
Abstract
Rigid chemical structure provides for excellent thermal and thermo-mechanical properties of heat resistant organic polymers, but affects their fabricability. For the first time a new original chemical approach to the problem of combining high-temperature stability, durability of thermosetting polymers with environmental safety and easy processability has been developed and demonstrated in detail. The key methodological concept was introducing a new structure-forming tool (α-hydroxyethyl)phenylene functional groups) into the chemistry of thermally stable organic polymers. The main goal of this work was to reveal structure–property correlations for rolivsans and products of their cure; using the obtained data would allow to combine resin processability with high thermo-oxidative stability, good heat deformation characteristics and mechanical strength of the prepared polymeric materials. The properties of network copolymers of (di)vinylaromatic ethers with thermosensitive (di)methacrylates and copolymer-based composites were studied. These copolymers were capable of changing their (micro)structure, crosslink density and mechanical properties in the process of thermal treatment. Rolivsan resin compositions with equimolar concentrations of styrene-like and methacrylate end groups have shown optimal combination of fabricability, mechanical strength and heat deflection temperature (HDT). It was found that HDT of rolivsan castings/glass-reinforced plastics was 250 °C/275 °С. Rolivsan copolymers/composites could withstand short-duration temperature spikes (up to 350 °C).
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
As is well-known, high-temperature properties of organic polymers (which are characterized by glass-transition temperature (Тg), heat deflection temperature (HDT) and temperatures of thermo-oxidative destruction (e.g., temperature of 5 % weight loss (T5%)), on the one hand, and their good fabricability, on the other hand, are reached by using various synthetic methods and including flexible or rigid chemical fragments into polymer chains. Poor processability is peculiar to commonly used heat resistant polyimides containing rigid aromatic, heterocyclic and densely cross-linked fragments obtained by polycondensation. On the contrary, common solvent-free liquid unsaturated (poly)ester and epoxy thermosetting resins which are easily cured (for example, by free radical crosslinking and the epoxide–amine polyaddition reactions), include relatively flexible ether/ester units and have not very high crosslink density. However, they demonstrate low heat resistance (on the average, their HDT is 100 ± 50 °C). Therefore, great attention is still given to developing new methods for the synthesis of heat resistant polymers combining high thermal stability and durability, good fabricability and environmental safety. Various palliative approaches are suggested (e.g., introduction of different combinations of rigid-flexible structural elements into polymer chains [1, 2]).
Chemistry of rolivsan resins
The development of rolivsans involved novel chemical approach to the synthesis of high-temperature thermosetting resins. This approach is based on the introduction of a new structure-forming tool into the chemistry of heat resistant polymers, namely, (α-hydroxyethyl)phenylene group (−C6H4-CH-(CH3)-OH) and its esters (thermosensitive cyclizable methacrylates). Rolivsans are formed in the series of consecutive-parallel reactions (catalyzed by strong acids) between di-secondary aliphatic-aromatic diols (di-sec. diols) and unsaturated carboxylic acids [3–9]. Thermosetting resins of this type may be obtained from various di-sec. diols and carboxylic acids [5–8]. However, the most promising materials were synthesized via the acid-catalyzed reaction of one di-sec. diol (bis-[4-(α-hydroxyethyl)phenyl] ether, BHEPE) with methacrylic acid (MAA) [4, 7, 8]. Rolivsans (ROLs) are solvent-free liquid or low-melting monomer-oligomer compositions including bis-(4-vinylphenyl) ether (4,4′-divinyldiphenyl oxide), (di)methacrylates of BHEPE and highly unsaturated aromatic oligoethers containing terminal styrene-like and methacrylate groups (ROLs-OLs).
The studies of mechanism of the ROLs formation have revealed that in the one-pot process, the following consecutive-parallel acid-catalyzed polyreactions occur:
- (a)
-
(b)
co(poly)condensation of BHEPE and MAA leading to the formation of oligoethers with methacylate end groups (OMEG) [10],
-
(c)
acidolysis and dehydration of OMEG resulting in the formation of bis-(4-vinylphenyl) ether (М1), methacrylic ester of 4-vinyl-4′-(α-hydroxyethyl)phenyl ether (М2) and dimethacrylic ester of bis-[4-(α-hydroxyethyl)phenyl] ether (М3) [3, 4],
-
(d)
stepwise splitting of the М2 and М3 methacrylates [3, 4]: М3 → М2 + MAA, M2 → M1 + MAA,
-
(e)
cationic proton-transfer polyaddition reactions of (di)vinylaromatic compounds (M1) [3, 4, 11–15].
Thus, it has been established that aromatic compounds containing two (α-hydroxyethyl)phenylene groups are capable to start cascade of consecutive-parallel polyreactions yielding a new type of solvent-free liquid or low-melting multicomponent polyfunctional compositions which were called «rolivsan thermosetting resins».
It has been found that thermal cure of ROLs leads to the formation of heat resistant network copolymers capable of changing their chemical structure [16–19], microstructure [20], network density and, accordingly, their thermal and mechanical properties. In the present work, the first detailed studies of the influence of structure and composition as well as cure and post-cure schedules of ROLs on thermal and mechanical properties of the resulting network copolymers and compositions were carried out.
Experimental
Materials
Raney nickel catalyst and alkali-free aluminoborosilicate sateen fiberglass cloth (“T-10-14(92)” grade) were purchased from MERCK-Schuchardt, Germany and J-SC RLB Silika, Moscow, respectively used as received. Remaining chemicals were purchased from Aldrich and used as received.
Characterization
Size exclusion chromatography (SEC) studies of rolivsans were made using a GPC Waters chromatograph equipped with Ultrastyragel (500Ǻ) columns at 20 °С; toluene was used as an eluent [4]. Number-average molecular weights of oligomers (Mn) were determined using a Hitachi-Perkin-Elmer 115 steam osmometer [15]. Viscosity of samples was measured with a “Rheotest-2” rheogoniometer. Accelerated thermo-oxidative aging of the cured ROL samples (with masses of 0.50 ± 0.1 g and average dimensions of 35 × 4 × 3 mm) was conducted in air thermostat at constant temperature (300, 320 and 350 °С); mass losses were determined every 1–3 h.
Dynamic thermogravimetric analysis (DTGA) of grinded samples of the cured M1 and ROLs was performed using a Paulik-Paulik-Erdei “Derivatograph C” (MOM, Hungary); heating rate was 10 °С/min. The flexural strength (σF t,°C) of (clear) castings and fiberglass cloth laminates at various temperatures was determined using the three-point flexural test; the test machine was equipped with a thermal chamber. The samples with rectangular cross-section had the following dimensions: width 3–4 mm, thickness ~1.0–2.3 mm, the length of the support span 15 mm. Loading speed was 1.5 mm/min. Temperature dependences of the dynamic Young’s modulus (Е’) and mechanical loss tangent (tan δ) were obtained dynamic mechanical analysis (DMA) using a DMA 242C/1/F dynamic mechanical analyzer (NETZSCH, Germany) at a frequency of ~1 Hz. The stress–strain properties of planar samples of the cured ROL-II (including modulus of elasticity (Et,°C), ultimate lengthwise strain (ε11 t,°C), ultimate crosswise strain (ε22 t,°C), and the Poisson ratio (μt,°C)) were studied within the temperature range of 20–350 °С at uniaxial and biaxial loading using a MTS Criterion system [25] (see Table 4).
General procedure for the one-pot synthesis of rolivsan resins
The synthesis of rolivsan resins includes:
-
1.
preparation of bis-(4-acetylphenyl) ether (BAPE) via the Friedel-Crafts acetylation of diphenyl ether,
-
2.
preparation of bis-[4-(α-hydroxyethyl)phenyl] ether (BHEPE) by catalytic hydrogenation of BAPE on the Raney skeletal nickel catalyst [21],
- 3.
The details of obtaining the ROL resin compositions which have been poorly described in previous publications are given below.
Synthesis of bis-(4-acetylphenyl) ether
The mixture of 200 mL of methylene chloride (CH2Cl2) and 330 g (2.5 mol) of anhydrous aluminium chloride (AlCl3) was placed in a 2 L three-necked round-bottom flask immersed in the ice bath. The flask was equipped with mechanical stirrer, thermometer, dropping funnel and reflux condenser with gas outlet pipe connected to a trap (gas absorber) containing alkali solution for removing hydrogen chloride (HCl). 172.6 g (2.2 mol) of acetyl chloride (AcCl) was slowly added to this mixture from the dropping funnel at stirring (for about 15 min, at 5–10 °C). Then, the dropping funnel was charged with 170.2 g (1.0 mol) of diphenyl ether (DPE) diluted by 60 mL of CH2Cl2 (to avoid DPE crystallization). The DPE solution was gradually (for about 30 min) added to the acetylating complex at 5–10 °C and at vigorous stirring. Then, the reaction mixture was stirred at 20–25 °C for 1 h. Decomposition of the BAPE/AlCl3 complex was carried out in a 5 L three-necked flask immersed in the ice bath. Solution of the complex in CH2Cl2 was slowly added to the ~20 wt.% solution of HCl at stirring (at 5–10 °C for about 15 min). CH2Cl2 was removed at 30–40 °C by distillation, the precipitate was washed with water, treated with 1 L of 2–3 wt.% solution of NaOH at 50 °C for 2 h, and washed again with water, until pH = 7.0 was reached. The product was filtered off and dried at 50–75 °C for several hours. Yield: 97 % (247 g), melting temperature (Tm) ~103 °C.
Synthesis of bis-[4-(α-hydroxyethyl) phenyl] ether (BHEPE)
Hydrogenation of BAPE was carried out according to the modified procedure, in a 5 L vertical stainless steel jacketed autoclave equipped with a mechanical stirrer (3000 rev/min), siphon, thermocouple, manometer gage and annular electric heater. The mixture of 770 g (3.03 mol) of BAPE, 2.8 L of ethanol, and 135 g of a wet spread (paste) of the Raney nickel catalyst (MERCK-Schuchardt, Germany) was placed into the autoclave. The percentages of dry Ni and Al in the catalyst were ~88 and 12 %, respectively. Hydrogenation of BAPE was carried out at stirring and heating the reaction mixture; the initial hydrogen pressure was ~100 atm. The decrease in pressure caused by hydrogen absorption was 55 atm. for the first 4 h, while the temperature increased from 17 to 40 °C. The pressure was again raised to 100 atm., and the mixture was gradually heated from 40 to 50 °C, in order to speed up the reaction. The drop in the pressure (20 atm.) was observed for the next 2 h. The completeness of the reaction was estimated by IR-spectroscopy. In the IR spectra of the taken samplings, the disappearance of acetyl group absorption band at 1670 cm−1 was observed. The yield of the crude BHEPE was 780 g (after sedimentation of the catalyst, filtration of the alcoholic solution, and removing ethanol by distillation). Recrystallization of the crude product using 5.2 L of toluene gave 675 g of the purified BHEPE (86 wt.%), Tm 85–87 °C.
Preparation of rolivsan resins
Preparation of the ROL-I resin
For the preparation of the ROL-I resin composition, the mixture of 50.0 g (0.1936 mol) of BHEPE, 400 mL of benzene, 1.25 g of copper (I) chloride (CuCl) and 0.050 g of hydroquinone (HQ) was placed in an 1 L three-necked round-bottom flask equipped with mechanical stirrer, thermometer, and reflux condenser connected to the Dean-Stark trap. The mixture was stirred and heated up to 70–80 °C, in order to achieve BHEPE dissolution. After that, 41.7 g (0.4844 mol) of MAA and 1.250 g of p-toluenesulfonic acid monohydrate (p-TSA) were added to the reaction mixture, and the solution was refluxed at ~80 °C for 1 h 40 min. The water released during the process was distilled off as a toluene-water azeotrope. When water release stopped, the resin solution was cooled down to room temperature, precipitate was filtered off, and the solution was washed successively with distilled water (several times, ~50 mL at a time), with 5 % solution of NaHCO3 (three times, 50 mL at a time), and with water (several times, 100 mL at a time), until pH = 7 was reached. The solution was dried over CaCl2, filtered again, and benzene was removed by distillation under reduced pressure. The yield of the resin was 48 g. The composition and properties of the ROL-I resin are given in Tables 1 and 2.
Preparation of the ROL-II resin
For the preparation of the ROL-II resin composition, the mixture of 140.0 g (0.542 mol) of BHEPE, 3.5 g of CuCl, 1.4 g of HQ, 1300 mL of toluene and 70.0 g (0.813 mol) of freshly distilled МАА was heated at stirring at the temperature of 70 °С for ~15 min. After that, 0.420 g of p-TSA was added to the solution; the mixture was stirred, boiling temperature (102–111 °С) was maintained until the dehydration process ceased (i.e., for 1.5 h); the main amount of water (~14 mL) was released during the first half hour of the synthesis. The yield of the resin was 145 g. The composition and properties of the ROL-II resin are given in Tables 1 and 2.
Preparation of the ROL-III resin
For the preparation of the ROL-III resin composition, the mixture of 130.00 g (0.5032 mol) of BHEPE, 0.260 g of p-tert-butyl catechol (p-TBC), 1040 mL of toluene, 1.30 g of p-TSA and 43.5 g (0.505 mol) of freshly distilled МАА was refluxed for ~40 min. During heating, ~16.7 mL of water was released. Then, the temperature was lowered down to 70 °С, and the reaction mixture was stirred at this temperature for 1 h. The following procedures were carried out as described above. The yield of the resin was 125 g. The composition and properties of the ROL-III resin are given in Tables 1 and 2.
Synthesis of bis-(4-vinylphenyl) ether (M1)
The mixture of 30.03 g (0.1163 mol, or 0.2981 mol/L) of BHEPE, 0.030 g of p-TBC, 0.1470 g (~2 × 10−3 mol/L) of p-TSA and 360 mL of toluene was refluxed for 2 h 20 min. The water released during dehydration was removed from the system by azeotropic distillation, and the reaction mixture was treated as described above. The yield of the unsaturated composition enriched with bis-(4-vinylphenyl) ether (M1) was 96.7 % (25.0 g), Tm 84–86 °C. According to the size-exclusion liquid chromatography (SEC), the percentages of components (wt.%) were as follows: the M1 monomer ~90, its unsaturated dimer ~9, its unsaturated trimer and tetramers <1 %. After recrystallization from ethanol, the M1 product with the purity of higher than 99.5 % and Tm of 85–87 °C was obtained.
Acid-catalyzed oligomerization of bis-(4-vinylphenyl) ether
Oligomers of higher molecular weights (OLM=900) were synthesized via acid-catalyzed polycondensation and dehydration of BHEPE and subsequent cationic polyaddition of the formed bis-(4-vinylphenyl) ether (M1) (Scheme 1). The mixture of 180.00 g (0.6968 mol) of BHEPE, 0.1809 g of p-TBC and 1440 mL of toluene was heated and stirred at 80–90 °С for 15 min. 1.2325 g (~4 × 10−3 mol/L) of p-TSA was added to the obtained solution; the reaction mixture was refluxed for 1.5 h. During this period, 24.5 mL of water was removed from the system. Then, the temperature was lowered down to 80 °С, the solution was additionally stirred for 0.5 h, cooled to room temperature and treated as described above. The yield of OLM=900 was 148.2 g; content of double bonds (>С=С<) was 0.0053 mol/g, Tm was 45–55 °C, nD 60 = 1.6285, nD 24.0 = 1.6430 (supercooled liquid), viscosity (ηt,°C, mPa∙s) had the following values: η80 = 840, η100 = 200, η140 = 15; Мn = 900 ± 100. Percentages of components (wt. %, SEC): M1 — 20 %, dimer — 15 %, trimers — 13 %, tetramers — 12 %, pentamers ~10 %, hexamers ~10 %, oligomers with higher molecular masses ~20 %.

Acid-catalyzed reactions of di-secondary aliphatic-aromatic diols
Preparation of rolivsan (clear) castings
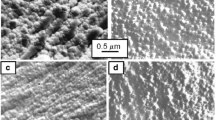
The bulk polymer samples (Fig. 1) were prepared by thermal cure of ROL compositions cast into open rectangular brass molds treated with the methyltrichlorosilane solution with dimensions of 32 × 25 × 15 mm; the process was conducted in air according to the following regime (heating rate (deg/h)/the temperature range): 5/140–170 °С,15/170–200 °С, 25/200–300 °С.

The cured ROL-I samples after heating up to: (a) 180 °C/3 h, (b) 250 °C/8 h
Preparation of fiberglass cloth laminates
Fiberglass cloth laminate samples in the form of plates with a thickness of 1.6–2.0 mm were obtained by hot pressing of prepregs consisting of 5, 6 or 8 sheets of dried fiberglass cloth (untreated or annealed at 220 °C for 2 h). The fiberglass cloth was made from alkali-free aluminoborosilicate sateen fiber (“T-10-80(92)” grade) impregnated with binders based on ROL-I, ROL-II or bis-(4-vinylphenyl) ether (M1). The specific molding pressure was 0.1 MPa. Hot pressing of the stack of prepregs was carried out via gradual temperature increase from 140 tо 300 °С as described above. The content of binder in laminate was 30 ± 3 wt.%.
Results and discussion
The dependence of composition and properties of samples on synthesis conditions
The ROL-I, ROL-II and ROL-III samples studied in this work were obtained after boiling the mixture of BHEPE and MAA in benzene or toluene in the presence of acid catalyst and inhibitors of polymerization. Generally, the dependence of ROL composition on synthesis conditions can be presented as follows (Scheme 2):

General synthetic route for the one-pot acid-catalyzed chemical transformations (“(poly)condensation”) of the BHEPE diol with methacrylic acid
The rate of formation of monomeric (М1, М2, М3) and oligomeric (ROLs-OL) unsaturated ethers/esters (Table 1) and, therefore, composition of ROL resins, depends on the [BHEPE]/[MAA] molar ratio, p-TSA concentration, temperature and duration of the reaction (Tables 1 and 2). Molecular weight distribution (MWD) of ROLs-OL oligomers depends mainly on reaction temperature and p-TSA concentration. However, mere varying conditions of ROL synthesis does not allow to obtain products of any desired composition. Concentration of methacrylates (M2 and M3) reaches maximum in the first stages of synthesis, but upon further boiling the mixture, their concentration gradually decreases due to partial splitting [3, 4]. With that, concentration of the M1 monomer increases (Eqs. 1 and 2):
The formation of highly unsaturated oligomers
In the final stage of rolivsan synthesis, monomers M1 and M2 are consumed fast (especially when temperature decreases from 110° tо 70–80 °С and/or p-TSA concentration increases [11–14]) in stepwise dimerization reactions yielding ROLs-OL (Eq. 3):
where -m1- and m2- are the М1 and M2 monomer units, respectively.
These reactions are similar to the acid-catalyzed styrene dimerization leading to the formation of 1,3-diphenylbutene-1 [13, 14], which, in contrast to the considered divinylaromatic ether (M1) and oligoether (OL), is not capable of further dimerization. In the ROL synthesis, these reactions are the slowest [4, 15] and yield mainly unsaturated dimers (Fig. 2) as well as small amounts of trimers and oligomers with higher molecular weights (ROLs-OL). In addition to typical ROLs of common composition (ROL-I, ROL-II) obtained by chemical reactions, we have also prepared modified compositions of ROLs by introducing components with the lowest molecular weight (M1) or the highest molecular weight (OLM=900). These components were obtained separately. OLM=900 possesses higher viscosity and number-average molecular weight (Mn = 900) than the oligomers comprised in common rolivsans (ROLs-OL). Study of the modified ROLs was interesting, since it would allow to obtain network copolymers with extended range of crosslink density and optimized thermal and mechanical properties. In contrast to the rolivsan synthesis, preparation of OLM=900 was performed via similar BHEPE reactions in the absence of MAA (Scheme 1).

Chemical structure of unsaturated dimers
The cure mechanism
Processes of thermocatalytic cure of ROLs and every aromatic monomer and oligomer comprised in the resins have been studied previously [16–19, 22, 23, 26]. In the first (relatively low-temperature, 140–170 °С) stage of the cure process, thermal copolymerization (free radical crosslinking) of unsaturated components occurs, and copolymers with dense network are formed [17, 19]. When temperature is increased up to 180 °С, methacrylate crosslinks manifest thermal instability and split with the formation of pending MAA groups and styrene-like monomer (CH2 = CH-Ar-) units [17, 19, 23, 24]. Then, at 200–250 °С and higher temperatures, adjacent MAA units and units containing aromatic styrene-like rings are involved in solid-phase intramolecular cyclization reactions (Friedel–Crafts acylation and dehydration) leading to the formation of α-methylenetetralon and methacrylic anhydride units (Scheme 3). Pending styrene-like fragments participate in repeated reactions terminating free radical crosslinking (post-cure) [17, 19, 23, 24].

Simplified scheme of thermocatalytic transformations of a model rolivsan resin into heat resistant network structure
The important point is that solid-phase acylation reactions between benzene rings of styrene-like units in polymer network and carboxylic (anhydride) groups of the adjacent units proceed easily within densely networked polymeric matrices (when transport of reactants to the reaction sites is hindered). Therefore, the solid state of a highly crosslinked polymer cannot be an obstacle for intramolecular cyclization; the process occurs in slightly acid and humid environment due to vibration and rotation mobility of the neighboring reactive groups. Here, one is tempted to suggest analogy with cyclization of poly(amic acid) into the final polyimide which are complete in solid phase. Thus, cured ROLs are highly crosslinked copolymers containing α-methylenetetralon and methacrylic anhydride units in the main chain and heat resistant bis-(4-vinylphenyl) ether crosslinks (Scheme 3) [17, 19, 23, 24]. Thermal stability of these materials is caused by rigid structure and high density of polymer network including cyclized methacrylate units in the main chain and crosslinks made of (di)vinylaromatic monomeric and oligomeric units. However, it should be noted that the influence of structure, composition and regime of rolivsan cure on the properties of the obtained copolymers has not been studied yet.
The influence of temperature on thermo-oxidative stability of network copolymers
As the cure of a rolivsan proceeds, crosslink density of the obtained copolymers increases, together with values of thermal characteristics (Тg and HDT). Completeness of the formation of desired copolymer structure is facilitated by more severe post-cure conditions, i.e., higher temperature and duration of the process. Increase in temperature and reaction time is possible only within certain range; beyond some limits, vigorous thermo-oxidative destruction of copolymer takes place. It is known that during the formation of high density polymer networks (e.g., three-dimensional polymerization of divinyl- and trivinylbenzenes), large portion of pending unsaturated groups (СH2 = CH-Ar-) turn out to be blocked inside solid polymer matrix [27]. During heating in air, these groups are subjected to thermo-oxidative destruction in the first place [28].
According to the data of dynamic thermogravimetric analysis (DTGA), considerable weight loss (5–10 wt.%) of ROL samples with a final cure temperature of 250 °С is observed at 400 ± 20 °С (Fig. 3). However, dependences of sample weight loss of the ROLs’ clear castings on the time of isothermal aging at various temperatures proved to be more useful both for finding optimal thermal schedule of cure and for obtaining characteristics of thermo-oxidative destruction of new network copolymers (Fig. 4). Deviation of initial experimental data (attributed to short exposure times) from linear plot is caused rather by completion of intramolecular (poly)cyclization (i.e., dehydration) in the post-cure stage, than by the beginning of thermodestruction.

DTGA of grinded sample of the cured ROL-II at a heating rate of 10 °C/min in air

The dependence of weight loss of the ROL-I (1,3, 4) and ROL-II (2) (clear) castings on the duration of thermooxidative aging at constant temperatures (300, 320 and 350 °С)
Figure 4 demonstrates that the post-cure carried out at 300 °С for 2 h (or even short-duration heat treatment of samples at higher temperatures, e.g., at 320 °С for 0.5 h) may facilitate more complete cure of ROLs and not pronounced thermo-oxidative destruction of polymers. Moreover, using the Arrhenius equation (Fig. 5) in the analysis of the curves of the initial isothermal decomposition allows us to estimate approximately the activation energy of this process.

The Arrhenius plot (log(k) plotted against inverse temperature 1/T), where k is the initial rate constant of ROL-1 thermo-oxidative destruction estimated from the weight loss (percent/h) within the 300–350 °С temperature range
The Ea value found for this high-temperature range (300°–350 °С) turned out to be rather high (~60 kсal/mol, or ~251 kJ/mol) and exceeds similar characteristic for thermodestruction of a model polymer (polystyrene, 55 kcal/mol [27]).
Post-cure schedule
In order to reach the highest possible values of high-temperature strength of casting samples, various temperature and time schedules of ROL cure (including the most severe ones) were studied. Table 3 demonstrates that the post-cure of ROL samples at 250–300 °С is quite sufficient for maximizing σF t,°C values. Figs. 4 and 5 also indicate that treatment of these samples at higher temperatures is hardly practicable, since it leads to considerable destruction of copolymers.
Thermal and mechanical properties of neat resins and composites based on these resins
Heat deflection temperature
Ambient temperature mechanical properties of the (clear) castings obtained by curing the neat resins do not differ greatly from those of common unsaturated polyesters, vinyl esters or epoxy resins [1]. Cured rolivsans are transparent, rather robust but brittle colored polymer glasses (Fig. 1). The values of the Poisson’s ratio for ROL (clear) castings [25] are close to those for polystyrene, polyimide films, copper, aluminium or brass.
In order to evaluate mechanical characteristics of the cured ROL-I rolivsans at various temperatures and to estimate their HDT, temperature dependences of averaged values of flexural strength, static and dynamic elasticity modules were obtained. In the studies of ROL castings, a great deal of scatter for the measured flexural strength data (~20 %) was observed; this fact may be explained by the presence of internal stresses caused by high polymer network density. However, these temperature dependences (Figs. 6, 7, and 8, Table 4) are in good accord with each other and indicate that within the 230–300 °С temperature range, the studied ROL (clear) castings, on the average, retain about half their initial strength (σF 250/σF 20) or elasticity module (Et 250/Et 20) measured at 20 °С. These results were obtained for a common rolivsans resin of the average composition, i.e., where the molar ratio of styrene and methacrylate groups is approximately 1:1. Their number-average molecular weight is 400 ± 50. Analysis of the obtained data leads us to the conclusion that HDT of the cured rolivsans of the average composition ranges within 250 ± 25 °С.

The effect of temperature on flexural strength of the cured ROL-I samples

The effect of temperature on the static Young’s modulus Еt (MPa) of the cured ROL-II sample [25]

DMA of the cured ROL-II sample. Temperature dependences of the Young’s modulus (Е′) and mechanical loss tangent (tan δ) of the cured ROL-II sample are shown
Fiberglass cloth laminates based on the common rolivsan matrices of average composition
Rolivsans demonstrate good adhesion to fiberglass surface, and rolivsan-based fiberglass cloth laminates possess rather high mechanical strength and high chemical resistance [16, 29, 30]. Figure 9 shows temperature dependences of flexural strength σF (determined using the three-point bending test) of fiberglass cloth laminate samples obtained from prepregs impregnated with ROL-I and one of its components with the lowest molecular weight (the M1 monomer). Flexural properties may vary with sample thickness. High σF values for thin samples (curve 1) can be explained by their considerable flexibility leading to breaking at higher loads than those of thicker rigid samples (curves 2 and 3). Annealing of fiberglass cloth (necessary to remove finishing material) weakens fibers and leads to significant decrease in fiberglass cloth laminate strength (curve 4). Within 280–300 °С, the samples still retain approximately 50 % of the strength determined at ambient temperature (20 °С). Thus, reinforcement leads to higher HDT values for composites as compared with those for neat resin matrices. Besides, in contrast to the data on (clear) castings, the observed scatter in the fiberglass cloth laminate strength data is smaller (apparently, due to lower amount of microcracks and internal stresses in thin laminar sublayers) [31].

Temperature dependence of flexural strength σF t of fiberglass cloth laminate samples based on ROL-I (curves 1, 2, 4) and M1 (curve 3). Thickness of samples: 1—1.25 mm (5 plies of unannealed fiberglass cloth); 2—2.3 mm (8 plies of unannealed fiberglass cloth); 3—1.5 mm (6 plies of unannealed fiberglass cloth); 4—2.3 mm (8 plies of annealed fiberglass cloth)
Estimation of rolivsan service temperatures
The data obtained in the studies of thermo-oxidative aging of both castings (Fig. 4) and fiberglass cloth laminates (Table 5) allowed us to determine service temperatures for rolivsan thermosetting resins; these materials can be used as chemically resistant, electrically insulating potting, casting and encapsulating compounds as well as binders for composites [16, 29, 30, 32].
The combined analysis of the data on isothermal aging of cured unreinforced ROLs (Fig. 4) and the ROL-based fiberglass cloth laminates at 300, 320 and 350 °С and temperature and time dependences of flexural strength (Tables 3 and 5) leads us to the conclusion that service temperatures for these thermosetting resins in air have the following values (°С/h): 250/3000, 300/>200, 320/10, 350/>1.
Fiberglass cloth laminates based on the modified rolivsan matrices
Rolivsans with increased content of bis-(4-vinylphenyl) ether
Previously it has been demonstrated that in the process of three-dimensional radical polymerization of bis-(4-vinylphenyl) ether (M1), unusually dense and heat-resistant network is formed [22]. Since the films of this polymer is very brittle, M1 was used as a binder for obtaining model fiberglass cloth laminate; the temperature dependence of σF t°С for this material is given in Fig. 9 (curve 3). Its flexural strength σF 20 is lower than that for ROL-based laminates by about a factor of two. However, for this M1-based laminate, retaining 50 % of strength was observed at a temperature approximately 100 °С higher (HDT = 375 °С) than that of non-modified ROL-based sample.
For the purpose of further improving thermal properties of ROL matrix, fiberglass cloth laminates based on the ROL-I resin (containing increased amount of the M1 component) were obtained. As might be expected (Table 6), addition of M1 to ROLs results in increasing high-temperature strength of these materials, but, at the same time, leads to increase in material brittleness. For instance, addition of 30 % of M1 to rolivsan leads to increase in its σF t°С value by a factor of 1.8 after exposure of fiberglass cloth laminate sample at 320 °С for 10 h.
Rolivsans modified with OLM=900 additives
The use of binders based on the mixture of the ROL-III rolivsan with high molecular weight reactive aromatic oligoethers containing terminal vinyl groups (OLM=900) gives fiberglass cloth laminates with higher strength (σF 20°С) and lower HDT than those in the case of common ROLs with average composition (scheme 3, Fig. 4). Obviously, this effect may be attributed to the presence of longer crosslinks formed by OLM=900 chains and decrease in density of modified rolivsan network, respectively. Indeed, as can be seen from Table 7, with increasing OLM=900 content in rolivsan, the ambient temperature laminate strength (σF 20) increases considerably (by a factor of 1.3–1.4), and the high-temperature strength (σF 250) decreases.
Conclusions
The synthesis procedures for rolivsan resins of predetermined compositions and their highly unsaturated components (aromatic ethers and oligoethers) were described in detail for the first time. Using thermal cure of rolivsans, novel network copolymers (including α-methylenetetralon and anhydride units and bis-(4-vinylphenyl) ether crosslinks) were prepared.
Temperature dependences of thermal and mechanical properties of the cured rolivsans and their compositions were studied. The influence of polymer network density on thermo-oxidative stability and mechanical properties of rolivsans was studied for the first time using rolivsans of average composition as well as rolivsans enriched with bis-(4-vinyl-phenyl) ether and its unsaturated oligoethers with terminal styrene groups.
It was established that the optimal combination of processability, strength and thermal stability is characteristic of the resin compositions with an average molecular weight of 400 ± 50 and equimolar concentrations of styrene and methacrylate groups. The formation of final network copolymer structure (complete cure of rolivsans) occurs in the post-cure stage (within the 250–300 (320)°С temperature range). Intensive thermo-oxidative destruction of these highly crosslinked thermosets in air starts at 320°С. The flexural strength (σF 320°C) of fiberglass cloth laminates based on rolivsans containing additional 30 wt.% of bis-(4-vinylphenyl) ether (i.e., with higher network density) is higher by a factor of 1.8 than that of rolivsan laminates of common composition (strength values were obtained after exposure at 320 °С for 10 h in air).
It was demonstrated that heat deflection temperature (HDT) of rolivsan (clear) castings and HDT of fiberglass cloth laminates with rolivsan matrix range within 250 ± 25 °С and 275 ± 25 °С, respectively. Rolivsans can be used as heat resistant, electrically insulating potting, casting and encapsulating compounds, binders for various composites, glues and coatings intended for long-term (hundred of thousands of hours) service in air at 175–200 °С, for ten thousand hours at 210–230 °С, for several thousand hours at 240–260 °С and for several hundred hours at 280–300 °С. Thus, methacrylation of α-hydroxyethylaromatic compounds relults in high temperature easy processible solvent-free thermosetting resins.
References
Lubin G (ed) (1982) Handbook of composites high-temperature resins, 1st edn. Van Nostrand Reinhold, New York
Mittal KL (ed) (2009) Polyimides and other high temperature polymers: synthesis, characterization and applications. Kininklijke Brill NV, Leiden
Zaitsev BA, Khramova GI, Dantsig LL (1982) Study of the reactions of formation and destruction of condensation telomers of bisecondary aromatic glycols and carboxylic acids. Polym Sci USSR 24:2831–2840. doi:10.1016/0032-3950(82)90233-7
Zaitsev BA, Khramova GI, Tsygankova TS (2003) Synthesis, structure, composition, and properties of rolivsans. Russ J Appl Chem 76:634–638. doi:10.1023/A:1025759808918
Zaitsev BA, Khramova GI, Shvabskaya ID (2007) Synthesis of rolivsans containing unsaturated biphenyl units by acid-catalyzed transformations of 4,4′-di(1-hydroxyethyl)biphenyl. Russ J Appl Chem 80:783–789. doi:10.1134/S1070427207050187
Zaitsev BA, Shvabskaya ID (2011) Divinylaromatic compounds and dimethacrylates prepared by acid-catalyzed transformations of bis[4-(1-hydroxyethyl)phenyl]alkanes. J Appl Chem 84:1783–1794. doi:10.1134/S1070427211100181
Zaitsev BA (2000) Diols and unsaturated monomers. US patent 6:143,922
Zaitsev BA (2001) Novel polymerizable materials and novel polyester resins. US patent 6,258,909
Zaitsev BA (2006) Rolivsan resins as representatives of a novel type of high temperature thermosetting resins originated from acid-catalyzed transformations of the bridged aromatics comprising 1-hydroxyethyl groups (Ar –CH(CH3)OH). In: Sillion B, Abadie MJM (eds) 7th International symposium on polyimides & high performance functional polymers STEPI 7 book. Montpellier, France, pp 124–134
Zaitsev BA, Fedorova AV, Kiseleva RF, Khramova GI (1983) Kinetics of homopolycondensations of a secondary aromatic glycol in the presence of an acidic catalyst. Polym Sci USSR A 25:1246–1253. doi:10.1016/0032-3950(83)90027-8
Zaitsev BA, Kiseleva RF (1983) Mechanism and kinetics of the formation of linear unsaturated polymers. Acta Polym 34:616–622. doi:10.1002/actp.1983.010341004
Zaitsev BA, Kiseleva RF, Denisov VM, Gusarova IO, Kol’tsov AI (1984) Linear unsaturated bis-(4-vinylphenyl) ether polymers. Polym Sci USSR A 26:1789–1797. doi:10.1016/0032-3950(84)90354-X
Zaitsev BA, Kiseleva RF, Gusarova IO (1996) Proton-transfer polyaddition reactions in syntheses of linear, branched, and functionalized poly(p-Divinyl Aromatics). I. Synthesis, kinetics, and mechanism of formation of linear unsaturated poly[bis(p-Vinylphenyl) Ether]. J Polym Sci A Polym Chem 34:1165–1181. doi:10.1002/(SICI)1099-0518(199605)34:7<1165::AID-POLA2>3.0.CO;2–2
Zaitsev BA, Kiseleva RF, Denisov VM, Kol’tsov AI (1990) Acid-catalyzed dimerization and aralkylation in divinylaromatic compound-aromatic solvent systems. Bull Acad Sci USSR, Division Chem Sci 39:2323–2330. doi:10.1007/BF00958846
Zaitsev BA, Khramova GI, Shvabskaya ID (2007) Acid-catalyzed oligomerization of aromatic ethers (Rolivsans) with terminal styrene and methacrylate groups. Russ J Appl Chem 80:623–628. doi:10.1134/S1070427207040210
Zaitsev BA, Khramova GI, Tsygankova TS, Kiseleva RF, Laius LA, Besonov MI, Lebedeva MF, Zakharov SK (1983) Rolivsans—new binders for heat-resistant and strong reinforced plastics. Mech Compos Mater 18:512–515. doi:10.1007/BF00604106
Zaitsev BA, Shvabskaya ID (2010) Mechanism of formation, structure, and properties of heat-resistant network polymers prepared by thermal curing of Rolivsans. Russ J Appl Chem 83:1270–1280. doi:10.1134/S1070427210070190
Zaitsev BA, Shvabskaya ID (2012) Dielectric, physicomechanical, and thermal properties of polymer films prepared from cured 4,4′-divinyldiphenylalkanes. Russ J Appl Chem 85:1740–1747. doi:10.1134/S1070427212110183
Zaitsev BA, Shvabskaya ID, Kleptsova LG, Sorochinskaya OV (2013) Heat-resistant and strong glassy network copolymers of aromatic ethers (Rolivsans) containing terminal vinyl and methacrylate groups with maleic anhydride. Russ J Appl Chem 86:1751–1759. doi:10.1134/S1070427213110207
Bronnikov SV, Zaitsev BA, Sukhanova TE (2004) Statistical analysis of the microstructure and mechanical properties of Rolivsans in the course of thermal curing. Russ J Appl Chem 77:613–617. doi:10.1023/B:RJAC.0000038679.89238.e2
Zaitsev BA, Dantsig LL, Khramova GI, Shtraikhman GA (1977) Synthesis of di- and polyatomic secondary aromatic alcohols and unsaturated oligomers based on them. J Appl Chem USSR 50:389–392 (Consultants Bureau, New York)
Zaitsev BA, Lukasov SV, Kiseleva RF, Kaluzhnaya LM, Pogodina TE, Ushakova IL, Sidorovich AV (1985) Synthesis, structure and properties of poly[bis-(4-vinylphenyl) ether]. Acta Polym 36:521–526. doi:10.1002/actp.1985.010361001
Zaitsev BA, Khramova GI, Tsygankova TS, Gusarova IO, Lukasov SV (1985) Synthesis and high-temperature transformations of crosslinked polymers of methacrylic ester of 4-vinyl-4′-(1-hydroxyethyl)-diphenyloxide. Acta Polym 36:527–530. doi:10.1002/actp.1985.010361002
Zaitsev BA, Khramova GI, Tsygankova TS (2003) Synthesis and thermal transformations of bis[4-(1-hydroxyethyl)phenyl] ether dimethacrylate. Russ J Appl Chem 76:1662–1668. doi:10.1023/B:RJAC.0000015734.96608.da
Zaitsev, BA (1987–1988) Unpublished data selected from the joint work (the Institute of Macromolecular Compounds (IMC) of the USSR Academy of Sciences and Institute of Mechanics of Polymers (IMP) of the Latvia Academy of Sciences) carried out by Zaitsev, BA, Khramova, GI, Tsygankova, TS, Malmeister, AK, Dzene, IYa, and Rektin’sh MF)
Zaitsev BA, Tsygankova TS, Garkavi SL, Gusarova IO, Khramova GI (1988) Structure and properties of rolivsans, hardened by thermal and catalytic methods. Mech Compos Mater 24:427–431. doi:10.1007/BF00608121
Madorsky SL (1964) Thermal degradation of organic polymers. Intersci Publ, New York
Zaitsev BA (1983) Chemical structure and temperature characteristics of cross-linked polyarylenes, new thermostable binders for reinforced plastics. Mech Compos Mater 19:700–705. doi:10.1007/BF00603675
Zaitsev BA, Shvabskaya ID (2006) Mechanisms of cure and structure of rolivsan thermosets; High temperature polymer and composite materials for harsh environment based on Rolivsan resins. In: Sillion B, Abadie MJM (eds) 7th International Symposium on Polyimides & High Performance Functional Polymers, 2005, STEPI 7 Book. Montpellier, France: p 194–204, 247–253
Zaitsev BA, Khramova GI, Shvabskaya ID, Balanina IV (2006) Alkali resistance of cured rolivsans and glass-reinforced plastics based on them. Russ J Appl Chem 79:1700–1704. doi:10.1134/S1070427206100296
Heighes J (1978) Reinforced plastics congress. Brighton, London, pp 93–95
Zaitsev BA (2015) Thermally stable chemically resistant electric insulating polymer and composite materials based on ROLIVSAN low toxic thermosetting solvent free low viscous cast resins comprising specific aromatic ethers and oligoethers with vinyl aromatic and methacrylate end groups capable of crosslinking and polycyclization, http://www.rolivsan.com. Accessed 2 Nov 2006)
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Zaitsev, B.A., Shvabskaya, I.D. High-temperature properties of rolivsan thermosetting resins (network copolymers of (di)vinylaromatic ethers and cyclized (di)methacrylates). J Polym Res 22, 127 (2015). https://doi.org/10.1007/s10965-015-0762-y
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s10965-015-0762-y