
Abstract
Soy protein-based adhesives (SPAs) inherently possess low solid content and poor water resistance. Chemical crosslinking can effectively improve the water resistance, but will also contribute to the low solid content. In this study, egg white (EW) was introduced to soybean meal (SM) adhesive as a substitute for water, followed by crosslinking with triglycidylamine (TGA) to develop a high-performance bioadhesive with a high solid content. The solid content, rheology, water resistance, functional groups, crystallinity, thermal degradation behavior, and fracture surface micrographs of the resulting adhesives were investigated. Three-ply plywood was fabricated and its wet shear strength was tested. The results indicated that 57.1 % EW increased the solid content of SM adhesive up to 43.32 %, while maintaining an appropriate viscosity for application. The water resistance of SM adhesive was improved by 36.0 % as optimal EW addition amount of 57.1 % was introduced. The results were attributed to the following observations: (1) EW further increased the crosslinking density of cured adhesive by involving in the crosslinking reaction. (2) EW promoted the transformation from small molecule element to skeleton structure of the cured system. (3) The cured SM/EW possessed a dense and smooth crosslinking structure, successfully preventing the water intrusion. The optimal adhesive formulation provided the plywood with the highest wet shear strength of 1.14 MPa which was improved by 153.3 and 80.9 % compared with that bonded by the SM and SM/TGA adhesive. The improvement can be explained by: (1) high solid content of SM/EW adhesive reduced the water evaporation, effectively limiting the damage to the mechanical properties of plywood. (2) The cured SM/EW adhesive possessed higher water resistance. (3) The appropriate viscosity of adhesive formed more interlockering with wood. The results of wet shear strength also indicated that the performance of new SM/EW bioadhesive was superior to that of conventional urea–formaldehyde (UF) resin and PAE cross-linked SM adhesive, and was comparable to that of melamine modified UF resin. The high solid content of the SM/EW bioadhesive combined two typical vegetable and animal proteins and pushed the performance limit of low solid content SPAs.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Formaldehyde-based thermosetting resins, such as urea, melamine, and phenol–formaldehyde resin compose the majority of industrial synthetic wood adhesives. Their low cost and excellent adhesion to wood make them widely utilized in the manufacture of various wood composite panels, such as plywood, particleboard and medium density fiberboard. However, these synthetic adhesives are petroleum-based and will release formaldehyde from the bonded products to pollute indoor environment. Therefore, driven by the sustainable development and strict standards for indoor formaldehyde emission, it is inevitable that eco-friendly alternatives will be developed to replace the traditional synthetic resins [1].
Eco-friendly wood adhesives can be obtained by taking advantage of biopolymers to develop bioadhesives. Biopolymers including tannin, lignin, carbohydrates, unsaturated oils and proteins have been used to prepare a variety of adhesives [2]. Proteins, especially vegetable proteins, represent a renewable, inexpensive, and eco-friendly biomass resources. However, more than one-third of protein sources are underutilized and could be employed as raw material for new protein-based industrial products [3]. Many vegetable proteins have been adopted to develop wood adhesives, such as wheat gluten [4], sorghum protein [5], cottonseed protein [6] and soy protein [7] and their blends [8]. High volume availability coupled with low cost of soybean have made soy protein-based adhesives (SPAs) the most promising alternative to formaldehyde-based synthetic products. However, the low water resistance of SPAs greatly limits their application.
Many chemical modification methods have been attempted to improve the water resistance of SPAs. Previous researches have shown that altering the soy protein structure using caustic and chaotropic agent can increase the water resistance of the adhesive [9]. Water soluble caustics, such as sodium hydroxide and trisodium phosphate, can break the internal hydrogen bonds of the coiled protein molecules and expose the available polar structure. However, this alkaline dispersion process causes a limited useful life for the adhesive and a reddish-brown stain on the wood surface, because of the alkali burn on the cellulose [10]. Sun’s group employed urea and guanidine, sodium dodecyl sulfate and cetyltrimethylammonium bromide to swell the protein and produce an accessible structure for forming water-resistant bond [11, 12]. However, a recent study has indicated that the improvement of water resistance of the fabricated panels is limited when these denaturants are used, possibly due to the high viscosity of adhesive and the steric hindrance of carbohydrate [13]. Recently, high-activity groups based on dopamine [2] and cysteamine [14] were grafted onto the soy protein molecules to increase the reactivity. The reinforcing effect produced by these materials was outstanding. Nevertheless, this technique is quite complex and costly, which makes it impractical for industrial wood composite processing. Another method for enhancing SPAs is to use a co-reactant, particularly the incorporation of polyamidoamine-epichlorohydrin (PAE) resin [15], which have proven to form a cross-linked interpenetrating network with the cured SPAs and significantly improve the mechanical properties of the panels.
Another method adopted by researchers to improve the water resistance of SPAs is crosslinking modification using a cross-linker. Maleic anhydride [16], glycidyl methacrylate [17], and glutaraldehyde [18], were added to the SPAs to crosslink the soy protein. These cross-linkers reacted with the functional groups in protein molecules including –OH, –COOH, and –NH2 to form a crosslinking network, improving the water resistance of the cured adhesive and the bond strength of bonded products. In our earlier studies, soybean meal was blended with polyethyleneglycol diacrylate [19], anethylene glycol diglycidyl ether and diethylenetriamine [20], and 5,5-dimethyl hydantoin polyepoxide [21] to produce soybean meal-based wood adhesives with an enhanced water resistance. It was found that a resin or an ether that contains at least two active epoxy groups can be an effective cross-linker for the SPAs.
Low solid content and high viscosity are two inherent disadvantages of SPAs. Chemical modification can effectively enhance the SPAs, but will only modestly contribute to the solid content. In published studies, the chemically cross-linked SPAs still had low solid content, approximately 33 % [22]. The low solid content is detrimental to the mechanical properties and processability of the products. First, a low solid content reflects that a large quantity of water is brought into the panel with the adhesive, which requires removal during the hot-pressing process. This makes it easy to break the bonding to wood and reduce the bond strength of panel. Second, a longer hot-pressing time will be needed to completely cure the adhesive, which will increase the compression ratio of the substrate and waste energy and resources. Third, the stacked veneers using low-solid-content adhesives possess a low prepress strength which negatively impacts the processability and the final performance. In addition, a low solid content will reduce the production efficiency and affect the dimensional stability of the products. Therefore, the water resistance of the adhesive can be gradually improved by means of the chemical modification, but the wet bond strength of the bonded panel cannot be further increased, because it is dictated by the low solid content of adhesive.
Blending various protein resources into the material to remedy the functional limitation of a single protein is a common method used in the food industry. Egg white protein and soy protein are two typical animal and vegetable proteins that are widely used for protein-based composites. The interaction of the blended proteins has been proven to be effective in the performance improvement of composite gels. The interaction of egg white (EW) and oat globulin has been shown to increase the storage and loss modulus of their composite gel compared to a single oat globulin gel [23]. Additional soy protein isolate (SPI) is beneficial to increasing the protein concentration of exudate from cured porcine muscle and the storage modulus of the meat exudate gel [24]. EW also exhibited good compatibility with horse mackerel gelatin and provided the composite gel with a higher elastic modulus [25]. Recently, Su et al. [26] found that the hardness and storage modulus of SPI/EW composite gel increased with an increase in the EW blend ratio. These studies revealed that egg white protein was compatible with soy protein and could improve the properties of compound protein. Actually, EW is a by-product in egg tart and ice cream making, and is often a trouble for the manufacturer. It is necessary to efficiently utilize this remain for saving resource. Because of good consistency and differential molecular weight between EW and soy protein, the combination of the two proteins would produce eclectic properties such as viscosity. Therefore, EW may be a potential protein resource for improving the performance of the SPAs and the resultant composites.
In this reported study, EW was blended with soybean meal (SM) as protein raw material to prepare bioadhesive. The water in the adhesive was gradually substituted with various amounts of EW as a protein substitute to determine the optimum blending formulation of adhesive with a high solid content and appropriate viscosity. A laboratory-synthesized cross-linker, triglycidylamine (TGA), was used to crosslink the protein molecules. Three-ply plywood were fabricated using the blended adhesives and tested to determine the wet shear strength. The solid content, rheology, functional groups, crystallinity, mass loss after hydrolysis, fracture surface micrographs and thermal behavior of the resulting adhesives were evaluated to better comprehend the influence of the EW on the SPAs and develop a high-performance bioadhesive with a high solid content.
Materials and Methods
Materials
Soybean meal (46.8 % soy protein, 36.04 % polysaccharide, 5.86 % moisture, 4.28 % fiber, 6.46 % ash, and 0.56 % fat) was supplied by Xiangchi Grain and Oil Co., Ltd. (Shandong, China). Analytical grade epichlorohydrin (99 %) and aqueous ammonia (25 %) were purchased from Lanyi Chemical Co., (Beijing, China). The poplar veneers with moisture content of 8.0 % and dimensions of 400 mm × 400 mm × 1.5 mm were obtained from a local plywood plant. Fresh hen eggs were purchased from local Wal-Mart. After separated from whole egg using a domestic egg white separator, egg white was gently stirred for 30 min to form a homogeneous system. Commercial urea–formaldehyde (UF) resin (50.6 % solid content, formaldehyde/urea mole ratio of 1.1), melamine modified UF (MUF) resin (54.6 % solid content, formaldehyde/(melamine + urea) mole ratio of 1.1), 8 % melamine content based on the mass of liquid UF resin), and PAE were purchased from Anlian Wood Co., Ltd. (Jiangsu, China). An aqueous solution (20 %) of ammonium chloride (NH4Cl) was used as hardener and added into the UF and MUF resins on the basis of the solid content of resin.
Preparation of Cross-Linker Triglycidylamine (TGA)
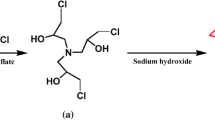
Triglycidylamine (TGA) was synthesized according to a previous report [27], and the synthesis scheme illustrated in Fig. 1. Epichlorohydrin and aqueous ammonia with a mole ratio 5:1 were placed in a three-necked flask equipped with a condenser and stirrer. The mixture was stirred continuously with a rate of 800 rmp. Ammonium triflate was used to catalyze the reaction at 23 °C for 48 h, then 35 °C for 3 h. The residual epichlorohydrin and ammonium hydroxide were removed by a vacuum distillation process, and the resulting colorless syrup consisting of tris-(3-chloro-2-hydroxypropyl)amine [Fig. 1(1)]. A plethora of sodium hydroxide solution (50 %) was added for the epoxy-ring closure reaction at 20 °C for 2 h. Because the reaction was highly exo-thermal, an external ice-water cooling circulator was required to hold the temperature. The precipitate of NaCl was filtered off, and the residue was vacuum-distilled to obtain pure viscous TGA [Fig. 1(2)] with a solid content of 90 %, pH of 6.0 and viscosity of 100 mPa s.

The synthesis scheme of triglycidylamine
Preparation of Adhesive
Soybean meal-based (SM), TGA cross-linked (SM/TGA) and EW blended (SM/EW) adhesives were prepared according to the following procedure. Soybean meal (30 g) was added into a certain amount of water (m1) and stirred for 10 min at room temperature to form a homogeneous system. Then, a certain amount of egg white (m2) and 6 g TGA (6 % base on the mass of SM adhesive) were added into the homogeneous system and evenly stirred to prepared different adhesive formulations. The composition of SM and SM/EW adhesive formulations is shown in Table 1. As the contrastive adhesive formulation, PAE modified SM (SM/PAE) adhesive was prepared by adding 6 % PAE (based on the mass of SM adhesive) into the SM adhesive. As for UF and MUF resin adhesive, 1 % NH4Cl (20 % aqueous solution) and 20 % flour (based on the mass of liquid resin) were blended with resin.
Preparation and Evaluation of Plywood
Three-ply poplar plywood was fabricated in this study. Adhesive was evenly coated on both sides of the core veneer with a glue spreading of 200 g/m2. The coated veneer was stacked between two uncoated veneers with the grain direction of the two adjacent veneers perpendicular to each other. The stacked veneers were hot-pressed at 120 °C and 1.0 MPa for 6 min.
The wet shear strength of plywood was determined according to the China National Standard for Type II plywood (GB/T 17657-2013) [28]. After equilibrated for 24 h under room condition, the bonded plywood was cut into specimens with dimensions of 100 mm × 25 mm (gluing area of 25 mm × 25 mm). The cut specimens were immersed in water at 63 ± 2 °C for 3 h, and then removed from water and cooled at room temperature for 10 min. The wet shear strength was determined using a common tensile machine operating at a speed of 10.0 mm/min. The force required to break the glued specimen was recorded. The wet shear strength (MPa) was calculated using the following Eq. (1). The reported strength was the average value of eight replications.
Characterization Techniques
Solid Content and Dynamic Viscoelastic of Adhesive
The solid content of adhesive was measured based on the oven dry method according to the China National Standard (GB/T 14074-2013) [29]. About 3 g (α) adhesive was placed into an oven at a temperature of 105 ± 2 °C for drying until a constant weight (β) was obtained. The solid content was calculated (three replications) by weighing the difference of mass before and after drying.
The apparent viscosity of adhesive was determined by a rheometer (Brookfield R/S + CPS, American) with a parallel plate fixture (P35 35 mm diameter). The distance between cone and plate was set to 1 mm for all the measurements. The experiments were conducted under a steady shear flow at 20 °C. The shear rates ranged from 10 to 240 s−1 at 10 s−1 increments.
Mass Loss of Cured Adhesive After Hydrolysis
Adhesive was placed in an oven at 120 ± 2 °C until a constant weight was obtained, and then ground into 100 mesh powders (0.15 mm) by a ceramic mortar. To determine the mass loss, the cured adhesive was wrapped up using a qualitative filter paper and placed in a glass with distilled water. After hydrolyzing for 12 h in an oven of 60 ± 2 °C, the sample was dried (105 ± 2 °C, 3 h) and weighed. The mass loss (three replications) was determined by weighing the difference of the mass before and after the hydrolysis.
Fourier Transform Infrared Spectroscopy (FTIR)
The FTIR spectra of cured adhesives were recorded using a Thermo Nicolet 6700 FT-IR (USA) over the range of 400–4000 cm−1 with a 4 cm−1 resolution and 32 scans. The cured adhesives (120 ± 2 °C) were ground into 200 mesh powders (0.075 mm) by a ceramic mortar. The powder was mixed with KBr crystals at a mass ratio of 1/70, and pressed in a special mold to form a sample folium.
X-ray Diffraction (XRD)
The XRD patterns of cured adhesives were recorded by a XRD diffractometer (D8 ADVANCE, BRUKER, German) using a cobalt source and 0.2 theta scan ranging from 5° to 60° at 45 kV and 30 mA. The crystallinity of the powder sample was calculated based on the area method (Eq. 2) [30] and obtained by the included software of BRUKER, DIFFRAC.EVA V 3.1.
where Acryst is the sum of crystalline band areas, and Atotal is the total area under the diffraction patterns.
Thermal Gravity Analysis
The thermal degradation behavior of the cured adhesive was tested using a TGA instrument (TA Q50, WATERS Company, USA). About 8 mg powdered adhesive sample with 200 mesh (0.075 mm) were weighed in a platinum cup and scanned from room temperature to 600 °C at a heating rate of 10 °C/min in a nitrogen environment while recording the weight change.
Scanning Electron Microscopy (SEM)
The fracture surface micrographs of cured adhesives were measured using a JSM-6500F field emission scanning electron microscope (FE-SEM) (JEOL USA Inc., Peabody, MA). Prior to testing, the fracture surface was first placed on an aluminum stub and a 10 nm gold film was coated on using an ion sputter (HITACHI MCIOOO, Japan).
Results and Discussion
Solid Content and Viscosity of Adhesive
The solid content of an adhesive is an essential parameter that affects the performance of the adhesive and the bonded products. In general, a high solid content tends to impart good water resistance to the adhesive and high bond strength to the products. The solid content of the SM and SM/EW adhesives are shown in Fig. 2.

Solid content of adhesive 0 (water/egg white = 70/0 no TGA), 1 (water/egg white = 70/0 6 % TGA), 2 (water/egg white = 50/20 6 % TGA), 3 (water/egg white = 40/30 6 % TGA), 4 (water/egg white = 30/40 6 % TGA), 5 (water/egg white = 20/50 6 % TGA), 6 (water/egg white = 0/70 6 % TGA)
Soy protein is composed primarily of two globins, β-conglycinin (7S) and glycinin (11S), which are macromolecules with a molecular weight of 150–360 kDa [31]. The high molecular weight increases the intermolecular interaction, molecular entanglement and friction when soy protein is dissolved in water, leading to a low solid content of SPAs for insuring an appropriate viscosity. Therefore, it is difficult to improve the solid content by further increasing the soy protein content of the SPAs. Previous research has shown that the solid content of the SPAs should be more than 35 % to prevent the bonded plywood from breaking and to obtain favorable bond performance [32]. As shown in Fig. 2, the native SM adhesive (adhesive 0) exhibited the lowest solid content of 26.78 %, which could not produce an effective bond with the wood substrate. After the addition of a TGA cross-linker, this value was increased by 13.7–30.44 % (adhesive 1), because the increase in the TGA content was equivalent to increasing the mass of adhesive. However, this increased value did not meet the necessary requirement (more than 35 %), because of the low quantity of TGA (6 % base on the mass of adhesive). Certainly, the solid content could be further improved by continually adding more cross-linker, but this would come with a high cost and possible aggregation in the adhesive which would result in a high brittleness. In other words, it is unadvisable to improve the solid content of the adhesive by increasing the amount of cross-linker in the formulation.
As expected, as the water was substituted by EW, the solid content of adhesive increased with an increased EW content. Adhesive 4 with a 57.14 % EW content attained a solid content of 43.32 %, which represented a 61.7 % increase in solid content over that of adhesive 0 (SM adhesive) and a 42.0 % increase over that of adhesive 1 (SM/TGA adhesive). When all of the water was substituted by EW (adhesive 6), the solid content increased to 46.45 %. In addition to its 88 % moisture content, EW contains 12 % solids, including 11 % protein, 0.2 % lipids and 0.8 % ash [33]. The solid component of the EW was the major contributor to the increase in the solid content of the blended adhesives. Moreover, it can be seen from Fig. 2 that when the addition amount of EW was more than 50 % (water/egg white <40/30), the solid content of the adhesives was greater than 40 %. This high solid content was unattainable by adding more soy protein or cross-linker into the adhesive. Certainly, the high solid content should provide an appropriate viscosity of the adhesive for wood bonding.
Figure 3 shows the apparent viscosity and the initial value of the SM and SM/EW adhesives. A high-solid-content adhesive usually possesses the disadvantage of high viscosity which is another important physical parameter of a wood adhesive. An appropriate adhesive requires a definitive flowability to insure good contact with wood, sufficient permeation and mechanical interlocking to bond the substrates together. The SPAs with low viscosity will give the plywood a poor pre-pressing property and generate a bleed-through issue, while high viscosity will cause poor flowability and difficulties in handling. As shown in Fig. 3, the apparent viscosity of the SPAs was reduced as the shear rate increased and it reached a constant value after a shear rate of about 120 1/s, exhibiting the shear thinning behavior of non-newtonian fluid [18]. The native SM adhesive (adhesive 0) had an initial viscosity of 42,320 mPa s, and it decreased to 18,810 mPa s as TGA was added (adhesive 1), which was attributed to the low molecular weight of TGA. TGA can reduce the fiction of the soy protein macromolecules and decrease the viscosity of adhesive.

Apparent viscosity dependence on the shear rate of adhesive 0 (water/egg white = 70/0 no TGA), 1 (water/egg white = 70/0 6 % TGA), 2 (water/egg white = 50/20 6 % TGA), 3 (water/egg white = 40/30 6 % TGA), 4 (water/egg white = 30/40 6 % TGA), 5 (water/egg white = 20/50 6 % TGA), 6 (water/egg white = 0/70 6 % TGA)
The incorporation of EW significantly increased the viscosity of the blended adhesives. In adhesive 4, the initial viscosity increased by 26.9 % over that of adhesive 0 and 185.5 % over that of adhesive 1 to 53,710 mPa s. However, these increased viscosities were less than that obtained by directly adding soy protein. The native SM adhesive with 33 % soybean meal nearly lost the flowability. On one hand, EW can increase the solubility of the soy protein, because of its strong ability to hydrate [26], which reduced the viscosity of the soy protein in water. On the other hand, the EW protein consist of primarily ovalbumin (54 %), ovotransferrin (12 %), and ovomucoid (11 %), whose molecular weights are 44.5, 77.7, and 28 kDa [34]. The low-molecular-weight EW may fill the macromolecule gap of the soy protein and act as a lubricant, which help to reduce the intermolecular interaction of the soy protein and decrease the overall viscosity of the adhesive. In addition, when all of the water was substituted with EW, the initial viscosity of adhesive 6 exceeded the maximum allowable limitation for the wood adhesive viscosity (7500 mPa s) [35], which could result in low bond strength of the bonded panel due to the limited flowability and poor dispersibility. All the results indicated that the addition of the EW improved higher solid content of the SPAs than addition of the cross-linker, because of the improved solubilization and small molecule filling provided by the EW. The addition of 57.14 % EW significantly increased the solid content of the resulting adhesive to 43.32 %. However, a plethora of EW caused the adhesive to lose its flowability and it was no longer suited for wood bonding.
Water Resistance of Cured Adhesive
The mass loss after hydrolysis of the cured SM and SM/EW adhesives is shown in Fig. 4. The cohesive strength of native SM adhesive is primarily based on the hydrogen bonding between active groups in soy protein molecule chains. Also, most of these active groups are hydrophilic. Therefore, the cured native SM adhesive possessed low water resistance and showed the highest mass loss of 29.79 % (adhesive 0). After TGA was added, the mass loss of cured adhesive significantly decreased, which may be attributed to the crosslinking reaction of TGA and soy protein molecules. The incorporation of EW further reduced the mass loss of cured adhesive, and the value decreased as an increased addition amount of EW. When 57.14 % water in adhesive was substituted by EW (adhesive 4), the resultant adhesive showed the lowest mass loss of 19.08 %. This may be because EW protein was also involved in the crosslinking reaction and continually increased the crosslinking degree of cured adhesive. In addition, because of the increased solid content (Fig. 2), the less water evaporation during adhesive curing would produce a distinct microstructure in cured adhesive, which may have an impact on the mass loss of cured adhesive. However, continuous addition of EW inversely increased the mass loss (adhesives 5 and 6), which could be explained by the low water resistance of additional un-cross-linked EW micromolecules. As the optimal addition formulation, 57.1 % EW addition amount produced an improvement of 36.0 % in the water resistance of SM adhesive.

The mass loss after hydrolysis of the cured adhesive 0 (water/egg white = 70/0 no TGA), 1 (water/egg white = 70/0 6 % TGA), 2 (water/egg white = 50/20 6 % TGA), 3 (water/egg white = 40/30 6 % TGA), 4 (water/egg white = 30/40 6 % TGA), 5 (water/egg white = 20/50 6 % TGA), 6 (water/egg white = 0/70 6 % TGA)
FTIR Spectroscopic Analysis
Figure 5 displays the FTIR spectra of the cured SM and SM/EW adhesives. The broad band at 3323 cm−1 corresponded to the vibrations of the free and bound N–H and O–H groups, which formed a large number of hydrogen bonds with other active groups in the protein molecule (e.g., hydroxyl groups and carbonyl groups) to produce the mechanical strength of the bonded products [20, 36]. The peak observed at 2930 cm−1 was attributed to C-H stretching vibration of the methyl group. In native SM adhesive (adhesive 0), three typical characteristic absorption bands of the amide were observed at 1662, 1533, and 1239 cm−1, which were assigned to C=O stretching (amide I), N–H bending (amide II), N–H in plane and C–N stretching vibration (amide III), respectively [37]. The two peaks at 1446 and 1050 cm−1 were attributed to the –CH2 deformation vibration of the methylol group and –C–NH2 bending.

FTIR spectra of the cured adhesive 0 (water/egg white = 70/0 no TGA), 1 (water/egg white = 70/0 6 % TGA), 2 (water/egg white = 50/20 6 % TGA), 3 (water/egg white = 40/30 6 % TGA), 4 (water/egg white = 30/40 6 % TGA), 5 (water/egg white = 20/50 6 % TGA), 6 (water/egg white = 0/70 6 % TGA)
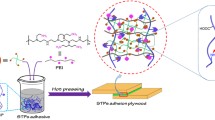
For adhesive 1, TGA is an epoxy-based cross-linker with three epoxy groups in each molecule, but free epoxy groups were not observed after curing, which revealed the crosslinking reaction between TGA and soy protein. In addition, the peak of COO– at 1398 cm−1 disappeared and a new peak of the carbonyl group at 1738 cm−1 appeared after TGA was introduced, which may be attributed to the esterification between epoxy group and carbonyl group of protein molecules. This finding was in agreement with previous similar studies [38]. Besides having plenty of carbonyl groups, soy protein molecule also contains a large number of amino groups (–NH2). Because the reaction activation energy of epoxy group and amino group was lower than that of epoxy group and carbonyl group, the TGA would react faster with amino groups in soy protein molecules. However, the peak of N–H bending at 1533 cm−1 did not change in all the adhesives. This was because the limited TGA did not fully consume the active groups and the unreacted amino groups still existed in the cured adhesive. After blending the EW with the soy protein, there were no obvious differences in the spectrum of cured adhesive except for the gradually weakened carbonyl group (from adhesives 2 to 6). This may be because the egg white was also involved in the crosslinking reaction and thereby consumed some epoxy groups in TGA. The TGA crosslinking reaction transformed the weak hydrogen bond to a stable chemical bond and decreased the amount of hydrophilic groups, which improved the cohesive strength and water resistance of the modified adhesive, as observed in Fig. 4. The schematic diagram of crosslinking network formation in SM/EW bioadhesive is shown in Fig. 6.

The crosslinking network of high solid content SM/EW bioadhesive
X-ray Diffraction (XRD) Analysis
X-ray diffraction patterns and the corresponding crystallinity of the cured SM and SM/EW adhesives are shown in Fig. 7. The XRD pattern of soy protein displays two obvious peaks at 2θ of about 9° and 20°, which respectively belong to the α-helix and β-sheet molecular structure [39]. Adhesive 0 (SM adhesive) showed the highest intensity at two diffraction peaks and the highest crystallinity (44.7 %). When TGA was introduced, the peak intensity and crystallinity of the cured adhesive obviously decreased, which was due to these protein molecules was linked together by the crosslinking reaction. Crystallization is the ordered array of molecules, and crosslinking will decrease the crystallinity of the adhesive system [40]. In other word, the decreased crystallinity confirmed the crosslinking reaction between TGA and the soy protein molecules. When the water was gradually substituted by EW in the formulation, the crystallinity initially decreased, and then increased as the amount of EW increased. Adhesive 4 with a EW content of 57.14 % exhibited the lowest crystallinity (34.4 %), which was attributed to the EW providing additional protein to crosslink with TGA (as the observations in FTIR analysis). However, more EW addition (adhesives 5 and 6) resulted in the residue of EW protein micromolecules and accordingly increased the crystallinity of the cured adhesives. These residual un-cross-linked EW after curing were the locus of water intrusion and negatively impacted the water resistance of cured adhesive. This is in accordance with the results shown in Fig. 4.

X-ray diffraction patterns the corresponding crystallinity of the cured adhesive 0 (water/egg white = 70/0 no TGA), 1 (water/egg white = 70/0 6 % TGA), 2 (water/egg white = 50/20 6 % TGA), 3 (water/egg white = 40/30 6 % TGA), 4 (water/egg white = 30/40 6 % TGA), 5 (water/egg white = 20/50 6 % TGA), 6 (water/egg white = 0/70 6 % TGA)
Thermogravimetric Analysis
Figure 8 shows the thermogravimetric and derivative thermogravimetric curves for cured SM and SM/EW adhesives. The thermal degradation of SPAs can be divided into three stages. The first (I) stage was post-curing stage in the temperature range of 100–205 °C. In this stage, the subsequent curing reaction occurred between the cross-linker and the soy protein and produced some vapor and gases, leading to the mass loss of system with a highest degradation rate at 179 °C [20]. The second (II) stage was initial degradation stage from 205 to 275 °C with an obvious peak at 237 °C, which was attributed to the decomposition of small molecules and unstable chemical bonds. The third (III) stage was the skeleton structure degradation stage over the temperature range of 274–375 °C with a peak of approximately 320 °C, which was due to the degradation of the crosslinking structure in adhesives. Before the first degradation stage (<100 °C), the small mass loss was caused by the evaporation of residual moisture [41]. After the third degradation stage (>375 °C), the soy protein backbone peptide bonds were decomposed to various gases represented by small shoulder peak in the DTG curve.

Thermogravimetric analysis and derivative thermogravimetric curves of adhesive 0 (water/egg white = 70/0 no TGA), 1 (water/egg white = 70/0 6 % TGA), 2 (water/egg white = 50/20 6 % TGA), 3 (water/egg white = 40/30 6 % TGA), 4 (water/egg white = 30/40 6 % TGA), 5 (water/egg white = 20/50 6 % TGA), 6 (water/egg white = 0/70 6 % TGA)
As shown in Fig. 8, compared the curve of native SM adhesive (adhesive 0) and that of TGA cross-linked adhesives, we can find two different degradation behaviors, which indicated that TGA crosslinking changed the internal structure of cured SM adhesive. In addition, the peak degradation temperature in stage III was significantly increased from 313 to 326 °C as TGA was added, suggesting an improved thermal stability of SM/TGA adhesive. This further implied TGA crosslinking formed stable chemical bonds and increased the crosslinking density of cured SM adhesive. In stage II, the intensity of degradation peak decreased with increasing addition amount of EW (left box). Conversely, the peak intensity increased as an increased addition amount of EW in stage III (right box). This observation revealed that there was a transformation between different components of cured adhesives.
The mass loss of the various adhesives over the three degradation stages and the residual weight (RW) at 375 °C are listed in Table 2. The mass loss in the post-curing stage was approximately 5 % and showed no obvious difference between the different adhesive formulations. Moreover, all adhesives showed nearly the same RW at 375 °C. The mass loss in the small molecule decomposition stage (stage II) and skeleton structure degradation stage (stage III) showed a similar trend of peak intensity change, which indicated that there was a transformation from small molecule element to skeleton structure during the curing of adhesive. A possible reason for this result is that the soy protein molecules were cross-linked by the TGA crosslinking reaction. In addition, the filling effect of EW small molecule and introduced available protein resource could produce a denser crosslinking structure in cured adhesive, which conferred better thermal stability to the adhesive.
SEM Analysis
The fracture surface micrographs of the cured SM and SM/EW adhesives are shown in Fig. 9. In this figure, a loose fracture surface with some holes and cracks can be seen in adhesive 0, which was attributed to the low solid content and the un-cross-linked protein molecules. During the curing process, the evaporation of large quantities of water in SM adhesive formed these holes and cracks, which could be a channel of subsequent water intrusion [42]. The loose microstructure could be another reason that cured native SM adhesive possessed the lowest water resistance as the finding obtained from hydrolysis measurement. For adhesive 1, TGA increased the crosslinking density by crosslinking soy protein molecules, forming a hard adhesive system. In adhesives 2, 3 and 4, the fracture surface of cured adhesive became smooth and compact after the moderate amounts of EW were introduced. Because of the differences in the molecular sizes and the physical–chemical properties between soy protein and EW [26], EW can fill the macromolecular gaps of soy protein and produce a dense crosslinking structure with a smooth texture after curing. In addition, the high solid content reduced the water evaporation and produced fewer holes and cracks. Adhesive 4 exhibited a smooth, uniform and compact fracture surface structure, which effectively prevented water intrusion and provided the adhesive with high performance. However, when EW was added in excess (adhesives 5 and 6), free EW would freely cluster into aggregates (red dotted line), because it has a lower denaturation temperature than soy protein [41]. This resulted in the formation of a multiphase cured adhesive system, which will adversely affect the performance of the adhesives and the bonded plywood.

The fracture surface micrograph of the cured adhesive 0 (water/egg white = 70/0 no TGA), 1 (water/egg white = 70/0 6 % TGA), 2 (water/egg white = 50/20 6 % TGA), 3 (water/egg white = 40/30 6 % TGA), 4 (water/egg white = 30/40 6 % TGA), 5 (water/egg white = 20/50 6 % TGA), 6 (water/egg white = 0/70 6 % TGA)
Wet Shear Strength of Plywood
The wet strength of SPAs resulted primarily from the soy protein, because the carbohydrates presented in the formulation lost most of their strength under wet conditions [7]. The wet shear strength of plywood bonded with SM and SM/EW adhesives is shown in Fig. 10. The bond strength of the native SM adhesive (adhesive 0) was due primarily to the intermolecular hydrogen bonding of the soy protein, but it was easy to rupture the adhesive under water conditions [33]. Therefore, the weak hydrogen bonding, low solid content (26.78 %) and the moisture channels formed after curing caused the plywood bonded with adhesive 0 to exhibit a low wet shear strength of 0.45 MPa. After the addition of TGA, the solid content was increased, the weak hydrogen bonding was replaced by stable chemical bonds from the crosslinking reaction and the cured system became compact and smooth, which provided the plywood with an improved wet shear strength of 0.63 MPa. However, the strength still failed to meet the interior-use plywood requirements (≥0.7 MPa) [20], mostly because of the low TGA content and the limited solid content (30.44 %).

Wet shear strength of the plywood bonded by adhesive 0 (water/egg white = 70/0 no TGA), 1 (water/egg white = 70/0 6 % TGA), 2 (water/egg white = 50/20 6 % TGA), 3 (water/egg white = 40/30 6 % TGA), 4 (water/egg white = 30/40 6 % TGA), 5 (water/egg white = 20/50 6 % TGA), 6 (water/egg white = 0/70 6 % TGA), UF (urea–formaldehyde resin), PAE (PAE cross-linked SM adhesive), MUF (melamine modified UF resin)
As expected, the wet shear strength of final plywood was improved by introducing EW to the SM/TGA adhesive. When the amount of EW was 57.14 % (adhesive 4), the strength of resulting plywood reached 1.14 MPa, which represented a 153.3 % improvement over that of adhesive 0 and an 80.9 % improvement over that of adhesive 1. On the one hand, the high solid content of adhesive 4 effectively reduced the water evaporation during hot-pressing, and then decreased the formation of holes and crack in cured adhesive system, which successfully limited the damage to the mechanical properties of plywood. On the other hand, adhesive 4 had the higher water resistance because EW increased the crosslinking density of cured adhesive (Fig. 7) and formed dense cured structure (Fig. 9). It is well known that the cohesive strength of adhesive is one of the main factors that influence the bond strength of the final plywood. In addition, adhesive 4 exhibited an appropriate viscosity (Fig. 3) which insured good permeation to form more mechanical interlocking with wood, showing high bond strength in plywood. Although containing a high solid content, adhesives 5 and 6 exhibited a decreased wet shear strength, which was attributed to their high viscosity (Fig. 3). Furthermore, the larger standard deviation of adhesives 5 and 6 illustrated the poor flowability and dispersibility caused by high viscosity. These results of wet shear strength suggested that the adhesive 4 was the optimal addition formulation, and its wet shear strength was higher than that of conventional urea–formaldehyde (UF) resin (0.67 MPa) and PAE cross-linked SM adhesive (0.81 MPa), and was comparable to that of melamine modified UF resin (1.11 MPa). The results of plywood evaluation indicated that chemical crosslinking effectively improved the performance of plywood bonded with the SM adhesives, while increasing the solid content of the adhesive by adding EW was another outstanding method to realize the reinforcement.
Conclusion
Crosslinking modification can effectively strengthen the properties of soy protein-based adhesives, but the water resistance of the bonded plywood cannot be persistently improved because of its little contribution to the solid content of resulting adhesive. The introduction of EW significantly increased the solid content of SM adhesive. The SM/EW adhesive with EW addition amount of 57.1 % attained a high solid content of 43.32 %, while maintaining an appropriate viscosity of 53,710 mPa s for application. This high solid content was unattainable by adding more soy protein or cross-linker into the adhesive. The hydrolysis results indicated that 57.1 % EW addition amount produced an improvement of 36.0 % in the water resistance of SM adhesive. The FTIR and XRD analysis revealed that EW not only increased the solid content, but also provided a small amount of protein for crosslinking with TGA, which further increased the crosslinking density of cured adhesive. The thermal gravity analysis indicated that the incorporation of EW improved the thermal stability of the cured adhesive system by promoting the transformation from small molecule element to skeleton structure. The SEM analysis indicated that the addition of EW promoted a dense and smooth crosslinking structure formation in cured adhesive by additional protein crosslinking and filling effect, which was beneficial to prevent water intrusion and enhance the water resistance of adhesive. These improvements provided the plywood with the highest wet shear strength of 1.14 MPa which was improved by 153.3 and 80.9 % compared with that bonded by the SM adhesive and the SM/TGA adhesive. The performance of new SM/EW bioadhesive was superior to that of conventional urea–formaldehyde (UF) resin and PAE cross-linked SM adhesive, and was comparable to that of melamine modified UF resin. Combined chemical crosslinking with adding other compatible proteins to improve the solid content of SPAs was proved to be an outstanding method for enhancing the performance of the adhesive and resulting plywood products. This method can be used to develop new high-performance protein-based adhesive systems.
References
Sett S, Lee MW, Weith M, Pourdeyhimi B, Yarin AL (2015) Biodegradable and biocompatible soy protein/polymer/adhesive sticky nano-textured interfacial membranes for prevention of esca fungi invasion into pruning cuts and wounds of vines. J Mater Chem B 3:2147–2162
Pizzi A (2013) Bioadhesives for wood and fibres: a critical review. Rev Adhes Adhes 1:88–113
Acosta E (2007) Protein bioadhesives. Inform Champaign 18:56
Khosravi S, Nordqvist P, Khabbaz F, Öhman C, Bjurhager I, Johansson M (2015) Wetting and film formation of wheat gluten dispersions applied to wood substrates as particle board adhesives. Eur Polym J 67:476–482
Li N, Wang Y, Tilley M, Bean SR, Wu X, Sun XS, Wang D (2011) Adhesive performance of sorghum protein extracted from sorghum DDGS and flour. J Polym Environ 19:755–765
Cheng HN, Dowd MK, He Z (2013) Investigation of modified cottonseed protein adhesives for wood composites. Ind Crop Prod 46:399–403
Frihart CR, Birkeland MJ (2014) Soy properties and soy wood adhesives. In: Brentin RP (ed) Soy-based chemicals and materials. Oxford University Press, Washington, DC, pp 167–192
Cheng HN, Ford C, Dowd MK, He Z (2016) Soy and cottonseed protein blends as wood adhesives. Ind Crop Prod 85:324–330
Nordqvist P, Nordgren N, Khabbaz F, Malmström E (2013) Plant proteins as wood adhesives: bonding performance at the macro- and nanoscale. Ind Crop Prod 44:246–252
Lambuth AL (2003) Protein adhesives for wood. In: Pizzi A, Mittal KL (eds) Handbook of adhesive technology: second edition, revised and expanded. Marcel Dekker, Inc, New York, pp 457–477
Huang W, Sun X (2000) Adhesive properties of soy proteins modified by urea and guanidine hydrochloride. J Am Oil Chem Soc 77:101–104
Huang W, Sun X (2000) Adhesive properties of soy proteins modified by sodium dodecyl sulfate and sodium dodecylbenzene sulfonate. J Am Oil Chem Soc 77:705–708
Frihart CR, Lorenz L (2013) Protein modifiers generally provide limited improvement in wood bond strength of soy flour adhesives. Forest Prod J 63:138–142
Liu Y, Li K (2004) Modification of soy protein for wood adhesives using mussel protein as a model: the influence of a mercapto group. Macromol Rapid Commun 25(21):1835–1838
Allen AJ, Marcinko JJ, Wagler TA, Sosnowick AJ (2010) Investigations of the molecular interactions of soy-based adhesives. Forest Prod J 60:534–540
Liu Y, Li K (2007) Development and characterization of adhesives from soy protein for bonding wood. Int J Adhes Adhes 27:59–67
Liu W, Misra M, Askeland P, Drzal LT, Mohanty AK (2005) ‘Green’composites from soy based plastic and pineapple leaf fiber: fabrication and properties evaluation. Polymer 46:2710–2721
Wang Y, Mo X, Sun XS, Wang D (2007) Soy protein adhesion enhanced by glutaraldehyde crosslink. J Appl Polym Sci 104:130–136
Gao Q, Qin Z, Li C, Zhang S, Li J (2013) Preparation of wood adhesives based on soybean meal modified with PEGDA as a crosslinker and viscosity reducer. BioResources 8:5380–5391
Li J, Luo J, Li X, Yi Z, Gao Q, Li J (2015) Soybean meal-based wood adhesive enhanced by ethylene glycol diglycidyl ether and diethylenetriamine. Ind Crop Prod 74:613–618
Luo J, Li C, Li X, Luo J, Gao Q, Li J (2015) A new soybean meal-based bioadhesive enhanced with 5,5-dimethyl hydantoin polyepoxide for the improved water resistance of plywood. RSC Adv 5:62957–62965
Lorenz L, Frihart CR, Wescott J (2007) M, chromatographic analysis of the reaction of soy flour with formaldehyde and phenol for wood adhesives. J Am Oil Chem Soc 84:769–776
Ma CY, Yiu S, Harwalkar V (1990) Rheological and structural properties of egg white/oat globulin co-gels. J Food Sci 55:99–102
Kerry JF, Stack F, Buckley DJ (1999) The rheological properties of exudates from cured porcine muscle: effects of added non-meat proteins. J Sci Food Agric 79:101–106
Badii F, Howell NK (2006) Fish gelatin: structure, gelling properties and interaction with egg albumen proteins. Food Hydrocolloid 20:630–640
Su Y, Dong Y, Niu F, Wang C, Liu Y, Yang Y (2014) Study on the gel properties and secondary structure of soybean protein isolate/egg white composite gels. Eur Food Res Technol 240:367–378
Connolly JM, Alferiev I, Eidelman N, Sacks M, Palmatory E, Kronsteiner A, DeFelice S, Xu J, Ohri R, Narula N, Vyavahare N, Levy RJ, Clark-Gruel JN (2005) Triglycidylamine crosslinking of porcine aortic valve cusps or bovine pericardium results in improved biocompatibility, biomechanics, and calcification resistance: chemical and biological mechanisms. Am J Pathol 166:1–13
GB/T 14074 (2013) Testing methods for wood adhesives and their resins. Standardization Administration of the People’s Republic of China, Beijing
Poletto M, Zattera AJ, Forte MMC, Santana RMC (2012) Thermal decomposition of wood: influence of wood components and cellulose crystallite size. Bioresour Technol 109:148–153
GB/T 17657 (2013) Testing methods of evaluating the properties of wood-based panels and surface decorated wood-based panels. Standardization Administration of the People’s Republic of China, Beijing
Yagasaki K, Takagi T, Sakai M, Kitamura K (1997) Biochemical characterization of soybean protein consisting of different subunits of glycinin. J Agric Food Chem 45:656–660
Liu Y, Li K (2002) Chemical modification of soy protein for wood adhesives. Macromol Rapid Commun 23:739–742
Vadehra DV, Nath KR, Forsythe R (1973) Eggs as a source of protein. Crit Rev Food Technol 4:193–309
Mine Y (1995) Recent advances in the understanding of egg white protein functionality. Trends Food Sci Technol 6:225–232
Kumar R, Choudhary V, Mishra S, Varma IK, Mattiason B (2002) Adhesives and plastics based on soy protein products. Ind Crops Prod 16:155–172
Karnnet S, Potiyaraj P, Pimpan V (2005) Preparation and properties of biodegradable stearic acid-modified gelatin films. Polym Degrad Stab 90:106–110
Gerrard JA (2002) Protein–protein crosslinking in food: methods, consequences, applications. Trends Food Sci Technol 13:391–399
Mekonnen TH (2014) Valorization of waste protein biomass for bio-based plastics, composites and adhesives development, Ph.D. Dissertation, University of Alberta, Alberta
Chen J, Chen X, Zhu Q, Chen F, Zhao X, Ao Q (2013) Determination of the domain structure of the 7S and 11S globulins from soy proteins by XRD and FTIR. J Sci Food Agric 93:1687–1691
Zhang Y, Zhu W, Lu Y, Gao Z, Gu J (2014) Nano-scale blocking mechanism of MMT and its effects on the properties of polyisocyanate-modified soybean protein adhesive. Ind Crops Prod 57:35–42
Liu ZS, Chang SKC, Li LT, Tatsumi E (2004) Effect of selective thermal denaturation of soybean proteins on soymilk viscosity and tofu’s physical properties. Food Res Int 37:815–822
Li J, Luo J, Li X, Yi Z, Gao Q, Li J (2015) Soybean mealbased wood adhesive enhanced by ethylene glycol diglycidyl ether and diethylenetriamine. Ind Crop Prod 74:613–618
Acknowledgments
Thanks Longyi Li for the original idea and his assistance with the experiments. The authors are grateful for financial support from the Special Fund for Forestry Research in the Public Interest (201404501) and Beijing Natural Science Foundation (2151003).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Luo, J., Li, L., Luo, J. et al. A High Solid Content Bioadhesive Derived from Soybean Meal and Egg White: Preparation and Properties. J Polym Environ 25, 948–959 (2017). https://doi.org/10.1007/s10924-016-0875-3
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10924-016-0875-3