
Abstract
Glycidyl methacrylate (GMA) functionalized methyl methacrylate-butadiene-styrene core-shell particles (PB-g-MSG) were prepared to toughen poly (butylene terephthalate) (PBT) and polycarbonate (PC) blends. T-dodecyl mercaptan (TDDM) was used to modify the grafting character of the core-shell particles. The addition of TDDM decreased the grafting degree, particles size and crosslinking degree of PB-g-MSG particles. At the same time, the free methyl methacrylate-co-styrene-co-glyceryl methacrylate copolymer (f-MSG) increased. The f-MSG reacted with PBT and suppressed the transesterification between PBT and PC. On the other hand, f-MSG promoted the crystallization of PBT by heterogeneous nucleation. When the TDDM content was lower than 0.76%, PB-g-MSG particles dispersed in the matrix uniformly, otherwise, agglomeration took place. The change of TDDM content in the PB-g-MSG particles influenced the toughening ability and tensile properties. When the TDDM content was 0.76%, the PBT/PC/PB-g-MSG blend showed the optimum impact toughness and yield strength, which are 908 J/m and 49.4Mpa. Fracture mechanism results indicated that cavitation induced shear yielding occurred in the PBT/PC/PB-g-MSG blend when no TDDM addition for the core-shell particles. With the addition of TDDM, the interfacial strength decreased between the PB-g-MSG core-shell particles and the matrix. So voids appeared due to debonding, which also could promote the shear yielding process.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Combined with excellent performance of each component, polymer blending provides an important method to obtain novel polymeric materials. In recent years, poly (butylene terephthalate) (PBT) and polycarbonate (PC) blends (PBT/PC) have been investigated extensively due to their excellent chemical resistance, good dimensional stability, high heat resistance and easy process-ability. [1,2,3,4,5,6,7,8,9] However, PBT/PC blends show the notch sensitivity and fracture in a brittle way during the notched impact test process. [8, 9] The poor notched impact toughness of PBT/PC blends limits its application in some areas.
In order to improve the impact toughness of PBT/PC blends, core-shell structured impact modifiers are the most important tougheners and have been widely used to toughen PBT/PC blends in the literatures [10,11,12,13,14,15,16,17,18,19,20,21,22,23]. Emulsion-made core–shell impact modifiers offer the advantage of independent control of particle size, but they require some means to achieve matrix–particle adhesion and to assure uniform dispersion of the core–shell particles. The typical core-shell impact modifiers used for PBT/PC toughening include a shell of poly(methyl methacrylate) (PMMA) chains grafted onto a poly(butyle acrylate) or polybutadiene rubber core. The PMMA-shell gives good adhesion with the PC phase and the rubber core causes the higher impact toughness [10,11,12, 18,19,20,21,22].
Core-shell particles toughened PBT/PC blends with super-tough notch impact properties have been obtained in our lab. [10, 12] However, the incorporation of core–shell particles decreased the strength and modulus of PBT/PC blends remarkably due to the elastic nature of rubber phase (core phase) of the core-shell particles. In previous research, reactive polybutadiene-g-(methyl methacrylate-co-styrene-co-glycidyl methacrylate) particles with different core–shell ratios were prepared using a seeded emulsion polymerization method. When the core-shell ratio is 40/60 to 60/40, the PBT/PC blends showed a better toughness and stiffness balance. [12] The purpose of the present paper is to prepare PBT/PC blends with higher notch impact strength and higher stiffness through modification of the properties of the core-shell particles with tert-dodecyl mercaptan (TDDM) as chain transfer agent. It is well known that grafting and crosslinking reactions take place simultaneously during the emulsion polymerization. A core-shell particle has a higher grafting degree but also has a higher crosslinking density, and this makes the rubber particles harder and reduces the ability of cavitation of the rubber particles which infulences its toughening ability. [24] TDDM can modify the grafting and crosslinking reactions of the core-shell particles, so the PBT/PC blends with higher stiffness and toughness can be obtained by controlling the core-shell particles properties.
In the present paper, PB-g-(MMA-co-St-co-GMA) (PB-g-MSG) core-shell particles were prepared by the emulsion polymerization method. Polybutadiene (PB) was used as the rubber core and MMA-co-St-co-GMA copolymer formed the shell phase. During the synthesis of the core–shell particles, TDDM was introduced to modify the grafted MMA-co-St-co-GMA (g-MSG) and free MMA-co-St-co-GMA (f-MSG) content on PB phase. The PMMA components in the grafting shell have good miscibility with the PC phase and the epoxy groups of GMA can react with the carboxyl groups of PBT. The variation of TDDM content changes the grafting and crosslinking degree which can affect the dispersion morphology and cavitation ability of PB particles. The aim of this paper is to investigate the influence of TDDM on the toughing behavior of PB-g-MSG particles and prepare PBT/PC/PB-g-MSG blends with better toughness and stiffness balance.
Experimental
Materials
The PBT used in this work was purchased from Engineering Plastics Plant of Yi Hua Group Corp, China. The PC used was a commercial product of Bayer Plastics (Germany) designated as Makrolon 2805. Before all melt-processing steps, PBT and PC were dried in a vacuum oven at 105 C for 12 h to remove absorbed water. PB-g-MSG core-shell copolymers with different TDDM content were prepared by emulsion polymerization method and their properties were listed in Table 1.
Preparation of MBS-g-GMA core-shell modifiers
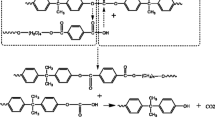
In the preparation process, a polybutadiene (PB) polymer had to be synthesized first and then MMA, St and GMA were polymerized on PB particles. PB latex used in this study was supplied by JILIN Chemical Industry Group synthetic resin factory (Jilin, China). An oil-soluble initiator, cumene hydro-peroxide (CHP), was used in combination with a redox system. CHP, sodium pyrophosphate (SPP), dextrose (DX) and iron (II) sulfate (FeSO4) used in the redox initiator system were not further purified. The emulsion polymerization was performed in a 3 L glass reactor under nitrogen at 70 C, and the reaction took place in an alkaline condition at PH10. The water, PB, initiator and KOH were added to the glass reactor and stirred for 5 min under nitrogen firstly, and then the mixture of MMA/St/TDDM was added in a continuous feeding way to the glass reactor. After the reaction of MMA/St/TDDM, GMA was added to the glass reactor in the same way. The polymers were isolated from the emulsion by coagulation and dried in a vacuum oven at 60 C for 24 h before being used.
Reactive blending and molding procedures
The blending was carried out in a twin-screw extruder. The temperature along the extruder was 220 °C, 230 °C, 240 °C, 240 °C, 240 °C, 240° and 240 °C, and the rotation speed of the screw was 100 rpm. The strap of blends was cooled in a water bath and pelletized. The blends were dried in a vacuum oven at 80 °C for 24 h and were injection molded to prepare the speimens for both notched impact and tensile test. The blending ratio of PBT/PC/core-shell particles were listed in Table 2.
Characterization of the core-shell particles
The grafting degree were determined by extracting the ungrafted MMA, St, and GMA by acetone (a solvent for MMA, St, and GMA but not for PB). After the acetone solutions of dried core-shell particles were shaken for 48 h at room temperature, the solutions were centrifuged at 10,000 rpm in a GL-21 M ultracentrifuge for 30 min at -5 C. The grafting degree and grafting efficiency were calculated from the following equation:
where gel% is the weight fraction of the acetone insoluble part in the sample and PB% is the weight fraction of polybutadiene in the core-shell particles.
Particle sizes of the core-shell particles were measured with a Brookhaven 90 Plus Laser Particle analyzer.
DMA and DSC analysis
Dynamic mechanical analysis (DMA) was performed on the samples with the dimension of 20 mm × 5 mm × 1 mm in size using a dynamic mechanical analyzer from Diamond-DMA (Perkin Elmer, Japan) under single cantilever mode in a temperature range from -110 C to 180 C at a constant heating rate of 3 C/min, and at a frequency of 1 Hz.
DSC-7 (Perkin Elmer, Japan) was used to study the crystallization behavior of the blends. The samples were taken from the moulded specimens and had a normal weight of about 10 mg. The samples were heated from 30 C up to 260 C at 10 C/min, stayed at 260 C for 3 min, and then cooled to 30 C at 10 C/min under a nitrogen atmosphere.
Mechanical properties
Notched Izod impact tests of the blends were performed at 23 ± 2 C according to ASTM D256 on a XJU-22 apparatus. The samples with dimensions 65 mm × 13 mm × 6.35 mm were obtained from moulded specimens The notch was milled in having a depth of 2.54 mm, an angle of 45°and a notch radius of 0.25 mm. The uniaxial tensile tests were carried out at 23 ± 2 C on an Instron-3365 tensile tester at a cross-head speed of 50 mm/min according to the ASTM D638. For both mechanical tests at least five samples were tested and their results averaged. The samples were dried overnight prior to testing until the measurements were performed.
Morphological observation
TEM micrographs were taken on a JEM-1011 transmission electron microscope (JEOL, Japan) operating at an accelerating voltage of 100 kV. Ultrathin samples were obtained from the samples using a Leica ultra microtome at −100 °C (Leica, Germany). The PB phase of the core-shell particles was stained using an aqueous solution of OsO4 (2%) over a period of 2.5 h. SEM micrographs were obtained with a JSM6510 scanning electron microscope (JEOL, Japan) with the operation voltage of 10 kV. Before the test, the samples were coated with a gold layer for SEM observation.
Results and discussion
Core-shell particles performance analysis
The properties of the core-shell particles, such as particle size, crosslinking and grafting degree can influence the toughening behavior significantly. The diameter of PB particle size used in this work was 296 nm. According to Bucknall’s research, the rubber particle size affected its caviation ability and for many high performance blends, the optimum particle size appears to be 300 nm. So in the present work, the size of the PB particles was very suitable to toughen PBT/PC blends. Fig. 1 shows the influence of TDDM content on the grafting degree and particles size of PB-g-MSG particles. The increase of TDDM content improves the probability that propagating chain free radicals transfer to TDDM, which induces the decrease of grafting degree and particle size. The decrease of grafting degree leads to the increased f-MSG copolymers and the decreased g-MSG copolymers for PB-g-MSG particles. The change of grafting degree will affect the dispersion of PB-g-MSG particles in the matrix as discussed in the following part.

Grafting degree and particles size of PB-g-MSG particles
Fig. 2 shows the FTIR test result of PB-g-MSG particles after separation of the f-MSG copolymers by the extracting process. The characterized peaks at 1500 cm−1 and 758 cm−1 belong to the PS component, and the peak at 1728 cm−1 is due to the PMMA component. It can be found that the intensity of the peaks decreases with the increase of TDDM content for the PB-g-MSG particles. The FTIR result is consistent with the grafting degree test data showed in Fig. 1, which prove the decreased grafting of the shell phase due to the increased chain transfer.

FTIR result of PB-g-MSG particles after the separation of the f-MSG copolymers
In rubber-toughened polyesters, shear yielding and cavitation take place during the plastic deformation process which can absorb energy and improve the toughness. Shear yielding and cavitation are stress-activated process and shear yielding occurs near the equators of the rubber particles due to the high stress concentration in these regions. The formation of cavitation within the rubber particles is an important factor to promote shear yielding. The cavitation ability for the PB phase in the PB-g-MSG particles is related with the crosslinking degree. During the grafting process of PB rubber with MMA, St and GMA monomers, grafting and crosslinking reactions might take place simultaneously. The addition of TDDM can not only affect the grafting degree but also the crosslinking degree. The crosslinking of polybutadiene can restrict the chain mobility and reduce the free volume spaces in the polymer, which lead to the higher Tg of PB. As shown in Fig. 3, the Tg of PB phase in the PB-g-MSG particles was decreased with increasing content of TDDM. The decrease of Tg for the PB phase indicated the decrease of crosslinking degree which induced the increase of cavitation ability of PB phase and changed its toughening ability as discussed in the following part.

DMA curves of PB-g-MSG particles
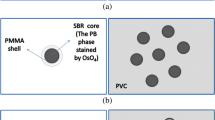
DMA analysis
DMA test was used to investigate the Tg change of the blends and the Tg values were provided in Table 3 and Fig. 4. In Fig. 4a, the peaks at 52.8 C and 146.9 C are the Tg of the pure PBT amorphous phase and the pure PC. Fig. 4b shows the DMA curves of PBT/PC and PBT/PC/PB-g-MSG blends. Compared with pure PBT and PC, in PBT/PC blend, the Tg of PBT shifts to higher temperature and the Tg of PC phase shifts to lower temperature which indicates the partial miscibility between PBT and PC. For the PBT/PC/PB-g-MSG blends, a new peak near 100 °C can be found which should ascribe the Tg of methyl methacrylate-co-styrene-co-glycidyl methacrylate copolymer (f-MSG or g-MSG). In Fig. 4b, the Tg of PBT shifts to higher temperature and the Tg of the f-MSG moves to lower temperature with the increase of TDDM content. Scheme 1 showed the phase morphology of PBT/PC/PB-g-MSG blends. In the PBT/PC/PB-g-MSG-T0 blend, the number of f-MSG was little and the reaction between PBT and f-MSG was poor. However, with the increase of TDDM, the number of f-MSG increased which improved the chemical reactions between PBT and f-MSG. The chemical reactions increased the compatibility between PBT and f-MSG which induced the adjacence of Tg for the PBT and f-MSG. On the other hand, the Tg of PC phase for the PBT/PC/PB-g-MSG shift to higher temperature compared with the Tg of PC in PBT/PC blend which proved the decrease of transesterification between PBT and PC phases due to the PB-g-MSG addition. Fig. 5 shows the FTIR results of CH2Cl2 extracted insoluble PBT/PC/PB-g-MSG samples. The C = O stretching bands of the carbonyl group in the neat PC and PBT were 1775 and 1710 cm−1, respectively. The C = O absorption peak of the PC at 1775 cm−1 was revealed in the FTIR spectra of the insoluble portion of extracted PBT/PC/PB-g-MSG blends. It was believed to be the C = O stretching bands of the PC segments in the PBT-b-PC copolymer in the insoluble portion due to the transesterification. The reactions between PBT and f-MSG consume some carboxyl groups of PBT phase. Since the transesterification due to the acidolysis reaction also refers the carboxyl groups, the decrease of carboxyl groups will weaken the transesterification between PBT and PC which induced the increase of Tg for the PC phase.

DMA curves of core-shell particles toughened PBT/PC blends. (PBT/PC/core-shell particles = 50/30/20 and PBT/PC-50/30)

Schematic pictures of the core-shell particles toughened PBT/PC blends

FTIR results of CH2Cl2 extracted insoluble PBT/PC/PB-g-MSG samples
DSC analysis
DSC was used to study the crystallization and melting behavior of PBT, PBT/PC and PB-g-MSG toughened PBT/PC blends. In Fig.6, the crystallization temperature (Tc) of pure PBT is 201 °C and the Tc of PBT in PBT/PC blend is 193 °C, which is lower 8 °C than pure PBT. So the crystallization ability of PBT is suppressed by the PC phase due to the transesterification reaction. The Tc of PBT in the PBT/PC/PB-g-MSG blends moves to higher temperature with the increase of TDDM content from 0 to 8 ml. The increase of Tc proves the improvement of the crystallization ability for the PBT phase. As showed in Scheme 1, much higher TDDM content induces the increase of f-MSG number which leads to much notable reactions between PBT and f-MSG. f-MSG acts as heterogeneous nucleation agent and promotes higher Tc of PBT phase. However, for the PBT/PC/PB-g-MSG-T12 blend, the strong reactions between PBT and f-MSG increase the viscosity of the blend which hinders the process of crystallization and crystal growth and induces the decrease of Tc of PBT phase.

The crystallization behavior of PBT and its blend. (PBT/PC/core-shell particles-50/30/20 and PBT/PC = 50/30)
In Fig. 7, PBT displays one main melting peak with another small melting peak. The first small melting peak could attribute to the partial melting of the less perfect crystals. The second main melting peak could attribute to the melting of original and recrystallized crystals. In the PBT/PC blend, the main melting temperature (Tm) of PBT has no obvious change. When PB-g-MSG particles were introduced into the PBT/PC blends, the main melt temperature of PBT shifted to lower temperature which further testified the chemical reaction between PBT and f-MSG according to the Tm depression criterion. On the other hand, the first small melting peak shifted to higher temperature with the increase of TDDM content from 0 to 8 ml, which indicated the improved crystallization properties due to the heterogeneous nucleation of f-MSG.

The melting behavior of PBT and its blends. (PBT/PC/core-shell particles-50/30/20 and PBT/PC = 50/30)
Morphological properties
The dispersion of the core-shell particles within polymer matrix plays an important factor to improve the toughness of the toughened polymer blends. Usually, an uniform dispersion of the modifier is beneficial to achieve polymer blends with higher toughness. As illustrated in the introduction part, the PMMA components in the grafting shell have good miscibility with the PC phase and the epoxy groups of GMA can react with the carboxyl groups of PBT. These factors are useful to the uniform dispersion of the PB-g-MSG particles. On the other hand, the grafting degree of PB-g-MSG is another important element for the dispersion. When the grafting degree is low, the polymer grated particles could not form a stable colloid because the particles were not covered completely with grated chains. Fig. 8 shows the dispersed phase morphology of PBT/PC blends with different PB-g-MSG core-shell particles. It can be found that PBT/PC/PB-g-MSG-T0 and PBT/PC/PB-g-MSG-T4 blends show uniform dispersion for the PB-g-MSG particles. However, with the increase of TDDM, the PBT/PC/PB-g-MSG-T8 and PBT/PC/PB-g-MSG-T12 blends show the agglomeration morphology for the PB-g-MSG particles. The occurrence of agglomeration morphology for the core-shell particles indicates the low grafting degree can not guarantee effective coverage of the PB particles. The agglomeration of PB-g-MSG particles will influence the toughening ability as discussed in the following part.

TEM morphology of core-shell particles in PBT/PC blends stained with OsO4. (PBT/PC/core-shell particles = 50/30/20)
Mechanical properties
The influence of TDDM on the notched impact strength of PB-g-MSG toughened PBT/PC blends is shown in Fig. 9. In the present paper, the notched impact strength of PBT/PC blend is about 60 J/m. It can be found that the impact strength of PBT/PC blend increases with the addition of PB-g-MSG particles. The impact strength of PBT/PC/PB-g-MSG-T0 blend is 690 J/m, which is more than 10 times of pure PBT/PC blend. With the increase of TDDM in the PB-g-MSG, the impact strength of PBT/PC/PB-g-MSG blends increase. When the content of TDDM is 0.76%, the impact strength achieves the maximum value of 908 J/m and the blend shows the super toughness. On the other hand, the impact strength of PBT/PC/PB-g-MSG blends decreases with the further increase of TDDM content. We consider that the improved toughening efficiency of the PB-g-MSG particles toughened PBT/PC with the change of TDDM content should be related with the fracture mechanisms. The reason for the decreased toughness of PBT/PC/PB-g-MSG blends with higher TDDM lies in the agglomeration of PB-g-MSG particles.

Effect of TDDM content on the impact strength of PBT/PC/PB-g-MSG blends. (PBT/PC/core-shell particles = 50/30/20)
The influence of TDDM on the yield strength of PB-g-MSG toughened PBT/PC blends is showed in Fig. 10. In the present paper, the yield strength of PBT/PC blend is about 60 MPa. The yield strength of the PBT/PC blends decreases with the addition of PB-g-MSG due to the introduction of the soft PB rubber in the PB-g-MSG particles. On the other hand, the change of TDDM content in the PB-g-MSG particles affects the yield strength of PBT/PC/PB-g-MSG blends. With the increase of TDDM in the PB-g-MSG, the yield strength of PBT/PC/PB-g-MSG blends increase. When the content of TDDM is 0.76%, the yield strength reaches the maximum value of 49.4 MPa. However, the yield strength of PBT/PC/PB-g-MSG blends decreases with the further increase of TDDM content. The improved yield strength of the PB-g-MSG particles toughened PBT/PC with the change of TDDM content is due to the increase of f-MSG. The f-MSG can react with PBT and induce the increase of yield strength for the PBT/PC/PB-g-MSG blends. The decreased yield strength of PBT/PC/PB-g-MSG blends with higher TDDM also lies in the agglomeration of PB-g-MSG particles.

Effect of TDDM content on the yield stress of PBT/PC/PB-g-MSG blends. (PBT/PC/core-shell particles = 50/30/20)
Fracture mechanisms
Fig. 11 shows the SEM morphology of the notched impact fracture surfaces of PBT/PC and PBT/PC/PB-g-MSG blends. For the PBT/PC blend (Fig. 11a), the fracture surface is smooth and almost no stress whitening can be seen on the fracture surface, which indicates the brittle character and the absence of a significant energy absorption-related deformation mechanism. The Fig. 11b-e show the fracture surface morphologies of PBT/PC/PB-g-MSG blends with different TDDM content. All the fracture surfaces show the characteristics of ductile fracture and obvious plastic deformation can be found which implies that shear yielding of the PBT/PC matrix has taken place. For the PBT/PC/PB-g-MSG-T8 and PBT/PC/PB-g-MSG-T12 blends, there are some big cavities on the fracture surfaces due to the agglomeration of the PB-g-MSG core-shell particles which can affect the energy absorption.

Impact fracture surface SEM results of PBT/PC and PBT/PC/PB-g-MSG blends (PBT/PC/core-shell particles = 50/30/20 and PBT/PC = 50/30)
The crosslinking degree of rubber phase effect on processing of cavitation, [23, 24] and a large amount of energy absorbed by rubber particles during the process of cavitation. [22] In order to correlate the external morphology of the ductile fracture surface to the internal deformation mechanisms of the yielded zone, the transmission electron micrographs were obtained through the stress whitening zone of the sample as showed in Fig. 12. For the PBT/PC/PB-g-MSG-T0 blend, some voids can be found in the black PB rubber particles due to the cavitation deformation. As for the PBT/PC/PB-g-MSG-T4 blend, a lot of voids appear between the interface of core-shell particles and the matrix phase due to the debonding process. The change of the deformation mechanisms should lie in the different interfacial strength between the core-shell particle and the matrix. The addition of TDDM decreases the grafting degree of PB-g-MSG core-shell particles (Fig. 1) which will decrease the chain entanglement and interfacial strength between the dispersed phase and matrix phase. The decreased interfacial strength is benificail to the debonding deformation process. Both cavitation and debonding play a key role in rubber toughening. Until the cavitation or debonding have taken place, constraints on shear yielding remain very high in the plane strain region. To obtain enhanced levels of toughness, the blend must be capable of developing cavitation or debonding to produce the shear yielding process. For the PBT/PC/PB-g-MSG-T8 blend, voids due to debonding also can be found. In PBT/PC/PB-g-MSG-T12 blend, both cavitation and debonding appear due to the decreased crosslinking degree of PB particles and poor interfacial strength between core-shell particles and matrix. On the other hand, the agglomeration of the core-shell particles decreases the number of the voids which can decrease the toughening efficiency of the PB-g-MSG-T8 and PB-g-MSG-T12 particles (Fig. 9).

TEM morphologies in the deformed zone of PBT/PC/PB-g-MSG blends with different TDDM content. (PBT/PC/core-shell particles = 50/30/20)
Conclusions
PB-g-MSG particles with different TDDM content have been prepared by emulsion polymerization method. The PB-g-MSG core-shell particles were used to toughen PBT/PC blends. The introduction of TDDM into the PB-g-MSG polymerization process decreased the grafting and crosslinking degree of the particles. The change of the grafting degree for the core-shell particles affected the dispersion morphology and interfacial strength between the particles and matrix. When the content of TDDM was lower than 0.76%, PB-g-MSG particles dispersed in the PBT/PC matrix uniformly. Higher TDDM content led to the agglomeration of the particles. The variation of the interfacial strength changed the deformation process of PB particles form cavitation to debonding way. On the other hand, the decreased grafting degree induced higher f-MSG and the chemical reaction between the f-MSG and PBT was benificial to the yield strength improvement. In the present paper, when the content of TDDM was 0.76%, the PB-g-MSG-T4 particles dispersed the PBT/PC matrix uniformly. The decreased interfacial strength between PB-g-MSG-T4 and matrix induced the occurrence of massive voids due to debonding which promoted shear yielding of the matrix and the improved the toughness. Furthermore, the PBT/PC/PB-g-MSG-T4 blend showed optimum yield strength due to its better dispersed phase morphology and chemical reactions between f-MSG and PBT. From this research, we conclude that suitable modification of the PB-g-MSG core-shell particles by TDDM can prepare PBT/PC/PB-g-MSG blends with better toughness and strength.
References
He JX, Guo Y, Sun SL, Zhang HX (2015) J Polym Eng 3:247
Jose MRCAS, James T (2006) J Mater Chem 16:237
Kooshki RM, Ghasemi I, Karrabi M, Azizi H (2013) J Vinyl Add Tech 19:203
Lei CH, Chen DH (2008) J Appl Polym Sci 109:1099
DePolo WS, Baird DG (2009) Polym Compos 30:188
Kalkar AK, Siesler HW, Pfeifer F, Wadekar SA (2003) Polymer 44:7251
Bai HY, Zhang Y, Zhang YX, Zhang XF, Zhou W (2005) Polym Test 24:235
Bai HY, Zhang Y, Zhang YX, Zhang XF, Zhou W (2006) J Appl Polym Sci 101:54
Kalhoro MS, Gabrys BJ, Zajac W, King SM, Peiffer (2001) Polymer 42:1679
Wen TT, Guo Y, Song SX, Sun SL, Zhang HX (2015) J Polym Res 22:222
Guo Y, He JX, Zhang XN, Sun SL, Zhang HX (2015) J Macromol Sci B 54:823835
Guo Y, Sun SL, Zhang HX (2014) RSC Adv 4:58880
Lin GP, Lin L, Wang XL, Chen L, Wang YZ (2015) Ind Eng Chem Res 54:1282
Sun SL, Zhang FF, Fu Y, Zhou C, Zhang HX (2013) J Macromol Sci B 2:861
Kuram E, Ozcelik B, Yilmaz F, Timur G, Sahin ZM (2014) Polym Compos 35:2074
Kuram E, Timur G, Ozcelik B, Yilmaz F (2014) Mater Manuf Process 29:1260
Zhang FF, Sun SL, Liu XY, Zhang LX, Zhang HX (2009) E-polymers 77:1
Wu JS, Wang K, Yu DM (2003) J Mater Sci 38:183
Wu JS, Mai YW, Yee AF (2000) J Mater Sci 35:307
Tseng WTW, Lee JS (2000) J Appl Polym Sci 76:1280
Brady AJ, Keskkula H, Paul DR (1994) Polymer 35:3665
Okamoto M, Shinoda Y, Kojima T, Inoue T (1994) Polymer 35:4868
Memon AN (1994) J Appl Polym Sci 54:1059
Gui Y, Sun SL, Han Y (2010) J Appl Polym Sci 115:2386–2393
Acknowledgements
This work was financially supported by the National Natural Science Foundation of China (51273025, 51272026, and 50803007) and Jilin Provincial Science & Technology Department (20140101104JC).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Deng, B., Lv, H., Song, S. et al. Modification of the reactive core-shell particles properties to prepare PBT/PC blends with higher toughness and stiffness. J Polym Res 24, 85 (2017). https://doi.org/10.1007/s10965-017-1250-3
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s10965-017-1250-3