
Abstract
The coated insulation layer on the surface of FeSiAl particle was prepared by an in situ generation method involving the combination of coating (utilizing a NaOH solution and NaHCO3) and high-temperature calcination for 60 min at 1250 °C. The microstructures, and magnetic and electrical properties of the coated powders, which were prepared with different concentrations of NaOH (2, 5, 10, and 15 wt%) and reaction times (10, 20, 40, and 60 min), were systematically investigated. The insulation layer of the coated powder was homogeneous and dense and contained Fe3O4, Al(OH)3, and H2SiO3 before the calcination. However, it was dominated by Al2O3 after the calcination. Al(OH)3 and H2SiO3 decomposed after the calcination into Al2O3 and SiO2 (or mixed oxide Al2SiO5), respectively, and the Al atom in the FeSiAl matrix reacted with Fe3O4 to produce Al2O3. As the NaOH concentration or reaction time increased, the layer thickness increased, and the saturation magnetic induction (Ms) and electrical resistivity (ρ) of the coated FeSiAl that had lost some Al atoms from its matrix after calcination increased significantly. The Ms and ρ of the FeSiAl powder coated with 10% NaOH for 60 min reached 161.41 emu/g and 578.6 kΩ.cm at 10 MPa pressure, respectively.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
Soft magnetic composites (SMCs) exhibit excellent performances (low eddy-current loss, three-dimensional isotropic magnetic fields, high permeability, and high saturation magnetic induction (Ms)) [1,2,3] and are widely applied to generators, inductors, transformers, motors, etc. [4,5,6,7]. SMCs comprise high-purity magnetic metals or alloys powders, which are coated with insulation layers, on their surfaces [4, 8]. The selection of the coating material and technique for preparing the insulating layers are generally the focus of SMC research. The insulating layer mainly comprises organic and inorganic coatings. The organic coatings include thermoplastic and thermosetting resins, such as silicones, epoxy, acrylic, and copolymer [9,10,11,12,13]. Coated powders are imparted with good insulation, moldability, and compaction when organics are utilized as insulating agents. However, the organics demonstrate inferior heat resistance and are easily decomposed at ~ 200 °C [4]. Thus, they cannot withstand the high thermal treatment that is required to significantly release the internal stress that have been generated during compaction [14, 15], and this inhibits their applications in SMCs even though their addition could significantly improve the compressibility and adhesivity of the insulating layers that are applied to amorphous and nanocrystalline SMCs that are annealed at a low temperature [7, 16]. Conversely, the inorganics possess excellent thermal stabilities and can withstand high thermal treatments to significantly release the internal stress, thereby improving the performance of the produced SMCs. Typical inorganics mainly include phosphoric acid (phosphate) [16,17,18], nitric acid [19, 20], phytic acid [21], ferrite [22, 23], and metal oxides (Al2O3, SiO2, TiO2, MnO2, etc.) [24,25,26,27,28]. The coating technologies include the simple physical [26, 29, 30] and chemically generated coatings [31,32,33], as well as an in situ chemical reaction to produce coating [28, 34]. The simple physical inorganic layer coating is largely uneven and allows the interaction of the metal powder particles, thus reducing the insulation [29]. The chemically generated coating also allows physical contact with the surface of the matrix metal powder and is easily destroyed partially during compaction [33]. The coating that is produced by an in situ chemical reaction exhibits the best stability because it comprises chemical bonds between the insulating layer and substrate, which is stronger than the physical or metallic bonds that accompany the other coating techniques. After all, the insulating layer is formed in situ by the composition of the matrix on the metal or alloy surface. Previous in situ chemical processes utilizing inorganic coating solutions, such as phosphate or salt [16,17,18], produced precipitates on the surface of metal powder. The magnetic metal powder particles were soaked in the phosphate solution at a suitable concentration and temperature. After the reaction, the metal insulation powder was collected via filtration, after which they were washed and dried. Further, the mineral acid or salt treatment was followed by a passivation treatment to obtain a passivated insulating coat. However, the downside of phosphate treatment is that the subsequent thermal treatment temperature must not exceed 500 °C [17] because a higher temperature would destroy the insulation layer and increase the loss of the eddy current. Iron oxide has been directly formed in situ from Fe to produce metal matrix powders as an insulating layer [28, 34, 35]. However, the resistivity (ρ) of the iron oxide was equal to that of ferrite. Metal oxides, such as Al2O3 and SiO2, exhibit the higher ρ and the better heat resistance compared with inorganic acids and salts and are used as insulation layers to withstand increased heat treatment temperatures. However, the preparations of Al2O3 and SiO2 insulation layers were mostly by chemically generated coating, including the sol–gel [33, 36] and hydrothermal [37, 38] methods, rather than in situ.
Recently, there has been tremendous interest in the in situ formation of insulating layers from Al2O3 and SiO2. For example, Zhong et al. [39] prepared FeSiAl-based SMCs with a uniform single insulation layer of AlN/Al2O3 by high-temperature selective nitridation and oxidation. Liu et al. [20] employed nitric acid treatment to form Al2O3 and SiO2 mixed oxide insulating layers on the surface of the FeSiAl magnetic powder. Luo et al. [40,41,42] coated other metal oxides, such as Fe3O4 and MnO, on the surface of FeSiAl powder. Thereafter, they employed the spark plasma sintering process to produce the Al2O3 insulating layer from Al as a redox in the FeSiAl matrix, further improving the ρ of the coated powder.
The NaOH solution reacted well with the metals [43], and it was suitable for preparing metal oxides insulating layers [40]. The FeSiAl powder core is one of the most versatile SMCs, which is an ideal inexpensive material system that can be utilized at a high frequency [3, 4, 15, 44]. In previous work [45], we attempted an approach that involves the reaction of the NaOH solution with FeSiAl on the surface of the particle utilizing NaHCO3 as a precipitant to fabricate the coated powders. Afterward, the powder was calcined at a high temperature to obtain the coated insulation FeSiAl powders. In this work, the microstructure and magnetic properties of the coated powders were examined by X-ray diffraction (XRD), scanning and transmission electron microscopies (SEM and TEM), energy-dispersive spectroscopy (EDS), differential scanning calorimetry–thermogravimetric analysis (DSC–TGA), ρ analysis, and vibrating sample magnetometry (VSM), and the corresponding NaOH concentrations, reaction times, microstructures, and magnetic and electrical properties were investigated by these analyses.
2 Experimental Procedure
The FeSiAl powders (85 wt% Fe–9.6 wt% Si–5.4 wt% Al, 60 g) with an average size of 31.13 μm were dispersed in NaOH solutions (2, 5, 10, and 15 wt%; 200 mL) with constant stirring and reaction times of 10, 20, 40, and 60 min, respectively. Thereafter, the NaHCO3 solution (2 wt%, 200 mL) was added to the reaction system with continuous stirring for 40 min. The as-coated powders were filtered and dried at 100 °C. Afterward, the dried powder was calcined for 1 h at 1250 °C in an Ar atmosphere.
The superfical morphologies of the chemically coprecipitated and calcined powders were examined by SEM (Quanta-200). The microstructure and compositions of the coated layer were characterized by TEM (Titan themis 200, FEI) equipped with selected area electron diffraction and EDS (Bruker super-X). The TEM samples were prepared by depositing a C protecting layer on the insulation layer of the coated FeSiAl powders prior to trench milling around a small region using FIB (Helios 450S, FEI). The cross-sectional sample of the powder was then removed and attached to a TEM grid, followed by FIB milling to a thickness of about 50 nm. XRD (DX-2700B, China Shanghai Precision Instrument Co., Ltd.) was employed to identify the phases of FeSiAl alloy and coated powders. X-ray photoelectron spectroscopy (XPS; ESCALAB 250Xi) were used to investigate the chemical structure and state of the surface coating of FeSiAl coated powders before and after calcination. The ρ of coated powders were measured with an ST-2722 (China Suzhou Jingge Electronic Co., Ltd.) instrument at 10 MPa. The M–H curve of the coated powder was measured by VSM (BHV-525, American Quantum Design) to obtain the DC magnetic properties (Ms and the coercivity (Hc)).
3 Results and Discussion
3.1 Characterizations of the Microstructure of the Coated Insulation Powder
3.1.1 SEM Analysis
Figure 1 shows the SEM images of the coated FeSiAl powders by using different NaOH concentrations and reacted 20 min before and after the calcination. Figure 1a, b shows that the FeSiAl raw powder was nearly spherical at different magnifications and that its surface was smooth and dark-gray colored, which was typical of the alloy. Figure 1c, e, g, i shows the morphologies of the coated powders before calcination. The surface was covered with a layer comprising a dark substance. However, several notable changes, which changed the dark-colored layer into white, occurred on the surface of powder after calcination, as shown in Fig. 1d, f, h, j. Some of the white matters that appeared on the surface of powder are shown in Fig. 1d. When the concentration of NaOH was increased to 5 wt%, additional white crystals were embedded on the surface of powder particle, as shown in Fig. 1f. The powder was almost coated by the white crystal as the concentration continuously increased to 10 wt% (Fig. 1h). Thus, the higher the concentration of NaOH is, the thicker the coating layer is. At a NaOH concentration of 15%, the white crystal became coarser, and some sloughed (Fig. 1j). It has been proven by Liu et al. [20] that the thickness of the in situ generated coating layer is related to the concentrations of the reactant. Previous studies have also demonstrated that Fe, Si, and Al could react with a strong alkali solution to generate their corresponding compounds [46, 47]. On the basis of these results, we can infer that an increase in the concentration of NaOH solution significantly increased its reaction with the powders to produce a thicker coating layer on the surface of powder. However, an extremely high concentration of NaOH would inhibit the effect of the insulation coat.

SEM images of the (a), (b) FeSiAl raw and coated powders, respectively, which reacted with (c), (d) 2, (e), (f) 5, (g), (h) 10, and (i), (j) 15 wt% NaOH for 20 min before and after the calcination in each case, respectively
Figure 2 shows the powders that were coated with the 10% NaOH solution at different reaction times before and after the calcination. In Fig. 2a, c, e, g, the surface of coated powder was dense before the calcination, although it expanded afterward, as shown in Fig. 2b, d, f, h. This indicated that new phases had been formed. Moreover, it was easier to observe the materials obtained after the calcination than those before by SEM. In Fig. 2b, a part of the islanding white material appeared at the surface of powder particles. As the reaction time increased, the islanding material gradually covered the whole surface of powder, as shown in Fig. 2d. By further extending the time, the coating layer gradually thickened (Fig. 2f). When the reaction time was extended to 60 min, the coating was further thickened and evidently fell off (Fig. 2i). From the aforementioned observation, it can be noted that the same effects were obtained by prolonging the holding time and increasing the concentration of NaOH.

SEM images of the coated FeSiAl powders that reacted with 10 wt% NaOH for (a), (b) 10, (c), (d) 20, (e), (f) 40, and (g), (h) 60 min before and after the calcination, respectively
3.1.2 XRD Analysis
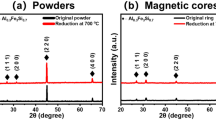
Figure 3 shows the XRD curves of the coated powders that reacted with NaOH with various concentrations at different reaction times before and after the calcination. From JCPDS Card No. 45–1206, we can infer the three main diffraction peaks of Al0.3Fe3Si0.7 from all the curves. This is a major phase that exhibited a strong magnetic property in the FeSiAl alloy [39, 41]. The FeSiAl raw powder exhibited only the diffraction peak of the Al0.3Fe3Si0.7 phase, although the diffraction peaks of the coated and calcined powders were significantly complex. According to JCPDS Card Nos. 26–1136 and 20–0011, the low-intensity Bragg peaks of 31.3°, 55.6°, 53.6°, and 74.5° at 2θ were assigned to the solid, which mainly consisted of Fe3O4 and Al(OH)3, as shown by the curves of the coated powders before the calcination, respectively (Fig. 3). According to JCPDS Card No. 44–0027, the low-intensity Bragg peaks at the 2θ values of 27.2°, 31.4°, 53.3°, and 74.4° were assigned to the solid alumina oxide that was observed in Fig. 3 curve of the coated powder after the calcination. The low intensity of these peaks (Fig. 3) indicated that the FeSiAl powders were coated with a thin evenly distributed insulation layer, as observed in the SEM images that are shown in Figs. 1 and 2. The previous research reported that the Fe, Si, and Al elements could react with the NaOH solution to produce Na2[Fe(OH)4], NaAlO2, and Na2SiO3 [48], respectively. Thereafter, NaAlO2 and Na2SiO3 could selectively react with NaHCO3 to form Al(OH)3 and H2SiO3 according to JCPDS card Nos. 24–0006 and 27–0606, which are attached to the surface of the powder to form a coated layer, as shown in the diffraction peaks Fig. 3, respectively. Na2[Fe(OH)4] is a complex, which reacts with NaHCO3 and O in the air to finally produce iron oxides, such as Fe3O4 [49]. After the calcination, the main phase of the coating layer was Al2O3, which was also the final insulating layer substance.

XRD patterns of the (a) powder that was coated with different NaOH concentrations at (b) different reaction times before and after the calcination
3.1.3 X-ray Photoelectron Spectroscopy (XPS) Analysis
To determine in detail the specific chemical composition of the coated layer that was produced with 10% NaOH for 20 min, XPS analyses were performed before and after the calcination, as shown in Figs. 4 and 5, respectively. The binding energy of C 1 s (285.0 eV) was used as a reference to calibrate the binding energy. The Fe 2p spectrum (Fig. 4b) of the coating that was obtained by reacting with 10 wt% NaOH for 20 min before the calcination included the Fe0 (707.0 eV (Fe2p3/2)) and Fe3+ (710.8 eV (Fe2p3/2), 711.4 eV (Fe2p3/2), 718.6 eV (Fe2p3/2), and 724.3 eV (Fe2p1/2)) peaks, which confirmed the presence of Fe2O3 [50, 51]. The desired agreement between the XRD data (Fig. 3a) and XPS data may not be achieved because of completely different thickness of an analyzed layer, being outermost surface layer in XPS and bulk of the material in XRD. Furthermore, Fig. 4c displays the Si spectrum in which the Si0 (98.7 eV) and Si4+ (101.6 eV) peaks were detected. Combined with the peak at 532.1 eV of the O 1 s spectrum (Fig. 4e), it confirmed the existence of a small amount of H2SiO3 [52]. Figure 4d also reveals an Al3+ peak at 74.2 eV, which indicated that Al(OH)3 was present in the composite compacts [53].

XPS spectra of the (a) survey, (b) Fe 2p, (c) Si 2p, (d) Al 2p, and (e) O 1 s peaks that were obtained from the surface of the FeSiAl powders that reacted with 10 wt% NaOH for 20 min before the calcination

XPS spectra exhibiting the (a) survey, (b) Fe 2p, (c) Si 2p, (d) Al 2p, and (e) O 1 s peaks that were obtained from the surface of the FeSiAl powders after the reactions with 10 wt% NaOH for 20 min and the calcination at 1250 °C for 60 min
After the high-temperature calcination at 1250 °C for 60 min, the corresponding XPS peaks changed. The Fe 2p spectrum (Fig. 5b) of the coating that was obtained by reacting Fe with 10 wt% NaOH for 20 min, followed by the calcination comprised the Fe0 (707.1 eV) and Fe3+ (711.3, 711.8, and 724.0 eV) peaks. Further, Fig. 5c displays the Si spectrum in which the Si0 (98.7 eV) and Si4+ (102.8 eV) peaks were detected. Combined with the peak at 532.1 eV of the O 1 s spectrum (Fig. 5e), it confirmed the existence of a small amount of SiO2 [54]. Figure 5d also reveals an Al3+ peak at 74.0 eV, which combined with the peak at 530.8 eV of the O 1 s spectrum (Fig. 5e), thus implying that Al2O3 was present in the composite compacts [54]. From the survey viewpoints (Figs. 4a and 5a), the Fe and O contents were higher before the calcination than after it, although the Al and O peaks were more evident after the calcination than before it. These results indicate that the coating exhibited clear germination of phase transformation after the calcination.
There is the Na1s (1071.3 eV) peaks in the survey XPS spectrum Fig. 4a, but it is disappear in the survey Fig. 5a. The reason should be that there was Na+ that was retained because the reactant NaOH has not been completely cleaned after the chemical reaction, and the Na+ were mainly covered on the surface of coated powder, so it can be shown as Fig. 4a. According to the position of the Si2p and Al2p peaks, the Na+, Si4+, Al3+, and O2− may form complex oxides [55, 56]. But the complex oxides content is very small, and the radius of the Na + is very small (0.95 Å); therefore, its diffusion coefficient was large in the coated powder. After calcination at high temperature, Na+ has been diffused evenly. The Na+ content in the surface of coated powder was very low after high temperature diffusion, so the sodium ion can hardly be detected by XPS analysis in Fig. 5a. The Si4+, Al3+, and O2− may form the Al2SiO5 phase [56] this can be confirmed later by the TEM results.
3.1.4 TEM Analysis
Figures 6 and 7 show the TEM images of the as-coated powder after reacting with 10 wt% NaOH for 20 min before and after the calcination, respectively. As shown in Figs. 6a and 7a, the coating layer that was formed on the surface of the FeSiAl particle was evident with a thickness of ~ 100 nm. Moreover, the thickness appeared to have slightly increased after the calcination because of the changes in the phases of the coated layer and matrix during the calcination. From the mappings in Fig. 6d, some Fe elements were distributed on the dark area of the coated layer, whereas small amounts of Al and Si existed in the bright area of the coated layer. As determined by the electron diffraction analysis, the substances that were formed by Fe were mainly Fe3O4 with an interplanar spacing of 0.258 nm and Fe(OH)2. The matters that were formed by the Al and Si atoms were mainly amorphous Al(OH)3 and H2SiO3, respectively. The results of the phase analysis of the FeSiAl matrix confirmed the presence of Al0.3Fe3Si0.7 with a [001] crystal axis and a 0.2837-nm interplanar spacing.

TEM image of the FeSiAl powder that was coated with 10 wt% NaOH for 20 min before the calcination, and the EDS mappings exhibiting the distributions of Fe, Si, Al, and O. (a) TEM image of the powder profile, (b) high-resolution image of the insulating layer, (c) high-resolution image of the matrix, (d) bright-field dark-field imaging image of the powder

TEM images of the FeSiAl powder that was coated with 10 wt% NaOH for 20 min after the calcination, and the EDS mappings exhibiting the distributions of Fe, Si, Al, and O. (a) TEM image of the powder profile, (b) high-resolution image of the insulating layer, (c) high-resolution image of the matrix, (d) bright-field dark-field imaging image of the powder
As shown in Fig. 7d, the Fe content of the coated layer decreased rapidly. However, the Al amount increased dramatically after the calcination, and the Si and O contents remained the same. However, the Al content of the FeSiAl matrix appeared to be significantly reduced compared with that before the calcination. The results indicated that the Al atoms of the alloy matrix contributed to the iron oxide oxidation–reduction reaction of the insulating layer, which reduced Fe3O4 to Fe and the oxidation of Al to Al2O3 with a 0.2518-nm interplanar spacing. According to the chemical kinetics, this is feasible because Al is more reactive than Fe [43, 48]. Additionally, Al(OH)3 and H2SiO3 in the original coating layer were decomposed into Al2O3 and SiO2 after the calcination, respectively, to form a small amount of mixed oxide on the coated layer [57]. The FeSiAl matrix exhibited a 0.1942-nm interplanar spacing, which was significantly smaller than the matrix before the calcination. Because the atomic radius of Al (1.43 Å) is larger than that of the Fe (1.27 Å) and Si (1.34 Å) atoms, the Al content of the FeSiAl matrix was reduced, thereby reducing the crystal lattice constant and crystal-plane spacing of the alloy matrix [58].
3.2 Magnetic Properties and Resistivity of the As-Coated FeSiAl Powders before and after the Calcination
The M–H curves of the raw FeSiAl, coated powders with different NaOH concentrations, and reaction times before and after the calcination are shown in Figs. 8 and 9, respectively. The Ms and the Hc were also determined by these figures. As shown in the figures, when the NaOH concentration increased from 2 to 15 wt%, or as the reaction time increased from 10 to 60 min, the Ms of the coated powder before the calcination decreased. This change was caused by the generation of coating layer phases. Ferromagnetic iron was oxidized into ferrimagnetic Fe3O4, and the atomic magnetic moment was reduced. As the NaOH concentrations or the reaction times increased, the Fe3O4 content increased, thus increasing the effect of magnetic dilution [17] and reducing Ms of the coated powder. However, the changes in Ms were insignificant before the calcination. Afterward, the Ms value of the coated powders significantly increased with increasing NaOH concentrations or reaction times because the oxide content of the insulating layer increased with increasing NaOH concentration or reaction time. Further, the oxide content of Al that participated in the reduction of Fe3O4 also increased upon calcination, whereas the Al content of the FeSiAl alloy matrix decreased. Al is a non-magnetic material, and it cannot exchange with Fe or Si to produce a new atomic magnetic moment. Therefore, the decrease in the Al content of the alloy matrix will contribute to the increase in the density of atomic magnetic moment per unit volume of the alloy matrix, thereby increasing Ms. This is also demonstrated by the fact that Ms of the FeSi alloy is ~ 1.5 T, whereas that of the FeSiAl alloy is ~ 1 T [4]. As the NaOH concentration increased to 15%, the increase in Ms tended to discontinue. This might be due to the more evident interactions of NaOH with Al and Si at a high concentration, which hindered its reaction with Fe. Additionally, the oxidation reaction of Al to reduce Fe3O4 in the alloy matrix was reduced. However, the change in Hc was different from that in Ms: Hc remained stable as the NaOH concentrations and reaction times increased.

M–H curves of the (a) raw FeSiAl and coated powder that reacted with (b), (c) 2%, (d), (e) 5%, (f), (g) 10%, and (h), (i) 15 wt% NaOH for 20 min before and after the calcinations, respectively

M–H curves of the coated FeSiAl powder that reacted with 10 wt% NaOH for (a), (b) 10 min, (c), (d) 20 min, (e), (f) 40 min, and (g), (h) 60 min before and after the calcination, respectively
Table 1 presents the ρ of the FeSiAl powders that were coated with various NaOH concentrations and reaction times before and after the calcination. As presented therein, ρ of the coated powder was ~ 1 × 106 times that of the raw FeSiAl powder at 10 MPa. The results indicated that this method was effective for the treatment of the insulation coating layer of the FeSiAl powder. Previous research results demonstrated that the insulation coating layer could effectively increase ρ of the powder and reduce the loss of eddy current in SMCs [10,11,12]. The ρ of the coated powder was higher after the calcination compared with before the calcination by a factor of ~ 10. Owing to the insulating layer, Al2O3 that was formed after the calcination possessed higher electrical insulation than Fe3O4. The stability of the microstructure on the insulation coating layer was significantly improved by the high-temperature thermal treatment [59]. As the NaOH concentration or reaction time increased, ρ of the coated powder increased before and after the calcination. Although the concentration of NaOH increased to 15%, it seemed that ρ of the powder did not continue to increase after the calcination, and this changing tendency is consistent with that of Ms. Generally, the coating and calcination greatly influenced the magnetic and electrical properties of the FeSiAl powders. The coated powder could be utilized to prepare high-performance FeSiAl or FeSi SMCs.
4 Conclusions
FeSiAl powders with insulating coating are widely utilized as raw materials for manufacturing SMCs. By reacting a NaOH solution with FeSiAl on the surface of the particle with NaHCO3 as the precipitant to fabricate the coated powders, which were subsequently calcined at a high temperature, the FeSiAl powder insulation coatings were finally obtained. The microstructure, magnetic, and electrical properties of the coated powders were examined by modern analytical techniques. The corresponding NaOH concentrations, reaction times and microstructures, and the magnetic and electrical properties were systematically investigated by the employed characterization techniques. The results indicated that the insulation layer of the coated powder contained Fe3O4, Al(OH)3, and H2SiO3 before the calcination. However, it contained very large and small amounts of Al2O3 and SiO2, respectively, after the calcination. The thickness of the insulation layer of the powder increased as the NaOH concentration or reaction time increased before and after the calcination of the powder. Al(OH)3 and H2SiO3 decomposed to form Al2O3 and SiO2, and Al in the alloy matrix reacted with Fe3O4 to form Al2O3 through calcination that was accompanied by the release of a large amount of heat. Further, as the NaOH concentration or reaction time increased, Ms and ρ of the coated FeSiAl alloy in which the matrix had lost some Al atoms after the calcination increased significantly, although Hc remained the same. The Ms and the ρ of the coated FeSiAl powder that reacted with 10% NaOH for 60 min were ~ 161.41 emu/g and 578.6 kΩ.cm at 10 MPa, respectively. The coated powders, which were prepared by this in situ generation method, exhibited excellent Ms and insulativity and could be employed to prepare high-performance FeSiAl or FeSi SMCs.
References
Silveyra, J.M., Ferrara, E., Huber, D.L., Monson, T.C.: Science 362, 1–9 (2018)
Slovenský, P., Kollár, P., Mei, N., Jakubčin, M., Zeleňáková, A., Halama, M., Wallinder, I.O., Hedberg, Y.S.: Appl. Surf. Sci. 531, 1473402 (2020)
Périgo, E.A., Weidenfeller, B., Kollár, P., Füzer, J.: Appl. Phys. Rev. 5, 031301 (2018)
Shokrollahi, H., Janghorban, K.: J. Mater. Process. Tech. 189, 1–12 (2007)
Barron, E.J., Peterson, R.S., Lazarus, N., Bartlett, M.D.: ACS Appl. Mater. Interfaces 12, 50909–50917 (2020)
Li, W.C., Cai, H.W., Kang, Y., Ying, Y., Yu, J., Zheng, J.W., Qiao, L., Jiang, Y., Che, S.L.: Acta Mater. 167, 267–274 (2019)
Alvarez, K.L., Baghbaderani, H.A., Martín, J.M., Burgos, N., Ipatov, M., Pavlovic, Z., McCloskey, P., Masood, A., Gonzalez, J.: J. Magn. Magn. Mater. 501, 1664572 (2020)
Wang, J.H., Song, S.Q., Sun, H.B., Hang, G.H., Xue, Z.L., Wang, C., Chen, W.H., Chen, D.C.: J. Magn. Magn. Mater. 519, 167496 (2021)
Dias, M.M., Mozetic, H.J., Barboza, J.S., Martins, R.M., Pelegrini, L., Schaeffer, L.: Powder Technol. 237, 213–220 (2013)
Hemmati, I., Madaah Hosseini, H.R., Miraghaei, S.: Powder Metall. 50, 86–90 (2007)
Strečková, M., Füzer, J., Kobera, L., Brus, J., Fáberová, M., Bureš, R., Kollár, P., Lauda, M., Medvecký, Ĺ, Girman, V., Hadraba, H., Bat’ková, M., Bat’ko, I.: Mater. Chem. Phys. 147, 649–660 (2014)
Meng, B.Y., Yang, B., Zhang, X.X., Zhou, B.H., Li, X.P., Yu, R.H.: Mater. Chem. Phys. 242, 122478 (2020)
Syugaev, A.V., Yazovskikh,K.A., Lomayeva, S.F., Shakov, A.A., Maratkanova, A.N.: Colloid. Surface. A 622, 126692 (2021)
Yi, Y., Peng, Y.D., Xia, C., Wu, L.Y., Ke, X., Nie, J.W.: J. Magn. Magn. Mater. 476, 100–105 (2019)
Xie, X.L., Chen, C.Y., Ma, Y., Xie, X.Y., Wu, H.J., Ji, G., Aubry, E., Ren, Z.M., Liao, H.L.: Surf. Coat. Technol. 374, 476–484 (2019)
Xia, C., Peng, Y.D., Yi, Y., Deng, H., Zhu, Y.Y., Hu, G.: J. Magn. Magn. Mater. 474, 424–433 (2019)
Fan, L.F., Hsiang, H.I., Hung, J.J.: Appl. Surf. Sci. 433, 133–138 (2018)
Neamţu, B.V., Nasui, M., Marinca, T.F., Popa, F., Chicinaş, I.: Surf. Coat. Tech. 330, 219–227 (2017)
Nakahara, S., Pe′rigo, E.A., Pittini-Yamad, Y., Hazan, Y.D., Graule, T.: Acta Mater. 58, 5695–5703 (2010)
Liu, D., Wu, C., Yan, M., Wang, J.: Acta Mater. 146, 294–303 (2018)
Zhang, G.D., Shi, G.Y., Yuan, W.T., Liu, Y.: Ceram. Int. 47, 8795–8802 (2021)
Li, W.C., Pu, Y.Y., Ying, Y., Kang, Y., Yu, J., Zheng, J.W., Qiao, L., Li, J., Che, S.L.: J. Alloy. Compd. 829, 154 (2020)
Sunday, K.J., Taheri, M.L.: J. Magn. Magn. Mater. 463, 1–6 (2018)
Li, L.Y., Chen, Q.L., Z. G, Ge, Y.C., Yi, J. H.: J. Alloy. Compd. 805, 609–616 (2019)
Sun, K., Feng, S., Jiang, Q., Li, X.F., Li, Y.P., Fan, R.H., An, Y., Wang, J.Q.: J. Magn. Magn. Mater. 493, 165705 (2020)
Zhang, Y.L., Fan, X.A., Hu, W.T., Luo, Z.G., Yang, Z.J., Li, G.Q., Li, Y.W.: J. Magn. Magn. Mater. 514, 167295 (2020)
Zhou, B., Dong, Y.Q., Liu, L., Chang, L., Bi, F.Q., Wang, X.M.: J. Magn. Magn. Mater. 474, 1–8 (2019)
Li, W.C., Wang, Z.J., Ying, Y., Yu, J., Zheng, J.W., Qiao, L., Che, S.L.: Ceram. Int. 45, 3864–3870 (2019)
Peng, Y.D., Nie, J.W., Zhang, W.J., Ma, J., Bao, C.X., Cao, Y.: J. Magn. Magn. Mater. 399, 88–93 (2016)
Wu, Z.Y., Fan, X.A., Wang, J., Li, G.Q., Gan, Z.H., Zhang, Z.: J. Alloy. Compd. 617, 21–28 (2014)
Zhou, B., Dong, Y.Q., Chi, Q., Zhang, Y.Q., Chang, L., Gong, M.J., Huang, J.J., Pan, Y., Wang, X.M.: Ceram. Int. 46, 13449–13459 (2020)
Fan, X.A., Wu, Z.Y., Li, G.Q., Wang, J., Xiang, Z.D., Gan, Z.H.: Mater. Design 89, 1251–1258 (2016)
Peng, Y.D., Yi, Y., Li, L.Y., Yi, J.H., Nie, J.W., Bao, C.X.: Mater. Design 109, 390–395 (2016)
Zhang, Q., Zhang, W., Peng, K.: J. Magn. Magn. Mater. 484, 418–423 (2019)
Zhao, G.L., Wu, C., Yan, M.: J. Magn. Magn. Mater. 399, 51–57 (2016)
Yaghtin, M., Taghvaei, A.H., Hashemi, B., Janghorban, K.: J. Alloy. Compd. 581, 293–297 (2013)
Neamtu, B.V., Belea, A., Popa, F., Ware, E., Marinca, T.F., Vintiloiu, I., Badea, C., Pszola, M., Nasui, M.: J. Alloy. Compd. 826, 154 (2020)
Zheng, J.W., Zheng, H.D., Lei, J., Qiao, L., Ying, Y., Cai, W., Li, W.C., Yu, J., Liu Y.H., Huang, X.L., Che, S.L.: J. Alloy. Compd. 816, 152617 (2020)
Zhong, X.X., Chen, J.C., Wang, L., Li, B.J., Li, L.Z.: J. Alloy. Compd. 735, 1603–1610 (2018)
Luo, F., Fan, X.A., Luo, Z.G., Hu, W.T., Wang, J., Wu, Z.Y., Li, G.Q., Li, Y.W., Liu, X.: J. Magn. Magn. Mater. 493, 165744 (2020)
Luo, F., Fan, X.A., Luo, Z.G., Hu, W.T., Wang, J., Wu, Z.Y., Li, G.Q., Li, Y.W., Liu, X.: J. Magn. Magn. Mater. 498, 166084 (2020)
Luo, F., Fan, X.A., Luo, Z.G., Hu, W.T., Li, G.Q., Li, Y.W., Liu, X., Wang, J.: J. Magn. Magn. Mater. 484, 218–224 (2019)
Dean J.A.: Lange's Handbook of Chemistry, fifteenth ed, McGraw-Hill Professional, Columbus, (1998)
Schwindt, V.C., Ardenghi, J.S., Bechthold, P., Juan, A., Batic, B.S., Jenko, M., González, E.A., Jasen, P.V.: Appl. Surf. Sci. 354, 401–407 (2015)
Yi, X.W., Peng, Y.D., Yao, Z.X., Xia, C., Zhu, S.Z.: Mater. Chem. Phys. 267, 124626 (2021)
Ura-Binczyk, E., Homazava, N., Ulrich, A., Hauert, R., Lewandowska, M., Kurzydlowski, K.J., Schmutz, P.: Corros. Sci. 53, 1825–1831 (2011)
Allongue, P., Brune, H., Gerischer, H.: Surf. Sci. 275, 414–423 (1992)
Radcliffe, S.V., Averbach, B.L., Cohen, M.: Acta Metall. 9, 169–176 (1961)
House, J. E., House, K. A.: Descriptive Inorganic Chemistry (3rd Edition), Chapter 10 Aluminum, Gallium, Indium, and Thallium, 151–161 (2016)
Tan, B.J., Klabunde, Ke. J., Sherwood, P.M.A.: Chem. Mater. 2, 186–191 (1990)
McIntyre, N.S., Zetaruk, G.: Anal. Chem. 49, 1521–1529 (1977)
Dong, Y.Q., Zhou, M., Xiang, Y.W., Wan, S., Li, H., Hou, H.B.: RSC Advances 9, 28695–28703 (2019)
Taylor, J.A.: J. Vac. Sci. Technol. 30, 751–755 (1982)
Rueda, F., Mendialdua, J., Rodriguez, A., Casanova, R., Barbaux, Y., Gengembre, L., Jalowiecki, L.: J. Electron Spectrosc. 82, 135–143 (1996)
Zakaznova-Herzog,V.P., Nesbitt, H.W., Bancroft, G.M., Tse, J.S., Gao,X.,Skinner, W.: Phys. Rev. B 72, 205113 (2005)
Ohuchi, F.S., Ghose, S., Engelhard, M.H., Baer, D.R.: Am. Mineral. 91, 740–746 (2006)
Jia, B.R., Li, M., Yan, X.B., Wang, Q.Q., He, S.P.: J. Non-Cryst. Solids 526, 119695 (2019)
Szymafiski, K., Baas, J., Dobrzyfiski, L., Satula, D.: Physica B 225, 111–120 (1996)
Yao, Z.X., Peng, Y.D., Xia, C., Yi, X.W., Mao, S.H., Zhang, M.T.: J. Alloy. Compd. 827, 154345 (2020)
Funding
This project was supported by Innovative Research Project of Key Laboratory for Preparation and Processing of New Materials in Yunnan Province (2020KF001) and the State Key Laboratory of Powder Metallurgy, Central South University, Changsha, China.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Yi, X., Li, Q., Peng, Y. et al. Effect of Processing Condition on Microstructure and Properties of FeSiAl Powder Coated with Metal Oxides by Using a NaOH Solution. J Supercond Nov Magn 34, 2957–2968 (2021). https://doi.org/10.1007/s10948-021-05977-w
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10948-021-05977-w