
Abstract
Polymers have emerged as a novel class of engineered materials that find application in several domains, such as structural components, fittings, couplings, and more. Due to their viscoelastic nature, these materials experience a deformation dependent on time when subjected to an applied load. This paper presents a novel approach to address this research gap by introducing simplified and practical models for predicting creep and back creep displacement utilizing a non-destructive technique, specifically micro-indentation. A comprehensive experimental investigation of multi-cycle indentation testing has been conducted. The creep and back creep models that have been developed are expressed as nonlinear exponential equations, which include variables such as material properties determined using micro-indentation techniques, as well as experimental parameters like maximum load, loading and unloading rates, and the indenter’s hold time. The relationships discussed significantly influence the holding time at maximum and minimum loading conditions. One advantage of these exponential models is their ability to provide a simple mathematical representation. By utilizing this approach, there is no longer a requirement to conduct multiple single-cycle indentations or to depend only on conventional creep tests.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Polymers are used in many industries, such as automotive, aerospace, medical science, etc., because of their unique properties, such as being lightweight, resistant to corrosion, strong, surface finish, ease of manufacture, etc. Polymers are also replacing metals in several engineering applications [1]. The polymers are viscoelastic, in which the deformations are reversible and disappear immediately once the load is removed. The deformation of polymers can be time-independent, referred to as plastic deformation, and can be time-dependent deformations, denoted as viscoplastic [2]. Conventional uniaxial/triaxial compression tests are commonly employed to investigate these viscoelastic-plastic properties of materials. Nevertheless, it is essential to note that these tests typically demand a significant amount of time and necessitate high-quality samples with proper shapes and sizes. Unfortunately, acquiring such samples in these micro and nano machining parts can often be challenging.
Consequently, micro and nano-indentation has emerged as a viable alternative for evaluating the mechanical properties of diverse materials such as metals, polymers, elastomers, and thin-film or coatings [3] with small sample sizes. This technique employs minimal sample volumes with permissible cuttings and can rapidly provide substantial mechanical data [4]. The Micro-indentation method is capable of quantifying the load (P) and displacement (h) of the indenter upon contact with the specimen. The practice of utilizing the P-h curve to assess the mechanical characteristics of materials, specifically hardness (H) and elastic modulus (E), has been employed for a considerable duration. In addition to these benefits, this particular approach offers other advantages. For instance, it enables the measurement of material properties within a limited volume without observing the contact between the indenter and specimen. Furthermore, it involves a small loaded volume, resulting in negligible damage. Additionally, this method does not impose specific requirements on test specimens except for their small size and smooth surface. The approach is characterized by its rapidity and non-destructive nature [5]. It records the P and h data with high resolution and calculates the material’s mechanical properties with high accuracy.
The phenomenon of material creep can be examined by analyzing the displacement-time curve during the holding phase of indentation, wherein a steady load is applied, and the indentation displacement progressively increases. Most researchers use a single-cycle indentation method to describe a material’s time-dependent properties by rheological models. The creep effect was explained by Shen et al. [6] using two nano-indentation techniques, namely continuous load and constant strain rate. A comparison was conducted between the two methods on polycrystalline Tin (Sn) and single-crystal Aluminium (Al). It was determined that employing a consistent strain rate enabled the identification of the creep characteristics shown by the samples as mentioned above.
In the same way, the creep behavior of various alloys and glasses was examined using the indentation method by Ma et al. [7] and Chudoba et al. [8]. The shear creep behavior of viscoelastic-plastic materials such as Poly (methyl methacrylate) (PMMA) and polyvinyl chloride (PVC) was investigated by Peng et al. [9]. The researchers employed a modified step-hold indentation method, which correlated favorably with the uniaxial tensile creep findings. The creep model of PMMA was developed by Mencik et al. [10] through monotonic load indentation techniques. They also discussed the indenter shape function and the relation between the test duration and the model. The indentation creep behavior of PMMA during the holding stage is also well described by Lv et al. [11]. The thermal drift is described by Feng et al. [12] along with the creep effect, considering the data from two holding periods. The authors employed curve-fitting techniques to explain a particular aspect of the creep phenomenon.
Furthermore, the phenomenon of creep has been documented in several biomaterials, including human enamel and bones [13, 14], shales [4, 5, 15], and concrete [16] by using these indentation methods. Zhou et al. [17] have performed indentation creep tests at varying loads. They have employed empirical models proposed by other researchers [18, 19] to fit the indentation creep curves and examine the variations in creep behavior under different circumstances. Meng et al. [20] developed a phenomenological model by reviewing the typical relationship between the loading depth and the creep displacement of a high-entropy alloy. Their model was based on the holding duration and loading depth. Researchers have evaluated the creep effect in viscoelastic materials using single-cycle micro or nano-indentation techniques. Smerdova et al.’s [21] latest investigation on polymers using indentation cyclic behavior aims to address the time-dependent behavior of polymers at several time scales using a single test.
Guru et al. provided an extensive explanation of the methodology used to evaluate the fatigue properties of polymers by micro indentation testing [22]. This study extends our previous study using a multi-cycle indentation method to estimate surface parameters. In the present work, a time-dependent viscoelastic model for polymers has been developed using the experimental P-h data of the indenter. However, previous analyses have developed some models using the theoretical approach. The present model has been developed directly from the experimental observations. This study aims to develop a phenomenological model for analyzing the creep curve based on the specified holding duration and loading depth. Additionally, this research aims to forecast and describe the indentation creep properties of polymers quantitatively by employing a multi-cycle indentation approach. Furthermore, the phenomenological model is employed to analyze the creep behavior of polymers under the influence of cyclic loading through a single test. Using these kinds of techniques and models is a balance between keeping things simple and being accurate when explaining the process.
Experimental procedure
Materials
In this investigation, three distinct polymers—Polyether ether ketone (PEEK), Poly (methyl methacrylate) (PMMA), and Poly-tetra-fluoro-ethylene (PTFE)—are used to develop the creep and thermal drift model using micro-indentation technique. According to the literature [23], the Poisson’s ratio of these materials is 0.39, 0.36, and 0.42, respectively, which are considered for this study. In order to enhance the instrument’s usability during the testing process, the samples were initially transformed into rectangular forms and subsequently refined through a series of increasingly fine emery paper grits to eliminate any preexisting flaws. Later, the specimens underwent a cleansing process using distilled water to eliminate residual impurities on their surfaces.
Methodology
Indentation method for mechanical properties of the materials
The indentation method is well recognized as the most commonly employed technique for evaluating the H and E of materials. The methodology proposed by Oliver and Pharr [24] has been employed to assess these features. The elastic modulus calculation is determined by employing the formula as presented in Eq. (1).
In this particular scenario, the variable ν, E denotes the poison ratio and elastic modulus of the sample material, while νi and Ei indicate the poison ratio and elastic modulus of the indenter material. The term Er is used to denote the reduced modulus of the materials. The calculation was derived from the slope value obtained from the unloading P-h curve. The value in consideration is denoted by the material’s stiffness (S) parameter, as indicated in Eq. (2).
The stiffness of the material is only dependent upon the contact area between the indenter and the specimen. In the context of a Vickers indenter, the contact area is precisely defined as A = 24.5(hc)2. In this particular scenario, the calculation is derived from the given relationship \({h}_c={h}_{\textrm{max}}-\varepsilon \frac{P_{max}}{s}\). The maximum depth and load of the indenter are denoted as hmax and Pmax, respectively. The constant ε is dependent on the geometric characteristics of the indenter. In addition to the element E, the material’s hardness was determined using the equation (Eq. (3)).
The micro Indenter (MCT setup, Anton Paar, Switzerland) conducted all the indentation experiments at ambient room temperature using a square pyramidal-shaped diamond Vickers indenter. The Ei and υi of this Vickers indenter are 1140GPa and 0.07, respectively. This methodology was utilized to perform the calculations to determine the H and E values of the materials. The findings are determined by taking the average of three different indentation test records, with the error bar standing in for the experimental data’s standard deviation. The H of PEEK, PMMA, and PTFE was found to be 269 ± 6.14 MPa, 198.6 ± 11.7 MPa and 22 ± 3.15 MPa and E of these polymers are 4.5 ± 0.09GPa, 3.83 ± 0.13GPa and 0.7 ± 0.15GPa, respectively.
Indentation method for time-dependent properties of the materials
When a material is subjected to mechanical loads, it slowly deforms permanently at a constant load, which is called the creep behavior of the materials. It can happen when a material is subjected to high stresses for an extended period, yet those stresses are below the yield strength of the material. The creep effect is divided into three distinct phases: (i) primary creep, (ii) secondary creep, and (iii) tertiary creep. Instantaneous strain describes the rapid deformation in a material when a load is applied. After an initial burst of stress, the load is held constant for a considerable time. The major creep has commenced at this point, and the material is deforming under constant load. The strain rate is relatively significant early in the primary creep but reduces as time progresses because of the work hardening at low temperatures. Secondary creep, also known as steady-state creep, occurs when the creep rate reduces to a minimal value and remains constant. Tertiary creep, also known as stage three creep, happens when a material is subjected to extreme conditions, such as high temperature and stress, or when a neck or void forms inside the material [25].
Due to this creep behavior, it is unable to describe the mechanical characteristics of time-dependent materials. The Oliver-Pharr methodology was used to compute the E and H of the material from the unloading curve of the P-h curve [24]. The initial unloading slope is negative because the time-dependent parameter (i.e., creep effect at constant load) was already introduced when the unloading curve of the P-h graph showed a substantial bulge or nose, as illustrated in Fig. 1(a). The Oliver-Pharr methodology may not be appropriate since it may produce an inaccurate value of E and H. In order to distinguish between the time-dependent parameter and viscoelastic features of the materials, some adjustments to the experimental methodologies have been made. In this indentation procedure, enough time has been allowed at the indenter’s peak load (see Fig. 1(b)) so that all creep effects may be saturated or distinguished from other properties of the material [26, 27]. This modified indentation creep test provides a non-destructive and straightforward technique to evaluate the mechanical properties of the material without any error. Thus, indentation creep is the time-dependent motion of a rigid indenter into a solid under constant load. This test observed that the depth increases when the load is steady at the peak load. This creep behavior depends entirely on the material, and it generally decreases to a very nominal value within some seconds. The initial creep rate exhibits a high value during the initial phase of the holding period, subsequently diminishing as a function of time. A critical advantage of this creep indentation method is that it can collect all the creep information from a single material sample, which minimizes the variation in the properties due to changes in samples and the preparation of the samples [28, 29].

For the single cycle indentation method, (a) P-h curve with nose effects, and (b) P-h curve with holding time
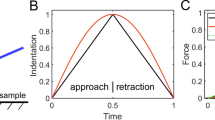
The constant loading multi-cycle (CLMC) indentation method is considered for all the experimental investigations. This method is very suitable for finding the creep properties from surface properties, as mentioned in our previous study [22]. The primary input parameters for this indentation test are maximum load, indentation time (T) or loading rate (RL), unloading rate (RUL), dwell period or hold period (t), and indentation cycles. In the multi-cyclic indentation method, if the sample is reloaded to the same load as it was in a previous loading cycle, this is called CLMC and is shown in Fig. 2. In this case, the materials are indented in three different loading ranges, i.e., 0.025-0.5 N, 0.1-2 N, and 0.5-10 N at a loading and unloading rate, which is equal to two times the maximum applied load. Each test has been done for ten cycles with a holding time of 15 sec at each cycle. In CLMC indentation methods, every experiment has been repeated three times to evaluate the experimental data’s average and error.

CLMC micro-indentation methods for PEEK at 10 N load: (a) P-T and (b) P-h [22]
Result and discussion
Creep displacement of the polymers
The indentation creep experiment was performed on selected polymers at different loading conditions, such as 0.025-0.5 N, 0.1-2 N, and 0.5-10 N. The indentation creep behavior of these materials at selected loading conditions has been shown in Fig. 3(a), (b), and (c). Overall, it was observed that the holding displacement of these polymers increased with hold time. Based on the findings of this study, it can be inferred that PEEK has a lower propensity for creep. At the same time, PTFE demonstrates a higher susceptibility to creep when compared to all materials under consideration. The creep displacement of PEEK exhibits a maximum value of 11 μm when subjected to a loading range of 0.025-0.5 N for 150 sec. In contrast, PTFE demonstrates a significantly higher creep displacement of around 34 μm under the same conditions. A consistent pattern of behavior has been noted across all other loading instances. The occurrence of creep in a material is contingent upon its mechanical characteristics. Therefore, the hardness of PTFE is considerably lower, specifically around 25 MPa, in comparison to other materials like PEEK, which has a hardness of 270 MPa, and PMMA, which has a hardness of 200 MPa. Among the three selected polymers, the creeping impact of PTFE is the most pronounced.

All materials’ creep displacement for (a) 0.025-0.5 N, (b) 0.1-2 N, and (c) 0.5-10 N loading conditions. [22]
Predicted indentation creep model for polymers
The characterization of the viscoelastic-plastic properties and parameters of materials can be achieved by the utilization of the CLMC indentation method. During the hold periods, the material’s response is crucial for determining the viscoelastic and plastic effects of the materials. A constant loading rate is recommended here to describe the model easily with a particular hold period data. The measurement of the creep displacement is continued from the peak load hold period data. The methodology utilized in this study involved the implementation of the least-square curve fitting technique to construct these models. This curve-fitting strategy is advantageous when dealing with data containing noise, as it aims to minimize the sum of the squares of the residuals to derive an optimal model that best fits the data. This study involved conducting multiple iterations of experiments under identical conditions. The parameters derived from these tests were subsequently collected and divided into two sets: one for constructing the model using curve fitting and the other for validation. Furthermore, computing the average value of the data points has been previously applied to reduce the presence of random fluctuations in the data. This approach is particularly useful in situations when the data is subsequently employed to fit a curve. As the behavior of the curve changes rapidly at the beginning, the rate of change slows down and is close to saturation. Thus, exponential fitting is the best function for this type of behavior of data points. A simple relation has been developed from these experimental data by using the curve fitting method, which is given by Eq. (4). The model is constructed by considering the material’s properties, including H, E, and ʋ, along with the holding duration, load, and loading rate, as represented in Eq. (4). All parameters inside this model possess the characteristic of being non-dimensional. The non-dimensional parameters are defined in Eqs. (5) to (8). The creep displacement of materials is characterized by an exponential relationship involving various parameters. These factors are represented by fitting constants denoted as C1, C2, C3, and C4.
The identical model is concurrently fitted with all materials under different loading circumstances. Figure 4 represents the fitting of this model with the experimental data for the three materials at a loading range of 0.025-0.5 N. The figure shows a good correlation between the model and the experimental data for different materials. The constants C1, C2, C3, and C4 are represented in Table 1 for all loading conditions.

Curve fitting at load range of 0.025-0.5 N for (a) PEEK, (b) PMMA, and (c) PTFE
The above-developed model represents the viscoelastic and plastic properties of the material. It gives creep deformation at any instantaneous time. This relation is completely based on the material properties, indenter properties with dimensions, and experimental variables. This equation is also fitted for different loading ranges and materials, as shown in Fig. 5. Perfect fitting was obtained for all loading cases and materials. The fitting constants are obtained from the curve fitting method, shown in Table 2. The table includes the final values of the constants, which were determined by minimizing the sum of the squared differences between the experimental and predicted data. In this particular instance, the variations seen in the constants across each condition were also relatively insignificant. Consequently, the creep functions exhibited a high degree of proximity. It is widely acknowledged that these constants lack precise physical significance; they are regression constants dependent upon material qualities, indenter parameters, and experimental variables. Therefore, this creep function can be used for material and test conditions. This model is helpful for any new material investigation because it allows the creep displacement data to be extrapolated for extended periods.

Fitted curve of (a) PEEK, (b) PMMA, and (c) PTFE at various loading conditions
Back creep displacement or thermal drift of the polymers
Figure 6 illustrates a representation of the four steps included in the indentation cycle. Viscoelastic materials have two distinct forms of behavior, namely reversible and irreversible. The phenomenon of time-dependent irreversible deformation in materials can be described as the creep effect, alternatively referred to as viscoplastic behavior. The observed phenomenon has been documented by analyzing the datasets from step 2, as depicted in Fig. 6. Specifically, the data sets related to the holding period at maximum load. In the same way, the measurement of the viscoelastic behavior or parameters can also be conducted by examining the response of step 4 in Fig. 6, i.e., holding at minimum load. The current time interval is characterized by the reversible transformation of the material, which is likewise contingent upon time; it is referred to as the back-creep or thermal drift of the material [2, 30]. The duration of this particular stage should be equivalent to the duration of holding at maximum load, namely in step 2, as depicted in Fig. 6. The minimal load holding time during consecutive cycles in CLMC provides the purpose of maintaining contact between the indenter and the sample.

Four steps of the indentation cycles in (a) P-T and (b) P-h [22]
This study investigated the back creep of polymers under similar loading conditions as considered for creep evaluation. Figure 7 presents a schematic of the reversible displacement of these polymers under loading conditions ranging from 0.025 to 0.5 N. It shows that the material attempted to restore the actual penetration depth with time. Because the H of PTFE is much lower than that of PEEK and PMMA, it demonstrated more significant reversible displacement. Furthermore, the change in the recovery distance of PTFE was significantly more effective than that of the other materials.

PEEK, PMMA, and PTFE holding time recovery distance
Predicted indentation back creep model for polymers
As discussed in section 3.2, in this case, a simple exponential relation has been developed to predict the back creep of the material using curve fitting methods. This model is suitable for any polymer with any range of applied loading. This model is mainly based on the material properties, indenter properties, and test parameters described in Eq. (9). Equation (9) denotes the mathematical model derived from empirical data utilized to estimate back creep displacement. The parameters used in Eq. (10)-(13) are dimensionless, while C5, C6, C7, and C8 are curve-fitting constants derived from the optimization process. These constants are determined by minimizing the sum of the squared difference between the computed and observed hbc(t) values. Figure 8 illustrates the fitting curves of the model with the experimental data for all three materials within a loading range of 0.025-0.5 N. The Fig. 8 demonstrates a strong concurrence between the model and the empirical data across various materials.

Curve fitting at load range of 0.025-0.5 N for (a) PEEK, (b) PMMA, and (c) PTFE
Similarly, this model has been fitted with all the materials at different loading ranges, and a good correlation between the fitted and experimental data has been found and presented in Fig. 9. The present model has undergone modifications to suit various types of materials and incorporates the consideration of holding time. Every fitting is performed with precision for each kind of material. Similarly, a comprehensive assessment of parameters and materials is conducted to identify the appropriate parameters for the entire model, presenting potential advantages across various polymeric materials. Table 3 displays the final universally relevant parameters across all scenarios and the specific fitting parameters that apply to each material.

Back creep fitted curve of (a) PEEK, (b) PMMA, and (c) PTFE at each load
Validation of the empirical indentation-based creep and back creep models
In order to determine whether or not these models are accurate, numerous sets of experimental data were compared with the estimated value of the model. Table 4 displays the overall error that can be attributed to these models and the percentage error that can be attributed to the creep and back creep displacements for each material subjected to its specific load. As can be observed from Table 4, the expected error in the developed functions is considerable across the board. The proportion of inaccuracy that can be accomplished across all materials ranges between 2 and 3%. The currently developed models are consistent with the experimental data, and the error value calculations demonstrate that the typical error percentage can be disregarded without impacting the accuracy of the assessment.
It gives the impression that the most recent state-of-the-art model can be utilized without difficulty. According to the findings of the current research, the multi-cycle indentation test has the potential to be useful for the characterization of creep and thermal drift, and it also produces very good results. As a result, these built-in models can assist in obtaining the findings using just one indentation test. With the assistance of this model, one can determine the saturated value of creep and back creep displacement for different holding times. This model can save both time and money that would have been spent on performing several single-cycle indentations and conventional creep tests. It can also reduce the experimental error that would have been caused by changing the testing location or the surfaces of the materials.
Conclusion
The present article evaluates the creep effect on different polymers using the CLMC indentation method. CLMC is time-efficient, minimizes error, and does not need changing the indenter position. A simple exponential relation has been developed to estimate the creep displacement of the selected material. In addition, one more relation has also been described, which defines the back creep or the thermal drift of polymers. These models are represented in the form of a nonlinear exponential relation having variable-like material properties mainly evaluated from micro-indentation methods and the experimental parameters such as maximum load, loading rate, and the hold time of the indenter. All these relations closely depend on the holding time of the indenter at maximum and minimum loading conditions. The advantage of this exponential relation is that a straightforward, simple mathematical relation can be concluded by conducting a multi-cycle indentation experiment, which will be helpful for all polymers, with no need to do multiple experiments with multiple test samples.
Data availability
Data will be made available on request.
Abbreviations
- A :
-
Indenter contact area
- A i :
-
Indenter Area
- C 1, C 2, C 3, ……. . C 8 :
-
Fitting constants
- E :
-
Young's modulus of the materials
- E i :
-
Young's modulus of indenter
- E r :
-
Reduced modulus of indenter
- H :
-
material hardness
- h :
-
Indentation depth
- h br :
-
Back creep displacement
- h c :
-
Contact depth
- h cr :
-
Creep displacement
- h max :
-
Maximum depth
- P :
-
Applied indenter load
- P max :
-
Maximum load
- R :
-
Indenter tip radius
- R L :
-
Loading rate of indenter
- R UL :
-
Unloading rate of indenter
- S :
-
stiffness of the material
- T :
-
Indentation time
- t :
-
indenter holding time
- ʋ:
-
Poisson ratio of the materials
- ʋ i :
-
Poission ratio of the indenter
- \(\overline{h_{cr}},\overline{h_{br}},\overline{P_1},\overline{E},\overline{K},\overline{T}\) :
-
Non-dimensional terms
References
Ahmed AS, Negm AN, Mohammed M, Abd El-Majeed M, Ali AK, Abdelmotalleib M (2023) Biodegradable polymers for industrial applications. Handb Biodegradable Mater 451
Menčík J, He LH, Swain MV (2009) Determination of viscoelastic–plastic material parameters of biomaterials by instrumented indentation. J Mech Behav Biomed Mater 2(4):318–325
Oyen ML, Cook RF (2003) Load–displacement behavior during sharp indentation of viscous–elastic–plastic materials. J Mater Res 18(1):139–150
Wang J, Yang C, Liu Y, Li Y, Xiong Y (2022) Using nano-indentation to characterize the mechanical and creep properties of shale: load and loading strain rate effects. ACS Omega 7(16):14317–14331
Song J, Xiang D, Hu D, Zhou H, Guo D, Zhang G (2022) Creep characteristics of a fracturing fluid-softened shale investigated by microindentation. Int J Rock Mech Min Sci 152:105067
Shen L, Cheong WCD, Foo YL, Chen Z (2012) Nano-indentation creep of tin and aluminium: a comparative study between constant load and constant strain rate methods. Mater Sci Eng A 532:505–510
Ma X, Li F, Zhao C, Zhu G, Li W, Sun Z, Yuan Z (2017) Indenter load effects on creep deformation behavior for Ti-10V-2Fe-3Al alloy at room temperature. J Alloys Compd 709:322–328
Chudoba T, Richter F (2001) Investigation of creep behaviour under load during indentation experiments and its influence on hardness and modulus results. Surf Coat Technol 148(2-3):191–198
Peng G, Zhang T, Feng Y, Huan Y (2012) Determination of shear creep compliance of linear viscoelastic-plastic solids by instrumented indentation. Polym Test 31(8):1038–1044
Menčík J, He LH, Němeček J (2011) Characterization of viscoelastic-plastic properties of solid polymers by instrumented indentation. Polym Test 30(1):101–109
Lv L, Lin H, Jin T (2021) Experimental study on the effects of hygrothermal aging on the indentation creep behaviors of PMMA. Polym Test 93:106991
Feng G, Ngan AHW (2002) Effects of creep and thermal drift on modulus measurement using depth-sensing indentation. J Mater Res 17(3):660–668
Shepherd TN, Zhang J, Ovaert TC, Roeder RK, Niebur GL (2011) Direct comparison of nano-indentation and macroscopic measurements of bone viscoelasticity. J Mech Behav Biomed Mater 4(8):2055–2062
Wu Z, Baker TA, Ovaert TC, Niebur GL (2011) The effect of holding time on nano-indentation measurements of creep in bone. J Biomech 44(6):1066–1072
Wang J, Liu Y, Yang C, Jiang W, Li Y, Xiong Y (2022) Modeling the viscoelastic behavior of quartz and clay minerals in shale by nano-indentation creep tests. Geofluids 2022:1–16
Li Y, Liu Y, Li Y, Li Y, Wang R (2021) Evaluation of concrete creep properties based on indentation test and multiscale homogenization method. Cem Concr Compos 123:104135
Zhou PF, Xiao DH, Li G, Song M (2019) Nano-indentation creep behavior of CoCrFeNiMn high-entropy alloy under different high-pressure torsion deformations. J Mater Eng Perform 28:2620–2629
Pharr GM, Oliver WC, Brotzen FR (1992) On the generality of the relationship among contact stiffness, contact area, and elastic modulus during indentation. J Mater Res 7:613–617
Yang S, Zhang YW, Zeng K (2004) Analysis of nano-indentation creep for polymeric materials. J Appl Phys 95(7):3655–3666
Meng L, Cui W, Su B, Shu X, Xiao G (2023) Theoretical characterization of indentation depth-dependent creep behavior of CoCrFeNiAl0. 3 high-entropy alloy. Acta Mech Solida Sin 36(1):55–64
Smerdova O, Pecora M, Gigliotti M (2019) Cyclic indentation of polymers: instantaneous elastic modulus from reloading, energy analysis, and cyclic creep. J Mater Res 34(21):3688–3698
Guru SR, Sarangi M (2023) Multi-cycle indentation based fatigue and creep study of polymers. J Polym Res 30(11):401
Polymers Properties Database 2015. http://polymerdatabase.com/polymerphysics/PoissonTable.html (accessed August 9, 2018)
Oliver WC, Pharr GM (1992) An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation experiments. J Mater Res 7(6):1564–1583
Dieter GE, Bacon D (1976) Mechanical metallurgy, vol 3. McGraw-hill, New York
Briscoe BJ, Fiori L, Pelillo E (1998) Nano-indentation of polymeric surfaces. J Phys D Appl Phys 31(19):2395
Briscoe BJ, Evans PD, Pellilo E, Sinha SK (1996) Scratching maps for polymers. Wear 200(1-2):137–147
Sharma G, Ramanujan RV, Kutty TRG, Prabhu N (2005) Indentation creep studies of iron aluminide intermetallic alloy. Intermetallics 13(1):47–53
Abd El-Rehim AF, Zahran HY (2014) Effect of aging treatment on microstructure and creep behaviour of Sn–ag and Sn–ag–bi solder alloys. Mater Sci Technol 30(4):434–438
Schmahl M, Müller C, Meinke R, Alves Alcantara EG, Hangen UD, Fleck C (2023) Cyclic nano-indentation for local high cycle fatigue investigations: a methodological approach accounting for thermal drift. Adv Eng Mater 25(10):2201676
Acknowledgments
The authors gratefully acknowledge the sincere cooperation of the members of the Tribology Laboratory of the Indian Institute of Technology, Kharagpur.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Competing interests
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Guru, S.R., Sarangi, M. A phenomenological model for predicting local creep and thermal drift of polymers from micro-indentation test data. J Polym Res 31, 251 (2024). https://doi.org/10.1007/s10965-024-04100-6
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s10965-024-04100-6