
Abstract
Macadamia is a nut widely used globally in food, personal hygiene products, and human health. After removing the nut, high amounts of the shell residual, which is an underutilized material with high economic interest. This work presents a sustainable alternative to revalorize the macadamia nutshell residues (MR) developing the green composites. Polypropylene (PP) composites were prepared using different MR content (5, 10, 15, 20, 25, and 30 wt%) as a filler. The samples were investigated by Fourier-transform infrared spectroscopy (FTIR), thermogravimetric analysis, scanning electron microscopy (SEM), mechanical tests (tensile and flexure) before and after water absorption tests, and Life Cycle Assessment (LCA). FTIR results indicated that the MR acted only by physical impediments, without chemical interactions between the filler and matrix. Thermal analysis showed a significant increase (~ 20 °C) in PP thermal stability after MR addition, probably due to the filler high lignin content, and SEM photomicrographs indicate that high MR contents resulted in little cracks and voids in the interface. However, the defects did not influence the mechanical performance, and the green composites showed superior elastic modulus (2401 MPa) than the pristine PP (1516 MPa) and similar tensile strength (~ 30 MPa), confirmed by the statistical analysis and corroborating with the theoretical percolation network (25 wt%). The composites showed low water absorption (up to 0.3%), reflecting in downward variations in the wet samples' mechanical behavior. It evidences the possibility to use these samples for water applications. LCA indicated that higher MR contents promoted lower environmental impacts than the classical handling of this residue, and the results indicated that 30 wt% MR is the better environmental option. However, the PP/MR-25% showed reduced environmental impacts and associated with other properties improvements, considered the better sample. This work shows the MR revalorization as a sustainable approach to expand green composites applications.
Graphic Abstract

Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
The macadamia was originated in Australia and has four main varieties: jansenii, tetraphylla, ternifolia, and integrifolia. The jansenii and tetraphylla species are not commercially available, and the others are edible, and in this sense, they are cultivated and commercialized. Macadamia integrifolia is the most available variety and has round fruits with a smooth shell, composed of a solid fibrous cellular material with high resistance [47]. The force to break Macadamia seed coats is about 1800 to 4000 N, five times harder than the force to break peanuts, hazelnuts, almonds, and walnuts. Shüler et al. observed that the macadamia nutshell has a "sandwich" structure of six concentric lignified layers divided from its outer part to the inner part: (i) epidermis, (ii) outer sclereid layer, (iii) sclerenchyma fiber layer, (iv) inner sclereid layer, (v) dark brown layer and cream-colored layer, and (vi) inner seed coat layer in contact with the nut. Besides, they demonstrated that the macadamia seed coat presented mostly circular cells with a 1:3 aspect ratio and little elongated cells and the presence of pores, vascular bundles, and waxy components [46]. The global macadamia production is around 120,000 tonnes in-shell, equivalent to 36,000 tonnes in kernel form [20]. The shell consists of 60–70% of the total nut weight and is considered as agricultural solid waste. The macadamia shell discard is considered a problem since the farmers have to pay [4]. Other disposal forms involve burning for energy generation, road compaction in farms, hydrochars preparation [41]. Thus, the comprehensive Macadamia residues (MR) utilization is an industry request to minimize environmental impacts and increase this nut added value [4, 30]. Recently, there is a tendency to develop more noble applications using macadamia nutshell [11, 20, 41, 55].
Continuous researches are proposing new applications for the improvement of macadamia residues use. Pakade et al. [41] reported using a macadamia nutshell to remove hexavalent chromium from aqueous solutions and said that MR has potential as a low-cost adsorbent. Wongcharee et al. [59] prepared mesoporous activated carbon from MR to remove methylene blue from the aqueous solution. The authors reported that the sorption was favorable and removed large contaminant quantities. Tsolele et al. [55] reported that using macadamia nutshell-based activated carbons as an adsorbent for gold recovery from cyanide-leached liquors. The authors reported a gold adsorption efficiency of 74%. Besides, the literature shows a tendency to use MR as fillers in green composites, since these fibers show high mechanical resistance, as reported by Sesana et al. that investigated the mechanical behavior of pristine macadamia nutshell [29, 47].
The growing global environmental and economic crisis reflects the trend towards developing and using green and biodegradable materials to reduce fossil resource use and waste accumulation [37, 43]. In the last decades, concepts based on ecology, sustainability, and green manufacturing lead to the bio-based polymer composite materials generation [5, 12]. Annually, about 140 billion tons of agricultural and forest waste are generated worldwide, abundant, cheap, and renewable materials [24]. However, these wastes are improperly managed and disposed of. Its use in the composites industry is an economically and environmentally viable option. In recent years, there has been a trend in the nutshells use as fillers due to the high mechanical gain resulting from the addition of these residues in polymeric matrices [10, 26].
Some authors have reported the used MR in composites. Song et al. [50] prepared poly(lactic acid)/macadamia composites filaments and observed that PLA-10% MR showed the best mechanical properties. Girdis et al. [23] prepared acrylonitrile butadiene styrene composites filaments using macadamia nutshell flour and verified that the particle size has a significant influence on samples morphology. The authors demonstrated that the fillers resulted in large voids, attributed to macadamia hydrophilicity. Cipriano et al. [13] prepared polypropylene composites reinforced with macadamia nutshell fibers (5 and 10 wt%) and investigated the influence of fibers chemical treatment on fillers adhesion.
Despite the remarkable mechanical gains, the literature does not present a study of composites with MR from an environmental perspective. This work aimed to investigate macadamia nutshell residues as a sustainable filler into PP, varying the MR contents from 5 to 30 wt%. The composites were investigated for their physicochemical, mechanical, morphological, thermal, and water absorption properties. Additionally, Life Cycle Assessment was conducted to investigate MR addition into PP from a sustainable perspective.
Materials and Methods
Materials
Braskem S/A (São Paulo, SP, Brazil) supplied the polypropylene (PP) H503 (0.905 g cm−3 of density melt flow rate of 3.5 g 10 min−1, 99 of Rockwell Hardness (R Scale) and 3.3 kJ m−2 of Izod impact strength at 23 °C). Tribeca Agroindustrial e Comercial Ltda provided the Macadamia integrifolia nutshell residues. (Piraí, RJ, Brazil). Before the use, the macadamia moisture content was determined (8.0 ± 0.1). The residues were oven-dried (model SSA, NETLAB Equipamentos para Laboratórios EIRELI, São Paulo, Brazil) for 24 h at 70 °C and crushed in a knife-mill (brand Plastimax, 3.7 kW, Caxias do Sul, RS, Brazil) to reduce the macadamia nutshell size. Then, residues were crushed in a mill type "Willye" (model TE-650, brand Tecnal Equipamentos Científicos Ltda., 500 W, Piracicaba, SP, Brazil), and sieved in a 35 mesh. Milled macadamia residues were named MR (Fig. 1a).

Schematic representation of a macadamia nutshell residue generation and composite homogenization in the thermokinectic mixer, b heating zones of the injection unit and specimens of tensile and flexural tests, c tensile test, d flexure test, and e water absorption test
Methods
Green Composites Processing
Green composites preparation process using MR and polypropylene (PP) was done in a thermokinetic mixer MH-50H, 48 A (MH Equipamentos Ltda., Guarulhos, SP, Brazil) at a high-speed rate rotation (5,250 rpm) for 55 s. Different MR loadings were used: 5, 10, 15, 20, 25, and 30 wt% (Fig. 1a). The composites were granulated in a knife-mill (brand Plastimax, 3.7 kW, Caxias do Sul, RS, Brazil) and oven-dried for 2 h at 50 °C. The composites injection was conducted in a digital injector (model IHM-BC-06, AX Plásticos Máquinas Técnicas Ltda., Diadema, SP, Brazil), with a screw thread recoil speed of 90 rpm, screw thread turning speed of 200 rpm, injection speed of 20 cm2 s−1, the clamping force of 22kN and the injection pressure was 175 MPa. The injection molding screw diameter is 16 mm, and the screw L/D ratio (length to diameter) is 24. Four heating zones were used in the injection unit: (i) First zone (material entrance) − 185 °C; (ii) Second zone (intermediate heating) − 190 °C; (iii) Third zone (intermediate heating) − 195 °C; (iv) Fourth zone (injector nozzle) − 50 °C (Fig. 1b).
Characterization
Fourier-Transform Infrared Spectroscopy
Fourier transform infrared spectroscopy (FTIR) with attenuated total reflectance (ATR) diamond accessory was conducted on a Frontier 94942 (PerkinElmer Inc., Waltham, Massachusetts, USA) equipment. The spectra were collected with 64 scans, 4 cm−1 spectral resolution, from 4000 to 400 cm−1. The curve deconvolution between 1430 and 1480 cm−1 occurred by the multiple peak fit process of the OriginPro 2016 software by the Lorentz adjustment fit the absorbance peaks identified by visual inspection of the spectra [51].
Thermogravimetric Analysis
Green composites' thermal stability was investigated using a thermal analyzer TG/DTA 6200 series, model Exstar 6000 (Perkin Elmer® Inc, Boston, Massachusetts, USA). TGA tests were performed with a heating rate of 10 °C min−1, in N2 flow (20 ml min−1), in the temperature range of 40–600 °C.
Scanning Electron Microscopy (SEM)
Green composites were morphologically investigated in a scanning electron microscopy, model TR-3000 (HITACHI Ldt., Tokyo, Japan), using a tungsten filament, operating with low-vacuum at 5 kV. Before the analysis, samples were sputtered in an equipment Leica EM ACE 200 (Leica Microsystems GmbH, Wetzlar, Germany) with a thin gold layer of 20 nm.
Mechanical Tests (Tensile and Flexure)
Mechanical properties were measured using a universal testing machine, model DL2000, Instron Brasil Equipamentos Científicos Ltda, São José dos Pinhais, Paraná, Brazil). The tensile tests (Fig. 1c) were performed following the ASTM D 638, at a 5 mm min−1 crosshead speed. Five specimens of 113 mm of overall length and 30 mm of the gauge length were tested.
Flexural tests agreed with the ASTM D 790 (Fig. 1d), at a 1.3 mm min−1 crosshead speed. The specimens' dimensions are the overall length of 113 mm and a gauge length of 56 mm.
Water Absorption
The water absorption analysis determined the surface capacity of green composites to interact with water. Five tensile specimens of each composition were submerged in distilled water and weighed every 24 h for 7 days. The difference between the dry weight and the specimen submerged weight on different days was used to determine the green composites' water absorption capacity. After 7 days, the samples were submitted to the tensile test to verify the water influence on the materials' mechanical properties (Fig. 1e).
Life Cycle Assessment (LCA)
The LCA was conducted, according to ABNT NBR ISO 14044/44:2009, using the open-source software OpenLCA 1.9, the Ecoinvent 3.4 and Agribalyse 3.0 databases, and using the ReCiPe 2019 Midpoint (H) method for data interpretation. The environmental impacts considered a cradle-to-gate approach, and the selected environmental categories were Climate change, Photochemical Oxidation Formation, Fossil Depletion, and Terrestrial Acidification. Background data were obtained from literature, expert knowledge, and estimations out of similar processes. Foreground data, including energy consumption, were obtained directly from the development carried out.
Statistical Analysis
All measurements were carried out at least in triplicate and reported as mean ± standard deviation. One-way analysis of variance (ANOVA) was applied, and the Tukey test was used to evaluate the significant difference between samples, using PAST software (version 4.03) and a level of confidence of 95%.
Results and Discussion
Fibers Characterization
Macadamia nutshell residues (Fig. 2a), as described, were ground and sieved at 35 mesh, resulting in an MR with an average length of 534 μm, a diameter of 346 μm, and an aspect ratio of 1.54.

Illustrative images of a macadamia nutshell residues before and after milling and their aspect ratio (1.54), and b SEM images after the milling
Figure 2b shows the macadamia residues SEM photomicrographs, and it is possible to observe that the particles have an irregular shape and agglomeration tendency, justified by the lignocellulosic materials' impurities and waxes that maintain them together [50]. Besides, it was verified the presence of pits arranged along the entire cell wall responsible for transporting water and nutrients through various cells to the roots and leaves and are hidden in the surface fibers. The pits' presence increases the fibers' surface area and consequently improves the bonding between the polymeric matrix and the filler [38].
The non-cellulosic components' presence results in a homogeneous surface due to rounded shape and fiber agglomeration, behavior also seen in other fibers in literature, such as palm fibers [36] and sugarcane bagasse [38]. However, other fibers, even without chemical treatment, can have a rough surface. Rabma et al. obtained coconut fibers with a rough surface with nodes and irregular stripes that facilitated the interaction with the cement matrix [44]. Costa et al. obtained pineapple crown fibers with a rough surface with tracheids, parenchyma cells, and defibrillation caused by the crushing process [14], showing that the characteristic nutshell thickness attenuated the MR processing of crushing. Therefore, cellulose and its functional groups cannot interact with the PP, reflecting in composites with low adhesion. These results were verified by FTIR analysis [13, 16]. However, MR has excellent stiffness, which balances the mechanical performance and classifies this residue as a potential green filler [47].
Composites Characterization
FTIR
Figure 3a shows the FTIR spectra of macadamia residues (MR) and pristine PP. The MR showed broadband at 3500–3200 cm−1 and indicated the high hydrophilicity of the residue. Besides, peaks at 1740, 1250, and 893 cm−1 are attributed to carbonyl C=O groups stretching vibrations from hemicellulose chemical structure and C–O stretching from lignin and hemicellulose acetyl groups, and C–H out-of-plane bending vibration of cellulose groups, respectively [50]. These peaks are characteristic of lignocellulosic residues, as expected. Considering the pristine PP, the characteristic peaks are found at 2950–2910 cm−1 (C–H asymmetric stretch), 2880–2810 cm−1 (C–H symmetric stretch), 1455, and 1370 cm−1 (asymmetric deformation), and 1160–750 cm−1 (rocking and wagging vibrations) [11].

FTIR spectra of a macadamia residues (MR) and pristine PP, and green composites of MR-PP with different fillers content: b full spectra, and zoom in the range c 1800–1350, and d 1300–800 cm−1
Figure 3b shows the composites' full spectra, and the broadband at 3400–3200 cm−1, characteristic of MR hydroxyl groups, was maintained, representing the composites' hydrophilicity. No new peaks were observed, indicating that the MR was not chemically bonded with the polymeric matrix [48]. As shown in Fig. 3c, the MR addition formed a new shoulder at 1460 cm−1, assigned to CH deformation in lignin, confirming the macadamia residues presence; this shoulder was more intense for composites with high filler contents. Besides, Fig. 3d evidenced the presence of two new peaks, at 1115 and 1045 cm−1, attributed to symmetric and asymmetric bending vibrations of cellulose structures, respectively [1]. The filler insertion in the polymeric matrix caused a peak intensity variation due to the vibrational variations associated with the carbon atom spatial availability.
The deconvoluted curves in the range 1480–1430 cm−1 was done through the fit of three peaks, as shown in Fig. 4a. However, peak 2 and 3 were fitted, as peak 1 was small and did not show significant influence. The peak 3, attributed to the pristine PP (Fig. 4b), was lower to the green composites (Fig. 4c–h), indicating the MR presence in the PP matrix.

Deconvolution of the FTIR spectra a pristine PP and green composites range 1480–1430 cm−1; b pristine PP, c PP/MR-5%, d PP/MR-10%, e PP/MR-15%, f PP/MR-20%, g PP/MR-25% and h PP/MR-30%
TGA
The TGA analysis provides quantitative information on weight variation with temperature increase. Figure 5a shows the TGA graphs of pristine PP and its composites, and Fig. 5b presents their respective DTGs. The neat polymer showed T10% of 413 °C, Tonset of 404 °C, and Tmax of 451 °C. According to Cholake et al. [11], empty macadamia shells degrade in three stages, typical for lignocellulosic residues, associated with hemicellulose, cellulose, and lignin degradation [8, 27].

Thermogravimetric curves of pristine PP and its composites with macadamia residues a TGA and b DTG
After the macadamia residues addition, the composites TGA curves were similar to pristine PP, with a single weight-loss event and slight changes in the main thermal parameters were verified, as the peak at 150 °C, attributed to moisture evaporation and low molecular mass compounds [11, 42]. The Tmax increases above 375 °C are reported to cellulose and hemicellulose degradation since it is well known that MR contains ~ 30% of cellulose, 30% of hemicellulose, and 40% of lignin [5, 50]. The Tmax values of pristine PP and cellulose chains are similar, occurring at ~ 400 to 450 °C, which guarantees the composites' thermal stability, which is very favorable for future applications [28].
Considering the MR contents, it was observed that the most thermal stable samples were PP/MR-10, 15, 20, and 30%. The temperatures similarity is related to the high lignin content in the fillers and a possible good adhesion between the phases, with no catalyst points of thermal degradation. Besides, all composites showed high ashes contents, which can be associated with the inorganic compounds presented as impurities in lignocellulosic fibers [33].
SEM
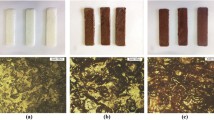
Figure 6 shows the morphological structure of pristine PP and its composites of the fracture surfaces obtained at × 500, and Fig. 1S (Supplementary Material) illustrates the SEM photomicrographs obtained at × 300. At low contents (5 and 10 wt%), the MR addition showed good dispersion and adhesion, without the presence of voids and cracks, which is an indicator that the tensile strength (σ) was not significantly affected [1]. Sample PP/MR-10% showed fractured fibers, suggesting good affinity and stress transfer [42], justifying the slight increase in tensile strength values.

SEM photomicrographs of pristine PP and its composites with 5, 10, 15, 20, 25, and 30 wt% of macadamia residues (× 500)
Even with the broken fibers at high contents, some fillers were pulled out from the matrix, resulting in voids and cracks. A weak interface was observed between the MR and the PP (interstices), corroborating the FTIR discussion, which indicated the absence of the interfacial bond between the matrix and the fillers, reflecting in the σ decreases, presented in the next section. Besides, a rough surface was observed for PP/MR-25 and 30%, enhancing the fibers covering with PP matrix, resulting in good mechanical performance [28]. Also, as the MR has a low aspect ratio, the residues alignment is limited. According to Song et al. [50], high fillers content induces the generation of fibers aggregates; in this work, even at 30 wt% MR, fibers were well dispersed.
Additionally, the injection process can reduce the fiber length and diameter due to higher shear forces during injection molding, promoting fibers breakage and disintegration [18, 22]. These observations are in agreement with fibers dimensions observed on composites with SEM photomicrographs. The composites presented an average fiber diameter of 27.4 ± 7.2, 143.1 ± 8.7, 41.9 ± 12.9, 41.3 ± 12.1, 37.5 ± 14.5 and 30.3 ± 7.6 μm with fiber content of 5, 10, 15, 20, 25 and 30%, respectively. It is impossible to measure the length in these images, but the diameter presented a reduction compared with fibers before processing.
Mechanical Properties
Tensile Tests
The mechanical evaluation of composites' behavior through a tensile test allows understanding the fiber influence within the composite structure [15]. Table 1 presents PP and its composites' elastic modulus (E), tensile strength (σ), and elongation at break (ε). The composites demonstrated an increase in stiffness and decreased elongation proportional to the fiber content increase, with 25 and 30% samples showing statistically similar values. The reinforcement effect increased the E values from 1538 to 2401 MPa for PP/MR-30%, indicating that composites had higher stiffness; however, this sample also showed a considerable ε values reduction, typical of rigid fillers addition into the polymeric matrix [33].
The stiffness increase results from the rigid filler insertion in the matrix, limiting the sliding of the polymeric chains. According to Song et al. [50, 52], the elastic modulus increase with increasing macadamia content is associated with the cellulosic reinforcement characteristics. Besides, as the residues have a low aspect ratio, the fillers were randomly oriented in the matrix [7]. However, all composites showed low σ values than the pristine PP, attributed to the low interfacial adhesion between the phases due to the poor compatibility between natural fillers and polymeric matrices [19].
The fibers aspect ratio can be used to estimate the fibers' weight fraction necessary to obtain the percolation threshold ϕc, according to Eq. 1.
Considering l/d = 1.54, the ϕc is 0.45 vol%, i.e. around wc = 24.5 wt% assuming 1.25 g.cm−3 and 0.680 g cm−3 for PP and MR densities, respectively [21, 35]. The theoretical and experimental results were similar, indicating that the sample PP/MR-25% presented superior mechanical properties regarding the composites' stiffness.
One-way variance analysis (ANOVA) and Tukey test were performed for the PP and its composites elastic modulus, presented in Table 2. Results were obtained, considering a 95% confidence level. The MR inclusion on the PP matrix promoted a statistically increase in Young modulus, highlighting the reinforcement behavior. Moreover, it was possible to notice resemblances between PP/MR-10%, PP/MR-15%, and PP-MR20%, indicating that intermediate loadings have similar mechanical behavior. Besides, a statistical similarity was observed for PP/MR-25% and PP/MR-30%, indicating a fiber content maximum limit that can be used to modify the polymer matrix, and above that limit (25 wt%), there is a loss of properties.
The tensile test results indicate that the significant fiber contents were 5%, 10%, and 25%, with a high impact on composites stiffness, highlighting the MR application as a potential reinforcement material for composites with greener character.
Flexural Tests
Table 3 shows the PP and its composites' flexural properties. All PP/MR samples showed superior flexural modulus than the neat PP, and the values increased from 1.01 to 1.78 GPa. According to Tarrés et al. [54], the flexural properties are directly impacted by filler concentration and dispersion on the polymeric matrix. The observed increase indicates a good filler dispersion and homogeneity [1]. The flexural strength evidenced significant increases for low loadings contents and decreased with the addition of 20, 25, and 30 wt%. These values corroborate the SEM images, which indicate voids and defects that limit the composites' strength and weak interphase interactions.
PP/MR-10% showed the highest flexural strength and PP/MR-30% of flexural modulus. The PP/MR-25% sample showed high stiffness and strength similar to pristine PP, which is an indication that this sample has excellent flexing behavior. These results indicate that a denser structure was produced, and the macadamia-PP composites' mechanical performance is superior under flexural requests. Besides, these results are following the theoretical percolation threshold.
Water Absorption
Figure 7 shows the composites' water absorption (WA) plotted against the time in days. The pristine PP, PP/MR-5%, and PP/MR-10% showed similar water absorption behavior, with a maximum value of ~ 0.08%.

Water absorption (%), measured for 7 days, for pristine PP and its green composites
The low WA is associated with PP hydrophobic character and the homogeneous surface, limiting the water adsorption and diffusion through the polymeric bulk [32, 39]. As the PP did not absorb water, the WA increase in the composites is related to the MR fillers, which are considered a lignocellulosic material with hydrophilic chemical groups (cellulose hydroxyls) [58].
The water absorption significantly increased for PP/MR with 20, 25, and 30 wt% due to the higher OH− groups and matrix voids, facilitating the water diffusion and fillers swelling [2]. These results indicate a limited interface generated between filler–matrix [7]. Besides, the graphs linearity confirms that the fillers were well dispersed [48].
Mechanical Properties After Water Absorption
The tensile tests were performed after the water absorption to evaluate the water effect on composites' mechanical properties. Figure 8 presents the representative stress strain curve before and after water absorption and Table 4 shows the E, σ, and ε values.

Stress–strain curve for PP and its composites: a before water absorption, b after water absorption
Even after WA tests, the green composites' stiffness significantly improved, compared to the wet PP, similar to those reported before the water absorption. Compared with the dry samples, a decrease in E values resulted from MR swelling during water absorption, promoting dimensional stability changes. These variations produce micro-cracks that change the interaction between fiber and polymer matrix, which compromised the stress transfer [25, 32]. The tensile strength slightly increased after the WA, which can be attributed to the hydrogen bonds between the fibers and water molecules. The low mechanical behavior changes can be attributed to the low WA of the green composites, with a maximum of 0.3% of water for PP/MR-30%.
Table 5 shows the ANOVA analysis results, indicating that wet samples with intermediate loading presented similar mechanical behavior. However, higher loading (20, 25, and 30 wt%) promoted significatively differences in composites' stiffness. This result is coherent with the higher water absorption observed for PP/MR-30% composites.
Additionally, the T-test was applied to compare samples before and after water absorption, and Table 6 shows the results. The composites with high MR contents (25 and 30 wt%) had more differences in the mechanical properties, which agrees with the higher water absorption that these samples presented.
Life Cycle Assessment
Impact assessment is important to understand the product's life cycle physical flow impact on the environment [31]. The Life Cycle Assessment (LCA) is a complementary analysis that evaluates impacts considering a sustainable perspective [34]. So, LCA was conducted to evaluate the environmental impacts associated with composites without and with macadamia residues. This analysis aimed to assess the environmental impacts of macadamia waste reuses in composites compared to conventional processes.
The main assumption adopted is MR management. So, for pristine PP, it is considered that the residue exists and is wholly burned for energy generation, which is the most common MR discard. PP/MR-30% was considered the maximum content of macadamia residues, and the lower contents indicate a residual MR to burn. Similar considerations were made by Oliveira and co-workers [40]. So, we used a proportion based on the MR amount incorporated in the PP matrix and the residue burned to evaluate all the environmental impacts associated with the process. Figure 9 shows the LCA results considering the impact categories of climate change, photochemical oxidant formation, fossil depletion, and terrestrial acidification.

Life Cycle Assessment results of PP and its composites, considering the intrinsically associated macadamia residues burning that would not be incorporated in the samples concerning a climate change; b photochemical oxidation formation; c fossil depletion, and d terrestrial acidification
Figure 9a shows a significant decrease in climate changes with the fibers' addition. This impact category is associated with the consumption of coal, gas, electricity, or other energy forms, and gas emissions associated with the process, such as carbon dioxide [3]. For pristine PP, as it is considered that the entire MR would be burned, a reasonable amount of carbon dioxide is generated, directly impacting this category. This behavior is reduced after preparing the composites due to the residues reuse and re-insertion in the supply chain. Considering Fig. 9b, the photochemical oxidant formation (POCP) is an impact category dependent on diesel consumption in crop production and retting and the emissions to air originating from fibers drying composites processing [49]. Although the composites have a POCP impact associated with transportation and processing, there was a reduction in this impact after the waste incorporation. This reduction is associated with the lower MR volume that would be burned to generate energy and, consequently, emit gases into the environment [17].
The fossil depletion category is measured by dividing the quantity of the used resource by the estimated total world reserves of fossil fuels [31], and detect impacts considering resources scarcity and raw material extraction [9, 17]. As the pristine PP is a petroleum-based synthetic polymer, its raw material is considered a resource with high environmental impacts. With the increase in fiber content in the composites, there is a linear decrease in the PP content, decreasing these category values. According to Oers and Guinée, this category is essential to assess resource depletion, as this is a global environmental, economic, and social problem [56]. Thus, reducing fossil depletion impacts is essential in the development of more sustainable and environmentally friendly materials. The addition of a natural residue was efficient in reducing this impact category.
The terrestrial acidification potential (AP) involves the acid gas generation that can react with water, forming acid rain, a process known as acid deposition [9]. According to Ramesh and Vinodh, this category presents a low variation in the impact potential since incineration has less AP than the materials disposed of in landfills [45].
To conclude, all the environmental categories considered in this work showed a decreasing tendency with the MR addition into the composites, indicating the development of green composites with lower environmental impacts than the pristine PP and considering the reuse of this waste, in detriment of its burning, as shown in Fig. 10. The best composites considering an environmental perspective were those with the highest MR load, that is, PP/MR-25% and PP/MR-30%.

Environmental analysis of MR common destination (burned), which implies directly on environmental impacts, and the alternative application incorporating into the polymeric matrix that promoted lower environmental impacts, while also improving properties
As possible applications for the obtained green composites, we can rely on the literature. Cipriano et al. and Cholake studied the PP-based composites reinforced with macadamia, and Zanini et al. investigated the PP composite reinforced with palm residues, mentioning applications in the automotive industry [11, 13, 60]. Beigbeder et al. mentioned applications of PP/wood flour (WF) for indoor automotive parts (due to the inherent lightness of natural reinforcement, promoting aerodynamic improvements) and also applications on decks in aquatic environments (due to the impermeability of the polymer matrix) [6]. Vardái et al. mentioned that PP/WF is used in structural applications where stiffness is required [57]. Sun et al. described the PP/WF application as roof tiles, siding, window, door profiles [53].
Conclusions
This work developed green polypropylene composites with macadamia residues (MR) in different concentrations (0–30 wt%) and evaluated the fibers' influence on composites properties and their associated environmental impacts. Composites showed an increase in thermal stability and mechanical properties associated with the MR morphology and composition. The fillers addition improved the composites' stiffness mainly due to the rigid nature of macadamia nutshell rich in lignin widely mentioned in work, and the presence of pits on the surface of the MR may also have contributed to such results, with an increase of 58% in the elastic modulus without the compatibilizer agents' use. Statistical analysis indicated that the 25 wt% fiber impacted composites' elastic modulus, and the results agree with the theoretical percolation threshold. Besides, the flexural modulus improved 75% after the MR addition. After water absorption, the mechanical properties showed a slight decrease in the composites' stiffness, associated with the water adsorbed in the polymeric bulk. Even after the WA, the composites still presented better properties than pristine PP. The environmental evaluation was realized using Life Cycle Assessment using ReCiPe Midpoint (H) showed a trend of a reduced impact on analyzed categories with increased loading of fiber. From the environmental and technical perspective, the best performance sample was the PP/MR-25% that presents an adequate balance between mechanical and thermal properties and environmental gains. These results indicate that macadamia residues are an excellent option for developing functional composites, aiming to gain properties and reduce environmental impacts. This material is an opportunity to replace commodity polymers with an adequate performance-sustainability balance that expands the possibilities for polymers' industrial and scientific use.
References
Akhtar MN, Sulong AB, Radzi MKF, Ismail NF, Raza MR, Muhamad N, Khan MA (2016) Influence of alkaline treatment and fiber loading on the physical and mechanical properties of kenaf/polypropylene composites for variety of applications. Prog Nat Sci Mater Int 26:657–664. https://doi.org/10.1016/j.pnsc.2016.12.004
Ayrilmis N, Taşdemir M, Akbulut T (2017) Water absorption and mechanical properties of PP/HIPS hybrid composites filled with wood flourAyrilmis, Nadir, Münir Taşdemir, and Turgay Akbulut. "Water absorption and mechanical properties of PP/HIPS hybrid composites filled with wood flour. Polym Compos 38:863–869
Bachmann J, Hidalgo C, Bricout S (2017) Environmental analysis of innovative sustainable composites with potential use in aviation sector—a life cycle assessment review. Sci China Technol Sci 60:1301–1317. https://doi.org/10.1007/s11431-016-9094-y
Bada SO, Falcon RMS, Falcon LM, Makhula MJ (2015) Thermogravimetric investigation of macadamia nut shell, coal, and anthracite in different combustion atmospheres. J S Afr Inst Min Metall 115:741–746. https://doi.org/10.17159/2411-9717/2015/v115n8a10
Balasundar P, Narayanasamy P, Senthil S, Abdullah Al-Dhabi N, Prithivirajan R, Shyam Kumar R, Ramkumar T, Subrahmanya Bhat K (2019) Physico-chemical study of pistachio (Pistacia vera) nutshell particles as a bio-filler for eco-friendly composites. Mater Res Express. https://doi.org/10.1088/2053-1591/ab3b9b
Beigbeder J, Soccalingame L, Perrin D, Bénézet JC, Bergeret A (2019) How to manage biocomposites wastes end of life? A life cycle assessment approach (LCA) focused on polypropylene (PP)/wood flour and polylactic acid (PLA)/flax fibres biocomposites. Waste Manag 83:184–193. https://doi.org/10.1016/j.wasman.2018.11.012
Binoj JS, Edwin Raj R, Daniel BSS (2017) Comprehensive characterization of industrially discarded fruit fiber, Tamarindus indica L. as a potential eco-friendly bio-reinforcement for polymer composite. J Clean Prod. https://doi.org/10.1016/j.jclepro.2016.09.179
Buffa JM, Mondragon G, Corcuera MA, Eceiza A, Mucci V, Aranguren MI (2018) Physical and mechanical properties of a vegetable oil based nanocomposite. Eur Polym J 98:116–124. https://doi.org/10.1016/j.eurpolymj.2017.10.035
Cao C (2017) Sustainability and life assessment of high strength natural fibre composites in construction. Advanced high strength natural fibre composites in construction. Elsevier, Amsterdam, pp 529–544
Castro BD, Fotouhi M, Vieira LMG, de Faria PE, Campos Rubio JC (2020) Mechanical behaviour of a green composite from biopolymers reinforced with sisal fibres. J Polym Environ. https://doi.org/10.1007/s10924-020-01875-9
Cholake ST, Rajarao R, Henderson P, Rajagopal RR, Sahajwalla V (2017) Composite panels obtained from automotive waste plastics and agricultural macadamia shell waste. J Clean Prod 151:163–171. https://doi.org/10.1016/j.jclepro.2017.03.074
Chong TY, Law MC, Chan YS (2020) The potentials of corn waste lignocellulosic fibre as an improved reinforced bioplastic composites. J Polym Environ. https://doi.org/10.1007/s10924-020-01888-4
Cipriano J, Zanini NC, Dantas IR, Mulinari DR (2019) Mechanical properties of polypropylene composites reinforced with macadamia nutshell fibers. J Renew Mater 7:1047–1053. https://doi.org/10.32604/jrm.2019.00001
Costa ILM, Monticeli FM, Mulinari DR (2020) Polyurethane foam reinforced with fibers pineaplle crown biocomposites for sorption of vegetable oil. Fibers Polym 21:1832–1840. https://doi.org/10.1007/s12221-020-9979-4
da Silva CG, Kano FS, dos Santos Rosa D (2019) Thermal stability of the PBAT biofilms with cellulose nanostructures/essential oils for active packaging. J Therm Anal Calorim 138:2375–2386. https://doi.org/10.1007/s10973-019-08190-z
Dantas IR, Zanini NC, Cipriano JP, Capri MR, Mulinari DR (2018) Influence of coupling agent on the properties of polypropylene composites reinforced with palm fibers. Adv Nat Fibre Compos. https://doi.org/10.1007/978-3-319-64641-1_5
Delogu M, Zanchi L, Maltese S, Bonoli A, Pierini M (2016) Environmental and economic life cycle assessment of a lightweight solution for an automotive component: a comparison between talc-filled and hollow glass microspheres-reinforced polymer composites. J Clean Prod 139:548–560. https://doi.org/10.1016/j.jclepro.2016.08.079
Dickson AR, Sandquist D (2018) Mode of wood fibre breakage during thermoplastic melt processing. Compos Part A Appl Sci Manuf 112:496–503. https://doi.org/10.1016/j.compositesa.2018.07.004
Dong C, Davies IJ, Fornari Junior CCM, Scaffaro R (2017) Mechanical properties of Macadamia nutshell powder and PLA bio-composites. Aust J Mech Eng 15:150–156. https://doi.org/10.1080/14484846.2016.1187245
Fan F, Yang Z, Li H, Shi Z, Kan H (2018) Preparation and properties of hydrochars from macadamia nut shell via hydrothermal carbonization. R Soc Open Sci. https://doi.org/10.1098/rsos.181126
Favier V, Dendievel R, Canova G, Cavaille JY, Gilormini P (1997) Simulation and modeling of three-dimensional percolating structures: case of a latex matrix reinforced by a network of cellulose fibers. Acta Mater 45:1557–1565. https://doi.org/10.1016/S1359-6454(96)00264-9
Fourati Y, Magnin A, Putaux JL, Boufi S (2020) One-step processing of plasticized starch/cellulose nanofibrils nanocomposites via twin-screw extrusion of starch and cellulose fibers. Carbohydr Polym. https://doi.org/10.1016/j.carbpol.2019.115554
Girdis J, Proust G, Löschke S, Dong A (2018) Upcycling macadamia nut shells: the effect of particle size and moisture content on 3D printed nutshell–plastic composites. J Eng Technol 5:3–8
Govil T, Wang J, Samanta D, David A, Tripathi A, Rauniyar S, Salem DR, Sani RK (2020) Lignocellulosic feedstock: a review of a sustainable platform for cleaner production of nature’s plastics. J Clean Prod 270:122521. https://doi.org/10.1016/j.jclepro.2020.122521
Gupta MK (2018) Water absorption and its effect on mechanical properties of sisal composite. J Chin Adv Mater Soc 6:561–572. https://doi.org/10.1080/22243682.2018.1522600
Han HC, Gong XL, Zhou M, Wu YP (2020) A study about water/alkali treatments of hemp fiber on ultraviolet ageing of the reinforced polypropylene composites. J Polym Environ 28:2572–2583. https://doi.org/10.1007/s10924-020-01799-4
Haque MMU, Puglia D, Fortunati E, Pracella M (2017) Effect of reactive functionalization on properties and degradability of poly(lactic acid)/poly(vinyl acetate) nanocomposites with cellulose nanocrystals. React Funct Polym 110:1–9. https://doi.org/10.1016/j.reactfunctpolym.2016.11.003
Islam MR, Gupta A, Rivai M, Beg MDH (2017) Characterization of microwave-treated oil palm empty fruit bunch/glass fibre/polypropylene composites. J Thermoplast Compos Mater 30:986–1002. https://doi.org/10.1177/0892705715614078
Jennings JS, Macmillan NH (1986) A tough nut to crack. J Mater Sci 21:1517–1524. https://doi.org/10.1007/BF01114704
Kumar U, Maroufi S, Rajarao R, Mayyas M, Mansuri I, Joshi RK, Sahajwalla V (2017) Cleaner production of iron by using waste macadamia biomass as a carbon resource. J Clean Prod 158:218–224. https://doi.org/10.1016/j.jclepro.2017.04.115
La Rosa AD, Blanco I, Banatao DR, Pastine SJ, Björklund A, Cicala G (2018) Innovative chemical process for recycling thermosets cured with recyclamines® by converting bio-epoxy composites in reusable thermoplastic-an LCA study. Materials (Basel). https://doi.org/10.3390/ma11030353
Lafia-Araga RA, Hassan A, Yahya R, Rahman NA, Salleh FM (2019) Water absorption behavior of heat-treated and untreated red balau saw dust/LDPE composites: its kinetics and effects on mechanical properties. J Thermoplast Compos Mater 32:1408–1426. https://doi.org/10.1177/0892705718799823
Lee CH, Sapuan SM, Hassan MR (2017) Mechanical and thermal properties of kenaf fiber reinforced polypropylene/magnesium hydroxide composites. J Eng Fiber Fabr 12:50–58. https://doi.org/10.1177/155892501701200206
Mansor MR, Mastura MT, Sapuan SM, Zainudin AZ (2018) The environmental impact of natural fiber composites through life cycle assessment analysis. Durability and life prediction in biocomposites fibre-reinforced composites and hybrid composites. Elsevier Ltd, Amsterdam, pp 257–285
Mariano M, El Kissi N, Dufresne A (2016) Structural reorganization of CNC in injection-molded CNC/PBAT materials under thermal annealing. Langmuir 32:10093–10103. https://doi.org/10.1021/acs.langmuir.6b03220
Martins LS, Maciel F, Mulinari DR (2020) Influence of the granulometry and fiber content of palm residues on the diesel S-10 oil sorption in polyurethane/palm fiber biocomposites. Results Mater. https://doi.org/10.1016/j.rinma.2020.100143
Moreno DDP, de Camargo RV, dos Santos Luiz D, Branco LTP, Grillo CC, Saron C (2020) Composites of recycled polypropylene from cotton swab waste with pyrolyzed rice husk. J Polym Environ. https://doi.org/10.1007/s10924-020-01883-9
Mulinari DR, Cipriano JP, Capri MR, Brandão AT (2018) Influence of surgarcane bagasse fibers with modified surface on polypropylene composites. J Nat Fibers 15:174–182. https://doi.org/10.1080/15440478.2016.1266294
Oladele IO, Ajileye JO, Oke SR, Daramola OO, Adewumi OA (2020) Thermal and water absorption properties of bio-synthetic hybrid reinforced polypropylene composites. Mater Today Proc. https://doi.org/10.1016/j.matpr.2020.05.580
Oliveira SA, Nunes de Macedo JR, dos Rosa D (2019) Eco-efficiency of poly (lactic acid)-starch-cotton composite with high natural cotton fiber content: environmental and functional value. J Clean Prod 217:32–41. https://doi.org/10.1016/j.jclepro.2019.01.198
Pakade VE, Ntuli TD, Ofomaja AE (2017) Biosorption of hexavalent chromium from aqueous solutions by Macadamia nutshell powder. Appl Water Sci 7:3015–3030. https://doi.org/10.1007/s13201-016-0412-5
Panaitescu DM, Nicolae CA, Vuluga Z, Vitelaru C, Sanporean CG, Zaharia C, Florea D, Vasilievici G (2016) Influence of hemp fibers with modified surface on polypropylene composites. J Ind Eng Chem 37:137–146. https://doi.org/10.1016/j.jiec.2016.03.018
Platnieks O, Barkane A, Ijudina N, Gaidukova G, Thakur VK, Gaidukovs S (2020) Sustainable tetra pak recycled cellulose/Poly(Butylene succinate) based woody-like composites for a circular economy. J Clean Prod 270:122321. https://doi.org/10.1016/j.jclepro.2020.122321
Rabma S, Narksitipan S, Jaitanong N (2020) Coconut fiber reinforced cement-based composites. Solid State Phenom 302:101–106. https://doi.org/10.4028/www.scientific.net/SSP.302.101
Ramesh P, Vinodh S (2020) State of art review on life cycle assessment of polymers. Int J Sustain Eng 00:1–12. https://doi.org/10.1080/19397038.2020.1802623
Schüler P, Speck T, Bührig-Polaczek A, Fleck C (2014) Structure–function relationships in Macadamia integrifolia seed coats - fundamentals of the hierarchical microstructure. PLoS ONE 9:1–14. https://doi.org/10.1371/journal.pone.0102913
Sesana R, Delprete C, Sangermano M (2019) Mechanical behavior of macadamia nutshells. Procedia Struct Integr 24:829–836. https://doi.org/10.1016/j.prostr.2020.02.088
Shao, X., He, L., Ma, L., 2016. Water absorption and FTIR analysis of three type natural fiber reinforced composites. pp 269–272. https://doi.org/10.2991/ifeea-15.2016.56
Sommerhuber PF, Wenker JL, Rüter S, Krause A (2017) Life cycle assessment of wood-plastic composites: analysing alternative materials and identifying an environmental sound end-of-life option. Resour Conserv Recycl 117:235–248. https://doi.org/10.1016/j.resconrec.2016.10.012
Song X, He W, Qin H, Yang S, Wen S (2020) Fused deposition modeling of poly (lactic acid)/macadamia composites-thermal, mechanical properties and scaffolds. Materials (Basel). https://doi.org/10.3390/ma13020258
Stanzione M, Oliviero M, Cocca M, Errico ME, Gentile G, Avella M, Lavorgna M, Buonocore GG, Verdolotti L (2020) Tuning of polyurethane foam mechanical and thermal properties using ball-milled cellulose. Carbohydr Polym 231:115772. https://doi.org/10.1016/j.carbpol.2019.115772
Suffo M, de la Mata M, Molina SI (2020) A sugar-beet waste based thermoplastic agro-composite as substitute for raw materials. J Clean Prod 257:120382. https://doi.org/10.1016/j.jclepro.2020.120382
Sun L, Wu Q, Xie Y, Song K, Lee S, Wang Q (2016) Thermal decomposition of fire-retarded wood flour/polypropylene composites: kinetic property and degradation mechanisms. J Therm Anal Calorim 123:309–318. https://doi.org/10.1007/s10973-015-4971-8
Tarrés Q, Soler J, Rojas-Sola JI, Oliver-Ortega H, Julián F, Espinach FX, Mutjé P, Delgado-Aguilar M (2019) Flexural properties and mean intrinsic flexural strength of old newspaper reinforced polypropylene composites. Polymers (Basel) 11:1–13. https://doi.org/10.3390/polym11081244
Tsolele R, Mtunzi FM, Klink MJ, Pakade VE (2019) An alternative low-cost adsorbent for gold recovery from cyanide-leached liquors: adsorption isotherm and kinetic studies. Adsorpt Sci Technol 37:3–23. https://doi.org/10.1177/0263617418802557
van Oers L, Guinée J (2016) The abiotic depletion potential: background, updates, and future. Resources. https://doi.org/10.3390/resources5010016
Várdai R, Lummerstorfer T, Pretschuh C, Jerabek M, Gahleitner M, Pukánszky B, Renner K (2019) Impact modification of PP/wood composites: a new approach using hybrid fibers. Express Polym Lett 13:223–234. https://doi.org/10.3144/expresspolymlett.2019.19
Wang W, Guo X, Zhao D, Liu L, Zhang R, Yu J (2020) Water absorption and hygrothermal aging behavior of wood-polypropylene composites. Polymers (Basel). https://doi.org/10.3390/POLYM12040782
Wongcharee S, Aravinthan V, Erdei L, Sanongraj W (2018) Mesoporous activated carbon prepared from macadamia nut shell waste by carbon dioxide activation: comparative characterisation and study of methylene blue removal from aqueous solution. Asia-Pacific J Chem Eng 13:1–16. https://doi.org/10.1002/apj.2179
Zanini NC, Barbosa RFS, de Souza AG, Rosa DS, Mulinari DR (2020) Revaluation of Australian palm residues in polypropylene composites: statistical influence of fiber treatment. J Compos Mater. https://doi.org/10.1177/0021998320960534
Acknowledgements
This research was funded by Fundação de Amparo à Pesquisa do Estado do Rio de Janeiro (Grant Nos. E-26/260.026/2018 and E-26/010.001800/2015), Fundação de Amparo à Pesquisa do Estado de São Paulo (Grant No. 2018/11277-7), and Conselho Nacional de Desenvolvimento Científico e Tecnológico (Grant No. 305819/2017-8). The authors thank the CAPES (Grant No. Code 001), UFABC, and REVALORES Strategic Unit.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
About this article

Cite this article
Cortat, L.O., Zanini, N.C., Barbosa, R.F.S. et al. A Sustainable Perspective for Macadamia Nutshell Residues Revalorization by Green Composites Development. J Polym Environ 29, 3210–3226 (2021). https://doi.org/10.1007/s10924-021-02080-y
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10924-021-02080-y