP-10), and 100 mL 1, 4-dioxane were added into the mixture under vigorous stirring. Subsequently, 3.48 g toluene-2, 4-diisocyanate (0.02 mol) was added dropwise over a period of 30 min. Finally, the reaction mixture was maintained at 80 °C for 6 h. When it cooled to room temperature, the solution was filtrated, and a bright suspension was obtained. The suspension was washed with DMSO and acetone and subsequently dried at 80 °C for 12 h.
Preparation of rosin-based rigid polyurethane foam composites
A variety of halogen-free flame-retarded rosin-based rigid polyurethane foam composites were prepared by two-step and pressurized foaming method, and their formulation compositions are shown in Table 1. First, different loading of organically modified layered double hydroxide (OLDH), which was previously dehydrated overnight in an oven at 110 °C, was dispersed in the rosin-based polyester polyol. In order to promote OLDH dispersion, the mixture was executed with ultrasonic treatment at 50 °C for 2 h. After OLDH dispersion, the catalysts, silicone surfactant, cross-linking agent, flame retardants, and blowing agents were added into the polyol and stirred for 60 s with a high-speed mechanical stirrer. Second, the polyarylpolymethyleneisocyanate (PAPI) was added into the polyol according to the formula and then two components were mixed for 15 s with a high-speed stirrer. Finally, the mixed two components were poured into a rigid polyurethane foam mold to produce foam. The prepared foams were put in a vacuum oven at 70 °C for additional 24 h in order to complete the polymerization reaction. Sheet size and thickness were dependent on the testing methods used in the present study.
Characterization
Fourier transform infrared (FTIR) spectroscopy
Less sample and appropriate KBr powders were mixed, grinded, and tableted to obtain test sample. FTIR spectra of various test samples were recorded with a Nicolet IS 10 IR spectrometer. Typically 100 scans within the range of 4,000–400 cm−1 were done for each sample with the resolution of 2 cm−1 and summed up to get the spectra.
Scanning electron microscopy (SEM)
The morphology of various samples after gold-sputtered were studied by Hitachi S-3400 N scanning electron microscopy (SEM) at the accelerating voltage of 15.0 kV.
Thermogravimetric analysis
Thermogravimetric (TG) analysis of various samples were performed on a NETZSCH 209F1 instrument at a heating rate of 10 °C min−1 under air atmosphere, and the samples were heated from room temperature to 800 °C under a dynamic nitrogen flow of 60 mL min−1.
Expanded volume tests of EG and microencapsulated EG
The expansion multiples of expandable graphite (EG) and microencapsulated expandable graphite (MEG) particles were measured after they were expanded at 950 ± 10 °C for 15 s, according to GB 10698-89 (China standard).
Water solubility tests of APP and microencapsulated APP
Water solubility tests of ammonium polyphosphate (APP) and microencapsulated ammonium polyphosphate (MAPP) were measured according to the reported literature [14].
Density testing
The densities of various rigid polyurethane foams were measured according to ASTM D1622. The size of the specimen was 30 (length) × 30 (width) × 30 (thickness) mm, and the average values of five foams were recorded.
Thermal conductivity testing
Thermal conductivity tests of various rigid polyurethane foams were carried out on DZDR-PL thermal conductivity analyzer according to the ASTM C518 standard test method. The size of the specimen was 50 (length) × 50 (width) × 20 (thickness) mm.
Compressive strength testing
Compressive strength measurements of various rigid polyurethane foams were performed with a SANS7 CMT-4304 universal mechanical tester according to ASTM D1621-94 at a crosshead speed at 500 mm/min. Foam sheets were cut to a dumbbell shape with the size of 50 (length) × 50 (width) × 50 (thickness) mm.
Limiting oxygen index testing
Limiting oxygen index (LOI) tests of various rigid polyurethane foams were performed at room temperature according to ASTM D2863-97 using a JF-3 oxygen index instrument, and the size of the specimen was 127 (length) × 10 (width) × 10 (thickness) mm.
Cone calorimeter testing
The cone calorimeter tests of various rigid polyurethane foams were performed using an FTT2000 cone calorimeter according to ISO5660 standard procedures. Each specimen of dimensions 97 (length) × 97 (width) × 20 (thickness) mm was wrapped in aluminum foil and exposed horizontally to an external heat flux of 35 kW m−2. At least three specimens were needed in each experiment.
Results and discussion
Characterization of microencapsulated intumescent flame retardants
To verify the existence of polyurethane on the surfaces of microencapsulated intumescent flame retardants, the FTIR spectra of raw EG, microencapsulated EG (MEG), PU shell, neat APP, and microencapsulated APP (MAPP) are shown in Fig. 1. As can be observed in Fig. 1, after microencapsulated treatment, microencapsulated EG and APP particles revealed the characteristic absorption peaks of polyurethane. The absorption peaks at about 1,730, 1,522, 1,205, and 1,090 cm−1 were assigned to characteristic absorption peaks of carbonyl groups (C=O) stretching of urethane, amide (NH), and the ether group (C–O–C) in urethane (–NHCOO–). The absorption peaks at about 2,951 and 2,848 cm−1 were assigned to characteristic absorption peaks of =C–H stretching [13]. The FTIR data also indicated the completion of the reaction between diisocyanate and β-cyclodextrin by the disappearance of the -NCO absorption band at 2,270 cm−1. Furthermore, the characteristic absorption peaks in FTIR spectra of microencapsulated EG and APP did not appear in FTIR spectra of raw EG and neat APP, implying successful preparation of microencapsulated intumescent flame retardants.

FTIR spectra of raw EG, MEG, PU shell, neat APP, and MAPP
Figure 2 presents the SEM microphotographs of raw EG (a), microencapsulated EG (b), neat APP (c), and microencapsulated APP (d), respectively. As presented in Fig. 2a, the shape of the raw EG particles was oval or circular, and some individual graphite flakes with much smaller sizes were observed. After microencapsulated treatment, microencapsulated EG particles presented irregular shapes with rough surfaces as displayed in Fig. 2b. Furthermore, as shown in Fig. 2c, neat APP particles had smooth and irregular surfaces with relatively sharp ends. However, microencapsulated APP particles had unsmooth and unclear ends as shown in Fig. 2d. Simultaneously, there are a large number of tiny polyurethane granules on the surfaces of microencapsulated EG and APP particles, implying successful preparation of microencapsulated intumescent flame retardants.

The SEM microphotographs of raw EG × 1,000 (a), MEG × 1,000 (b), neat APP × 2,000 (c), and MAPP × 2,000 (d), particles
In order to determine the components of polyurethane microencapsulated EG and APP particles, TG analyses of raw EG, microencapsulated EG (MEG), PU shell, neat APP, and microencapsulated APP (MAPP) were performed. The corresponding curves and data are presented in Fig. 3 and Table 2. As can be seen, the initial degradation temperature (T initial) and the first stage maximum-rate degradation temperature (T max) of microencapsulated EG were higher around 5 °C than that of raw EG, which is due to higher thermal stability of polyurethane on the surface of EG. However, the initial degradation temperature (T initial) and the first stage maximum-rate degradation temperature (T max) of microencapsulated APP were lower around 5 °C than that of neat APP, which is due to earlier decomposition of polyurethane on the surface of APP. It is suggesting that microencapsulated EG earlier decomposed than microencapsulated APP during combustion, which is contributable to forming the expanded and cohesive char layer. Furthermore, the second stage maximum-rate degradation temperatures (T max) of microencapsulated EG and APP were lower than that of raw EG and neat APP, which is attributable to the pyrolysis of polyurethane on the surfaces of microencapsulated EG and APP particles at higher temperature. In addition, the mass residues of raw EG, microencapsulated EG, PU shell, neat APP, and microencapsulated APP at 900 °C were 17.4, 11.8, 1.1, 32.5, and 27.4 %, respectively. Finally, the components of microencapsulated EG and APP were calculated according to the reported literature [13]. The mass percentage of EG in the MEG particle was about 65.6 % and the mass percentage of APP in the MAPP particle was about 83.8 %, respectively.

TG (a) and DTG (b) curves for raw EG, MEG, PU shell, neat APP, and MAPP under air atmosphere
The aforementioned FTIR spectra, SEM microphotographs, and TG analyses results well confirmed that microencapsulated EG and APP particles have been successfully prepared by in situ polymerization technology. Furthermore, the expanded volumes of raw EG and microencapsulated EG were measured according to expanded volume testing: the expanded volume of MEG (168 mL g−1) was larger than that of raw EG (151 mL g−1). When microencapsulated EG particles were subjected to the heat, the escaping speed of the blowing gases from the edge of the graphite flakes slowed. Therefore, microencapsulated EG particles possessed greater expanded volume than that of raw EG particles. In addition, the water solubility of APP and microencapsulated APP at 25, 50 and 75 °C are presented in Table 3. It is obvious that the water solubility of APP increased with increasing temperature, which indicated that APP was easily attacked by surrounding moisture or water. After microencapsulated treatment, the water solubility of MAPP decreased significantly and the values changed little with increasing temperature. This is because the hydrophobic ‘PU-like’ microcapsules can effectively protect the inner APP particles from being in contact with moisture or water.
Flame retardancy tests of various rigid polyurethane foams
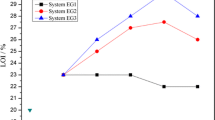
LOI tests are widely applied to assess the flame retardancy of polymer materials. The influence of incorporation of microencapsulated intumescent flame retardants (MEG and MAPP) on the LOI values of rosin-based rigid polyurethane foams was investigated. Simultaneously, intumescent flame retardants (EG and APP) were used for comparison. The amount of flame retardant was 20 php (based on the mass of polyol) for all composites. As presented in Table 4, the LOI value of neat rigid polyurethane foam was as low as 19.5 %, which was easy to burn when exposed to fire. When 20 php EG or 20 php APP was added into rosin-based RPUF, the LOI value increased from 19.5 to 22.4 or 22.7 % compared with neat RPUF. When 20 php microencapsulated EG or 20 php microencapsulated APP was added into rosin-based RPUF, the LOI value increased from 19.5 to 23.6 or 24.2 % compared with neat RPUF. Furthermore, as shown in Table 4, the influences of different ratios of intumescent flame retardants or microencapsulated intumescent flame retardants on the LOI value of rosin-based RPUF were investigated in detail. It is obvious that when the ratio of intumescent flame retardants or microencapsulated intumescent flame retardants was 1:1, the LOI values of foams reached to the maximum value. The LOI value of filled EG10/APP10 or MEG10/MAPP10 foam was 24.0 or 25.3 %, respectively. These results indicating that rosin-based rigid polyurethane foams filled with microencapsulated intumescent flame retardants possessed better flame retardancy than those filled with the same amount of intumescent flame retardants. The reason is microencapsulated treatments on EG and APP particles increased the expanded volume EG and simultaneously generated more inert gases (such as CO2, SO2, H2O, and NH3) from MEG and MAPP particles during combustion. Furthermore, these results indicated that the best synergistic flame retardancy effect was achieved by adjusting the ratio of 1:1 between microencapsulated EG and APP, which is due to better synergistic effect between microencapsulated EG and APP in gas and condensed phases.
On the other side, the LOI values of rosin-based rigid polyurethane foams filled with APP and microencapsulated APP after hot water treatments were investigated. As can be seen from Table 4, after water treatment (60 °C, 24 h), the LOI value of filled APP20 foam decreased about 0.8 %. However, the LOI value of filled MAPP20 foam only reduced by 0.4 %. Meanwhile, the LOI values for filled EG/APP systems decreased more compared with MEG/MAPP system. These results indicated that the water resistance and flame retardancy of rosin-based rigid polyurethane foams were remarkably improved by incorporation of microencapsulated intumescent flame retardants.
On the other side, the potential synergistic flame retardancy effect between microencapsulated intumescent flame retardants and organically modified layered double hydroxide in rosin-based rigid polyurethane foam was investigated. Table 5 shows the influence of OLDH loading on the LOI value of different flame retardant rosin-based RPUF. It is obvious that the flame retardancy of RPUF can be further improved with a specific loading of OLDH. LOI values increased with the loading of OLDH in the range of 1.0–5.0 php of the composition until a maximum was reached. An LOI value of flame retardant RPUF can reach up to 26.6 %, especially when the loading of OLDH in RPUF was 3.0 php. On the one side, organically modified layered double hydroxide can act as a nucleating agent to promote microencapsulated intumescent flame retardants forming the reinforced and cohesive char layer, which can provide an effective barrier against heat, oxygen as well as combustible volatiles. On the other side, organically modified layered double hydroxide and microencapsulated intumescent flame retardants can release noncombustible gases (such as CO2, SO2, H2O, and NH3) to cool and dilute the flame, which slowed down the diffusion of degradation products and allowed more time for radical recombination during combustion. These results indicating that microencapsulated intumescent flame retardants and organically modified layered double hydroxide have synergistic flame retardant effect on improving the flame retardancy of rosin-based rigid polyurethane foam.
Cell morphology of various rigid polyurethane foams
It is known that the cellular structure of foam greatly affects the thermal conductivity and mechanical property of rigid polyurethane foam. The SEM photographs of the cryogenically fractured cross-sectional surfaces of neat RPUF (a), filled EG10/APP10 (b), MEG10/MAPP10 (c), MEG10/MAPP10/OLDH3.0 (d) foams are presented in Fig. 4, respectively.

SEM micrographs of neat RPUF (a), filled EG10/APP10 (b), MEG10/MAPP10 (c), and MEG10/MAPP10/OLDH3.0 (d) foams
As observed in Fig. 4a, the cell shape of neat RPUF was closed cellular polyhedron, no collapse or collision in the cell system was observed except the damage during machining the sample. Simultaneously, there were some holes in the thin cell wall formed due to local internal stress or unbalanced foam growth. Comparing Fig. 4b with Fig. 4a, we discovered that incorporation of intumescent flame retardants (EG and APP) into RPUF resulted in changing in the cell shape and homogeneous integrality of RPUF, which is attributable to worse interfacial adhesion between intumescent flame retardants and RPUF matrix. Comparing Fig. 4c with Fig. 4a, it is clear that incorporation of microencapsulated intumescent flame retardants (MEG and MPP) into RPUF did not result in changing in the cell shape and homogeneous integrality of RPUF, which is attributable to the better interfacial adhesion between microencapsulated intumescent flame retardants and RPUF matrix. Furthermore, comparing Fig. 4d with Fig. 4b and 4c, we discovered that the cellular structure of filled MEG10/MAPP10/OLDH3.0 foam was relatively regular and homogeneous than those of filled EG10/APP10 and MEG10/MAPP10 foams, which is attributable to the heterogeneous nucleating ability of organically modified layered double hydroxide in polymer foaming [20].
Physical–mechanical characterization of various rigid polyurethane foams
The influences of incorporation of microencapsulated intumescent flame retardants (MEG and MAPP) or further incorporation of organically modified layered double hydroxide (OLDH) into RPUF on the densities, thermal conductivities, and mechanical properties of rosin-based rigid polyurethane foams (RPUFs) were investigated in detail. The test results are displayed in Table 6. From Table 6, we can see that there was a slight increase in foam density with increasing of flame retardants or OLDH loading, which is probably due to the increasing of flame retardant particles embedded in the cell wall. Table 6 shows the thermal conductivities of neat and filled rigid polyurethane foams. In general, the thermal conductivity of rigid polyurethane foam depends on cell size, cell orientation, ratio of close to open cell, the foam density, and the thermal conductivity of the trapped gases in the cell as well as on the filling materials [21]. As can be seen from Table 6, foam filled with intumescent flame retardants (named as EG10/APP10) possessed higher thermal conductivity than that of neat and other filled rigid polyurethane foams. It is attributable to worse interfacial adhesion between intumescent flame retardants and RPUF matrix. However, incorporation of microencapsulated intumescent flame retardants or further incorporation of organically modified layered double hydroxide into RPUF did not result in significantly increasing in the thermal conductivity of rigid polyurethane foam. The reason maybe as follows: (1) incorporation of microencapsulated EG and APP or further incorporation of organically modified layered double hydroxide into RPUF did not result in remarkable increase in cell size, so the thermal conductivities of filled MEG10/MAPP10 and MEG10/MAPP10/OLDH3.0 foams slightly increased compared with neat RPUF; (2) the existence of void and interconnection of the cells in RPUFs, which partly facilitated the transfer of heat and did not result in remarkable increase in thermal conductivity for RPUFs; (3) the existence of organically modified layered double hydroxide is contributable to providing better insulation property due to its thermal barrier effect in RPUF.
Furthermore, the parallel compressive strengths of neat RPUF, filled EG10/APP10, MEG10/MAPP10, and MEG10/MAPP10/OLDH3.0 foams are displayed in Table 6. In order to eliminate the influence of foam density on the parallel compressive strength, the specific parallel compressive strength (compressive strength/density) was used for comparison [22]. As revealed in Table 6, the specific compressive strength of filled EG10/APP10 foam decreased from 11.9 to 11.7 MPa g−1 cm−3 compared to neat RPUF, which was attributable to worse interfacial adhesion between intumescent flame retardants and RPUF matrix and in turn led to the structure of cavities within RPUF being partly destroyed. In contrast, the specific compressive strength of filled MEG10/MAPP10 foams slightly increased compared to neat RPUF. These results confirmed that microencapsulated treatments on EG and APP can remarkably improve the mechanical property of rosin-based rigid polyurethane foam. The reason is that unreacted hydroxyl groups on microencapsulated EG and APP particles can further react with the isocyanurate groups from PAPI and, therefore, increase the chemical interaction and cross-linking effect between microencapsulated intumescent flame retardants and RPUF matrix. When RPUF matrix is subjected to external force, the force can be transferred to the microencapsulated EG and APP particles. In addition, the specific compressive strength of filled MEG10/MAPP10/OLDH3.0 foam further increased compared to filled MEG10/MAPP10 foam, which is attributed to the nanoreinforcement effect from organically modified layered double hydroxide.
The thermo-oxidative degradation behavior of various rigid polyurethane foams
Thermogravimetric (TG) analysis is one of the thermal analysis techniques used to evaluate the mass change, thermal decomposition, and thermal stability of polymer material [23, 24]. The influences of incorporation of microencapsulated intumescent flame retardants (MEG and MAPP) or further incorporation of organically modified layered double hydroxide (OLDH) on the thermo-oxidative degradation behavior of rosin-based RPUFs were investigated by TG and DTG under air atmosphere. Meanwhile, rosin-based RPUF filled with intumescent flame retardants (EG and APP) was used for comparison. The detailed TG data, i.e., initial degradation temperature (T initial), the maximum-rate degradation temperature (T max) and mass residue at 800 °C, are listed in Table 7.
As can be seen from Fig. 5a and Table 7, neat RPUF showed two stages of mass loss. The initial degradation temperature (T initial) of neat RPUF was 254 °C. The first stage decomposition of neat RPUF took place from about 200 to 400 °C (310 °C is the maximum-rate degradation temperature with a mass loss equal to 26.3 %), which can be assigned to the degradation of urethane bonds as well as polyol to form volatile products such as aldehydes, ketones, carbon dioxide, and water. The second one took place from 400 to 650 °C (542 °C is the maximum-rate degradation temperature with a mass loss equal to 76.8 %), which is related to the oxidative decomposition of isocyanate and aromatic compound took place [25]. After incorporation of flame retardants or further incorporation of organically modified layered double hydroxide into RPUF, abbreviated as EG10/APP10, MEG10/MAPP10, and MEG10/MAPP10/OLDH3.0, these foams also presented two stages of mass loss. As can be seen from Table 7, the initial degradation temperature (T initial) of filled MEG10/MAPP10 foam was higher than that of EG10/APP10 foam. The reason is that unreacted hydroxy groups from microencapsulated intumescent flame retardants can further react with isocyanate groups from PAPI, which improved the interfacial adhesion between microencapsulated intumescent flame retardants and RPUF matrix, and also increased cross-linking density of RPUF. Furthermore, the initial degradation temperature (T initial) of filled MEG10/MAPP10/OLDH3.0 foam was higher than that of MEG10/MAPP10 foam, which is attributable to the better thermal stability of organically modified layered double hydroxide.

TG and DTG curves for neat RPUF (a), filled EG10/APP10 (b), MEG10/MAPP10 (c), and MEG10/MAPP10/OLDH3.0 (d) foams under air atmosphere
As can be seen from Table 7, after incorporation of flame retardants or further incorporation of organically modified layered double hydroxide into RPUF, the first stage maximum-rate degradation temperatures (T max) of filled EG10/APP10, MEG10/MAPP10, and MEG10/MAPP10/OLDH3.0 foams slightly decreased, whereas the mass remaining percent of filled RPUFs increased about 8.4, 6.4, and 11.3 % in comparison to neat RPUF. Meanwhile, the second stage maximum-rate degradation temperatures (T max) of filled EG10/APP10, MEG10/MAPP10, and MEG10/MAPP10/OLDH3.0 foams significantly increased, and then the mass remaining percent of filled RPUFs increased about 46.1, 50.0 and 34.9 % in comparison to neat RPUF. It is indicating that the mass loss was more dominant for neat RPUF than filled EG10/APP10, MEG10/MAPP10, and MEG10/MAPP10/OLDH3.0 foams.
Furthermore, the mass residue of neat RPUF at 800 °C was only 0.10 %, while the mass residues of filled EG10/APP10, MEG10/MAPP10, and MEG10/MAPP10/OLDH3.0 foams at 800 °C increased to 10.5, 10.0, and 11.4 %, respectively. It is indicating that mass residue was significantly enhanced after incorporation of flame retardants or further incorporation of organically modified layered double hydroxide into RPUF. However, due to the complete thermal degradation of polyurethane that is present on the surfaces of microencapsulated EG and APP particles, the mass residue of filled MEG10/MAPP10 was lower than that of filled EG10/APP10 foam. In addition, the mass residue of filled MEG10/MAPP10/OLDH3.0 foam was higher than that of filled EG10/APP10 and MEG10/MAPP10 foams. It is indicating that simultaneous incorporation of microencapsulated intumescent flame retardants or further incorporation of organically modified layered double hydroxide can increase the mass residue of RPUF and enhance the thermal stability at high temperature. It is generally accepted that mass residue as determined from TG experiment is an indirect way of measuring the fire retardant property of polymer. Thick char becomes a better heat insulating layer at the surface of the burning polymer, which slows down the thermo-oxidative degradation and reduces heat and mass transmission into the material and provides good insulation to the underlying combustible polymer from the heat and fire [26].
Fire behaviors of various rigid polyurethane foams
Cone calorimetry measurement is an effective approach to assess the fire behavior of flame retardant material at laboratory scale. In an effort to better understand the influence of incorporation of microencapsulated intumescent flame retardants (MEG and MAPP) or further incorporation of organically modified layered double hydroxide (OLDH) on the fire behaviors of rosin-based rigid polyurethane foams, cone calorimetry measurement was performed on various rigid polyurethane foams under a heat flux of 35 Kw m−2. The representative curves are illustrated in Figs. 6 and 7, and corresponding results are listed in Tables 8 and 9, respectively.

HRR (a), THR (b), and mass (c) curves for neat RPUF, filled EG10/APP10, MEG10/MAPP10, and MEG10/MAPP10/OLDH3.0 foams

SPR (a), RSR (b), and TSR (c) curves for neat RPUF, filled EG10/APP10, MEG10/MAPP10, and MEG10/MAPP10/OLDH3.0 foams
The time to ignition (TTI) is an important flame-retarded parameter for polymer materials. As can be seen from Table 8, the times to ignition (TTIs) of filled EG10/APP10, MEG10/MAPP10 and MEG10/MAPP10/OLDH3.0 foams had no significant increase compared with neat RPUF, which was associated with the cellular structure of RPUF. However, the combustion times of filled EG10/APP10, MEG10/MAPP10 and MEG10/MAPP10/OLDH3.0 foams increased from 92 to 128, 146 and 150 s compared with neat RPUF. It is indicating that incorporation of microencapsulated intumescent flame retardants or further incorporation of organically modified layered double hydroxide into RPUF can significantly improve the flame retardancy of rosin-based rigid polyurethane foam compared with incorporation of the same amount of intumescent flame retardants.
Peak heat release rate (Peak HRR) is another important parameter as it is associated with the fire growth and “flashover” phenomena in a real fire situation [27]. As can be seen from Fig. 6a and Table 8, neat RPUF burned very fast after ignition and reached the first peak HRR curve about 40 s and the first peak HRR was 249.1 kW m−2. It is attributed to the surface pyrolysis of rigid polyurethane foam until the formation of a char layer. Afterward, due to the continuous heating, the char layer cracked and started to burn, giving rise to the formation of a second peak HRR curve about 50 s and the second peak HRR was 226.0 kW m−2 [28]. After incorporation of flame retardants or further incorporation of organically modified layered double hydroxide into RPUF, the first peak HRRs of filled EG10/APP10, MEG10/MAPP10 and MEG10/MAPP10/OLDH3.0 foams decreased from 249.1 to 168.3, 144.8 and 139.9 kW m−2 compared with neat RPUF. Meanwhile, the second peak HRRs of filled EG10/APP10, MEG10/MAPP10 and MEG10/MAPP10/OLDH3.0 foams decreased from 226.0 to 147.1, 163.5 and 121.5 kW m−2 compared with neat RPUF. Furthermore, the average heat release rates (Average HRRs) of filled EG10/APP10, MEG10/MAPP10 and MEG10/MAPP10/OLDH3.0 foams decreased from 77.4 to 69.6, 69.5 and 59.4 kW m−2 compared with neat RPUF. It is indicating that incorporation of microencapsulated intumescent flame retardants or further incorporation of organically modified layered double hydroxide into RPUF can efficiently decrease the heat release rate of rosin-based RPUF compared with incorporation of the same amount of intumescent flame retardants. On the other side, the total heat release (THR) is usually employed to evaluate the safety of materials in real fires. As can be seen from Fig. 6b and Table 8, the THR of neat RPUF was 19.3 MJ m−2, while the THRs of filled EG10/APP10, MEG10/MAPP10, and MEG10/MAPP10/OLDH3.0 foams were 16.8, 16.3 and 15.4 MJ m−2, respectively. Based on the results obtained from cone calorimetry measurements, it is not difficult to draw a conclusion that simultaneous incorporation of microencapsulated intumescent flame retardants and organically modified layered double hydroxide into RPUF can efficiently enhance the flame retardancy, decrease the heat release rate and total heat release of rosin-based RPUF compared with incorporation of the same amount of intumescent flame retardants. The reasons may be as follows: (1) the endothermic decompositions of microencapsulated intumescent flame retardants and organically modified layered double hydroxide are contributable to decreasing the heat release during combustion; (2) organically modified layered double hydroxide promotes the formation of reinforced char layer, which provides an effective barrier against heat, oxygen as well as combustible volatiles during combustion.
Mass loss is another important parameter of polymer materials. As can be seen from Fig. 6c and Table 8, the average mass loss rates (Average MLRs) of filled EG10/APP10, MEG10/MAPP10 and MEG10/MAPP10/OLDH3.0 foams decreased about 5.3, 10.5, and 15.8 % compared with neat RPUF. Moreover, the mass residues of filled EG10/APP10, MEG10/MAPP10, and MEG10/MAPP10/OLDH3.0 foams increased from 0.05 to 3.96, 13.20 and 14.60 % compared with neat RPUF. The more mass residue formed, the better was the flame retardancy. This is strong evidence for the better flame retardancy of filled MEG10/MAPP10/OLDH3.0 foam, in which the cohesive, intumescent, and impact char can suppress the flame and limit the heat and mass transfer from polymer to the heat source, hence preventing further decomposition and therefore limiting the mass loss of rigid polyurethane foam.
The smoke and gas release behaviors of neat and filled rosin-based rigid polyurethane foams during the cone calorimeter test are illustrated in Fig. 7 and the data were summarized in Table 9. As illustrated in Fig. 7a, b, the smoke production rate (SPR) and rate of smoke release (RSR) curves for filled EG10/APP10, MEG10/MAPP10 and MEG10/MAPP10/OLDH3.0 foams were significantly different from that of neat RPUF, suggesting that adding flame retardants into rigid polyurethane foam fundamentally changed the smoke emission behavior of the foam. As shown in Table 9, the peak smoke production rate (Peak SPR), the average smoke production rate (Average SPR), the peak rate of smoke release (Peak RSR), and the average rate of smoke release (Average RSR) of filled MEG10/MAPP10 foam were lower than those of filled EG10/APP10 foam. Meanwhile, the peak smoke production rate (Peak SPR), the average smoke production rate (Average SPR), the peak rate of smoke release (Peak RSR), and the average rate of smoke release (Average RSR) of filled MEG10/MAPP10/OLDH3.0 foam were lower than those of filled MEG10/MAPP10 foam. Furthermore, Fig. 7c shows the total smoke release (TSR) of neat and filled rosin-based rigid polyurethane foams. It is obvious that the TSR of filled MEG10/MAPP10/OLDH3.0 foam was lower than that of filled EG10/APP10 and MEG10/MAPP10 foams. It is indicating that incorporation of microencapsulated intumescent flame retardants or further incorporation of organically modified layered double hydroxide into RPUF can significantly decrease the smoke production rate, rate of smoke release and total smoke release of RPUF than incorporation of the same amount of intumescent flame retardants.
Furthermore, specific extinction area (SEA) represents the smoke density: the lower the smoke density, the easier it would be for people to escape from a fire situation and the safer the material [29]. As can be seen from Table 9, the average specific extinction area (Average SEA) of filled MEG10/MAPP10/OLDH3.0 foam was lower than that of filled EG10/APP10 and MEG10/MAPP10 foams. On the other hand, the CO/CO2 mass ratio represents the extent of combustion completeness, and it can be considered as an index of smoke toxicity. As shown in Table 9, the CO/CO2 mass ratio of filled MEG10/MAPP10/OLDH3.0 foam was lower than that of filled EG10/APP10 and MEG10/MAPP10 foams. It is indicating that simultaneous incorporation of microencapsulated intumescent flame retardants and organically modified layered double hydroxide into RPUF can significantly decrease the specific extinction area and the CO/CO2 mass ratio of RPUF and therefore improve the fire safety.
In a word, the cone calorimeter results showed that the average heat release rate (Average HRR), total heat release (THR), average smoke production rate (Average SPR), average rate of smoke release (Average RSR), average specific extinction area (Average SEA), total smoke release (TSR), and CO/CO2 mass ratio of filled MEG10/MAPP10/OLDH3.0 foam decreased about 23.2, 20.2, 50.0, 48.3, 35.4, 33.0, and 21.3 % compared with neat RPUF, respectively. Based on the results obtained from LOI and cone calorimetry measurements, it is not difficult to draw a conclusion that organically modified layered double hydroxide has synergistic effect with microencapsulated intumescent flame retardants on improving the flame retardancy and fire behavior of rosin-based rigid polyurethane foam. The reason is as follows: (1) organically modified layered double hydroxide can act as a nucleating agent to promote microencapsulated intumescent flame retardants forming the reinforced and cohesive char layer, which can provide an effective barrier against heat, oxygen, as well as combustible volatiles; (2) organically modified layered double hydroxide and microencapsulated ammonium polyphosphate can release noncombustible gases to cool and dilute the flame, which can allow more time for radical recombination during combustion; (3) organically modified layered double hydroxide can effectively suppress smoke and gases due its porous structure during combustion [30, 31].
Conclusions
Microencapsulated intumescent flame retardants were successfully obtained by in situ polymerization technology and their structures were confirmed by FTIR spectra, SEM microphotographs, and TG analyses. After incorporation of microencapsulated intumescent flame retardants into RPUF, the prepared rosin-based rigid polyurethane foam possessed more uniform cell structure and higher compressive strength than incorporation of the same amount of intumescent flame retardants. It is attributable to improved interfacial adhesion and stress transfer between microencapsulated intumescent flame retardants and RPUF matrix. Simultaneously, after incorporation of microencapsulated intumescent flame retardants into RPUF, the prepared rosin-based rigid polyurethane foam possessed better flame retardancy and fire behavior than incorporation of the same amount of intumescent flame retardants. It is attributed to better synergistic effect between microencapsulated expandable graphite and ammonium polyphosphate in gas and condensed phases. Furthermore, synergistic flame retardant rosin-based rigid polyurethane foam nanocomposite was successfully fabricated by adjusting the appropriate ratio of microencapsulated intumescent flame retardants and organically modified layered double hydroxide. On one side, organically modified layered double hydroxide can act as a nucleating agent to promote microencapsulated intumescent flame retardants forming the reinforced and cohesive char layer, which can provide an effective barrier against heat, oxygen as well as combustible volatiles. On the other side, organically modified layered double hydroxide and microencapsulated ammonium polyphosphate can release noncombustible gases to cool and dilute the flame, which can allow more time for radical recombination during combustion. Finally, organically modified layered double hydroxide can effectively suppress smoke and gases due its porous structure during combustion.
References
Klempner D, Frisch KC. Handbook of polymeric foams and technology. New York: Hanser Publishers; 1991.
Qiu JF, Zhang MQ, Rong MZ, Wu SP, Karger-Kocsisc J. Rigid bio-foam plastics with intrinsic flame retardancy derived from soybean oil. J Mater Chem A. 2013;1:2533–42.
Jin JF, Chen YL, Wang DN, Hu CP, Zhu S, Vanoverloop L. Structures and physical properties of rigid polyurethane foam prepared with rosin-based polyol. J Appl Polym Sci. 2002;84:598–604.
Heinrich H, Stefan P. The importance of intumescent systems for fire protection of plastic materials. Polym Int. 2000;49:1106–14.
Bourbigot S, Le Bras M, Duquesne S, Rochery M. Recent advances for intumescent polymers. Macromol Mater Eng. 2004;289:499–511.
Hu XM, Wang DM. Enhanced fire behavior of rigid polyurethane foam by intumescent flame retardants. J Appl Polym Sci. 2013;129:238–46.
Bian XC, Tang JH, Li ZM. Flame retardancy of hollow glass microsphere/rigid polyurethane foams in the presence of expandable graphite. J Appl Polym Sci. 2008;109:1935–43.
Modesti M, Lorenzetti A, Simioni F, Camino G. Expandable graphite as an intumescent flame retardant in polyisocyanurate-polyurethane foams. Polym Degrad Stab. 2002;77:195–202.
Le Bras M, Bugajny M, Lefebvre JM, Bourbigot S. Use of polyurethanes as char-forming agents in polypropylene intumescent formulations. Polym Int. 2000;49:1115–24.
Wu K, Hu Y, Song L, Lu HD, Wang ZZ. Flame retardancy and thermal degradation of intumescent flame retardant starch-based biodegradable composites. Ind Eng Chem Res. 2009;48:3150–7.
Bouanani F, Bendedouch D, Hemery P, Bounaceur B. Encapsulation of montmorillonite in nanoparticles by mini emulsion polymerization. Colloids Surf A. 2008;317:751–5.
Tiarks F, Landfester K, Antonietti M. Encapsulation of carbon black by mini emulsion polymerization. Macromol Chem Phys. 2001;202:51–60.
Ye L, Meng XY, Ji X, Li ZM, Tang JH. Synthesis and characterization of expandable graphite–poly(methyl methacrylate) composite particles and their application to flame retardation of rigid polyurethane foams. Polym Degrad Stab. 2009;94:971–9.
Zheng ZH, Yan JT, Sun HM, Cheng ZQ, Li WJ, Wang HY, Cui XJ. Preparation and characterization of microencapsulated ammonium polyphosphate and its synergistic flame-retarded polyurethane rigid foams with expandable graphite. Polym Int. 2014;63:84–92.
Gao LP, Zheng GY, Zhou YH, Hu LH, Feng GD, Xie YL. Synergistic effect of expandable graphite, melamine polyphosphate and layered double hydroxide on improving the fire behavior of rosin-based rigid polyurethane foam. Ind Crop Prod. 2013;50:638–47.
Gao LP, Zheng GY, Zhou YH, Hu LH, Feng GD, Zhang M. Synergistic effect of expandable graphite, diethyl ethylphosphonate and organically-modified layered double hydroxide on flame retardancy and fire behavior of polyisocyanurate-polyurethane foam nanocomposite. Polym Degrad Stab. 2014;101:92–101.
Guo SZ, Zhang C, Peng HD, Wang WZ, Liu TX. Structural characterization, thermal and mechanical properties of polyurethane/CoAl layered double hydroxide nanocomposites prepared via in situ polymerization. Compos Sci Technol. 2011;71:791–6.
Liu ZP, Ma RZ, Osada M, Iyi N, Ebina Y, Takada K. Synthesis, anion exchange, and delamination of Co-Al layered double hydroxide: assembly of the exfoliated nanosheet/polyanion composite films and magneto-optical studies. J Am Chem Soc. 2006;128:4872–80.
Wang BB, Hu S, Zhao KM, Lu HD, Song L, Hu Y. Preparation of polyurethane microencapsulated expandable graphite, and its application in ethylene vinyl acetate copolymer containing silica-gel microencapsulated ammonium polyphosphate. Ind Eng Chem Res. 2011;50:11476–84.
Lee LJ, Zeng C, Cao X, Han X, Shen J, Xu G. Polymer nanocomposite foams. Compos Sci Technol. 2005;65:2344–63.
Thirumal M, Khastgir D, Singha NK, Manjunath BS, Naik YP. Mechanical, morphological and thermal properties of rigid polyurethane foam: effect of the fillers. Cell Polym. 2007;26:245–59.
Thirumal M, Dipak Khastgir, Nando GB, Naik YP, Singh Nikhil K. Halogen-free flame retardant PUF: effect of melamine compounds on mechanical, thermal and flame retardant properties. Polym Degrad Stab. 2010;95:1138–45.
Xu Q, Jin C, Griffin G, Jiang Y. Fire safety evaluation of expanded polystyrene foam by multi-scale methods. J Therm Anal Calorim. 2014;115:1651–60.
Hatakeyama H, Hirogaki A, Matsumura H, Hatakeyam T. Glass transition temperature of polyurethane foams derived from lignin by controlled reaction rate. J Therm Anal Calorim. 2013;114:1075–82.
Modesti M, Lorenzetti A, Besco S, Hrelja D, Semenzato S, Bertani R, Michelin RA. Synergism between flame retardant and modified layered silicate on thermal stability and fire behaviour of polyurethane nanocomposite foams. Polym Degrad Stab. 2008;93:2166–71.
Lu SY, Hamerton I. Recent developments in the chemistry of halogen-free flame retardant polymers. Prog Polym Sci. 2002;27:1661–712.
Matusinovic Z, Wilkie CA. Fire retardancy and morphology of layered double hydroxide nanocomposites: a review. J Mater Chem. 2012;22:18701–4.
Lefebvre J, Bastin B, Le Bras M, Duquesne S, Palejia R, Delobel R. Thermal stability and fire properties of conventional flexible polyurethane foam formulation. Polym Degrad Stab. 2005;88:28–34.
Modestia M, Lorenzettia A, Simionia F, Checchinb M. Influence of different flame retardants on fire behavior of modified PIR/PUR polymers. Polym Degrad Stab. 2001;74:475–9.
Kotal M, Srivastava SK. Synergistic effect of organo modification and isocyanate grafting of layered double hydroxide in reinforcing properties of polyurethane nanocomposites. J Mater Chem. 2011;21:18540–51.
Urbanczyk L, Bourbigot S, Calberg C, Detrembleur C, Jérôme C, Boschinid F, Alexandrea M. Preparation of fire-resistant poly(styrene-co-acrylonitrile) foams using supercritical CO2 technology. J Mater Chem. 2010;20:1567–76.
Acknowledgements
This work is financially supported by the Jiangsu Province Natural Science Foundation of China (Grant No. BK20130071) and the National 12th Five-year Science and Technology Support Plan (Grant No. 2012BAD32B05).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Gao, L., Zheng, G., Zhou, Y. et al. Thermal performances and fire behaviors of rosin-based rigid polyurethane foam nanocomposites. J Therm Anal Calorim 119, 411–424 (2015). https://doi.org/10.1007/s10973-014-4192-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10973-014-4192-6