
Abstract
Fabrication of nanocrystalline Co-B-Si-Fe-Mo magnetic alloys by means of mechanical alloying was the goal of this study. In this regard, different powder mixtures containing Co70B30−x Si x (x = 10, 15, 20) and Co70B20Si5Fe5−x Mo x (x = 0, 2.5, 5) (at.%) were mechanically milled in a planetary ball mill for different periods of time. The produced samples were characterized using X-ray diffraction (XRD), scanning electron microscopy (SEM), and vibrating sample magnetometer (VSM). The produced alloys exhibit magnetic properties with the saturation of magnetization and coercivity in the range of 30–260 Oe and 100–180 emu/g, respectively. The highest saturation of magnetization and the lowest coercivity appear in alloys with higher B content. Moreover, Fe element has a suitable effect and Mo element has a destructive effect on soft magnetic properties of Co70B20Si5Fe5−x Mo x alloys.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Nanocrystalline materials are a class of materials with grain sizes smaller than 100 nm, which are synthesized by a variety of techniques such as severe plastic deformation (SPD), mechanical alloying (MA), inert gas condensation, and electrodeposition processes [1, 2]. Interest in these materials is due to their high mechanical, physical, and chemical properties [3]. Since these materials are characterized by low crystalline size and their high volume fraction of grain boundaries may comprise as much as 10 −50 % of the total crystal volume, their magnetic behavior may be quite different from those of their coarse grain counterparts. In fact, the nanocrystaline materials display a very low magnetic anisotropy. This is caused by the fact that the originated grains are significantly smaller than the correlation length of the ferromagnetic exchange interactions [4].
Co-based soft magnetic materials were commercialized due to their very high magnetic permeability and low coercivity. There is a possibility of obtaining a low magnetostriction in both the amorphous and crystalline phases, which is highly desirable from the stand point of technical applications [5–7]. In fact, these materials are ideal choices as cores of inductive components used up to frequencies of 1 MHz in digital telecommunication circuits. Boron and silicon are common alloying elements in Co-based alloys. The addition of these metalloid elements to Co-based alloys improves their ability to form amorphous as well as nanocrystalline phases. However, B and Si elements can dilute the magnetic moments of Co-B-Si alloys. The soft magnetic properties of these alloys can be affected by some additive elements (substituted for the metalloids), which change the configuration of magnetic moments and can improve their magnetic properties [8].
Although there are a lot of studies about the formation and characterization of Co-based alloys [9–13], the exact effects of B, Si, Fe, and Mo elements on the structural and magnetic properties of these alloys have not been properly investigated. So, determination of the effect of B, Si, Fe, and Mo elements on the magnetic properties of Co-based alloys is the goal of this study.
2 Experimental Procedures
Co (Merck, 99.8 % purity), B (Merck, 99.8 % purity), Si (Merck, 99.8 % purity), Fe (Merck, 99.8 % purity), and Mo (Merck, 99.8 % purity) were used as raw materials. The elemental powders with the composition of Co70B30−x Si x (x = 10, 15, 20) and Co70B20Si5Fe5−x Mo x (x = 0, 2.5, 5) (at.%) were mechanically milled in a planetary ball mill in an argon atmosphere (the rotation speed of 800 rpm and the ball to powder ratio of 20:1). Using a diffractometer with Cu Ka radiation (λ = 0.15406 nm; 40 kV; Philips PW3710), X-ray diffraction (XRD) technique was used to follow the structural changes of the specimens (step size, 0.05 ∘; time per step, 1 s). The average crystallite sizes of the produced samples were estimated by analyzing broadening of XRD peaks using scherrer formula [14]. Morphological characterization of the samples was carried out by scanning electron microscopy (VEGA-TESCAN-XMU) at an accelerating voltage of 20 kV. Magnetic properties (saturation magnetization and approximate coercivity) of produced samples were also measured using a vibrating scanning magnetometer (VSM) under an applied field up to 15 kOe.
3 Results and Discussion
3.1 Co70B30−x Si x (x = 10, 15, 20) Alloys
3.1.1 Structural Characterization
The XRD patterns of Co70B10Si20 powder mixture, after various MA processing periods, are shown in Fig. 1. In the early stage of the MA process, only the broadening of the initial element peaks accompanied by remarkable decreases in their intensities occurred as a result of the crystalline sizes refinement and lattice strains increments. Increasing milling time to 5 h led to the disappearance of the B and Si peaks, while the Co peaks shifted to lower angles. This can be due to the dissolution of B and Si in Co lattice and formation of CoHCP solid solution. In fact, increasing the density of crystalline defects such as phase and grain boundaries, dislocations, and vacancies is the main reason for the formation of CoHCP solid solution during mechanical alloying [15].

The XRD patterns of Co70B10Si20 powder mixture milled for different periods of time
By increasing the milling time, two peaks corresponding to CoFCC phase (high-temperature allotropy of cobalt) appeared in the XRD patterns. The observed CoFCC peaks demonstrate the formation of this metastable phase from the mechanically milled CoHCP solid solution. These results are in agreement with those obtained by Bolarin-Miro and Bednarcik et al. [16, 17]. These researchers showed that by milling the CoHCP solid solution, the amount of stacking faults, especially for twin type, increases and the HCP unit cell of cobalt is distorted. In fact, the distortion of CoHCP structure by increasing the stacking faults (rather than the local temperature rise and reduction in the crystallite sizes) is the main mechanism governing the HCP to FCC transformation at room temperature [18].
Analysis of the XRD patterns reveals that after 30 h of milling, gradual grain refinement is the only considerable change that occurs in the powder mixture, and no detectable reaction takes place. Moreover, the average crystallite sizes of formed CoHCP and CoFCC phases after 50 h of milling were estimated to be about 10 nm.
Similar to Co70B10Si20, the XRD patterns of the Co70B15Si15 and Co70B20Si10 powder blends subjected to the MA process are also presented in Figs. 2 and 3, respectively. According to these figures, the structural changes during mechanical alloying in these two alloying systems are very similar to Co70B10Si20 system, and these changes (until 50 h) can be written as follows:

The XRD patterns of Co70B15Si15 powder mixture milled for different periods of time

The XRD patterns of Co70B20Si10 powder mixture milled for different periods of time
The scanning electron microscopy (SEM) micrographs of milled powders in different Co-B-Si alloying systems after 50 h of milling are shown in Fig. 4. It was found that there is no appreciable different between the particle size and the morphology of produced alloys in different alloying systems.

The SEM micrographs of a Co70B10Si20, b Co70B15Si15, and c Co70B20Si10 powder mixture alloys after 50 h of milling time
3.1.2 Magnetic Characterization
Changes in the saturation of magnetization and coercivity of Co70B10Si20 powder mixture as a function of milling times (extracted from the hysteresis loops) are presented in Fig. 5. As seen, the coercivity and saturation of magnetization of milled samples after 5 h of milling are about 165 Oe and 138 emu/g, respectively. By progression of the milling time, the coercivity increases and reaches a constant value of about 260 Oe. This change may be attributed to the decrease in crystallite sizes, increase in the internal strain, and the precipitation of CoFCC phase in matrix during milling process. In contrast to coercivity, by milling the Co70B10Si20 powder mixture, the saturation of magnetization values remains constant.

The change in coercivity and saturation of magnetization of Co70B10Si20 as a function of milling time
Changes in the saturation of magnetization and coercivity of Co70B15Si15 and Co70B20Si10 powder mixture as a function of milling times are also presented in Figs. 6 and 7, respectively. According to these figures, the changes in magnetic properties of Co70B15Si15 and Co70B20Si10 powder mixtures during mechanical alloying are very similar to Co70B10Si20 powder mixture. In fact, this behavior can be related to the same structural changes which accrued during mechanical alloying in these three systems.

The change in coercivity and saturation of magnetization of Co70B15Si15 as a function of milling time

The change in coercivity and saturation of magnetization of Co70B20Si10 as a function of milling time
The coercivity and saturation of magnetization of produced Co70B30−x Si x (x = 10, 15, 20) alloys after 50 h of milling are presented in Fig. 8. As seen, by replacing the Si with B element, the saturation of magnetization increases from 110 to 150 emu/g and the coercivity decreases from 220 to 110 Oe. In fact, structural and morphological characterizations of these three alloys (by attention to XRD and SEM results) are the same, and the difference in magnetic properties can only be due to the effect of B and Si in composition. This effect may be attributed to several factors as explained bellow:
-
1.
Silicon is a diamagnetic element. Increasing the amount of this element in Co-based alloys can decrease the soft magnetic properties.
-
2.
Silicon has larger atomic size than boron. Increasing the Si content can increase the stress magnetic anisotropy of the sample and decrease the soft magnetic properties [19].

The coercivity and saturation of magnetization of produced Co70B30−x Si x (x = 10, 15, 20) alloys after 50 h of milling
3.2 Co70B20Si5Fe5−x Mo x (x = 0, 2.5, 5) Alloys
3.2.1 Structural Characterizations
By paying attention to the previous section, the soft magnetic properties of Co70B20Si10 alloy are better than alloys with higher silicon content. In this section, the effect of Mo and Fe elements substituted for Si content on magnetic properties of Co70B20Si5Fe5−x Mo x (x = 0, 2.5, 5) alloy has been investigated.
TheXRDpatternsofCo7 0B2 0Si5Fe5, Co70B20Si5Fe2.5Mo2. 5, and Co70B20Si5Mo5 powder mixtures after different milling times are presented in Figs. 9, 10 and 11. By paying attention to these XRD patterns, several points can be concluded as the following:
-
1.
The structural changes in Co70B20Si5Fe5 alloy during mechanical alloying are similar to Co-B-Si alloys and can be written as follows: Powder mixture → CoHCP→ CoHCP+ CoFCC.
-
2.
Besides the Co70B20Si5Fe5 powder blended, the XRD patterns of the Co70B20Si5Mo5 and Co70B20Si5Fe2.5Mo2.5 powder mixtures after 50 h of milling are contains of Mo peaks. These results illustrated that during milling up to 50 h, Mo atoms could not dissolve in Co lattice. In fact, the lattice mismatch between Co and Mo is very high and the dissolution of this element in Co lattice needs higher milling times [15]. Consequently, the final structures of these two alloying systems after mechanical alloying are a combination of CoHCP, CoFCC, and residual Mo.
-
3.
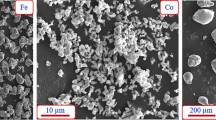
The average crystalline sizes of the Co phases in different alloying systems, estimated with scherrer formula, were about 10 nm. The SEM micrographs of Co70B20Si5Fe5−x Mo x (x = 0, 2.5, 5) milled powders after 50 h of milling are also presented in Fig. 12. According to these results, the average crystallte size, particle size, and morphology of different samples are the same and independent of the chemical composition.

The XRD patterns of Co70B20Si5Fe5 powder mixture milled for different periods of time

The XRD patterns of Co70B20Si5Fe2.5Mo2.5 powder mixture milled for different periods of time

The XRD patterns of Co70B20Si5Mo5 powder mixture milled for different periods of time

The SEM micrographs of a Co70B20Si5Fe5, b Co70B20Si5Fe2.5Mo2.5, and c Co70B20Si5Mo5 alloys after 50 h of milling time
3.2.2 Magnetic Characterizations
The change in saturation of magnetization and the coercivity of Co70B20Si5Fe5, Co70B20Si5Fe2.5Mo2.5, and Co70B20Si5Mo5 powder mixtures as a function of milling time are presented in Figs. 13, 14 and 15, respectively. According to these figures, high energy ball milling in these alloying systems cause a significant increase in the coercivity and slight changes in saturation of magnetization. Just as above, these changes may also be attributed to the decrease in crystallite sizes and increase in the internal strain and the precipitation of CoFCC phase in matrix during milling process.

The change in coercivity and saturation of magnetization of Co70B20Si5Fe5 powder mixture as a function of milling time

The change in coercivity and saturation of magnetization of Co70B20Si5Fe2.5Mo2.5 powder mixture as a function of milling time

The change in coercivity and saturation of magnetization of Co70B20Si5Mo5 powder mixture as a function of milling time
The coercivity and saturation of magnetization of produced Co70B20Si5Fe5−x Mo x (x = 0, 2.5, 5) powders after 50 h of milling are presented in Fig. 16. As seen, the magnetic properties of the produced alloys strongly depend on their composition. The alloys with higher content of Fe exhibit the highest saturation of magnetization and the lowest coercivity. For example, the coercivity and the saturation of magnetization of nanocrystalline Co70B20Si5Fe5 alloy were about 60 Oe and 155 emu/g, whereas these values for nanocrystalline Co70B20Si5Mo5 alloy were 150 Oe and 124 emu/g, respectively. This effect may be attributed to the following:
-
1.
Suitable soft magnetic properties of alloys are directly proportional to their magnetostriction coefficient, and the alloys with less magnetostriction coefficient show better soft magnetic properties. In fact, the Co70B20Si5Fe5 alloy has less magnetostriction than the Co70B20Si5Fe2.5Mo2.5 and Co70B20Si5Mo5 alloys [20].
-
2.
The exchange interaction between Mo and Co atoms is an anti-ferromagnetic type [20]. Therefore, addition of Mo atoms to alloy introduces anti-ferromagnetic moments into the alloys and cancels out some ferromagnetic moments of Co leading to the reduction in the ferromagnetic moments.
-
3.
Cobalt has a very strong ferromagnetic exchange coupled with Fe, and addition of Fe could lead to the alignment of the Co moments, thereby increasing the atomic magnetic moment of individual Co atoms [20].

The coercivity and saturation of magnetization of produced Co70B20Si5Fe5−x Mo x (x = 0, 2.5, 5) alloys after 50 h of milling
4 Conclusion
In the present paper, fabrication and magnetic characterization of nanocrystalline Co-based alloys by means of mechanical alloying have been investigated. The results showed that the structural changes during mechanical alloying in Co70B30−x Si x (x = 10, 15, 20) alloying system are the same (Powder mixture → CoHCP solid solution → CoHCP+CoFCC solid solution) and the milling products are the combination of nanocrystalline CoHCP (10 nm) and CoFCC (10 nm) phases. The produced alloys exhibit soft magnetic properties with the saturation of magnetization and coercivity in the range of 30–260 Oe and 100–180 emu/g, respectively. The highest saturation of magnetization and the lowest coercivity in Co-B-Si system appear in the alloy with higher B content. The alloys with higher content of Fe in Co70B20Si5Fe5−x Mo x (x = 0, 2.5, 5) alloys exhibit the highest saturation of magnetization and the lowest coercivity. It was found that increase in the amount Fe and decrease in the amount of Mo enhances the soft magnetic properties of Co-based alloys.
References
Whang, S.H.: Nanostructured Metals and Alloys, Processing, Microstructure, Mechanical Properties and Applications. Woodhead Publishing Limited, New York (2011)
Suryanarayana, C.: Mechanical Alloying and Milling. Taylor and Francis Group, New York (2004)
El-Eskandarany, M.S.: Mechanical Alloying for Fabrication of Advanced Engineering Materials. Noyes Publications, New York (2001)
Gehrmann, B.: Nickel–iron alloys with special soft magnetic properties for specific applications. J. Magn. Magn. Mater. 290-291, 1419–142 (2005)
O’Handley, R.C.: Modern Magnetic Material Principle and Application. Wiley, New York (2000)
Dobrzanski, L.A., Nowosielski, R., Przyby, A., Konieczny, J.: Soft magnetic nanocomposite with powdered metallic ribbon based on cobalt and polymer matrix. J. Mat. Proc. Tech. 162-163, 20–26 (2005)
Babilas, R., Nowosielski, R., Dercz, G., Stokłosa, Z., Głuchowski, W.: Influence of structure on soft magnetic properties of Co70Fe5Si15B10 metallic glass ribbons. Arch. Mat. Sci. Eng 54, 37–44 (2012)
Voropaeva, L., Gurov, A., Stelmukh, V.: Medium range ordering and crystallization of Co-Si-B with Fe additions. J. Non-Crystalline Solids 192–193, 153–156 (1995)
Wang, W., Ma, T., Yan, M.: Microstructure and magnetic properties of nanocrystalline Co-doped alloys prepared by melt spinning. J. All. Comp. 459, 447–451 (2008)
Muhgalin, V.V., Dorofeev, G.A.: Nanocrystallization of the amorphous Co–B–Si alloys formed by melt spinning and mechanical alloying. Phys. Met. Metallogr. 112, 596–602 (2011)
Sheverdyaeva, P.M., Prudnikov, V.N., Prov, N.S.: Effect of heat treatment on transport and magnetic properties of Co-based amorphous alloys. J. Non-Crystalline solids 353, 869–871 (2007)
Dmitrieva, N.V., Lukshina, V.A., Volkova, E.G., Potapov, A.P., Filippov, B.N.: Fe and Co based nanocrystalline soft magnetic alloys modified with Hf, Mo, and Zr. Phys. Met. Metallogr. 114, 138–144 (2013)
Skorvanek, I., Marcin, J., Turcanova, J.: Feco-based soft magnetic nanocrystalline alloys. Acta Electrotechnica et Informatica 10, 14–18 (2010)
Cullity, B.D.: Elements of X-ray Diffraction. Addison-Wesley Publishing Company, London (1956)
Taghvaei, A.H., Stoica, M., Vaughan, G., Ghaffari, M., Maleksaeedi, S., Janghorban, K.: Microstructural characterization and amorphous phase formation in Co40Fe22Ta8B30 powders produced by mechanical alloying. J. All. Comp. 512, 85–93 (2012)
Bolarin-Miró, A.M., Sánchez-De Jesús, F., Torres-villaseñor, G., Cortés-Escobedo, C.A., Betancourt-Cantera, J.A., Betancourt-Reyes, J.I.: Amorphization of Co-base alloy by mechanical alloying. J. Non-Crystalline Solids 357, 1705–1709 (2011)
Bednarcik, J., Kovac, J.: Crystallization of CoFeSiB metallic glass induced by long-time ball milling. J. Non-Crystalline Solids 337, 42–47 (2004)
Azzaza, S., Alleg, S., Suñol, J.: Phase transformation in the ball milled Fe31Co31Nb8B30 powders. Adv. Mat. Phy. Chem. 3, 90–100 (2013)
Bahrami, A.H., Sharafi, S., Ahmadian, H.: The effect of Si addition on the microstructure and magnetic properties of permalloy prepared by mechanical alloying method. Adv. Powder Technol. 24, 235–241 (2013)
Jiao, Z.B., Li, H.X., Gao, J.E., Wu, Y., Lu, Z.P.: Effects of alloying elements on glass formation, mechanical and soft-magnetic properties of Fe-based metallic glasses. Intermetallics 19, 1502–1508 (2011)
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Jafari Jezeh, M.R., Tavoosi, M., Ghasemi, A. et al. Magnetic Characterization of Nanocrystalline Co-B-Si-Fe-Mo Alloys. J Supercond Nov Magn 29, 1377–1386 (2016). https://doi.org/10.1007/s10948-016-3422-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10948-016-3422-5