
Abstract
An analytical method, based on separation by pyrohydrolysis and quantification by ion chromatography for the simultaneous trace level determination of B, Cl, F and Mo in U3Si2 was proposed. The optimum pyrohydrolysis conditions were identified and a two-step isocratic ion chromatography procedure was proposed for their sensitive determination. The developed method was validated by comparing the results obtained for B and Mo by spectrophotometry and ICP-AES, respectively, whereas an in-house working standard of UO2 was used for F and Cl. The method limit of detection was 0.5–0.6 µg g−1 for B, F and Cl and 2.5 µg g−1 for Mo.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
To derive a good performance of nuclear fuels, the fabricated fuel should be of high purity and it should stringently meet the specifications laid down for it. However, during the fabrication process, fuel is contaminated by reagents, process equipments and accessories. Therefore, a nuclear fuel contains various metallic as well as non-metallic impurities. These trace level impurities can affect the performance of the fuel and thereby the nuclear reactor [1, 2]. The adverse effects can be due to the unfavourable changes in the neutron economy, loss of fuel integrity, variation in the thermal and mechanical properties of the nuclear fuel, etc. Further fuel clad failure may occur due to the presence of some corrosive impurities in fuel [3]. Therefore, stringent specifications are laid down for the nuclear fuels and structural materials used in a nuclear reactor. To ensure the quality of the fuel as well as to have smooth reactor operation, it is necessary to keep the impurities below the specified concentrations. Boron is undesirable in fuels as it has high neutron absorption cross-section [4]. The presence of chlorine and fluorine in nuclear fuel may lead to corrosive reactions at the clad surface, which is enhanced in the presence of moisture due to the formation of respective acids during the reactor operating conditions. Further, presence of molybdenum, a refractory element, can hamper the fuel performance due to its creep resistance and neutron poisoning effects in thermal reactors [5]. Thus for the uranium based nuclear fuels with enrichment of 235U in the range 5–20% (LEU), the specified limits for B, F, Cl and Mo are 5, 25, 25 and 100 µg g−1 respectively.
The Indian research reactor, APSARA, a swimming-pool-type thermal reactor, initially used high enriched uranium (HEU) based UAl3 dispersed in Al fuel. Consequent to the implementation of Reduced Enrichment for Research and Test Reactor (RERTR), the re-commissioned APSARA-U reactor (APSARA-upgraded, achieved criticality on 10th September 2018), has undergone core conversion to LEU (< 20% 235U). The low fuel enrichment was compensated by using a high-density uranium compound viz. uranium silicide (U3Si2), which provides increased fissile content per unit volume [6, 7] in comparison to the previously used fuel.
To fabricate the U3Si2 fuel, the powders of uranium metal and silicon are mixed and the mixture is compacted into a pellet form. These green pellets are loaded in an yttria coated molybdenum tray and are exposed to the heating cycle [8]. During this heating process, there is a possibility of molybdenum contamination in the fuel whenever the yttria coating of molybdenum tray is damaged. The low enriched uranium metal powder used in the fabrication of U3Si2 is obtained from UF6—centrifuge method. This may cause significant fluoride contamination in the LEU as well as in the final product, U3Si2. The UF6 used for obtaining U metal should satisfy a stringent specification limit of molybdenum not exceeding 5 µg/g [9], which helps in bringing down the concentration of molybdenum to < 100 µg/g, in the final enriched uranium metal [10]. A little contamination of boron in silicon powder is expected due to their similarities in chemical behaviour and therefore, a high probability of contamination of the fuel with impurities of boron, molybdenum, and halides (especially fluoride). Therefore, certification of trace impurities in the final U3Si2 product is a prerequisite with respect to the chemical quality control.
In general several analytical techniques are being employed for the analysis of different nuclear fuels. Analytical techniques like DC-Arc-AES and ICP-AES have found significant application (with matrix separation or without matrix separation) in the determination of trace level analytes [11,12,13,14]. ICP-MS has been used with matrix matched method [15], or employing matrix separation before determination [16, 17]. ICP-AES and ICP-MS are multi-elemental techniques and can determine most of the metallic impurities along with Mo. X-ray fluorescence [18] and INAA [19] based analytical methods are used efficiently and routinely for the determination of trace level impurities. However, in the case of INAA, determination of trace impurities in uranium matrix is difficult due to the fission observed in uranium during neutron irradiation. HPLC/Ion Chromatography has also found application in the analysis of nuclear materials [20]. Most of the mentioned techniques require dissolution before the determination of the analyte and depending upon the challenges faced during the analysis, matrix separation prior to the instrumental analysis is also employed.
On the other hand, as a separation method, pyrohydrolysis offers direct separation of halides, boron and molybdenum from a solid sample and provides a clean distillate (very low ionic content) amenable for any instrumental analysis including chromatographic methods [21]. The pyrohydrolysis separation of chlorine and fluorine is carried out for various nuclear fuels e.g. UO2, (U,Pu)O2, (U,Pu)C etc. The method involves essentially passing a moist carrier gas over the sample heated at high temperature, followed by trapping of HF and HCl into a dilute alkali medium. Although separation of halides by pyrohydrolysis followed by their quantification has found wide applications in variety of matrices such as silicate, cement, geochemical, carbon nanotubes and nuclear materials [21, 22], the pyrohydrolysis conditions differ from matrix to matrix for realising a complete recovery of the analytes. Pyrohydrolysis has been used for separating boron from nuclear materials [23]. In addition, the possibility of separating molybdenum from uranium matrix using pyrohydrolysis and its quantification by ion chromatography has also been reported [24]. These reported literatures thus indicate the possibility of separating boron, fluorine, chlorine and molybdenum from uranium matrices using pyrohydrolysis and their quantification using ion chromatography.
The present study is aimed at investigating the feasibility of separation of boron, fluorine, chlorine, and molybenum directly from solid U3Si2 matrix (without dissolution) by pyrohydrolysis followed by their individual separations and quantification using ion chromatography.
Experimental
Reagents
The standard solutions of borate, fluoride, chloride, nitrate, sulphate and molybdate were prepared by dissolving their respective sodium salts (> 99.9%, Merck, Germany). A hydroxide mobile phase was prepared by using NaOH (99.9%, EMerck, India). All other reagents were of analytical grade. High purity water (18.2 MΩ٠cm) obtained from a Milli-Q water system (USA) was used for preparing all the solutions and mobile phases.
Experimental setup
For carrying out pyrohydrolysis a quartz pyrohydrolysis set up consisting of two concentric tubes was used. The outer tube acts as a pre-heater for the moist carrier gas whereas a solid sample (0.5–0.8 g) is loaded in the inner tube, which is attached to a gas outlet. A condenser cools the gas outlet tube. The condensate is collected in a bottle containing dilute NaOH (15 mM).
A commercial ion chromatography system (Dionex DX-500) consisting of an IP-20 isocratic pump, a self-regenerator suppressor (ASR5) in external recycle mode and an ED-40 conductivity detector was used for obtaining all the ion chromatograms. Using a sample loop fitted with a Rheodyne injector a 100µL sample is injected into the column. Separations were carried out on an analytical separation column (Dionex, Ion Pac, AS16, 250 × 4 mm) coupled with a guard column (AG16, 50 × 4 mm). The chromaleon software was used for instrument control, data collection and data processing.
D. C. Arc carrier distillation atomic emission spectrometric analyses were carried out using Spectro-Arcos Atomic Emission Spectrometer (Spectro-Arcos, Germany) having D. C. Arc as an excitation source and charged coupled device (CCD) as a detector system. Linear arrays of 3648 pixels/array having thermally stabilized CCD detectors have been used for the detection of the signal.
Measurement
For carrying out pyrohydrolysis accurately weighed (0.5–0.8 g) sample in a quartz boat was subjected to pyrohydrolysis. A moist carrier gas (Ar or O2 passed through boiling water) at a flow rate of 1 L min−1 was used. The analytes released into the carrier gas were trapped in 15 mM NaOH. The distillates thus obtained were diluted to a known volume (25 mL) and subsequently analysed by IC.
For the quantification of boron, chlorine, fluorine, and molybdenum by IC, a detailed study has been reported [25]. The study showed that for the determination of boron by IC, presence of d-mannitol in the mobile phase is an essential requirement, which converts boron into a boron-mannitol anionic compound. In our earlier study [25] it was observed that the presence of d-mannitol in the eluent reduced the sensitivity of conductivity detection for molybdate anion. Therefore, a concentration gradient procedure was adopted with a view to achieve the simultaneous separation of borate, fluride, chloride and molybdate. Here it is important to mention that, the uranium silicide fuel developed for the modified APSARA-U contains enriched uranium. The pyrohydrolysis of U3Si2 samples was carried out in a Glove Box meant for radioactive material handling. Further, the pyrohydrolysis distillates obtained for U3Si2 were analyzed in an IC system housed in a fume hood. Although the concentration gradient procedure separates the molybdate without mannitol, isocratic method of elution is preferable for quantification with good accuracy and precision. Hence, a two step procedure with mannitol (to determine boron) and without mannitol (to determine other anions) was proposed.
In order to validate the boron content obtained by the present method, U3Si2 samples were analysed for boron employing a well established spectrophotometry method [26]. For the spectrophotometry measurements, sample (0.5–0.8 g) was taken in a 20 mL quartz beaker and digested with 3 mL of 6 M HCl and 0.5 mL of H2O2 by heating under IR lamp. Un-dissolved silicon was separated by centrifugation. Boron was separated from the supernatant solution using 10% solution of 2-ethyl hexane 1,3 diol in CHCl3 employing solvent extraction in batch mode. CHCl3 was evaporated from separated organic liquid and then colour was developed with 1 mL of 0.375% curcumin in the presence of H2SO4. After diluting with N, N-dimethylformamide (10 mL of total solution) absorbance was measured at 560 nm. Results from both the methods have good agreement. Results obtained are given in Table 1.
With a view to validate the molybdenum content obtained by the developed method, the samples were analysed for molybdenum by using DC-Arc-AES method. For this accurately weighed, 0.5 g sample was heated at 450 °C for 8 h to oxidize the matrix. This is a prerequisite in order to avoid the entrance of the emission rich U matrix into the arc along with the analytes at trace level resulting in the spectral interference. The temperature was chosen based on the fact that, (i) during heating Mo can be lost due to conversion to its volatile oxide. The volatilization is significant at higher temperatures (> 500 °C). (ii) As per the published studies [27, 28] formation of U3O8 begins at 325 °C, therefore the rate of oxidation of U-silicide and UO2 is significant at 450 °C. For the analysis, 100 mg of charge containing 5% of AgCl (to facilitate selective volatilisation of the analytes) and 95% sample was loaded for the analysis. The molybdenum obtained in samples is reported in Table 1.
As per the XRD patterns of an U3Si2 sample measured before and after the pyrohydrolysis (Fig. 1), the U matrix is completely converted to U3O8. Therefore a uranium matrix based reference material which can be oxidized to U3O8 can be considered to confirm the recovery of fluorine and chlorine during a pyrohydrolysis. Here it is important to mention that certified reference materials for the uranium matrix being studied were not available to us, in addition being a sample containing enriched uranium determination of fluorine and chlorine using an alternate method was also difficult. Pyrohydrolysis is the known standard separation method for the complete recovery of halides from UO2. To validate the recovery of fluorine and chlorine an in house a UO2 reference material with known amounts of fluorine and chlorine was prepared. The in house reference material was prepared by adding known amounts of fluoride and chloride salts to UO2 powder (homogenised in a motor driven ball mill mixer for 8 days). This in-house UO2 reference material was subjected to the optimized pyrohydrolysis procedure, to ensure the complete recovery of fluorine and chlorine during pyrohydrolysis.

XRD patterns of U3Si2 a before and b after following pyrohydrolysis procedure
Results and discussion
Pyrohydrolysis with moist Ar carrier gas
The chemical reaction responsible for the release of halides from the matrix (MX2n + nH2O → MOn + 2nHX) becomes increasingly more favourable at higher temperatures. The halides present in the alloy matrices are mainly in the form of metal halides (MXn) such as UF4, UF3, and UO2F2. James and Warf et al. [29] classified these materials as rapidly hydrolyzable species. Further, U in the form of alloys and carbides (U, Pu)C are pyrophoric in nature and hence, require moist argon as carrier gas to have control over the release of F and Cl during pyrohydrolysis. The use of moist Ar gas helps in slow but steady conversion of U into its oxide and thereby, it offers the controlled release of halides to the carrier gas. On the contrary, oxygen carrier gas converts the uranium to its oxide rapidly leading to sudden and uncontrolled release of halides. This may cause inefficient trapping of halides in the trapping solution which results into poor recovery of halides in the pyrohydrolytic distillate. Therefore, the separation of halides from U3Si2 appeared to be favourable in the moist argon carrier gas and in view of this, the initial pyrohydrolytic separations were carried out at 900 °C using moist Ar as the carrier gas at a flow rate of 1 Lmin−1. The use of moist Ar gas in pyrohydrolysis is already known for certain pyrophoric materials such as U alloys and carbides of U and Pu [30]. In order to optimise the time of pyrohydrolysis required for achieving complete recovery of F and Cl, the U3Si2 samples were subjected to different time of pyrohydrolysis and the recovery of Cl and F obtained in each case shown in Fig. 2. The plot of recovery of Cl and F against the pyrohydrolysis duration (recovery curve) shows that a maximum recovery of both chlorine and fluorine was achieved within 40 min with good reproducibility. Since the reference materials are not available for this matrix, the saturation of the recovery curve was considered as indication to realisation of complete recovery.

Recovery of F and Cl as a function of duration of pyrohydrolysis. Sample size: 0.5 g, Temperature: 900 °C in a flow of moist Ar carrier gas at 1L/min
However, in the case of B and Mo, pyrohydrolysing uranium silicide in presence of moist Ar for about 90 min, showed poor recoveries. This is because Mo and B are getting converted into their corresponding volatile oxides, which further react with steam at high temperatures and hence, oxygen rich condition is essential for the conversion of the volatile oxides. Obviously the moist Ar carrier gas does not supply adequate oxygen and due to which the conversion of oxides takes place at slow rate. Subsequently all pyrohydrolysis were carried out with moist oxygen.
Pyrohydrolysis in moist oxygen carrier gas
Our earlier studies [31] reported that oxygen carrier gas opens the uranium matrix more efficiently than the argon. It is reported that during pyrohydrolysis of uranium matrices in presence of moist oxygen leads to the formation of U3O8 (lower density than UO2) wherein the matrix gets expanded allowing exposure of inner surfaces to water vapour. On the other hand, in moist Ar carrier gas, the U3O8 forms via UO2 and therefore, the entire reaction kinetics is slow.
Recoveries of fluorine, chlorine, molybdenum and boron from U3Si2 were studied by pyrohydrolysing U3Si2 at 1150 °C for different time intervals. Figure 3 shows the recoveries for F and Cl whereas Fig. 4 shows the recoveries for Mo and B. Although both Cl and F showed a good recovery in 20 min, Mo and B recoveries were realised after a longer time of pyrohydrolysis (around 2 h).

Recovery of F and Cl as a function of duration of pyrohydrolysis. Sample size: 0.5 g, Temperature: 1150 °C in a flow of moist oxygen carrier gas at 1L/min

Recovery of B and Mo as a function of duration of pyrohydrolysis. Sample size: 0.5 g, Temperature: 1150 °C in a flow of moist oxygen carrier gas at 1L/min
Separation by ion chromatography
Considering the difficulty of using d-mannitol in separating B and Mo simultaneously [23, 25], initially the separation of Mo along with other common anions was carried out isocratically using only NaOH. Separation of boron was not considered during this elution, as it requires d-mannitol. With a view to identify the optimum eluent concentration, separation behaviour of F−, Cl−, NO3−, SO42− and MO42− were studied by varying the concentration of NaOH between 15 and 35 mM. A plot of capacity factor vs. eluent concentration (Fig. 5) shows that beyond 25 mM the resolution between sulphate and molybdate becomes poor and their peaks start merging with each other. Moreover, the plot shows that 15 mM NaOH eluent could be useful for obtaining good separation between all the anions. Figure 6 shows a typical chromatogram obtained with 15 mM NaOH wherein all the anions including Mo got separated within 10 min. Though the separation is satisfactory, the fluoride peak appeared as doublet and this could cause error in determining the amount of fluoride. Chromaleon software used for the peak identification and quantification is capable of resolving the doublets and can provide the concentration values within 5% error. However, to confirm the accuracy on the determination of fluoride concentration, the doublet peak was resolved by eluting with 5 mM NaOH. The F− concentration obtained from the resolved fluoride peak was in good agreement (within 2%) with the concentration calculated using the Chromaleon software on the unresolved doublet peak.

Variation in capacity factor of anions as a function of eluent (NaOH) concentration

(1) chromatogram of pyrohydrolysis distillate of a real sample (2) Chromatogram of a standard anion mixture containing, fluoride (0.5 ppm), chloride (1 ppm) nitrate (1 ppm) and molybdate (5 ppm). Eluent: 15 mM NaOH, Flow Rate: 1 ml/min
For the determination of B, a combination of NaOH and d-mannitol was used in the eluent. The boron present as borate (the conjugate base of boric acid) in the distillate. Since, the boric acid has high pKa value (> 9), after suppressor the boric acid is not de-protonated and borate ion is not formed and this un-protonated boric acid has poor conductivity and hence, conductivity detection is insensitive. Addition of d-mannitol (in the eluent) a boron complex with low pka value is formed, which undergoes de-protonation even after passing through suppressor. This helps in the sensitive detection of B.
Based on these findings, a two-step IC analysis was proposed. In the first step, the pyrohydrolysis distillate was injected into AS-16 column using15 mM NaOH eluent. The separation could be used for quantification of F, Cl, and Mo. In the second step, the pyrohydrolysis distillates were separated on AS-16 anion exchange column using 0.56 M d-mannitol and 5 mM NaOH for B determination. As shown in the chromatogram presented in Fig. 7.

Chromatogram of a standard anion mixture containing boron (1 ppm), fluoride (0.5 ppm), chloride (1 ppm) and nitrate (5 ppm), Eluent: 5 mM NaOH + 0.56 M d-mannitol, Flow Rate: 1 ml/min
LOD for B, F, Cl, and Mo in this IC method were found to be 20, 15, 18 and 80 ng mL−1 respectively. Therefore, the method limit of detection was 0.5–0.6 µg g−1 for B, F and Cl and 2.5 µg g−1 for Mo.
The LODs could be improved (in pyrohydrolysis distillates with analytes below these LODs) by increasing sample volume to be injected, for instance a loop of 500 µL (in place of the commonly used 100 µL injection loop). This was possible because the distillates produced by pyrohydrolysis are clean and with low ionic contents and hence, IC could tolerate their high-volume injections.
Real sample analysis
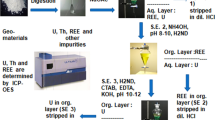
Five samples were analyzed for B, F, Cl, and Mo. Accurately weighed 0.5–0.8 g of samples were pyrohydrolysed in a flow of moist oxygen (1 L/min flow rate). The temperature during pyrohydrolysis was maintained at 1150 °C. The analytes were trapped in 15 mM NaOH. Final quantification of B, F, Cl, and Mo was carried out using the two-step ion chromatography method discussed in the earlier section. The stepwise optimized procedure for the U3Si2 matrix is presented in the form of a flow chart in Fig. 8. The concentration of analytes obtained in these samples is tabulated in Table 1.

Flow chart describing the steps involved in the optimized method
Conclusion
The detailed studies carried out using pyrohydrolysis and ion chromatography combined showed that pyrohydrolysis is an efficient method for simultaneous separation of B, F, Cl and Mo from U3Si2 nuclear fuel samples. It was found that a pyrohydrolysis at 1150 °C for 2 h is necessary for the complete separation of all these analytes. However, an isocratic ion chromatography system required a two-step approach for reliable quantification of these analytes. The method has been validated by comparing the results with well established techniques, Spectrophotometry (For B) and DC-Arc-AES (for Mo) and analysing UO2 working standards (for F and Cl).
References
Gopalkrishnan M, Radhakrishnan K, Dhami PS, Kulkarn VT, Joshi MV, Patwardhan AB, Ramanujam A, Mathur JN (1997) Determination of trace impurities in uranium, thorium and plutonium matrices by solvent extraction and inductively coupled plasma atomic emission spectrometry. Talanta 44:169–176
Dhara S, Misra NL (2019) Elemental characterization of nuclear materials using total reflection X-ray fluorescence spectrometry. Trends Anal Chem 116:31–43
Ramakumar KL, Raman VA, Sant VL, Kavimandan VD, Jain HC (1988) Determination of trace impurities in zircaloy-2 and tellurium by spark source mass spectrometry. J Radioanal Nucl Chem 125:467–471
Chaudhuri NK, Mahajan GR, Iyer RH (1978) Nuclear track registration in solid state track detectors immersed in solutions: determination of boron in complex matrices. Nucl Instrum Methods 157:545–550
Martin P, Ripert M, Carlot G, Parent P, Laffon CJ (2004) A study of molybdenum behavior in UO2 by X-ray absorption spectroscopy. Nucl Mater 326:132–143
Bhatnagar A, Mukherjee P, Chafle SB, Sengupta S, Raina VK (2012) Upgradation of APSARA reactor. In: RERTR 2012 — 34th international meeting on reduced enrichment for research and test reactors. pp 14–17
Sinha VP, Mishra GP, Pal S, Khan KB, Hegde PV, Prasad GJ (2008) Development of powder metallurgy technique for synthesis of U3Si2 dispersoid. J Nucl Mater 383:196–200
Prasad GJ, Sinha VP, Hegde PV (2012) Development and fabrication of LEU plate fuel for modified core of APSARA reactor. BARC newsletter 325:21–27
Standard Specification for Uranium Hexafluoride for Enrichment, ASTM International, Designation: C787−15
Standard specification for uranium metal enriched to more than 15 % and less than 20 % 235U, ASTM International, Designation: C1462
Luo Y, Cong H, Cui R, Cao C, Zhou W, Zhao Z (2018) Determination of boron concentration in uranium fuel samples by ICP-OES following a separation step by cation exchange resin. Nucl Sci Tech 29:44–50
Sengupta A, Thulasidas SK, Natarajan V (2020) Development of an ICP-AES-based method for the trace level determination of common analytes in a thorium matrix without chemical separation. At Spectrosc 35:247–259
Thulasidas SK, Kumar M, Rajeswari B, Dhawale BA, Godbole SV, Natarajan V (2015) Glove box adaptation of a high-resolution inductively coupled plasma optical emission spectrometer for analysis of radioactive materials. Instrum Sci Technol 43:125–136
Adya VC, Sengupta A, Thulasidas SK, Natarajan V (2016) ICP-AES determination of trace metallic constituents in thorium matrix after preferential extraction of thorium using TBP, TOPO and DHOA: a comparative study. J Radioanal Nucl Chem 307:59–67
Bürger S, Riciputi LR, Bostick DA (2007) Determination of impurities in uranium matrices by time-of-flight ICP-MS using matrix-matched method. J Radioanal Nucl Chem 274:491–505
Saha A, Kumari K, Deb SB, Saxena MK (2021) Determination of critical trace impurities in “uranium silicide dispersed in aluminium” nuclear fuel by inductively coupled plasma mass spectrometry (ICP-MS). J Anal At Spectrom 36:561–569
Marsh SF (1967) Improved solvent extraction separation of molybdenum from nuclear fuels for isotope dilution mass spectrometric analysis. Anal Chem 39:696
Mishra NL (2011) Total reflection X-ray fluorescence and energy-dispersive X-ray fluorescence characterizations of nuclear materials. Pramana J Phys 76:201–212
Samanta SK, Sengupta A, Acharya R, Pujari PK (2021) Standardization and validation of k0-based neutron activation analysis using APSARA-U reactor and its application to pure iron metal and coal sample for trace element determination. Nucl Instrum Methods Phys Res 1018:1–7
Bradley VC, Manard BT, Roach BD, Metzger SC, Rogers KT, Ticknor BW, Wysor SK, Brockman JD, Hexel CR (2020) Rare earth element determination in uranium ore concentrates using online and offline chromatography coupled to ICP-MS. Minerals 10:55–66
Mishra VG, Jeyakumar S (2018) Pyrohydrolysis, a clean separation method for separating non-metals directly from solid matrix. Open Access J Sci 2:389–393
Sawant RM, Mahajan MA, Verma P, Shah DJ, Thakur UK, Ramakumar KL, Venugopal V (2009) Fluoride determination in various matrices relevant to nuclear industry: a review. Radiochim Acta 95:585–594
Jeyakumar S, Raut VV, Ramakumar KL (2008) Simultaneous determination of trace amounts of borate, chloride and fluoride in nuclear fuels employing ion chromatography (IC) after their extraction by pyrohydrolysis. Talanta 76:1246–1251
Mishra VG, Thakur UK, Shah DJ, Gupta NK, Jeyakumar S, Tomar BS, Ramakumar KL (2015) Direct separation of molybdenum from solid uranium matrices employing pyrohydrolysis, a green separation method, and Its determination by ion chromatography. Anal Chem 87:10728–10733
Mishra VG, Das MK, Shah DJ, Jeyakumar S, Tomar BS, Ramakumar KL (2018) Simultaneous determination of borate, chloride and molybdate in pyrohydrolysis distillates of plant and soil samples by ion chromatography. J Chromatogr A 1532:144–149
Ramanjaneyulu PS, Sayi YS, Ramakumar KL (2008) Determination of boron in uranium–aluminum–silicon alloy by spectrophotometry and estimation of expanded uncertainty in measurement. J Nucl Mater 378:139–143
Kang KH, Keon SK, Kim KJ, Seo YC, Park YM (1996) Oxidation behaviour of U3Si2 (3.9 wt% Si) in air at 250–400°C. J Nucl Mater 228:220–226
Nelson AT, White JT, Byler DD, Dunwoody JT, Valdez JA, McClellan KJ (2014) Overview of properties and performance of uranium-silicide compounds for light water reactor applications. Trans Am Nucl Soc 110:987–989
Warf JC, Cline WD, Tevebaugh RD (1954) Pyrohydrolysis in determination of fluoride and other halides. Anal Chem 26:342–346
Jeyakumar S, Mishra VG, Das MK, Raut VV, Sawant RM, Ramakumar KL (2014) Study on the identification of organic and common anions in the pyrohydrolysis distillate of mixed uranium-plutonium carbide for the interference free determination of chlorine and fluorine by ion chromatography. Radiochim Acta 102:291–302
Mishra VG, Sali SK, Shah DJ, Thakur UK, Sawant RM, Tomar BS (2014) Studies on U-Zr and U-Pu-Zr alloys for determination of Cl and F using pyrohydrolysis. Radiochim Acta 102:895–901
Author information
Authors and Affiliations
Corresponding authors
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Mishra, V.G., Thakur, U.K., Shah, D.J. et al. Separation and determination of boron, chlorine, fluorine and molybdenum in uranium silicide using pyrohydrolysis and ion chromatography. J Radioanal Nucl Chem 332, 15–22 (2023). https://doi.org/10.1007/s10967-022-08638-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10967-022-08638-x