
Abstract
In this research, a series of epoxy-silicone copolymers were prepared from methyl phenyl silicone intermediates (PMPS) with a bisphenol A type epoxy resin (E-51) by condensation with dilaurate dibutyltin acting as catalyst. The chemical structure of the siloxane-bridged epoxy resin was characterized by Fourier transform infrared spectroscopy (FTIR), 1H-NMR and an epoxy equivalent weight (EEW) test. The modified epoxy resins showed better elongation at break and izod notched impact strength than neat resin. TGA results revealed that the residue at 600 °C of the modified epoxy resin increased with the increase of siloxane content. DMA tests displayed that the addition of silicone effectively enhanced the damping properties. Morphology studies indicated that the increase in izod notched impact strength is due to the suitable diameter of silicone phases because of the silicone toughening effect.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Epoxy resin is considered as one of the most important thermosetting polymers with many desirable properties such as good solvent resistance, remarkable adhesive strength, ease of cure, and processing [1, 2]. They are widely used as binders for coatings and in adhesive applications. However, these products tend to be rather brittle due to their high cross-link density and easy to combust when it is ignited, which limited its applications in many fields.
To improve the toughness of epoxy polymers, it has been established that the incorporation of thermoplastic polymers [3], liquid rubbers [4, 5], and nanofillers [6, 7] into epoxy resins can increase the toughness. However, the presence of unsaturated structure in liquid rubbers such as carboxyl-terminated butadiene acrylonitrile and hydroxyl-terminated butadiene acrylonitrile bring about thermal instability and low oxidation resistance into the epoxy matrix. Hence, such modified resins are not suitable for applications at high temperature. To address these issues, blending with thermoplastics and nanofillers have been attempted, however these compositions are associated with processing difficulties.
The use of poly(dimethylsiloxane) (PDMS) as a modifier for the cured epoxy matrix may present some advantages such as superior thermal and thermo-oxidative stability, enhancement of the hydrophobic properties, improving the toughness without losing thermal properties and flame retardancy of epoxy resins. However, pure PDMS had very little use as a toughening agent because of the poor compatibility between soft segments of PDMS and polar hard segments in epoxy which largely resulted from the lack of hydrogen bonding [8]. To improve the compatibility of polysiloxanes with epoxy resins, various methods have been developed, including using silane coupling agents [9, 10], introduction of functional groups, such as hydroxyl [11, 12], amino [13], epoxy [14] and isocyanate group [15], using polysiloxane containing block copolymers [16], and making use of sol–gel method to bridge the polysiloxane and the epoxy phases [17].
In this work, methyl phenyl silicone intermediates (PMPS) was applied to modify epoxy resin, in hope of gaining great improvement of char residue, and toughness within normal using conditions of epoxy. In order to improve the compatibility of polysiloxane and epoxy resin, PMPS was firstly reacted with a certain amount of epoxy, and then the curing process was carried out. In this paper, effects of the addition of PMPS on the char residue, morphology and damping properties of the silicone-modified epoxy resins were examined in detail.
Experimental
Materials
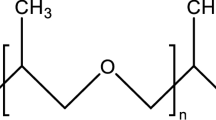
Bisphenol-A type epoxy resins (E-51) with an epoxide equivalent weight of 185–192 g/eq (n = 0.1) were purchased from Wuxi Resin Plant, China. Polypropylene oxide diglycidyl ether (DER732) with an average molecular weight of 640 g/mol was supplied by Dow Chemical Company. DER732 was used to reduce the viscosity in the curing process. Methyl phenyl silicone intermediates (PMPS) was obtained from Dow Corning (Mw = 1719, Mw/Mn = 1.81). The curing agent used in the study, bis-(2aminopropyl) polypropylene glycol (EC-301) was purchased from BASF Chemical Company (equivalent [H] weight: 61.0). Dibutyltindiaurate (DTBDL) was purchased from Chengdu Chemical Reagent Company and used as catalyst. The chemical structures of E-51, PMPS, DER732 and EC-301 are shown in Fig. 1.

Chemical structure formula of E-51, PMPS, DER732 and EC-301
Synthesis of silicone oligomer-bridged epoxy resins (PSG)
E-51 was firstly fed into a 250 mL three-neck rounded-bottomed flask, which was equipped with a mechanical stirrer, a thermometer and a connection to N2 cylinder. Epoxy resins were preheated to 120 °C in an oil bath and then a stoichiometric amount of PMPS was added and stirred under nitrogen atmosphere. The compositions are illustrated in Table 1. Then a certain amount (0.5 % of E-51) of DTBDL was added as catalyst into the flask after PMPS was completely meltdown. The polymerization was carried out at 120 °C for 2 h under stirring rate of about 500 rpm. The process of the reaction is shown in Scheme 1. After the reaction completed, the colorless, transparent, viscous and homogeneous products were obtained. The structure and the equivalent weight of these resultant products (PSG) were confirmed by flourier transform infrared spectrometer, 1H-NMR and the hydrochloric acid/acetone method, respectively.

The process of synthesizing silicone oligomer-bridged epoxy resins (PSG)
Curing of silicon modified epoxy resin
PSG and DER732 were mixed together in a beaker, then a stoichiometric amount of curing agents (EC-301) was added at room temperature. The compositions are illustrated in Table 2. The equivalent ratio between the epoxy resin and curing agent was based on the epoxide equivalent weight of epoxy resin and the amine equivalent weight (A.E.W) of the curing agent. These blends were completely mixed by a mechanical stirrer and degassed in a vacuum oven to eliminate air bubbles. The bubble-free mixtures were poured into 4 mm-thick polytetrafluoroethylene (PTFE) molds which were preheated at 80 °C to prepare the specimens for mechanical tests. The materials were cured at 80 °C for 2.5 h and 125 °C for 3 h in a convection oven.
Characterization
The NMR measurements were carried out on a DRX-400 (Bruker Company, Germany) 400 MHz NMR spectrometer to obtain 1H-NMR spectra at 25 °C. The samples were dissolved in CDCl3.
An fourier transform infrared (FTIR) spectrum was obtained by Nicolet 570 using potassium bromide (KBr) pellets to investigate the structure of the polymer. The scans were collected in the range of 4000–400 cm−1 wavenumber at room temperature.
Epoxide equivalent weights (EEW) of the polyorganosiloxane-bridged epoxy resins (PSG) systems were determined according to GB 1677–81 standard. The analyses were performed in duplicate. The samples weighed 0.5–1.0 g, which were sufficient to determine the EEW values.
Dynamic mechanical analysis (DMA) was performed using an RSA III instrument (TA Instruments, USA) at a fixed frequency of 1 Hz with a heating rate of 3 °C/min. The test temperature was increased from 10 to 120 °C.
Thermogravimetric analysis (TGA) was conducted on a thermogravimetric analyzer (Q500, TA Co, Ltd. USA) under dry nitrogen gas with a flow rate of 100 mL/min. Samples were heated at a rate of 10 °C/min and the relative mass loss of the samples was recorded from 50 °C to 600 °C.
The tensile strength and breaking elongation of the cured specimens were conducted with the help of Universal tensile instrument (INSTRON 5567) according to GB/T 2567–2008. The test was performed under a rate of 10 mm/min at room temperature.
The Izod notched impact strength of the cured specimens was tested with an Izod Impact Tester (MTS Co.) according to GB/T 2567–2008. The size of the tested specimen was 4 × 10 × 80 mm. All mechanical property values were obtained by averaging the five experimental values.
The morphology of the impact fracture surfaces was observed using a scanning electron microscope (SEM: JSM-5900, JEOL Co., Ltd) at an accelerating voltage of 5 KV. Prior to the examination, the fractured surfaces were coated with gold in order to enhance conductivity and prevent charging.
Results and discussion
Characterization of silicone oligomer-bridged epoxy resins
Figure 2 shows the FTIR spectra of neat epoxy resins (E-51), PMPS and PSG4 (E51/PMPS = 40/40). For PSG4, the characteristic absorption peaks at 1438, 1247, 1132, 913 and 832 cm−1 were attributed to the Si-C6H5, Si-CH3, Si-O-C and the terminal epoxy groups, respectively [18–20]. Compared PSG4 with E-51, these peaks ultimately were nearly the same. This indicated that small amount of the epoxy groups have reacted with Si-O-H. The strong band in the range of 1028–1132 cm−1 becomes broader after reaction with E-51, which was likely the result of the formation of Si-O-C bond. However, the formation of the Si-O-C bond overlapped the Si-O-Si band in the region 1035–1165 cm−1 and 1000–1200 cm−1 of C-O-C vibration. The broad Si-O-H peak between 3200 cm−1 and 3600 cm−1 of PMPS almost disappeared in PSG4 attributed to the reaction between Si-O-H and C-O-H of epoxy resin.

FTIR spectra of E-51(1), PMPS(2) and PSG4(3)
Pure epoxy resin (1H-NMR, CDCl3), δ (ppm): 7.14–6.8 (aromatic ring protons), 4.17 (−CH2-O-Ar), 3.33–3.30 (−CH, oxirane), 2.9–2.7 (−CH2, oxirane), 1.8–1.6 (−CH3). The 1H-NMR of PSG4 is shown in Fig. 3. The presence of characteristics peaks in 1H-NMR spectra (δ, ppm, 2.3 (CH-O-Si)) of PSG4 attributed to the reaction between Si-O-H and C-O-H of epoxy resin and PMPS (Scheme 1) [18]. The results further support the formation of the PSG copolymer.

1H-NMR spectra of the epoxy resin modified with silicone
The EEW values of the synthesized PSG copolymer are listed in Table 3. The calculated values based on the weight ratios agree well with the experimental data of PSG copolymer. This further confirms the polycondensation with opening a small amount of epoxy ring which resulted in a minimum increase of epoxy equivalent weights. These results corresponded with our anticipation.
Mechanical properties
The values of tensile strength and elongation at break of Epoxy-silicone systems (ESI) are illustrated in Fig. 4. The declined tensile strength with an increase of PMPS is due to the presence of the flexible siloxane linkages, free rotation of the Si-O-Si bonds. The maximum breaking elongation of cured resins was observed at 49.6 % at the content of PMPS reached 40 wt%, which is 6.25 times higher than the unmodified epoxy resin. The toughness of the resulting epoxy resin improves markedly which can be ascribed to the effect of flexible -Si-O-Si- skeleton, resilient behavior and constant stress dissipating capability [21].

Tensile strength (a) and elongation at break (b) of the ESI systems as a function of PMPS content
Figure 5 shows the Izod notched impact strength values of the ESI systems as a function of PMPS content. When the addition quantity of PMPS is 30 wt% or less, a slight improvement of impact strength is observed. The reason may be due to the fact that the silicone particles in epoxy resin matrix are too small to generate plastic deformation. However, when the content of PMPS reaches 40 wt% in the system, the impact strength reaches 12.1 KJ/m2, which is 5.4 folds higher than the pure epoxy resin. This result can be interpreted in terms of increased energy dissipation induced by addition of siloxane segment into the epoxy network [22, 23]. In addition, the -Si-O-Si- skeletal bond has a length of 1.64 Å, which is significantly longer than that of the -C-C- bond (1.53 Å). Therefore, the steric interferences or intramolecular congestion is diminished. Moreover, the -Si-O-Si- bond angle 143° is much more open than the usual tetrahedral bond angle 110°. These structural features have a profound effect on the impact strength of a polymer and have enough mobility to absorb impact energy, thereby increasing the impact resistance of the polymer to a greater extent [24].

Izod notched impact strength of the ESI systems as a function of PMPS content
Morphology of cured blends
The fracture surface of ESI was analyzed using SEM. Typical SEM are shown in Fig. 6. The analysis of the scanning electron microscope pictures indicated the existence of “sea island structure” in the epoxy resin. Sultan and McGarry [25] showed that the fracture toughness of a brittle epoxy could be improved by the incorporation of rubber spheres. Hence, the PSG particles are believed in this regard to act like rubber particles to improve fracture toughness of the epoxy resin.

SEM micrographs of the fracture surfaces of epoxy resin modified with silicone: a EP, b ESI-10, c ESI-20, d ESI-40
Wu [26] studied the relationship between the impact strength and rubber content of nylon-6/EPDM blends, created a brittle-ductile transition master curve, and proposed a concept of the matrix ligament thickness, L, which is defined as the nearest distance of the matrix between two neighboring rubber particles. When the average ligament thickness is smaller than the critical ligament thickness, Lc, the blend will be tough, conversely, when L is larger than Lc, the blend will be brittle. In our study, 40 wt% PMPS should be a critical weight fraction of the particles for which the toughening effect occurs.
TGA analysis of cured epoxy mixture
In this work, TGA was used to analyze the gas product during the thermal degradation process. TG curves of ESI systems in nitrogen are presented in Fig. 7. The initial decomposition temperature of samples which was evaluated by the temperature of 5 wt% weight loss (T-5%) [27] and the solid residue left at 600 °C were obtained from the TG curve. And the temperature at the maximum weight loss rate (Tmax1 and Tmax2) of researched samples was obtained from the DTG curve. These data are given in Table 4.

TGA cures of ESI systems under nitrogen at indicated heating rates
Figure 7 shows that the pure epoxy resin started to decompose at 332.1 °C, the thermal degradation process of the pure epoxy resin exhibited only two stages and its corresponding Tmax were 347 °C and 377 °C, respectively. And the leaving residual yield was 4.5 %. When the proportion of epoxy resin decreased, the systems began to lose weight earlier than unmodified epoxy resins due to its lower cross-linking density of the cured systems. However, the solid residual yield increased to 27.2 % comparing with epoxy resins with 40 wt% PMPS. Higher activation energy is required to destroy the siloxane inorganic polymer skeleton, thus leaving higher solid residue.
Damping properties of the cured epoxy systems
The damping properties of neat epoxy and PMPS modified epoxy resin was investigated based on the storage modulus curves and tan curves which are obtained from DMA (see Fig. 8). The variation in Tg for the epoxy systems with respect to the PMPS content is given in Table 5. The results indicated that with increasing the content of PMPS, Tgs of epoxy systems decreased from 79oC to 45oC and storage modulus also decreased. Zhang [28–30] revealed that the cross-linking density has a close relationship with Tgs and storage modulus. As the cross-linking densities increased, the molecular motion of the polymer chains became more restricted, and the amount of energy dissipated throughout the polymer decreased dramatically. Therefore, storage modulus was increased and the Tgs shifted to higher temperatures. Thus, it is reasonable to denote that the addition of PMPS decrease the cross-linking density of the resulting copolymers, which is an important factor to effect the Tgs and storage modulus.

Storage modulus and tan delta relaxations of the cured ESI blends
Besides, it is obvious that the introduction of PMPS improves the damping properties over a wide temperature range, for example, the temperature range of tanδ ≥ 0.2 for EP was 63.5 °C to 90.1 °C. However, the temperature range of tanδ ≥ 0.2 was 26.0 °C to 63.4 °C for ESI-40.
Conclusion
In this paper, a series of epoxy-silicone copolymers were synthesized. FTIR, 1H-NMR and EEW results confirmed that reaction between E51 and PMPS occurred. The tensile, impact tests and SEM photos indicated that the introduction of -Si-O-Si- chains and the dispersion size of PMPS particles had much effect on the mechanical properties of curing epoxy resin. It was found from the data of TG that epoxy-silicone copolymers exhibited excellent thermal stability. The DMA measurements indicated that silicone improved the damping characteristics of epoxy resin.
References
Pan G, Du Z, Zhang C, Li C, Yang X, Li H (2007) Polymer 48:3686
Francis B, Thomas S, Sadhana R, Thuaud N, Ramaswamy R, Jose S, Rao VL (2007) J Polym Sci B Polym Phys 45:2481
Rostamiyan Y, Fereidoon AB, Hamed Mashhadzadeh A, Khalili MA (2013) J Polym Res 20:1
Tripathi G, Srivastava D (2008) Mater Sci Eng, A - Struct 496:483
Chen SB, Wang QH, Wang TM (2011) Polym Test 7:726
Roy PK, Ullas AV, Chaudhary S, Mangla V, Sharma P, Kumar D, Rajagopal C (2013) Iran Polym J 22:709
Asif A, Rao VL, Ninan KN (2011) Polym Adv Technol 22:437
Liu PG, Song JX, He LH, Liang XQ, Ding HY, Li QF (2008) Eur Polym J 44:940
Alagar M, Kumar AA, Prabu AA, Rajendran A (2004) Int J Polym Mater 53:45
Prabu AA, Alagar M (2005) J Macromol Sci, Part A: Pure Appl Chem 42:175
Huang W (2001) Polymer 42:1763
Wu SY (2002) J Appl Polym Sci 84:2352
Shon M, Kwon H (2009) Corros Sci 51:650
Jang M, Crivello JV (2003) J Polym Sci A Polym Chem 41:3056
Shih WC, Ma CCM, Yang JC, Chen HD (1999) J Appl Polym Sci 73:2739
Ku C-K, Lee Y-D (2007) Polymer 48:3
Lin ST, Huang SK (1996) J Polym Sci A Polym Chem 34:1907
Sharif A, Gupta AP, Eram S, Manawwer A, Pandey SK (2005) Prog Org Coat 54:248
Park SJ, Jin FL, Lee JR (2004) Macromol Chem Phys 205:2048
Loera AG, Cara F, Dumon M, Pascault JP (2002) Macromolecules 35:6291
Wang WJ, Perng LH, Hsiue GH, Chang FC (2000) Polymer 41:6113
Woo YJ, Jin LY, Bok LS (2014) Cryogenics 61:63
Deng L, Shen M, Yu J, Wu K, Ha C (2012) Ind Eng Chem Res 51:8178
Ananda Kumar S (2006) Eur Polym J 42:2419
Sultan JN, McGarry FJ (1973) Polym Eng Sci 13:29
Wu S (1985) Polymer 26:1855
Lu TL, Liang GZ, Peng YL, Chen T (2007) J Appl Polym Sci 106:411
Zhang C, Madbouly SA, Kessler MR (2015) ACS Appl Mater Interfaces 7:1226
Zhang C, Li Y, Chen R, Kessler MR (2014) ACS Sustainable Chem Eng 2:2465
Zhang C, Wu H, Kessler MR (2015) Polymer 69:52
Acknowledgments
The authors would like to thank the National Natural Science Foundation of China (51273118), the Science & Technology Pillar Program of Sichuan (2013FZ0006) and the Fundamental Research Funds for the Central Universities of China (2015SCU11008) for financial support, and the Analytical and Testing Center of Sichuan University for providing SEM measurements.
Author information
Authors and Affiliations
Corresponding authors
Rights and permissions
About this article

Cite this article
Heng, Z., Zeng, Z., Chen, Y. et al. Silicone modified epoxy resins with good toughness, damping properties and high thermal residual weight. J Polym Res 22, 203 (2015). https://doi.org/10.1007/s10965-015-0852-x
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s10965-015-0852-x