
Abstract
This study presents the preparation of Natural fiber-reinforced biocomposites based on Recycled High Density Polyethylene (RHDPE)/Banana Fiber (BF)/Fly ash Cenospheres (FACS) and aims to increase the economic value of these waste materials. Maleic anhydride grafted HDPE (MA-g-HDPE) was used as a compatibilizer to increase the dispersion of fibers into the polymer matrix as well as to increase the compatibility between the matrix and fillers. Variation in mechanical, thermal and dynamic mechanical properties with the addition of FACS in RHDPE/BF composites was investigated. It was observed that 7.5 wt% FACS, 30 wt% BF and 3 wt% MA-g-HDPE within RHDPE matrix resulted in an increase in tensile strength to 17%, tensile modulus to 188%, flexural strength to 38%, flexural modulus to 159% and hardness to 37% as compared with the RHDPE matrix. Significant enhancement in the thermal stability of the RHDPE/BF biocomposites was also observed in presence of FACS under thermogravimetric analysis. The morphology of the prepared biocomposites has been examined by using scanning electron microscopy. Dynamic mechanical analysis tests revealed an increase in storage and loss modulus of the biocomposite system. The use of such recycled material, agricultural and industrial wastes increased the properties of the final product suggesting their use to be a good alternative in the production of polymeric composites.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Thermoplastics mainly Polyethylene (PE), Polypropylene (PP), Polyvinyl chloride (PVC) and Polyethylene terephthalate (PET) constituting a major proportion of the polymer waste stream have gained considerable attention in the past decade. Their disposal is a greatest challenge faced by the polymer technologists. Recycling and reuse is the cheapest option for such thermoplastics in comparison to landfill, incineration and biodegradation [1, 2]. Their reuse by formation of composites with particulate or fibrous fillers has considerable advantages in terms of property enhancement and usage [3]. Natural fibers being renewable and obtained as agricultural wastes are used as reinforcements in preparation of such thermoplastic composites. These composites have greatest advantage of light weight, low energy production and environment friendly. These composites can also be used as a replacement for glass fiber reinforced composites for various applications [4].
In this study, Banana fiber (BF) and Flyash Cenospheres (FACS) were chosen as fillers for a Recycled High Density Polyethylene (RHDPE) matrix. BF is considered because it is renewable, abundantly available, non-abrasive, bio-degradable fiber possessing excellent mechanical properties, low density and inexpensive. This good environment friendly feature makes this fiber very popular in engineering markets such as the automotive and construction industry [5]. Many researchers have reported on this BF reinforced polymeric composites, which have successfully proved their applicability in various fields. Nayak et al. [6] studied the detail properties of hybrid composites of PP, BF and glass fibers with and without the presence of Maleic anhydride grafted polypropylene (MAPP) as a coupling agent. They found out that such fabricated hybrid composites give an increase on tensile, flexural and impact strength, decrease in the rate of water absorption, increase in storage modulus, crystallization temperature and thermal stability. Chattopadhyay et al. [7] prepared composites with chemically modified BF in PP. They found out that 5% MAPP at 15% fiber volume fraction showed an increase in impact strength by 80%, flexural strength by 48%, flexural modulus by 125%, tensile strength by 33%, tensile modulus by 82% and heat deflection temperature by 18 °C. Some authors [8–10] also suggested that chemically treated BF reinforced polymer composites exhibited superior mechanical properties than untreated BF reinforced composites.
Biswal et al. [11] examined the mechanical and morphological properties of PP modified BF nanocomposites and observed improved mechanical properties by treating the mercerized banana fibers with Sodium hydroxide (NaOH) solution. Addition of 30 wt% mercerized BF to PP nanocomposites improves the tensile strength up to 79.9% and the flexural strength to 68.8%. Morphological observations confirmed that the removal of cementing agents from raw BF enhanced the fiber adhesion properties with matrix. Yildiz and Cetinkaya [12] studied the mechanical properties and investigated the macrostructure of the composites based on polymer fibers (recycled PET bottles and polycarbonate fibers), banana and glass fibers. They suggested that agricultural wastes along with polymer wastes can be useful in prevention of environmental pollution. Pereira et al. [13] studied the effect of washed and unwashed BF on the mechanical and thermal properties of HDPE. They obtained an increase in tensile strength, tensile modulus, melting and crystallization temperature, increased crystallinity with a decrease in thermal stability by the use of washed fibers.
Jandas et al. [14] evaluated the effect of fiber surface treatments on the mechanical properties of BF reinforced polylactic acid biocomposites. They obtained an increase in tensile strength by 136% and impact strength by 49% in the composites with treated BF in comparison with the untreated one. They also suggested that the surface modification of BF showed increased interfacial adhesion between the fiber and the matrix which was evident from lowered difference between the experimentally and theoretically derived mechanical modulus. Khan and Shams et al. [15] studied the mechanical properties and thermal stability of chemically modified (bleached, alkalized and acetylated) BF reinforced Low Density Polyethylene (LDPE). They observed that the treated fiber composites exhibited better mechanical properties than the untreated ones with the acetylated fiber showing the best results. Studies highlighting exclusively the improvement in mechanical properties of RHDPE/other natural fiber composites like bagasse fiber [16, 17], wood fiber [18], rice straw fiber [19], sisal fiber [20], hemp fiber [21], cellulose fiber (cotton waste fabric) [22] with different treatment methods have been reported previously. These studies suggested the composites to be cost effective and useful for various construction purposes.
FACS on the other hand is the hard shelled, hollow, minute spheres produced during pulverized coal combustion for power generation. They possess ultra low density, low thermal conductivity, high particle strength, resistant to acids and low water absorption characteristics. It is also inexpensive filler having a basic composition of silica, iron and alumina [23]. Considering the high levels of production of FACS, any attempt to use it in production of composites can give value addition to this material and also beneficial in reducing pollution. Improved mechanical properties were obtained by addition of FACS into HDPE matrix upon silane treatment of filler [24, 25]. In one of our works, we have successfully utilized FA as filler in waste PE/HDPE blend matrix [26] and obtained enhancement in mechanical, thermal and dynamic mechanical properties of the composites upon electron beam irradiation. Therefore, the incorporation of such industrial waste into fiber reinforced polymeric composites can suggest route to explore options for developing industrial sector in turn increasing its economic value. Some literature exists on the usage of FACS as filler into fiber/polymer system [27–31] wherein the authors obtained composites with improved compressive, tensile and impact strength along with fire resistance properties. Also, in our own work on FACS filled RHDPE/coir fiber system [32] stronger and stiffer composites were obtained with remarkable increase in only flexural modulus and hardness values in comparison with unfilled system. Thus, detail analysis on various natural fiber/polymer composite systems filled with such industrial wastes has to be explored further to be useful for specific applications.
In this current investigation, variation in mechanical properties of FACS filled RHDPE/BF biocomposites as a function of FACS and fiber loading has been evaluated. The FACS filled biocomposite samples are also subjected to dynamic mechanical analysis (DMA) to evaluate stiffness and damping properties under periodic stress. The morphology of composites was also observed using scanning electron microscopy (SEM). Thermal stability of samples has been studied using differential scanning calorimetry (DSC) and thermogravimetric analysis (TGA). The purpose of conducting the detail property analysis is to suggest the potential utilization of FACS as a source of reinforcing filler in RHDPE/BF composites for various outdoor applications.
Experimental
Materials
RHDPE (MFI: 0.84 g/10 min; density: 0.950 g/cc) was obtained from Sneha plastics, Hyderabad, India and was used as the base polymer matrix material. BF procured from local sources was used as a reinforcing agent. The physical and chemical properties of BF are represented in Table 1. MA-g-HDPE (OPTIM E-156) having MFI: 4.5 g/10 min and density: 0.954 g/cc was procured from M/s Pluss Polymers, India and has been used as a compatibilizer. FACS (grade: 5–150 µm) was procured from Swift Services, Secunderabad. The average particle size of FACS used in the experiment was found to be 125 µm and the assorted shape and size of the same was identified by SEM analysis [32]. The FACS particles are mainly spherical in shape with relatively smooth surfaces having average particle density of 0.6 to 0.8 g/cc and their chemical composition being Al2O3(27–33%), SiO2(55–65%) and Fe2O3(6%).
Preparation of Biocomposites
The fibers were detergent washed and dried in vacuum oven at 70 °C for 24 h before composite preparation. To ensure easy blending of the fibers with the RHDPE matrix, these detergent washed fibers (untreated) were cut into a fiber length of ∼6 mm manually. Prior to compounding the ingredients: RHDPE, detergent washed BF, MA-g-HDPE and FACS was pre dried in a vacuum oven.
RHDPE/BF at different weight percent of fiber (10–30 wt%) was compounded in an intermeshing counter rotating JSW-twin screw extruder (PR/EX/02, Japan). The process was carried out at a screw speed of 150 rpm and temperature range of 140, 150, 160, 170 and 180 °C from the feed to die zone, respectively. The extrudates were cooled in water at room temperature, granulated in a pelletizer (HJC D75, Korea) and dried at 105 °C for 4h to eliminate residual humidity before injection molding. The dried granules were taken for preparation of mechanical (tensile, flexural, izod impact and hardness) test specimens; according to ASTM D standards using an automatic injection molding machine (Kloner Windsor (P) Ltd., India, PR/AIM/02) at 190 °C and injection pressure of 65 psi having a clamping force of 130 TONS. Then MA-g-HDPE at different weight percents (1, 3 and 5 wt%) was compounded with RHDPE/BF composites (30 wt% BF loading). Subsequently, these mixtures were injection molded to prepare required mechanical test samples. Finally, based on the weight of RHDPE, the FACS content was varied (2.5, 5, 7.5 and 10 wt%) and the compounding was done at fixed loading levels of 30 wt% BF with 3 wt% MA-g-HDPE, respectively to form RHDPE/BF/MA-g-HDPE/FACS composites. The mechanical test samples were prepared by injection molding as mentioned above.
Mechanical Testing
Tensile properties (tensile strength, tensile modulus and elongation at break) of the biocomposites were measured as per ASTM D638 (Standard test method for tensile properties of plastics) with guage length of 60 mm, at a crosshead speed of 10 mm/min by using Universal Testing Machine (AGS-10 KNG, Shimadzu). Flexural properties (flexural strength and modulus) were measured as per ASTM D790 (Standard test method for flexural properties of unreinforced and reinforced plastics and electrical insulating materials) with guage length of 60 mm, at a crosshead speed of 1.3 mm/min using the same Universal testing machine (AGS-10 KNG, Shimadzu). Notched izod impact strength of the composite specimens was evaluated using an Impactometer (Tinius Olsen, USA) as per ASTM D256 (Standard test method for determining the izod pendulum impact resistance of plastics) with a notch depth of 2.54 mm and notch angle of 45° using a 7 J hammer. The shoreD hardness values of the individual composites was determined according to ASTM D2240 (Standard test method for rubber property, Durometer hardness) in a ShoreD Hardness Tester (RR-12). Hardness is generally used to describe resistance of material to surface indentation, scratching or marring. The measurements were carried out 15 s after the durometer tip had touched the sample.
Tests for determination of mechanical properties were carried out in a standard temperature of 23 ± 2 °C and 50 ± 2% RH. The data reported are from the average of 6 specimens for each test. Corresponding standard deviations have also been reported. The mechanical properties of the biocomposites were statistically evaluated with a one way analysis of variance (ANOVA) followed by a post-hoc Tukey HSD at 0.05 level of significance.
Thermal Properties
The melting, crystallization and thermal stability of RHDPE and the composites with fiber and FACS were studied using DSC (TA Instruments, DSCQ100) and TGA (TA Instruments, TGAQ500), respectively.
DSC analysis was carried out using 5–10 mg of the samples at a scanning rate of 20 °C/min and at a temperature of 30–200 °C under nitrogen atmosphere. Subsequently, the samples were held at 200 °C for 1 min and then cooled to 30 °C at the same rate and was again reheated from 30 to 200 °C. Corresponding melting temperature, heat of fusion and crystallization temperature were recorded.
The thermal stability of the BF, RHDPE and the biocomposites was determined using TGA with samples of ≤5 mg weight and scanned from 40 to 600 °C at a heating rate of 20 °C/min under nitrogen atmosphere. The initial, final and maximum degradation temperature and corresponding percentage weight loss for the samples were noted.
Scanning Electron Microscopy
The SEM of tensile fractured composite specimens was carried out using Hitachi-S520 (Oxford Link-SEM Model, Japan). The samples were sputtered with gold and were dried for half an hour at 70 °C in vacuum, before study.
Water Absorption Test
Water absorption test of RHDPE/BF and RHDPE/BF/FACS composites was performed as per ASTM D570 (Standard test method for water absorption of plastics). Specimens were dried at 80 °C in a vacuum oven until a constant weight was attained. Subsequently, they were immersed in water in a thermostated stainless steel water bath at 30 °C. Weight gain was recorded by periodic removal of the specimens from the water bath and weighing on a balance with a precision of 1 mg. The percentage gain at any time as a result of moisture absorption was determined.
Dynamic Mechanical Properties
The dynamic mechanical behavior of the samples was studied using dynamic mechanical analyzer (TA Instruments, DMAQ800). The experiments were carried out at a fixed frequency of 1 Hz and at a heating rate of 5 °C/min. The tests were conducted in a temperature range of −100 to +100 °C using specimen of dimensions 55 × 10 × 3 mm3.
Results and Discussion
Mechanical Properties
Effect of Fiber Loading on the Mechanical Properties of RHDPE/BF Composites
The tensile properties of RHDPE/BF composites at variable weight percentage of BF (10–30 wt%) are represented in Table 2 and their corresponding stress–strain curves are presented in Fig. 1a. A significant decrease was observed in the values of tensile strength with increase in BF content up to 30 wt% in comparison with RHDPE. The tensile strength of the composites decreased by 28% with an increase in the BF content to 30 wt%. The tensile strength of RHDPE is 25.51 MPa(±1.59) and at 30 wt% BF loading the tensile strength decreased to 18.27 MPa(±0.29). A similar decrease in the tensile strength values was observed by various researchers for composites of RHDPE with Bagasse fiber [16], rice straw fiber [19], sisal fiber [20] and poplar fiber [34]. They explained that the decrease in the tensile strength values of the RHDPE matrix with the incorporation of these natural fibers owed to the dewetting effect. In the fiber/matrix boundary region stress concentrates around the reinforcement particle resulting in weak fiber–matrix interaction. However, the tensile modulus value of the composites increased significantly (p < 0.05) by 100% from 146.34 MPa(±39.76) to 295.57 MPa(±20.23) at 30 wt% BF content in comparison with the RHDPE matrix. This clearly indicated that addition of BF, significantly improved the stiffness of the composites. This increase in modulus of the RHDPE/BF composite with the increase in BF content can be attributed to the high stiffness of the fibers [35–37]. Such decrease in tensile strength with increase in tensile modulus values was also observed by Favaro et al. [20] for RHDPE/sisal fiber composites. The elongations at break of all the composites are also shown in Table 2. It is evident that there is a significant decrease in the elongation with the increase in BF loading in the RHDPE matrix implying reduction in ductility of the matrix. Destruction of structural integrity with the increase in loading of fibers [35, 38] results in decrease in the elongation at break values of the composites.

Tensile stress versus strain curves for RHDPE/BF composites with variation in a Fiber, b Compatibilizer and c FACS loading
The flexural properties of the composite samples as a function of increasing fiber loading are presented in Table 2 and their corresponding stress–strain curves are depicted in Fig. 2a. There was some increase in the flexural strength of the RHDPE matrix with incorporation of BF. However, no significant difference was observed with increase in fiber loading. But, a significant increase (p < 0.05) in flexural modulus was observed with an increase in BF loading and is found to be 120% at 30 wt% loading of fiber. The flexural modulus in case of RHDPE is 154.03 MPa(±4.95), which increased to 337.64 MPa(±19.19) at 30 wt% BF content. Bettini et al. [39] also observed such increase in flexural modulus values with a decrease in tensile strength values for PP/coir fiber composites. They explained that the increase in flexural modulus could be due to the mobility of the amorphous region which becomes increasingly restrained owing to the presence of fibers that are stiffer than the polymer matrix. Table 2 also represents the izod impact strength of RHDPE/BF composites. Incorporation of BF resulted in a significant decrease in the izod impact strength of the RHDPE matrix. Incorporation of 30 wt% BF resulted in a decrease in the impact strength of the RHDPE matrix from 22.43 kJ/m2(±3.09) to 4.59 kJ/m2(±0.59). This decrease in the impact strength was due to the presence of fiber in the composites, which reduced the energy absorbed by the composites resulting in reduced toughness. A similar decrease in impact strength of RHDPE with fiber inclusion was observed by various researchers [16, 19, 40, 41] suggesting the poor bonding quality between the fiber and the polymer matrix. The ShoreD hardness values of the samples increased with the increase in fiber loading (Table 2). This suggests that the degree of resistance of the composite to indentation measured in shore durometer is high [42]. Composites prepared at 30 wt% BF loading into RHDPE matrix have been taken for compatibilization with MA-g-HDPE.

Flexural stress versus strain curves for RHDPE/BF composites with variation in a Fiber, b Compatibilizer and c FACS loading
Addition of MA-g-HDPE resulted in significant increase in the mechanical properties of RHDPE/BF composites, which is in agreement with results established in literature [16, 43]. Figures 1b and 2b represents the tensile and flexural stress–strain curves of the RHDPE/BF composite samples with addition of MA-g-HDPE at different weight percentage. The composites prepared at 30 wt% BF loading and 3 wt% MA-g-HDPE exhibited optimum mechanical strength (Table 2). It was observed that the tensile strength of RHDPE/BF/MA-g-HDPE composites increased to 40% [18.27 MPa(±0.29)–26.22 MPa(±0.25)], tensile modulus to 30% [295.57 MPa(±20.23)–377.81 MPa(±15.66)], flexural strength to 20% [28.35 MPa(±0.42)–34.19 MPa(±1.09)], flexural modulus to a marginal 2% [337.64 MPa(±19.99)–342.43 MPa(±7.91)] and hardness (ShoreD) to 15% [65–75], respectively, when compared with neat RHDPE/BF composites. However, the elongation at break of the composites decreased significantly. There was no significant difference in the values of izod impact strength by the incorporation of MA-g-HDPE in the RHDPE/BF composite system. From statistical analysis, significant increase (p < 0.05) in tensile strength, tensile modulus, flexural strength and hardness values were found in the RHDPE/BF composites with the addition of only 3 wt% of MA-g-HDPE. This increase in the mechanical behavior of the composites with the addition of compatibilizer owes to the reaction between the anhydride groups present in the compatibilizer with the hydroxyl groups of the natural fibers forming an ester linkage at the interface [44]. The MA-g-HDPE having more flexible PE chains can diffuse into the RHDPE/BF matrix leading to inter chain entanglements, thereby contributing to the mechanical continuity of the system. This improves the fiber–matrix interface by reducing the void volume between the fibers and the matrix [33, 45, 46]. However, increase in the MA-g-HDPE content to 5 wt% resulted in a decrease in the mechanical strength of the composites which was due to self entanglement among the compatibilizer chains and not with the polymer matrix resulting in slippage [32, 44].
Effect of FACS Loading on the Mechanical Properties of RHDPE/BF Composites
As the RHDPE/BF composite samples at 30 wt% fiber loading and 3 wt% MA-g-HDPE showed optimum properties, this composition has been taken for fabrication with FACS. The tensile properties of RHDPE/BF composites with MA-g-HDPE containing different weight percentage of FACS are depicted in Table 2 and their corresponding stress–strain curves are presented in Fig. 1c. There was a significant increase (p < 0.05) in the values of tensile strength when FACS content was increased from 2.5 to 7.5 wt% owing to the effective dispersion of FACS in the RHDPE/BF matrix [47]. However, with further increase in FACS loading to 10 wt% the phenomenon of agglomeration of the filler particles occurred with a decrease in strength and modulus suggesting filler–filler interaction being more in comparison with the polymer-filler interaction, leading to a weak polymer/filler matrix [48]. There was no significant difference in the values of tensile modulus and elongation at break with the increase in FACS loading.
The flexural strength and modulus of the RHDPE/BF composites with variation in FACS loading from 2.5 to 10 wt% was measured (Table 2; Fig. 2c). The flexural strength and modulus of RHDPE/BF composites at 0 wt% FACS loading were found to be 34.19 MPa(±1.09) and 342.43 MPa(±7.91), respectively. FACS incorporation showed significantly no difference in the flexural strength values of the RHDPE/BF composite system. However the rigidity of the RHDPE/BF composites improved with the addition of FACS. The modulus of the composites increased significantly (p < 0.05) with increase in FACS loading. Thus incorporation of filler increased the flexural modulus due to restriction in chain mobility which was more pronounced at 7.5 wt% FACS loading [49–51]. The notched izod impact strength of the RHDPE/BF composites showed no appreciable change with the incorporation of FACS (Table 2). The presence of FACS particles makes the failure mode brittle and relatively less energy is absorbed by the composite having sound dispersoid/matrix bonding with less impact strength values [52]. The shore D hardness values of the RHDPE/BF composites filled with FACS are shown in Table 2. There was a significant increase in the hardness values with increase in FACS loading and was maximum at 7.5 wt% which was in line with literature [53].
The RHDPE/BF composites had significant enhancement (p < 0.05) in the values of tensile strength, flexural modulus, hardness and an optimum in tensile modulus, flexural strength and izod impact strength values with the addition of FACS suggesting it to be effective reinforcing filler. Such development of composites utilizing recycled thermoplastic matrix (shredded waste HDPE bottles from pharmaceutical industries) with natural fibers (residue of agro industries)/ FACS (wastes of thermal power stations) as reinforcements have potential to be cost- and energy-effective wood substitute for building applications and a sincere effort towards reduction of environmental pollution. Furthermore, composites produced in this study satisfied the requirements of ASTM D7032 in relation to tensile strength (24–27 MPa) and flexural strength (17.2 MPa) for utilization in deck boards and guardrail systems.
Thermal Properties
Differential Scanning Calorimetry
The melting and crystallization patterns of RHDPE/BF, RHDPE/BF/FACS composites and neat RHDPE matrix obtained through DSC analysis are shown in Fig. 3a–b. Table 3 summarizes the results obtained from these curves. The melting temperature (Tm) of the RHDPE and its composites with BF/FACS in presence of MA-g-HDPE was taken as the maximum of the endothermic peak obtained from the second heating (Fig. 3a), whereas the crystallization temperature (Tc) was taken as the maximum of the exothermic peak from the cooling cycle (Fig. 3b).

DCS a heating and b cooling curve of RHDPE, RHDPE/BF/MA-g-HDPE and RHDPE/BF/MA-g-HDPE/FACS composites
Melting temperature (Tm) did not show a tendency to increase or decrease with the addition of only BF, which was similar to result found by Mattos et al. [54] in case of polypropylene/lignocellulosic fiber composites. Here the authors observed a stabilization of Tm and concluded that BF did not affect the crystalline structure of RHDPE. Tm showed no change with inclusion of BF and increased with addition of FACS. This increment showed that the presence of FACS particles in the RHDPE/BF system causes a slight increase of Tm.
Comparing the DSC cooling thermograms of RHDPE with respect to RHDPE/BF composite; it is observed that the Tc of RHDPE was about 116.25 °C, with a degree of crystallinity, Xc of 53.58% (Table 3). Incorporation of BF in the RHDPE matrix, results in a significant decrease in Tc (112.33 °C) as well as the degree of crystallinity (Xc) (35.09%) suggesting that mere presence of MA-g-HDPE in the composite system reduced the perfection of RHDPE crystals. Addition of FACS to RHDPE/BF/MA-g-HDPE system showed a Tc of 113.68 °C and Xc of about 31.14%. The degree of crystallinity has been estimated using the following equation
where Xc is the percentage of crystallinity, ΔHf is the experimental melting heat of fusion, ΔH100% is the heat of fusion of 100% crystalline HDPE (293 J/g) [16] and WW is the weight fraction of FACS.
As observed in Table 3, melting (or crystallization) enthalpy (ΔHf) and Xc of the composites with BF and both BF/FACS in presence of MA-g-HDPE decreased significantly in comparison with the RHDPE matrix. This reduction is related to the transcrystalline region in which restrictions in the lateral direction of growth of spherulites are observed, resulting in a columnar layer [54]. Also such lowering in crystallinity level results in an improvement in the compatibility of the composite system as suggested in literature [16, 24].
Thermogravimetric Analysis
The thermograms (TG)/derivatives (DTG) in Fig. 4a, b showed that RHDPE presented the highest onset temperature (461 °C) and, consequently, the highest thermal stability in relation to RHDPE/BF and RHDPE/BF/FACS composites compatibilized with MA-g-HDPE. For BF, two peaks with distinct intensities according to its composition were observed. First peak (218–398 °C), corresponds to the hemicellulose and cellulose degradation and the second peak (423–620 °C) is related to the degradation of lignin, one of the common components of any natural fiber.

TGA thermographs of a weight loss and b derivative weight loss with temperature of RHDPE, RHDPE/BF/MA-g-HDPE, RHDPE/BF/MA-g-HDPE/FACS and BF
There are two thermal stages for the composite systems containing fiber/filler. One degradation stage was for the fiber added, and the other was for the RHDPE. In RHDPE/BF composite, the initial peak at 295–365 °C corresponded to the decomposition of cellulose and hemicellulose, while the peak at 417–497 °C corresponded to the RHDPE degradation and was confirmed by the behavior of RHDPE thermal degradation. In this range, lignin degradation could also occur as its degradation is slow and occurs from 100 to 900 °C [54]. The addition of fiber to the RHDPE matrix decreased the thermal stability of composite, which is confirmed due to the low onset temperature of the composite studied in relation to the neat matrix. The coupling agent had little influence on the degradation of the composites behavior and this was in line with results reported earlier [16]. Similarly, in case of RHDPE/BF/FACS composites, the two step degradation process was observed. The first stage occurred at 307–378 °C, while the second one corresponded to 416–509 °C. The maximum thermal degradation for these composites with FACS occurred at a higher temperature in comparison with the RHDPE/BF composites without FACS. This suggested that the addition of FACS to the RHDPE/BF system had a significant increase in the thermal stability of the composite system. BF showed a residual of 18.9% suggesting carbonization of fiber along with mass loss. RHDPE/BF composite showed a residual of 8.3%, whereas RHDPE/BF/FACS composite presented a residual of 9.5%. On the other hand, RHDPE showed a residual of 0.1% only.
Scanning Electron Microscopy
The morphology of the tensile fractured surfaces of RHDPE/BF composites with and without MA-g-HDPE and RHDPE/BF/FACS composites with MA-g-HDPE is depicted in Fig. 5a–c. As shown in Fig. 5a, poor dispersion was noticed in the RHDPE/BF composites without compatibilizer, where the fibers were seen to agglomerate into bunches, and some holes were seen after fiber pullout from the matrix on account of tensile stress. On the other hand, in the RHDPE/BF composites with compatibilizer (Fig. 5b), improved adhesion and fiber dispersion were seen resulting in less voids and fiber pullouts. Thus in presence of compatibilizer, satisfactory mechanical properties was observed which was in concurrence with results reported by authors on other natural fibers reinforced RHDPE matrix composites [16]. In the case of RHDPE/BF/FACS composite samples (Fig. 5c), addition of FACS to RHDPE/BF composites in presence of compatibilizer exhibited improved dispersion of BF within the RHDPE matrix with considerable reduction in the gaps between the fiber and the matrix. The FACS particles were encapsulated in the RHDPE/BF matrix resulting in less flaws and defects.

SEM micrographs of a RHDPE/BF, b RHDPE/BF/MA-g-HDPE and c RHDPE/BF/MA-g-HDPE/FACS composites
Water Absorption Test
The influence of BF and FACS on the water absorption values of RHDPE/BF composites and RHDPE/BF/FACS composites is shown in Fig. 6. It is evident from the test results that there is a linear increase in the water absorption in all the samples with increase in the immersion time. However, with the addition of MA-g-HDPE into the RHDPE/BF composites the water absorption values are lowered, which is further lowered with the incorporation of FACS filler in the composite.

Water absorption characteristics of Column1.RHDPE/BF, Column 2.RHDPE/BF/MA-g-HDPE and Column 3. RHDPE/BF/MA-g-HDPE/FACS composites
From Fig. 6 it is observed that the RHDPE/BF composite sample exhibited a greater tendency of water absorption in comparison with the RHDPE/BF/MA-g-HDPE composite, suggesting that the inclusion of MA-g-HDPE decreased the water absorption rate [33, 55]. In the case of RHDPE/BF/FACS biocomposites, the presence of FACS creates longer diffusion paths resulting in further decrease in water absorption rate. The presence of FACS in the voids of the fiber and matrix prevents penetration of water into the deeper parts of the composite and the presence of MA-g-HDPE leads to better interaction and decrease in water absorption values. This behavior was also reported in the use of different matrices and fillers by Biswal et al. [44] and Nourbaksh et al. [56].
Dynamic Mechanical Analysis
The dynamic mechanical properties of the RHDPE, RHDPE/BF and RHDPE/BF/FACS composites compatibilized with MA-g-HDPE were investigated to get a clear idea about the matrix/fiber-filler interactions. The dynamic mechanical analysis curves of the composites with increase in temperature, is shown in Fig. 7a–c.

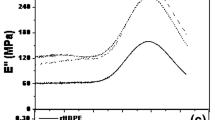
a Storage modulus, b Loss modulus and c Loss tangent of RHDPE biocomposites with respect to RHDPE
Storage Modulus (E′)
The variation of storage modulus as a function of temperature for different samples is graphically represented in Fig. 7a. It is evident that by addition of BF the modulus of the RHDPE matrix is increased. This behavior is primarily attributed to the reinforcing effect imparted by the fibers that allowed a greater degree of stress transfer at the interface resulting in increase in the stiffness [57]. For RHDPE, the highest storage modulus value was found to be 3131.62 MPa, whereas for the RHDPE/BF composites the value was increased to 3935.59 MPa. In case of RHDPE/BF/FACS composites a much enhanced storage modulus value of 4328.60 MPa was observed showing improved dispersion of the FACS within the fiber-resin matrix. Thus the storage modulus values obtained were in agreement with the flexural modulus values studied in earlier section suggesting E′ to be a measurement of load-bearing capacity of the material [51, 58]. Also the increased storage modulus values of the composites with fiber/FACS indicated an improvement in interfacial bonding and stiffness of the composites [59]. For RHDPE, the highest storage modulus value was found to be 3131.62 MPa, transition temperature from loss modulus peak (Fig. 7b) was 57.52 °C and the damping value (Fig. 7c) at the transition temperature was 0.18.
Loss Modulus (E″)
In this study, the loss modulus curves of RHDPE, RHDPE/BF and RHDPE/BF/FACS composites with MA-g-HDPE has been investigated and represented in the Fig. 7b. The E″ curves of RHDPE as well as the biocomposites with BF and FACS exhibited a single prominent peak at 30–60 °C which can be attributed to the α’ transition temperature [60, 61]. From the figure, this α’ transition temperature is significantly shifted to higher temperature in case of RHDPE/BF/MA-g-HDPE and RHDPE/BF/MA-g-HDPE/FACS composites in comparison with RHDPE. In the case of RHDPE, the maxima of the α’ peak is obtained at a temperature of 57.52 °C. In the case of RHDPE/BF composites the α’ transition peak is shifted to 61.95 °C. Further with the addition of FACS, an increase in the α’ transition peak temperature to 63.23 °C was observed which indicates a genuine interface. This shift to higher temperature is attributed to the restriction in the mobility of the polymer chains in the crystalline phase so that more energy is required for the transition to occur [32, 62]. The E″ value was 163.71 MPa in case of RHDPE, which significantly increased to 244.69 MPa in RHDPE/BF/MA-g-HDPE and to 268.54 MPa in case of RHDPE/BF/MA-g-HDPE/FACS composites. This increment in the loss modulus value of the composites with filler addition owes to maximum viscous dissipation [51].
Loss Tangent (tan δ)
The tan δ values as a function of temperature is represented in Fig. 7c. The composites as well as the matrix, showed relatively the same tan δ values and the curves overlayed below the onset of α’ transition. It is after this point that the matrix and the composites curves start deviating from each other. A slight reduction in tan δ value is obtained for the BF and both BF/FACS filled composites in comparison with RHDPE matrix. This suggests less energy dissipation with a stronger interface that becomes more pronounced at temperatures above α’ transition [44, 59]. The damping (tanδ) values of RHDPE, RHDPE/BF and RHDPE/BF/FACS composites compatibilized with MA-g-HDPE at the α’ transition temperature were 0.18, 0.16 and 0.15, respectively. Thus from DMA analysis, in FACS filled RHDPE/BF/MA-g-HDPE composite, a good bonding at the filler-matrix interface was observed.
Conclusion
FACS and BF are successfully used as filler in RHDPE to prepare biocomposites. Mechanical, thermal, morphological and dynamic mechanical evaluations were done. Mechanical properties such as tensile strength, flexural modulus and hardness of the BF/RHDPE composite system increased significantly with the addition of FACS. The decreased melting enthalpy and crystallinity degree suggested an interaction of the fiber/FACS in the RHDPE matrix. The thermal stability of the fiber/polymer system increased in presence of FACS. The storage and loss modulus values increased with the incorporation of the FACS in the RHDPE/BF composite system with a decrease in damping factor. Based on the findings obtained from this study, the FACS can be efficiently used as reinforcing filler in natural fiber/recycled thermoplastic composites to be useful for false roofings, floorings, deckings and furniture applications. FACS as filler in polymeric composites has a lot of research potential, considering the present day environmental concerns. Further analysis using various treatments on to the fiber/FACS in the preparation of composites with the same as well as different matrices can be carried out and their potential applications can be explored.
References
Satapathy S, Chattopadhyay S, Chakrabarty KK, Nag A, Tiwari KN, Tikku VK, Nando GB (2006) Studies on the effect of electron beam irradiation on waste polyethylene and its blends with virgin polyethylene. J Appl Polym Sci 101:715–726
Jose J, Nag A, Nando GB (2010) Processing and characterization of recycled polypropylene and acrylonitrile butadiene rubber blends. J Polym Environ 18:155–166
Agunsoye JO, Aigbodion VS (2013) Bagasse filled recycled polyethylene bio-composites: morphological and mechanical properties study. Res Phys 3:187–194
Mitra BC (2014) Environment friendly composite materials: biocomposites and green composites. Def Sci J 64:244–261
Boopalan M, Niranjana M, Umapathy MJ (2013) Study on the mechanical properties and thermal properties of jute and banana fiber reinforced epoxy hybrid composites. Compos Part B 51:54–57
Nayak SK, Mohanty S, Samal SK (2010) Influence of interfacial adhesion on the structural and mechanical behavior of PP-banana/glass hybrid composites. Polym Compos 31:1247–1257
Chattopadhyay SK, Khandal RK, Uppaluri R, Ghoshal AK (2010) Mechanical, thermal and morphological properties of maleic anhydride-g-polypropylene compatibilized and chemically modified banana fiber reinforced polypropylene composites. J Appl Polym Sci 117:1731–1740
Paul SA, Joseph K, Gem Mathew GD, Pothen LA, Thomas S (2010) Influence of polarity parameters on the mechanical properties of composites from polypropylene fiber and short banana fiber. Compos Part A 41:1380–1387
Venkateshwaran N, Perumal AE, Arunsundaranayagam D (2013) Fiber surface treatment and its effect on mechanical and visco-elastic behavior of banana/epoxy composite. Mater Design 47:151–159
Benitez AN, Monzon MD, Angulo I, Ortega Z, Hernandez PM, Marrero MD (2013) Treatment of banana fiber for use in the reinforcement of polymeric matrices. Measurement 46:1065–1073
Biswal M, Mohanty S, Nayak SK (2011) Effect of mercerized banana fiber on the mechanical and morphological characteristics of organically modified fiber-reinforced polypropylene nanocomposites. Polym-Plast Technol Eng 50:1458–1469
Yildiz AB, Cetinkaya K (2012) Banana fiber and PET bottles waste reinforced polymer composites. UUJMS 1: 29–34
Pereira PHF, Benini KCCC, Watashi CY, Voorwald HJC, Cioffi MOH (2013) Characterization of high density polyethylene reinforced with banana peel fibers. Bioresources 8:2351–2365
Jandas PJ, Mohanty S, Nayak SK (2013) Mechanical properties of surface treated banana fiber/polylactic acid biocomposites: a comparative study of theoretical and experimental values. J Appl Polym Sci 127:4027–4038
Khan GMA, Shams MSA, Kabir MdR, Gafur MA, Terano M, Alam MS (2013) Influence of chemical treatment on the properties of banana stem fiber and banana stem fiber/coir hybrid fiber reinforced maleic anhydride grafted polypropylene/low density polyethylene composites. J Appl Polym Sci 128:1020–1029
Lei Y, Wu Q, Yao F, Xu Y (2007) Preparation and properties of recycled HDPE/natural fiber composites. Compos Part A 38:1664–1674
Hemmasi AH, Ghasemi I, Bazyar B, Samariha A (2011) Influence of nanoclay on the physical properties of recycled high density polyethylene/bagasse nanocomposite. Middle East J Sci Res 8:648–651
Cui Y, Lee S, Noruziaan B, Cheung M, Tao J (2008) Fabrication and interfacial modification of wood/recycled plastic composite materials. Compos Part A 39:655–661
Yao F, Wu Q, Lei Y, Xu Y (2008) Rice straw fiber reinforced high density polyethylene composite: effect of fiber type and loading. Ind Crops Prod 28:63–72
Favaro SL, Ganzerli TA, De Carvalho Neto AGV, Da silva ORRF, Radovanovic E (2010) Chemical, morphological and mechanical analysis of sisal fiber-reinforced recycled high density polyethylene composites. Expr Polym Lett 4:465–473
Oza S, Wang R, Lu N (2011) Thermal and mechanical properties of recycled high density polyethylene/hemp fiber composites. IJAST 1:31–36
Aht-Ong D, Atong, D, Pechven C (2011) Surface and mechanical properties of cellulose micro fiber reinforced recycle polyethylene film. Mater Sci Forum 695:469–472
Fomenko EV, Anshits NN, Solovyov LA, Mikhaylova, OA, Anshits AG (2013) Composition and morphology of fly ash cenospheres from the combustion of Kuznetsk coal. Energy Fuels 27:5440–5448
Deepthi MV, Madan S, Sailaja RRN, Anantha P, Sampathkumaran P, Seetharamu S (2010) Mechanical and thermal characteristics of high density polyethylene-fly ash cenospheres composites. Mater Design 31:2051–2060
Chand N, Sharma P, Mahi F (2010) Correlation of mechanical and tribological properties of organosilane modified cenosphere filled high density polyethylene. Mater Sci Eng A 527:5873–5878
Satapathy S, Nando GB (2015) Mechanical, dynamic mechanical and thermal characterization of fly ash and nanostructured fly ash-waste polyethylene/high density polyethylene blend composites. Polym Compos DOI:10.1002/pc.23524
Kulkarni SM, Kishore (2003) Effect of filler-fiber interactions on compressive strength of fly ash and short fiber epoxy composites. J Appl Polym Sci 87:836–841
Saxena M, Morchhale RK, Asokan P, Prasad BK (2008) Plant fiber-industrial waste reinforced polymer composites as a potential wood substitute material. J Compos Mater 42:367–384
Subham P, Tiwari SK (2013) Effect of fly ash concentration and its surface modification on fiber reinforced epoxy composite′s mechanical properties. IJSER 4:1173–1180.
Jena H, Pandit MK, Pradhan AK (2013) Effect of cenosphere on mechanical properties of bamboo-epoxy composites. J Reinf Plas Compos 32:794–801
Dalbehera S, Acharya SK (2015) Effect of cenosphere addition on the mechanical properties of jute-glass fiber hybrid epoxy composites. J Ind. Text DOI:10.1177/1528083715577936
Satapathy S, Raju VSK (2015) Influence of fly ash cenospheres on performance of coir fiber reinforced recycled high density polyethylene biocomposites. J Appl Polym Sci. DOI:10.1002/APP.42237
Nayak SK, Mohanty S, Samal SK (2010) Influence of interfacial adhesion on the structural and mechanical behavior of PP-banana/glass hybrid composite. Polym Compos 31:1247–1257
Nourbaksh A, Ashori A (2009) Preparation and properties of wood plastic composites made of recycled high density polyethylene. J Compos Mater 43:877–883
Njoku RE, Li IO, Agbiogwu DO, Agu CV (2012) Effect of alkali treatment and fiber content variation on the tensile properties of coir fiber reinforced cashew nut shell liquid (CNSL) composite. NIJOTECH 31:107–110
Ayrilmis N, Jarusombuti S, Fueangvivat V, Bauchongkol P, White RH (2011) Coir fiber reinforced polypropylene composite panel for automotive interior applications. Fiber Polym 12:919–926
Bhagat VK, Biswas S, Dehury J (2014) Physical, mechanical and water absorption behavior of coir/glass fiber reinforced epoxy based hybrid composites. Polym Compos 35:925–930
Rozman HD, Tay GS, Kumar RN, Abubakar A, Ismail H, Mohd Ishak ZA (1999) Polypropylene hybrid composites: a preliminary study on the use of glass and coconut fiber as reinforcements in polypropylene composites. Polym Plas Technol Eng 38:997–1011
Bettini SHP, Bicudo ABLC, Augusto IS, Antunes LA, Morassi PL, Condotta R, Bonse BC (2010) Investigation on the use of coir fiber as alternative reinforcement in polypropylene. J Appl Polym Sci 118:2841–2848
Rana AK, Mandal A, Bandyopadhyay S (2003) Short jute fiber reinforced polypropylene composites: effect of compatibilizer, impact modifier and fiber loading. Compos Sci Technol 63:801–806
Arsad A, Suradi NL, Rahmat AR, Danlami JM (2013) The influence of kenaf fiber as reinforcement on recycled polypropylene/recycled polyamide-6 composites. Int J Plas Technol 17:149–162
Ishidi EY, Kolawale EG, Sunmonu KO, Yakubu MK, Adamu IK, Obele CM (2011) Study of physio-mechanical properties of high density polyethylene (HDPE)-palm kernel nut shell (Elaeis Guineasis) composites. JETEAS 2:1073–1078
Brahmakumar M, Pavithran C, Pillai RM (2005) Coconut fiber reinforced polyethylene composites: effect of natural waxy surface layer of the fiber on fiber/matrix interfacial bonding and strength of composites. Compos Sci Technol 65:563–569
Biswal M, Mohanty S, Nayak SK (2009) Influence of organically modified nanoclay on the performance of pineapple leaf fiber reinforced polypropylene nanocomposites. J Appl Polym Sci 114:4091–4103
Satapathy S, Nag A, Jose J, Nando GB (2008) Mechanical properties and fracture behavior of short PET fiber-waste polyethylene composites. J Reinf Plast Compos 27:967–984
Tan C, Ahmad I, Heng M (2011) Characterization of polyester composites from recycled polyethylene terephthalate reinforced with empty fruit bunch fibers. Mater design 32:4493–4501
Satapathy S, Nag A, Nando GB (2013) HDPE-Fly ash/Nano fly ash composites. J Appl Polym Sci 130:4558–4567
Satapathy S, Nag A, Nando GB (2012) Effect of electron beam irradiation on the mechanical, thermal and dynamic mechanical properties of fly ash and nano structured fly ash waste polyethylene hybrid composites. Polym Compos 33:109–119
Pardo SG, Bernal C, Area A, Abad MJ, Cano J (2010) Rheological, thermal and mechanical characterization of fly ash-thermoplastic composites with different coupling agents. Polym Compos 31:1722–1730
Sreekanth MS, Bambole VA, Mhaske ST, Mahanwar PA (2009) Effect of particle size and concentration of fly ash on properties of polyester thermoplastic elastomer composites. JMMCE 8:237–248
Ray D, Bhattacharya D, Mohanty AK, Drzal LT, Misra M (2006) Static and dynamic mechanical properties of vinylester resin matrix composites filled with fly ash. Macromol Mater Eng 291:784–792
Malkapuram R, Kumar V, Negi YS (2009) Recent development in natural fiber reinforced polypropylene composites. J Reinf Plast Compos 28:1169–1189
Patel RV, Manocha S (2013) Studies on carbon-fly ash composites with chopped PANOX fibers. J Compos 2013:1–6
Mattos BD, Misso AL, De Cademartori P HG, De Lima EA, Magalhaes WLE, Gatto DA (2014) Properties of polypropylene composites filled with a mixture of household waste of mate tea and wood particles. Constr Build Mater 61:60–68
Ghasemi E, Kord B (2009) Long term water absorption behavior of polypropylene/wood flour/organoclay hybrid nanocomposite. Iranian Polym J 18:683–691
Nourbaksh A, Ashori A (2009) Influence of nanoclay and coupling agent on the physical and mechanical properties of polypropylene/bagasse nanocomposite. J Appl Polym Sci 112:1386–1390
Satapathy S, Nag A, Nando GB (2009) Dynamic mechanical behavior of short PET and short glass fiber reinforced waste polyethylene composites. Int J Plas Technol 13:95–111
Mohanty S, Verma SK, Nayak SK (2006) Dynamic mechanical and thermal properties of MAPE treated jute/HDPE composites. Compos Sci Technol 66:538–547
Subham P, Tiwari, SK (2012) Effect of unsilanized and silanized fly ash on damping properties of fly ash filled fiber reinforced epoxy composite. Proceedings of the international conference on advances in aeronautical and mechanical ENGINEERING-AME:20–24
Khanna YP, Turi EA, Taylor TJ, Vickroy VV, Abbott RF (1985) Dynamic mechanical relaxations in polyethylene. Macromolecules 18:1302–1309
Stehling FC, Mandelkern L (1970) The glass temperature of linear polyethylene. Macromolecules 3:242–252
Behzad M, Tajvidi M, Ebrahimi G, Falk RH (2004) Dynamic mechanical analysis of compatibilizer effect on the mechanical properties of wood flour-high density polyethylene composites. IJE Trans B 17:95–104
Acknowledgements
Dr. Sukanya Satapathy, thanks Department of Science and Technology (DST) for financial grant under Women Scientists Scheme-A (WOS-A), Grant No. SR/WOS-A/CS-91/2012 (G). Authors greatly acknowledge Central Institute of Plastics Engineering and Technology, Hyderabad, India for the processing and Izod impact testing facility of the composite samples.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Satapathy, S., Kothapalli, R.V.S. Mechanical, Dynamic Mechanical and Thermal Properties of Banana Fiber/Recycled High Density Polyethylene Biocomposites Filled with Flyash Cenospheres. J Polym Environ 26, 200–213 (2018). https://doi.org/10.1007/s10924-017-0938-0
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10924-017-0938-0