
Abstract
This study is devoted to the comparison of strength characteristics in the process of deformation and damage of axially strained VT1-0 titanium in the ultrafine-grained (UFG) and coarse-grained (CG) states. The temperature distributions on the surface of titanium specimens were recorded by means of IR thermography. The VT1-0 titanium in UFG state formed by applying severe plastic deformation is characterized by twice the yield stress and strength limit but half the deformation limit compared to CG titanium. The fracture of CG titanium is accompanied by local powerful generation of heat, while, in UFG titanium, the damage nuclei are less intense and more evenly distributed over the fracture cross-section. The titanium in UFG state, being deformed, utilizes structural channels of energy absorption more efficiently than in the CG state by involving the whole deformed volume in the fracturing process.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Technical diagnostics and nondestructive testing are increasingly used in the industries with high requirements toward reliability of materials and components. In most cases, failure analysis shows that material damage is related to the appearance and development of structural defects, first of all, cracks. To evaluate such defects, one should use the process characteristics which accompany degradation of defects from their origin to fatal failure. Contemporary infrared (IR) imagers are characterized by a remarkable set of technical parameters, such as high temperature resolution, high frame frequency and remote operation thus allowing their use for analyzing defect accumulation and damage development in the process of mechanical loading of materials [1, 2]. A number of studies to predict fracture of materials have been done recently on ultrafine-grained (UFG) metals subjected to mechanical stimulation by thermographically analyzing their dynamic temperature response [2–6].
The development of fast methods and tools for the evaluation of mechanical durability and reliability of components with high strength characteristics and fatigue properties is a challenging task in high-tech industries. This can be fully related to dental implants made of UFG titanium. It is believed that implant damage can be predicted by analyzing metal temperature evolution by means of IR thermography [3].
This study will demonstrate some recent results on the study of deformation and damage in UFG titanium by thermographically analyzing specimen surface temperature.

Scheme of severe plastic deformation by using abc compression molding: a raw billet, b after first-cycle molding, c, d, e repeated pressing cycles

Multi-step rolling scheme: a process of rolling, b final billet

Manufacturing nanostructured titanium VT1-0 reference specimens; a VT1-0 titanium raw billet, b titanium billet after abc molding (to be cut for four pieces), c titanium billets after processing with river rollers, d same as (c) after processing with flat rollers

Instron VHS 40/50-20 testing machine and FLIR SC 7700 IR imager: 1 movable clamp, 2 IR imager, 3 specimen
2 Specimens and Experimental Techniques
The experiments were performed on reference specimens manufactured from Russian-made VT1-0 titanium and subjected to a uniaxial tensile test. The specimens were nanostructured by using a combined method of severe plastic deformation applied to tape-like titanium (Figs. 1, 2) [7–9]. The specimen manufacturing technology included abc-pressing and multi-rolling with the latter being conducted, first, by using grooved rollers having the cross-section of \(8.5\,\times \,9\) mm and the length of 62 mm and then by applying pre-crystallization annealing at the temperature of 573 K, and, second, by using flat rollers. Such procedure resulted in 14 mm-wide and 1.1 mm-thick titanium tapes with UFG structure across the specimen volume. The average size of structural elements (sub-grains) was about 200 nm, while in coarse-grained (CG) titanium the average grain size was 20 \(\upmu \)m.
Figure 3 shows the stages of manufacturing reference specimens (see the figure legend). The 13 specimens subjected to a tensile test were made by milling a strip-like UFG VT1-0 titanium billet in accordance with the Russian National Standard GOST-25.502-79. The specimens were processed up to a required thickness by using a grinding paper of varying graininess and then finishing their surface with diamond paste. Mechanical stresses likely appeared in this process were taken off by annealing specimens for 1 hour in the air at the temperature of 623 K. Some specimens transited in a CG state after being annealed for 1 hour in the argon atmosphere at the temperature of 1067 K.
Tensile tests were conducted on an Instron VHS 40/50-20 testing machine by applying the force of 50 kN with the load being measured by means of a DYNACELL sensor characterized by the accuracy of 0.2 % (Fig. 4). Tensile tests were performed at two deformation rates (0.1 and 0.01 s\(^{-1})\) by recording the following strength parameters on the stress-strain diagrams: yield stress \(\upsigma _{0.2}\), ultimate stress \(\upsigma _\mathrm{B}\) and plasticity value \(\upvarepsilon _{\max }\).
Temperature distributions on the specimen surface were recorded during a tensile test as a sequence of IR thermograms by using a FLIR SC 7700M IR imager that is a convenient unit for capturing fast thermal events with the frame frequency of 115 Hz and the temperature resolution of 20 mK. The distance between the specimens and the IR imager was 0.4 m with the viewed area and spatial resolution being 17\(\,\times \,\)13.6 cm and 0.27 mm respectively (640\(\,\times \,\)512 IR image format). The software allowed digital on-line data storage and off-line data processing by using the Altaïr program [10]. To reduce emission/reflection radiation noise, all specimens were covered with a thin layer of black rubber soot.
The Altaïr program has been continuously modified since it appeared on the market in the 1990s by adding a number of algorithms intended for processing of up to 3000 IR thermograms. It is important noting that both the size of a raw data 3D vector and the processing time depend very much on a used algorithm and computer power [10]. In this study, we treated from 200 to 600 images by applying ThermoFit Pro software (Tomsk Polytechnic University, Russia) for enhancing image quality at points of interest (specimen fracture cross-sections). ThermoFit Pro was primarily intended for data processing in active thermal nondestructive testing by enhancing weak temperature signals over hidden defects in comparison to reference temperature functions. In our case, reference functions were represented by temperature evolutions in specimen points conventionally taken as non-defect. Unlike the previously used NEC Avio TH-9100 IR imager [3], the FLIR SC 7700M system allows better spatial/temperature resolution and measurement accuracy (\(\pm \)1\(\,^{\circ }\)C) thus ensuring a more efficient data treatment.

UFG and CG titanium specimens after the tensile tests
3 Experimental Results
Figure 5 shows UFG and CG BT1-0 titanium specimens subjected to tensile tests. The nine specimens of total 16 (upper row in Fig. 5) successfully survived the tests and seven specimens revealed visible damage (lower row in Fig. 5) and were rejected, i.e. their test results were not included into statistical sampling. The corresponding stress-strain diagrams are presented in Fig. 6. Note that CG titanium was tested at two values of deformation rate which differed by the order of magnitude: the curve 2 relates to the deformation rate of 0.1 s\(^{-1}\) and the curves 1, 3—to 0.01 s\(^{-1}\).
Following the experimental data presented in the stress–strain diagram and Table 1, one can conclude that titanium in the UFG state is characterized by the yield stress and the strength limit twice higher than those in the CG state. However, in its turn, UFG titanium has a twice lower deformation limit prior specimen fracture.
The specimen surface IR thermograms which correspond to the instant of failure are presented in Figs. 7, 8 and 9 for both the UFG and CG states of titanium. The data processing was done off-line by using the Altaïr and ThermoFit Pro software. In total, up to 1000 images have been processed to cover the whole process of deformation.
For CG titanium, the maximum temperatures in the fracture cross-sections just prior failure were:
-
at the strain rate of 0.01 s\(^{-1}\)—58.33\(\,^{\circ }\)C (Fig. 7a), 79.11\(\,^{\circ }\)C (Fig. 7b) and 82.36\(\,^{\circ }\)C (Fig. 7b,c),
-
at the strain rate of 0.1 s\(^{-1}\)—87.11\(\,^{\circ }\)C (Fig. 8a) and 84.56 \(^{\circ }\)C (Fig. 8b), at the strain rate of 0.1 s\(^{-1}\)—84.74 \(^{\circ }\)C (Fig. 9a) and 66.10 \(^{\circ }\)C (Fig. 9b).

Stress-strain diagrams of UFG (curve 1) and CG (curves 2 and 3) titanium; The curves 1 and 3 correspond to the strain rate of 0.01 s\(^{-1}\) and the curve 2—0.1 s\(^{-1}\)
The IR thermograms in Figs. 7, 8, 9 witness that the formation of uneven temperature distributions in the specimens via the tensile test can be explained by the development of material local plastic deformation. It can be concluded the following:
-
in the CG and UFG BT1-0 titanium specimens, subjected to uniaxial tensile tests, the temperature distribution is non-uniform in the range of deformation rate from 0.01 to 0.1 s\(^{-1}\). The maximum apparent, or radiation, temperature appears on crack tips and edges, both of which correspond to areas where plastic deformation is highly concentrated,
-
under the used loading conditions, the average temperature in the damage areas of the UFG titanium specimens was by 4.37 \(^{\circ }\)C lower than in the case of the CG specimens.

IR thermograms of three CG titanium specimens at the instant of failure; strain rate is 0.01 s\(^{-1}\)

IR thermograms of two CG titanium specimens at the instant of failure; strain rate 0.1 s\(^{-1}\)
The results above are consistent with those obtained by other authors [2], namely: mechanical characteristics of titanium improve with smaller size of grains, and the grain-like nature of this metal influences its ability to absorb applied mechanical energy. The fracture of UFG titanium is accompanied by a distinct localization of deformations. In this state, titanium stores more plastic deformation energy than CG titanium thus launching the so-called structural channels of energy absorption and involving into this process the whole specimen volume subjected to deformation.

IR thermograms of two UFG titanium specimens at the instant of failure; strain rate 0.01 s\(^{-1}\)

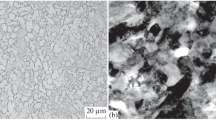
SEM images of VT1-0 titanium; a CG state; b UFG state
The damage surface of the specimens was also investigated by using a technique of SEM—scanning electron microscopy (LEO EVO 50 microscope). Figure 10a, b show typical microreliefs of the fracture surface for the VT1-0 titanium specimens subjected to a tensile test in both the UFG and CG states. It is seen that fracture of titanium, independently on its structural state, follows a viscous mechanism which is accompanied by the appearance of a patch microrelief. The characteristic size of structural elements on the fracture surface correlates well with the size of microstructural elements in both the UFG and CG titanium states.
The future research will be forwarded to the analysis of mechanical characteristics of titanium in both UFG and CG states by using the technique of IR thermography in order to develop an express method for predicting titanium strength limit.
4 Conclusions
-
Thinly rolled VT1-0 titanium alloy in the UFG (ultra fine grain) state, manufactured by multi-step abs-pressing followed by multi-step rolling, is characterized by twice the yield stress and strength limit but half the deformation limit compared to CG titanium.
-
Under a uniaxial tensile test performed at rates of 0.01 and 0.1 s\(^{-1}\), both UFG and CG VT1-0 titanium specimens reveal non-uniform temperature distributions when viewed with a thermography camera. Maximum temperatures appeared at crack tips and edges, both of which correspond to areas where plastic deformation is highly concentrated.
-
The maximum temperature elevation in fracture cross-sections of UFG titanium is 4.4 \(^{\circ }\)C lower than that of CG titanium. It appears that UFG titanium stores more plastic deformation energy than CG titanium thus launching structural channels of energy absorption and involving into this process the whole specimen volume subjected to deformation. An increase in the rate of deformation of VT1-0 titanium under uniaxial tension is accompanied by a reduction in the number of fracture points.
References
Kurilenko, G.A.: Using of thermography approach for nondestructive check up in industry. In: Proceedings of 8th Russian-Korean International Symposium on Science and Techn KORUS-2004 3, 32–34 (2004)
Naimark, O.B., Bayandin, Yu.V., Leontiev, V.A., Panteleev, I.A., Plekhov, O.A.: Structural-scaling transitions and thermodynamic and kinetic effects in submicro-(nano-) crystalline bulk materials. Phys. Mesomech. 12(5–6), 239–248 (2009)
Sharkeev, YuP, Vavilov, V.P., Skripnyak, V.A., Klimenov, V.A., Belyavskaya, O.A., Nesteruk, D.A., Kozulin, A.A., Tolmachev, A.I.: Evolution of the temperature field during deformation and fracture of specimens of coarse-grained and ultrafine-grained titanium. Russ. J. Nondestruct. Test. 47(10), 701–706 (2011)
Galietti, U., Modugno, D.: Combined thermoelastic and thermographic data for the evaluation of crack growth in industrial components. http://qirt.gel.ulaval.ca/archives/qirt2006/papers/089.pdf
Silva, M.L., Ravichandran, G.: Combined thermoelastic stress analysis and digital image correlation with a single infrared camera. J. Strain Anal. Eng. Des. 46(8), 783–793 (2011)
Oliferuk, M.W., Zembrzycki, K.: Determination of the energy storage rate distribution in the area of strain localization using infrared and visible imaging. Exp. Mech. 55, 753–760 (2015)
Sharkeev, Yu.P., Legostaeva, E.V., Eroshenko, A.Yu., Khlusov, I.A., Kashin, O.A.: The structure and physical and mechanical properties of a novel biocomposite material “nano-structured titanium-calcium-phosphate coating”. Compos. Interfaces 16, 535–546 (2009)
Gleiter, H.: Nanostructured materials: basic concepts and microstructure. Acta Mater. 48, 1–29 (2000)
Kumar, K.S., Swaygenhoven, H.V., Suresh, S.: Mechanical behavior of nanocrystalline metals and alloys. Acta Mater. 51, 5743–5744 (2003)
Vavilov, V.P.: Infrared Thermography and Thermal Testing, 2nd edn. Spektrum, Moscow (2013)
Acknowledgments
The work was partially supported by Program of fundamental investigations of SB RAS III.23.2, 2013-2016 and by NIR Grant # 445 (ONG), State order of the Russian Ministry of Higher Education for 2014–2016.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Sharkeev, Y.P., Vavilov, V.P., Belyavskaya, O.A. et al. Analyzing Deformation and Damage of VT1-0 Titanium in Different Structural States by Using Infrared Thermography. J Nondestruct Eval 35, 42 (2016). https://doi.org/10.1007/s10921-016-0349-5
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s10921-016-0349-5