
Abstract
Poly(lactic acid) (PLA) is a biodegradable polymer that exhibits high elastic modulus, high mechanical strength, and feasible processability. However, high cost and fragility hinder the application of PLA in food packaging. Therefore, this study aimed to develop flexible PLA/acetate and PLA/chitosan films with improved thermal and mechanical properties without the addition of a plasticizer and additive to yield extruder compositions with melt temperatures above those of acetate and chitosan. PLA blends with 10, 20, and 30 wt% of chitosan or cellulose acetate were processed in a twin-screw extruder, and grain pellets were then pressed to form films. PLA/acetate films showed an increase of 30 °C in initial degradation temperature and an increase of 3.9 % in elongation at break. On the other hand, PLA/chitosan films showed improvements in mechanical properties as an increase of 4.7 % in elongation at break. PLA/chitosan film which presented the greatest increase in elongation at break proved to be the best candidate for application in packaging.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
The shortage of nonrenewable natural resources and current environmental issues mainly concerning the disposal and production of food packaging have encouraged the search for alternative biodegradable polymers [1–3].
The high cost of recycling non-biodegradable packaging, which is mostly a blend or multilayer film, is another strong motivation for the development of materials with ecological appeal [3, 4].
Since the 1990s, researchers have concentrated their efforts toward using poly (lactic acid) (PLA) in food packaging applications. The advantages of PLA include biodegradability, large-scale production, high mechanical strength, and reasonable barrier properties [5]. However, the main limitation of PLA in such applications concerns its high cost. This biopolymer is still much more expensive (US$ 5.00/kg) than polypropylene (US$ 1.78/kg) and high-density polyethylene (US$ 1.52/kg). Furthermore, the applicability of PLA is hindered by its technological properties such as fragility and hydrophilicity [5]. To minimize costs, improve mechanical properties, and decrease water uptake, polymers may be mixed with other materials. The goal is to develop composites and blends with new properties and improved performance [5–7].
Chitosan (Ch) [β(1 → 4)-2-amino-2-deoxy-d-glucose] is a nontoxic, antimicrobial, biocompatible product obtained from the deacetylation of chitin processed under alkaline conditions [8, 9]. Chitin is a biopolymer that occurs in the exoskeleton of crustaceans, insects, and shellfish [10]. The melting temperature of chitosan is approximately 97 °C, which is considerably lower than that of PLA (approximately 150 °C) [11]. Its market price varies depending on its purity; its lowest price is US$ 3.00/kg [12].
Cellulose acetate (CA) is an alternative biopolymer that has antimicrobial properties and mechanical strength. It is obtained from the reaction of cellulose with acetic anhydride and acetic acid using sulfuric acid as a catalyst [13]. The glass transition temperature of cellulose acetate is approximately 185 °C, and the melting temperature is approximately 220 °C [14]. Its market price is approximately US$ 1.00/kg [15].
Many efforts to produce polymeric coatings and blends incorporating chitosan or cellulose acetate into biodegradable polyesters such as PLA are reported in the literature [16–21]. Biodegradable blends from the solubilization of plasticized chitosan into different polymers such as PLA, starch, and poly(vinyl acetate) (PVA) followed by casting to obtain films have been reported [16–19]. A new approach involving the incorporation of plasticized chitosan into PLA, by extrusion followed by coating with a chitosan solution, to enhance the antimicrobial action has also been reported [20]. Some researchers developed cellulose acetate reinforced composites [6] and blends of acetate with starch [21]. However, there is a lack of study concerning blends of PLA involving the incorporation of non-plasticized chitosan granules or cellulose acetate without additives.
Herein, we report a new strategy to obtain PLA-chitosan blends and PLA-cellulose acetate blends, without the addition of plasticizers or additives. The blends were obtained by mixing PLA pellets either with 1–2 mm chitosan granules or 1–2 mm cellulose acetate granules, followed by extrusion of each mixture above at the chitosan or acetate processing temperature, respectively, to obtain flexible PLA films with improved thermal and mechanical properties.
Experimental
Materials
The following materials were used: PLA Ingeo 3251D with an average molecular weight of 90,000–120,000 Da, 1.24 g/cm3 density, and melt flow index of 35 g/10 min (190 °C and 2.16 kg) from Nature Works (Cargill); cellulose acetate (40 wt% cellulose content and Mw = 30,000 g/mol) produced by the enterprise Rhodia/Solvay; chitosan (Mw = 69,000 g/mol and 93 % degree of acetylation) produced from Polymar, lot 010913.
Methodology
Preparation of Film Formulations and Film Processing
The PLA blends were processed in a twin-screw extruder (Coperion 18 mm) at the speed of 95 rpm. The temperature profile for the chitosan blends was 150, 150, 150, 170, 180, 180 and 180 °C, and for the cellulose acetate blends 180, 200, 200, 220, 240, 245 and 250 °C. The compositions of each sample are shown in Table 1.
The extruded noodle string was cooled in a water bath and subsequently pelletized. The pellets were pressed at 7.5 tons for 4 min at a temperature of 190 °C, resulting in homogeneous and partially transparent films (Fig. 1).

a Films of pure PLA (PLA/CA 100:0) and blends with different proportions of cellulose acetate. b Films of pure PLA (PLA/Ch 100:0) and blends with different proportions of chitosan
The films were conditioned at 25 (±2 °C) and a relative humidity of 50 % (±5 %) for at least 48 h prior to morphological, thermal and mechanical characterization.
Morphological Analysis
The cross-section of the films was analyzed by micrographs obtained from cryogenic fracture in a scanning electron microscope (SEM), model JMS 6510 (JEOL®), using an accelerating voltage of 10 kV. Samples were mounted on copper stubs, and then coated with a thin layer of gold. Through the Image J software by pixel technique, the size of chitosan and acetate phase was dimensioned.
Mechanical Properties
The tensile test was performed in a universal testing machine EMIC® according to ASTM D 882-12 at a speed of 0.5 mm/min with a 10 kgf load cell at 25 (±2 °C) and a relative humidity of 50 % (±5 %). The elastic modulus, tensile strength, and elongation at break were evaluated.
Thermal Properties
Thermogravimetric characterization was carried out under a synthetic air atmosphere (80 % N2 and 20 % O2) using a heating rate of 10 °C/min to 600 °C on a Q500 machine (TA Instruments®).
Thermal analysis by differential scanning calorimetry (DSC) was performed in a DSC equipment model Q100 (TA Instruments®). The thermal analysis was performed from −20 °C to 200 °C at a heating rate of 10 °C/min. The system was then cooled to −20 °C at a rate of 10 °C/min. A second heating was then applied, ranging from 10 °C to 200 °C. The values of the glass transition temperature (Tg), melting temperature (Tm), and the respective enthalpies were measured in the first heating (which maintained the characteristics of extrusion and pressing), and the second heating (influence of chitosan and acetate in PLA), and cooling. The values of enthalpy were corrected from the blends to the exclusive mass of PLA contained in each sample.
Comparing the values of the melting enthalpy of a 100 % crystalline PLA allowed for the determination of the degree of crystallinity (Xc) by applying Eq. 1 to pure PLA and the PLA fraction contained in the blends in each of the two heating cycles.
In Eq. 1, ΔH 1 is the enthalpy related to the melting peak (Tm); ΔH 2 and ΔH 3 are, respectively, the enthalpies of the first and second peaks of cold crystallization; and ΔH 0 is the melting enthalpy of a 100 % crystalline PLA: 93,7 J/g [22].
Results and Discussions
Figure 2 shows the micrographs of PLA/chitosan blends. As can be seen in Fig. 2b, a good dispersion of chitosan in PLA is evidenced by the absence of the chitosan phase in the blend. On the other hand, when the chitosan proportion was raised in the composition to PLA/Ch 80:20 and PLA/Ch 70:30, the poorly dispersed chitosan phase in the PLA becomes evident (Fig. 2c, d). This is caused by the fluidity of chitosan and its rupture into small particles that form nanometric phases or nanoblends [23].

a Micrograph PLA/Ch 100:0 (×5000 magnification), b PLA/Ch 90:10 (×15,000 magnification), c PLA/Ch 80:20 (×10,000 magnification) and d PLA/Ch 70:30 (×15,000 magnification)
The PLA/CA blends (Fig. 3b–d) showed the effects of the processing temperature, which was above the acetate melting temperature, and hence the particles attained diameters close to a micron through flow and breaking. The non-anchoring of the polymer spheres was clearly observed in the PLA/CA films (indicated by the white arrows). But this effect of non-anchoring could be expected, because it was not added any compatibilizer, and the polymers used to obtain the blend are immiscible and incompatible.

a Micrograph PLA/CA 100:0 (×5000 magnification), b PLA/CA 90:10 (×15,000 magnification), c PLA/CA 80:20 (×10,000 magnification) and d PLA/CA 70:30 (×15,000 magnification)
For both acetate and chitosan, it was possible to observe coalescence of the particles as higher concentrations were added to PLA (Fig. 4).

Spherical phase diameter of cellulose acetate and chitosan for each composition
The elastic modulus, tensile strength and elongation at break of the films were obtained from the tensile tests (Table 2).
The PLA/Ch 90:10 composition gave values of 40 ± 7 MPa for tensile strength, 1.6 ± 0.2 GPa for elastic modulus, and 4.7 ± 0.5 % for elongation at break, which were superior than those observed for all other formulations, including the PLA/Ch 100:0, which was the neat PLA processed in the same conditions of blends with chitosan. Besides, non-anchored or empty points that may cause embrittlement of the material did not appear, which justifies the increase in hardness and maximum strength with the addition of chitosan up to 10 wt%. The films of PLA with 10 wt% of chitosan processed in rollers only achieved a strength of 7 MPa, an elastic modulus of 155 MPa, and an elongation at break of 4 %, indicating inadequate processing [24].
The PLA/CA blends showed the lowest values of strength and elastic modulus, although they had superior elongation at break compared to pure PLA, i.e., the neat PLA processed under the same conditions that the PLA/CA blends were.
The non-anchoring of the polymer spheres resulted in weakened regions within the materials, which in turn gave poorer results in the tensile test. This result corroborates with the mechanical analysis since the addition of merely 10 wt% of cellulose acetate decreased the average tensile strength from 36 MPa to 16 MPa, i.e., 10 % of CA caused a decrease of 56 % in tensile strength.
The PLA/CA blends, even when processed above the acetate melting temperature, showed the same mechanical behavior observed for composites of PLA with acetate in the absence of maleic anhydride [25]. Thus, even using the processing temperature above the CA melting temperature, that is, melting the cellulose acetate in order to obtain blends, no changes in their interfacial adhesion with the PLA matrix was observed, but it caused a change in CA format as the added filler, acquiring the spherical shape but also as dispersed phase and without interfacial adhesion with the matrix due to the absence of suitable compatibilizers in this system.
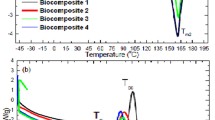
DSC curves of PLA and of all the blends depicted a glass transition (Tg) on heating, two crystallization events and one melting (Fig. 5a, b), and only one crystallization event during cooling (Fig. 5c). In the first heating, the results are influenced by the thermomechanical history of processing [26]. Stabilization and increase in the Tg of the blends were observed in relation to pure films. This increase in the Tg of blends could be a result of the decreasing in space available for molecular motion [25]. A decrease was observed in the temperature of the first crystallization as compared to pure PLA processed in the same conditions of each blend compositions.

a First heating, b second heating, and c cooling
The crystallinity of the processed pure matrices was 8 % and 10 % for chitosan and acetate, respectively, in the first heating. As the acetate and chitosan were added to PLA, a maximum crystallinity of 14 % and 15 % were achieved (Table 3).
An increase in the values of the Tc and ΔHc in cooling the sample was observed only with chitosan addition, suggesting that chitosan acts as a nucleating agent, promoting a faster crystallization of PLA (Tables 3, 4) [27].
In the second heating (Table 4), the effect of chitosan as a nucleating agent is very evident, reaching a maximum crystallinity of 37 % for the PLA/Ch 70:30.
Thermogravimetric (TG) and differential thermogravimetry (DTG) curves are depicted in Fig. 6. The temperatures of each event for all the materials and formulations are presented in Table 5.

a TG curves. b DTG curves. c TG curves of acetate and chitosan. d DTG curves of acetate and chitosan
The composites of PLA with cellulose acetate exhibited a substantial increase in thermal stability when compared to the neat PLA films and pure cellulose acetate. It has been reported that the combinations of cellulose acetate and PEG 600 results in increased thermal stability also [28].
The PLA/Ch blends exhibited a decrease, not only in the initial degradation temperature, but also in the onset temperature, when compared to pure PLA films, giving inferior values for the blend PLA/Ch 90:10. Only PLA films with 5 wt% of plasticized chitosan exhibited an increase in thermal stability when compared to the neat PLA film [24]. The chitosan weight loss could be attributed to the degradation of the saccharide structure, which affecting the thermal stability of PLA-chitosan blends [29].
The higher thermal stability of cellulose acetate compared to chitosan was clearly demonstrated. A difference of approximately 30 °C for the initial degradation temperature and 20 °C for the onset temperature should be noted (Fig. 6c).
Conclusion
The cellulose acetate blends did not improve the mechanical properties of the blends in relation to pure PLA due to poor adhesion. However, the thermal stability and the elongation at break increased.
The blend with 10 wt% of chitosan presented the highest mechanical strength. Chitosan and PLA mixed at this proportion achieved great homogeneity. As a consequence, the relative deformation of this composition was far higher in relation to the others.The blends made with 20 and 30 wt% of chitosan added to PLA showed properties similar to PLA because of the heterogeneity of the chitosan phase in PLA and the coalescence of chitosan particles. In addition, the PLA/chitosan blends showed lower thermal stability in relation to PLA since the former is less thermally stable.
In the second heating, the effect of chitosan as nucleating agent is very evident, reaching a maximum crystallinity of 37 % for the PLA/Ch 70:30, and yielding an opaque film that is not desirable for packaging.
Therefore, it was proved that additives or plasticizers are not necessary to develop PLA/acetate and PLA/chitosan blends with potential use for packaging. It was also shown that 10 wt% of chitosan showed better performance in the PLA matrix with an elongation at break of 4.7 %.
References
Weber C, Haugaard V, Festersen R, Bertelsen G (2002) Food Addit Contam 19:172–177
Mohanty AK, Misra M, Drzal LT (2005) Natural fibers, biopolymers, and biocomposites. CRC Press, New York
Kalia S, Kaith B, Kaur I (2011) Cellulose fibers: bio-and nano-polymer composites: green chemistry and technology. Springer, Berlin
Wyser Y, Leterrier Y, Månson JA (2000) Effect of inclusions and blending on the mechanical performance of recycled multilayer PP/PET/SiOx films. J Appl Polym Sci 78:910–918
Kalia S, Avérous L (2011) Biopolymers: biomedical and environmental applications. Wiley, New Jersey
Wang K-H, Wu T-M, Shih Y-F, Huang C-M (2008) Water bamboo husk reinforced poly (lactic acid) green composites. Polym Eng Sci 48:1833–1839
Tabone MD, Cregg JJ, Beckman EJ, Landis AE (2010) Sustainability metrics: life cycle assessment and green design in polymers. Environ Sci Technol 44:8264–8269
Onishi H, Nagal T, Machida YE, Goosen M (1997) Application of chitin, chitosan, and their derivativesto drug carriers for microparticulatedor conjugated drug delivery system. Technomic Publishing, Lancaster, pp 205–231
Chandy T, Sharma CP (1990) Chitosan—as a biomaterial. Artif Cells Blood Substit Biotechnol 18:1–24
Kurita K (2006) Chitin and chitosan: functional biopolymers from marine crustaceans. Mar Biotechnol 8:203–226
Suyatma NE, Copinet A, Tighzert L, Coma V (2004) Mechanical and barrier properties of biodegradable films made from chitosan and poly (lactic acid) blends. J Polym Environ 12:1–6
Stewart BA, Howell T (2003) Encyclopedia of water science. CRC Press, New York
Edgar KJ, Buchanan CM, Debenham JS, Rundquist PA, Seiler BD, Shelton MC, Tindall D (2001) Advances in cellulose ester performance and application. Prog Polym Sci 26:1605–1688
Rodríguez F, Cortés L, Guarda A, Galotto M, Bruna J (2015) Characterization of cetylpyridinium bromide-modified montmorillonite incorporated cellulose acetate nanocomposite films. J Mater Sci 50:3772–3780
ICIS (2000) Petrochemical market information database
Chen C, Dong L, Cheung MK (2005) Preparation and characterization of biodegradable poly (l-lactide)/chitosan blends. Eur Polym J 41:958–966
Grande R, Carvalho AJF (2011) Compatible ternary blends of chitosan/poly (vinyl alcohol)/poly (lactic acid) produced by oil-in-water emulsion processing. Biomacromolecules 12:907–914
Li L, Ding S, Zhou C (2004) Preparation and degradation of PLA/chitosan composite materials. J Appl Polym Sci 91:274–277
Sébastien F, Stéphane G, Copinet A, Coma V (2006) Novel biodegradable films made from chitosan and poly (lactic acid) with antifungal properties against mycotoxinogen strains. Carbohydr Polym 65:185–193
Soares FC, Yamashita F, Müller CMO, Pires ATN (2013) Thermoplastic starch/poly (lactic acid) sheets coated with cross-linked chitosan. Polym Test 32:94–98
Yu L, Dean K, Li L (2006) Polymer blends and composites from renewable resources. Prog Polym Sci 31:576–602
Garlotta D (2001) A literature review of poly (lactic acid). J Polymersand Environ 9:63–84
Hu GH, Feng LF (2003) Extruder processing for nanoblends and nanocomposites. Macromol Symp 195:303–308
Bonilla J, Fortunati E, Vargas M, Chiralt A, Kenny J (2013) Effects of chitosan on the physicochemical and antimicrobial properties of PLA films. J Food Eng 119:236–243
Wang HM, Chou YT, Wu CS, Yeh JT (2012) Polyester/cellulose acetate composites: preparation, characterization and biocompatible. J Appl Polym Sci 126:E242–E251
Mallick P, Newman S (1990) Composite materials technology. Hanser Munich, New York
Correlo V, Boesel L, Bhattacharya M, Mano J, Neves N, Reis R (2005) Properties of melt processed chitosan and aliphatic polyester blends. Mater Sci Eng, A 403:57–68
Arthanareeswaran G, Thanikaivelan P, Srinivasn K, Mohan D, Rajendran M (2004) Synthesis, characterization and thermal studies on cellulose acetate membranes with additive. Eur Polymer J 40:2153–2159
Paulino AT, Simionato JI, Garcia JC, Nozaki J (2006) Characterization of chitosan and chitin produced from silkworm crysalides. Carbohydr Polym 64:98–103
Acknowledgments
The authors are grateful for the support provided by CAPES, FINEP, FAPESP, CNPq, PPGCEM/UFSCar, and Embrapa.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Claro, P.I.C., Neto, A.R.S., Bibbo, A.C.C. et al. Biodegradable Blends with Potential Use in Packaging: A Comparison of PLA/Chitosan and PLA/Cellulose Acetate Films. J Polym Environ 24, 363–371 (2016). https://doi.org/10.1007/s10924-016-0785-4
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10924-016-0785-4