
Abstract
The syntheses of new materials using vegetable oils have increased due to technological interest and low environmental impact. Baru nut provides baru oil, rich in linoleic and oleic fatty acids that can be modified into epoxides compounds. Thus, the optimization of the epoxidation synthesis of baru vegetable oil by the conventional thermal route was investigated using green and quick heterogeneous catalytic method. The raw baru oil and epoxidized oil were characterized by titrimetric, spectroscopic, and thermal analyses. Here we demonstrate that the epoxidation of baru oil does not require 6 h or 25% of catalyst as reported in the literature. However, it was possible to achieve ≥ 99% of alkenes conversion into epoxide rings in just 3 h of reaction with 10% of heterogeneous catalyst.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Vegetable oils are an important renewable raw material and have been widely used to synthesize combustibles, polymeric materials, and other materials thereby contributing to sustainable development [1]. The baru tree (Dipteryx alata Vogel) belongs to the Fabaceae family, widely found in Brazilian Cerrado. In addition, the specimen is well adapted to dry and rainy climates, facilitating its development. The fruiting season occurs mainly in the months of October and November and each adult baru tree produces around 500 fruits annually, containing a single nut inside. Approximately 40% of the mass of each nut is baru oil, which is rich in oleic (47%) and linoleic (28%) fatty acids [2, 3].
The vegetable oil becomes monomers used in polymer synthesis after some chemical modifications, as epoxidation [4]. This reaction transforms the alkenes in the fatty acid chain into a three-membered ring with oxygen (epoxide). The product formed is unstable causing the increased reactivity, resulting in technological interest materials, such as polymers [5]. In addition, this reaction follows the principles of green chemistry, as it is efficient and does not require toxic reactants or solvents [6]. Epoxidation can be done by reacting vegetable oil and peracetic acid, formed by an in situ reaction between hydrogen peroxide and acetic acid, which is non-toxic, minimally hazardous, and biodegradable [7]. Although peracetic acid is less reactive than performic acid, its use generates fewer side reactions in the system [8]. By step-growth polymerization between epoxy monomers and crosslinkers (amines, alcohols, thiols, and carboxylic acids/anhydrides), new polymers are obtained [9]. The epoxidized compound can react with acrylic acid to provide an acrylate monomer, which can be further used in chain-growth polymerization [9]. Epoxidized vegetable oils can react with CO2 to obtain five-membered cyclic carbonates, these can react with amines providing polyhydroxyurethanes – PHUs [10].
Di Mauro et al. [11] synthesized materials with recyclability properties by the crosslink between epoxidized vegetable oils and disulfide-based aromatic dicarboxylic acid [11]. In addition, the literature reports that epoxidized vegetable oils cured in a 3D printer produce polymers with modeling and soldering properties [12].
Several works in literature describe the use of homogeneous catalyst, which can easily provide parallel reactions. Other studies have used heterogeneous catalyst requiring a reaction time of over 6 h [8, 13, 14]. Therefore, this work aims to optimize the reaction time and catalyst loading in baru oil epoxidation, which can be extended to any unsaturated vegetable oil following the Principles of Green Chemistry.
Experimental
Materials
Baru oil (BO), glacial acetic acid (CH3COOH ≥ 99%), Wijs solution, hydrogen peroxide (H2O2, 50%), sodium carbonate (Na2CO3, > 99%), phenolphthalein, crystal violet, amberlite-IR120, chloroform (99.8%), toluene (99.5%), perchloric acid (HClO4 70%), anhydride magnesium sulfate (MgSO4, 98%), potassium hydrogen phthalate (KPH, > 99.5%), ethyl acetate (99.5%), and potato starch were used without further purification.
Epoxidation of baru oil (EBO)
The synthesis followed the literature [14], except for the reaction time. The proportions used between the C = C: H2O2: CH3COOH reagents were 1:6:0.5. First, 45 g of BO, 6 mL of CH3COOH, and 11.42 g of Amberlite-IR120 (25 wt.% of catalyst based on vegetable oil mass) were placed in a flask with a magnetic bar, then the mixture was agitated for 30 min at 60 °C in a heating plate with stirring and with an aluminum base insulation used for thermal homogenization. Then, 61.5 mL of H2O2 was added into the reaction. The system was kept in reflux at 60 °C and 4 different times were evaluated (1 h, 2 h, 3 h, and 3.5 h). Thereafter, the crude product was filtered (recovering the catalyst) and added to a separatory funnel, then, ethyl acetate (10 mL) was poured into the separatory funnel. Subsequently, the sample was purified removing residual CH3COOH by neutralization reaction with 30 mL of Na2CO3 (0.1 M), until the water layer attained a pH of 7.0, which was verified using a universal pH paper. Then, the organic layer was dried using MgSO4. Thereafter, the product was filtered, and the organic layer was concentrate by evaporation process, providing a colorless liquid that becomes solid at room temperature with a grease aspect. The same procedure was used for the 1:6:1 (C = C:H2O2:CH3COOH) molar proportion using 25% catalyst and, subsequently, the same molar ratio was tested with 5 wt.% and 10 wt.% of Amberlite IR-120.
Sample characterization
Epoxy value (EV)
The EV results were determined by the titrimetric method (3 ×), described by ASTMD1652-11 [15]. First, 0.4 mg of epoxidized baru oil was poured into an erlenmeyer, then it was solubilized in acetic acid with an excess of tetraethyl bromide, this solution was titrated against a HClO4 solution (previous standardized, 0.1 mol L−1) until the violet color changed to green (violet crystal was used as indicator).
Mid-infrared spectroscopy (MIR) and 1H-NMR
The analysis equipment and conditions followed the literature [16]. For 1H-NMR analysis the samples were solubilized in CDCl3 (99.8% D).
Simultaneous thermogravimetry–differential thermal analysis (TG–DTA) and differential scanning calorimetry (DSC)
The conditions as well as the equipment used were the same as described in previous works [16]. The TG–DTA curves were performed from 30 to 700 °C. For the DSC curves, a heating / cooling cycle procedures from –35 to 120° C were employed.
Results and discussion
Epoxy value
The epoxy value (EV) determines the amount of epoxide oxygen present in 100 g of sample. Table 1 exhibits the EV, the percentage of conversion of the double bonds into epoxy rings for each sample (obtained by 1H-NMR and better discussed in the next topic), as well as the synthesis conditions. Initially, the molar proportion of the reagents and catalyst loading used were the same as in literature (25 wt.%) [14], and only the reaction time varied (syntheses “a–d” in Table 1). Only 3.5 h of reaction provided the complete conversion of double bonds into epoxide rings. Thereafter, aiming to decrease the reaction time to 3 h a new molar proportion was tested (1:6:1), and the catalyst amount was maintained (25 wt.%), which resulted in a complete conversion of alkenes into epoxides (> 99.0). Finally, the catalyst amount was decreased to 10 wt.% and 5 wt.% (syntheses f and g in Table 1). Although 5 wt.% of catalyst was enough to provide almost 90% of conversion, 10 wt.% exhibited a better conversion (> 99.0%). Consequently, the optimization resulted in the molar ratio of 1:6:1; 10% of catalyst, and 3 h of reaction (ideal epoxidized baru oil) is the best experimental condition. This sample presented 5.7 wt% of oxygen epoxide value, resulting in 0.3563 mol of oxygen (epoxy) per 100 g of EBO. This result is superior to those reported in the literature that demonstrate the decrease of amberlite IR-120 amount to 10 and 15 wt.% using the molar proportion 1:1.5:0.5 and reaction time equal to 24 h and 8 h, respectively. The conversion of double bonds into epoxide rings was 78.3% in the shortest time [17, 18]. Therefore, this work demonstrates higher value of conversion in shorter time, consequently demanding less energy consumption. The slowest step in the Prilezhaev reaction is the peracid acid formation; thus, increasing the hydrogen peroxide and acetic acid amounts will assist this step to allow higher values of conversion in shorter time.
Mid-infrared spectroscopy (MIR) and 1H-NMR
Mid-Infrared spectra for baru oil and ideal epoxidized baru oil are illustrated in Fig. 1, while the spectra for the other samples are illustrated in Figs. S1−S6 in the supplementary material. In the spectrum of epoxidized oil the disappearance of a band refers to alkene double bond stretching at 1650 cm−1, which is present in oleic and linoleic acids (blue arrow); this change is expected due to the consumption of the double bond into epoxy group. Consequently, the band referring to the stretching of vinyl hydrogen at 3008 cm−1 (red arrow) also disappears. Note that the disappearance of the double bond and vinyl hydrogen occurs in just 2 h of reaction (Fig. S2) and when 5wt.% of catalyst is used (Fig. S6). However, as observed by conversion values (Table 1), the amount of epoxide in the samples continues to increase. The band referring to the formation of the epoxy ring can be observed between 826.8 and 844.4 cm−1 (green arrow); this band is more visible for samples in a 1:6:1 molar ratio with 25 wt.% (Fig. S5) and 10 wt.% (Fig.1b) of catalyst. Finally, the non-existence of an intense and large band at 3500 cm−1 associated to the O–H stretching proves that there was no formation of by-products, which could be formed in parallel reactions. [14, 19, 20].

MIR spectra for (a) baru oil and (b) ideal epoxidized baru oil

1H-NMR spectra obtained for (a) baru oil, and the epoxidized samples in the molar proportion 1:6:1 with different catalyst loading (b) 25 wt.%, (c) 5 wt.%, (d) 10 wt.%
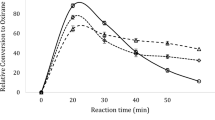
Fig. S7a (supplementary material) displays the 1H-NMR spectra for BO and EBO. The vinyl hydrogens in baru oil occurs as a multiplet signal at 5.34 ppm. In addition, the 2.77 ppm triplet is associated with hydrogens attached to a carbon between two alkenes in linoleic acid, while the signal at 2.04 ppm is attributed to the allylic hydrogens of monosaturated chains. The full spectra of epoxidized samples are provided in Figs. S7b−S7h. The non-complete conversion of double bonds into epoxides is better viewed by the magnification of region between 5.8 ppm and 1.9 ppm, which are exhibited in Fig. S8 (effect of time) and Fig. 2 (effect of catalyst amount). After 1 h, the signals at 5.34, 2.77, and 2.04 are still present, while the signals 3.2–2.9 ppm are related to hydrogens attached to carbons of epoxide rings [21, 22]. However, the presence of signals observed between 5.57 ppm and 5.37 are related to the vinyl hydrogens from polyunsaturated chains, which did not have all double bonds consumed [23]. Increasing the reaction time, and consequently the conversion of double bonds, these signals decrease until vanishing after 3.5 h. For the variation of catalyst (Fig. 2c), the presence of residual chains of monosaturated chains at 2.04 ppm and those associated with the incomplete conversion of polyunsaturated are observed only for the sample with 5 wt.%. By 1H-NMR, it was also possible to identify the amount of mono and polyunsaturated chains in samples; and as can be seen in Fig. 3, the double bonds in polyunsaturated chains are consumed before those present in monounsaturated chains.

Variation of mono and polyunsaturated chains in each sample

TG/DTG-DTA curves for (a) baru oil and (b) ideal epoxidized baru oil
With 2 h of reaction (Fig. S9) and 5% of catalyst loading (Fig. S12), the triplet associated with this signal was not observed, but the signal referring to the vinyl hydrogens remained. This shows that the MIR technique can only be used qualitatively to monitor the reaction progress. Thus, MIR and 1H-NMR spectra evidence that the epoxidation of baru oil can be completed with 50% less time and 40% less catalyst loading than in the literature. Furthermore, the heterogeneous catalyst (Amberlite IR-120) provided a quick and clean reaction route for epoxidation of BO, due to the non-formation of by-products. Finally, especially in this case, the 2nd Principle of Green Chemistry was followed to provide a more efficient reaction that transforms most of the reagents into final product. To follow 6th, 7th and 9th, principles the synthesis was proposed to reduce reaction time, catalyst loading, and use of renewable materials [14, 21, 22, 24].
Simultaneous thermogravimetry–differential thermal analysis (TG–DTA) and differential scanning calorimetry (DSC)
The TG/DTG-DTA curves for BO are exhibited in Fig. 4a. It has thermal stability up to 260.2 °C and decomposes in two stages of mass loss. The first one (260.2 – 483.8 °C, Δm = 96.19%) refers to the degradation of fatty acid chains saturated and unsaturated oil by radical processes. The second one (483.8 – 591.8 °C, Δm = 3.16%) is associated with oxidation of formed carbonaceous matter [25]. Both steps are related to exothermic peaks in the DTA curve at 384.3 °C and 502.9 °C, respectively.
Epoxidized baru oil (Fig. 4b) is less stable (230.2 °C) than pure oil, because of radical dehydrogenation and thermal cleavage of the epoxide rings. The small mass loss before achieving thermal stability is due to the evaporation of the residual solvent (ethyl acetate). The epoxide decomposition also occurs in two stages: the first one (230.2 – 484.1 °C, Δm = 93.58%) is a complex degradation occurring in a consecutive and overlapping processes, as can be seen in the DTG curve. The second step (484.1 – 627.8 °C, Δm = 5.51%) is also associated with oxidation and degradation of carbonaceous matter. Both steps resulted in exothermic peaks in DTA curve: 372.5 °C and 518.3 °C, respectively [14]. In the supplementary material, Figs. S9−S14 illustrate the TG/DTG-DTA curves of each sample of epoxidized baru oil, and Table S1 exhibits the range and event temperatures and experimental mass loss for each step. Increasing the epoxy formation decreases the thermal stability.
The DSC curve exhibits that baru oil (Fig. 5a) crystallizes at –24.8 °C in the first heating and melts in the second heating at –12.3 °C and –15.8 °C (endothermic events), respectively. As aforementioned, at room temperature, pure oil is liquid; while the epoxidized oil is completely solid, and its DSC curve (Fig. 5b) is more complex. The sample crystallizes at –34.2 °C (exothermic peak). Endothermic events at –6.5 °C and 18.5 °C (first heating) and at –2.1 °C (second heating) refer to the fusion of part of the non-soluble triglycerides, especially those with the highest amount of saturated fatty acid chains. The peaks at 0.2 °C and 2.5 °C in the first and second heating, respectively are related with a solid transition between two different structures, which occurs due to rapid cooling and has a lower thermal stability than an EBO at room temperature. This transition was detected in samples with a higher degree of conversion (Fig. 5b, Figs. S18 and S19). All events are in agreement with those reported in the literature for a filmed EBO sample [14]. Furthermore, other modified vegetable oils such as maleinized vegetable oils exhibited a similar thermal behavior [16]. The endothermic peaks at 28.7 °C and 43.5 °C in the first heating and 30.8 °C in the second heating are associated to the structural melting of ideal epoxidized baru oil. Finally, the melting temperature tends to increase as the consumption of the double bonds increase (Figs. S15–S18). Yang et al. [26] also report increasing in the intermolecular interaction force for epoxidized soybean oil [26]. The oxygen from epoxy rings provides a greater physical interaction and a larger packing causes an increasing in melting temperature [27]. Therefore, the pure oil shows higher melting temperature than the epoxidized samples. Figs. S15−S19 (Supplementary Material) illustrate DSC curves of the other samples of epoxidized baru oil, and Table S2 exhibited the temperatures and enthalpies of melting, crystallization, and layer transition.

DSC curves for (a) baru oil, and (b) epoxidized baru oil (1:6:1;10%)
Conclusion
The optimization of baru oil epoxidation synthesis was successful, as it achieved conversions of alkenes into epoxide rings > 99% with just 3 h of reaction and 10% of catalyst. Consequently, this route proved a cleaner, greener, and more efficient route than those previously in literature.
References
Meeier MAR, Metzger JO, Schubert US (2007) Plant oil renewable resources as green alternatives in polymer Science. Che Soc Rev 36:1788–1802
Bassini F (2008) Caracterização de populações de barueiros (Dipteryx alata Vog. – Fabaceae) em ambientes naturais e explorados. Dissertation, Goias Federal University
Fontes VR, Camillo J, Coradin L (2018) Espécies nativas da flora brasileira de valor econômico atual ou potencial: plantas para o futuro: região Centro-Oeste. MMA, Brazillia
Shida M et al (2014) Vegetable-oil-based polymers as future polymeric biomaterials. Acta Biomater 10(4):1692–1704
Tsujimoto T, Takeshita K, Uyama H (2016) Bio-based epoxy resins from epoxidized plant oils and their shape memory behaviors. J Am Oil Chem Soc 93:1663–1669
Adlard ER, Kerton FM, Marriott R (2014) Alternative solvents for green chemistry, 2rd edn. Chromatographia 77:1249–1250
Souza JB, Daniel LA (2005) Comparação entre hipoclorito de sódio e ácido peracético na inativação de E. coli, colifagos e C. perfringens em água com elevada concentração de matéria orgânica. Eng Sanit Ambient 10:111–117
Zoran SP et al (2002) Epoxidation of soybean oil in toluene with peroxoacetic and peroxoformic acids – kinetics and side reactions. Eur J Lipid Sci Technol 104:293–300
Jean-Pierre P, Williams RJJ (2010) Epoxy Polymers: New Materials and Innovations. Wiley-Vch Verlag Gmbh & Co., Kgaa, Weinheim
Liu X et al (2021) Fully Bio-Based Polyhydroxyurethanes with a Dynamic Network from a Terpene Derivative and Cyclic Carbonate Functional Soybean Oil. ACS Sustainable Chem Eng 9:4175–4184
Di Mauro C et al (2020) Sustainable Series of New Epoxidized Vegetable Oil-Based Thermosets with Chemical Recycling Properties. Biomacromolecules 21:3923–3935
Fei M et al (2021) From Glassy Plastic to Ductile Elastomer: Vegetable Oil-Based UV-Curable Vitrimers and Their Potential Use in 3D Printing. ACS Appl Polym Mater 3:2470–2479
Saha P, Kim BS (2019) Preparation, Characterization, and Antioxidant Activity of β-Carotene Impregnated Polyurethane Based on Epoxidized Soybean Oil and Malic Acid. J Polym Environ 27:2001–2016
Alarcon RT et al (2020) Spectroscopic characterization and thermal behavior of baru nut and macaw palm vegetable oils and their epoxidized derivatives. Ind Crops Prod 154:112585–112591
ASTM D1652–11 (2019) Standard Test Method for Epoxy Content of Epoxy Resins
Alarcon RT et al (2020) Microwave-Assisted Syntheses of Vegetable Oil-Based Monomer: A Cleaner, Faster, and More Energy Efficient Route. J Polym Environ 28:1265–1278
Sinadinović-Fiłer S, Janković M, Borota O (2012) Epoxidation of castor oil with peracetic acid formed in situ in the presence of an ion exchange resin. Chem Eng Process 62:106–113
Noè C et al (2021) New UV-Curable Anticorrosion Coatings from Vegetable Oils. Macromol Mater Eng. https://doi.org/10.1002/mame.202100029
Aydinkaptan E, Mazi BG, Mazi IB (2016) Microwave heating of sunflower oil at frying temperatures: effect of power levels on physicochemical properties. J Food Process Eng 40:12402–12412
Shinamoto GG, Aricetti JA, Tubino M (2016) A simple, fast, and Green Titrimetric method for the determination of the iodine value of vegetable oils without Wijs solution (ICI). Food Anal Methods 9:2479–2483
Lathi PS, Mattiasson B (2007) Green approach for the preparation of biodegradable lubricant base stock from epoxidized vegetable oil. Appl Catal 69:207–212
Fernandes FC et al (2017) Epoxy resin blends and composites from waste vegetable oil. Euro Polym J 89:449–460
Xia W, Budge SM, Lumsden MD (2016) 1H-NMR Characterization of Epoxides Derived from Polyunsaturated Fatty Acids. J Am Oil Chem Soc 93:467–478
Centi G, Perathoner S (2003) Catalysis and sustainable (green) chemistry. Catal Today 77:287–297
Gaglieri C et al (2019) Is Thermogravimetry an efficient alternative to gas chromatography in degree of biodiesel conversion?. J Therm Anal Calorim 135:2591–2597
Yang L et al (2008) Structure and properties of partially epoxidized soybean oil. J Therm Anal Calorim 93:875–879
Kim JR, Sharma S (2012) The development and comparison of bio-thermoset plastics from epoxidized plant oils. Ind Crop Prod 36:485–499
Acknowledgements
The authors wish to thank CAPES (grants: 024/2012 Pro-equipment and 011/2009), São Paulo Research Foundation (FAPESP, grants: 2017/08820-8, 2018/03460-6, and 2020/00906-3), and CNPq (grant: 301857/2018-0) for financial support.
Funding
CAPES (grants 024/2012 and 011/2009 Pro-equipment), São Paulo Research Foundation -FAPESP (Grants: 2017/08820–8, 2018/03460–6 and 2020/00906–3), and CNPq (grant 301857/2018–0).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflicts of interest/ Competing interests
Not applicable.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary information
Below is the link to the electronic supplementary material.
Rights and permissions
About this article

Cite this article
Magri, R., Gaglieri, C., Alarcon, R.T. et al. Epoxidation reaction in promising Brazilian biomass: decreased time and catalyst loading to produce renewable monomers. J Polym Res 28, 343 (2021). https://doi.org/10.1007/s10965-021-02706-8
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s10965-021-02706-8