
Abstract
This study reveals that incorporating silane-coupling agents such as KH560, KH590, KH570, and KH550 into the resin matrix can improve the epoxy mechanical performance as well as the interfacial interaction between basalt fibers and modified epoxy. The increasing silane contents slightly increased thermal stability and char yields. The study also found that amino-silane coupling agents, particularly KH550, demonstrated better thermal stability enhancement. Pure epoxy had a Tg of 91.4 °C, while epoxy had modified with 9wt% KH550 exhibited the highest Tg of 98.7 °C. For instance, at 6 wt% concentration of KH560, KH590, KH570, and KH550, the flexural strength of the epoxy matrix increased by 69.4%, 57.6%, 83.4%, and 84.7%, respectively. When the content of KH590, KH570, and KH550 is 9 wt%, the tensile increases by 77.6, 49.0, and 79.6%, respectively. The W-BFs/epoxy composite flexural strength enhanced by 65.3, 81.5, and 74.5%, respectively. The compatibilizing agent would react with the silicon hydroxyl groups on the surface of the basalt fibers, as well as with the epoxide in the resin. This would create a Si-O-Si new bond, which would make the connection between the modified epoxy and the basalt fibers stronger. This process is favored for its cost-effectiveness and user-friendly operation.
Graphical Abstract

Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Epoxy resins are ideal matrix systems for producing new composites of building materials and structural engineering because of their process ability, compatibility, and chemical resistance. However, the thigh cross-linking density of cured epoxy resins causes the material to become mechanically brittle due to a decrease in toughness, which ultimately contributes to the material’s diminishing integrity and performance [1,2,3,4,5,6,7]. For high performance mechanical properties, the fibers need to be compatible with the matrix in a specific application [8,9,10,11,12,13]. The way polymer composites work depends on both the type of fillers and the degree of the nature of the interface. The nature of the interface determines how well the load is transferred across the interface and how strong the functional fillers are in the polymer matrix. The robust fiber-polymer interface competently moves the external stresses [14, 15]. Therefore, active adhesion between the filler and the polymer has played a pivotal role in the performance of polymer-based composites and requires study to understand the performance of fillers in an epoxy matrix [16,17,18].
Consequently, researchers have conducted numerous studies aimed at enhancing the fiber/matrix interfacial bonding. Modification techniques could enhance the fiber/matrix bonding by altering the chemical composition of the filler surface [9, 19, 20]. Regrettably, chemical modification using chemical reagents could break down the structure of the fibers, reducing their ability to strengthen the matrix [21]. To strengthen the polymer composite, researchers grew or stacked spherical, two-dimensional, or one-dimensional nanoparticles on the fiber surface. This method alters the topography of the fiber, increasing filler-specific surface area and matrix dispersion. Loading the nanofillers on the surface of the basalt fibers using a CVD process reduces the mechanical performance of epoxy composites. This occurs because basalt fiber strength deteriorates when exposed to high temperatures during the CVD process. Exposure to high temperatures generally stimulates crystallization, resulting in a loss of mechanical properties for fibers. Besides, the operation condition is rigorous, not a green process, and the process involves costly production and has not notably enhanced the mechanical performance of the composite [8, 22,23,24].
The agent of silane coupling has long been adopted with epoxy to strengthen the epoxy matrix and promote epoxy chain cross-linking. [25, 26]. Also, we believe that the silane coupling agents can increase interaction polymer chains with the basalt fiber network structure to enhance the bonding properties. Surface bonding increases when one molecules end binds to the reinforced surface and the function at the other side interacts with the phase of epoxy. Agents of silane coupling also can be reacted with the epoxy matrix [27]. Mixing epoxy with silane agents has two major benefits: (1) Silane coupling agents contain groups of alkoxysilane that can adapt to the SiO-Si-based network structure of basalt fibers. A silane coupling agent is a silicate compound with a similar composition to the basalt fibers’ surface. Silane may react with the silicon hydroxyl groups at the surface of basalt fibers, forming a new bond of Si-O-Si-. This bonding commonly affects the network structure of silicon oxide, leading to an increase in mechanical performance. Additionally, silane contains numerous functional groups that can cross-link with the epoxy matrix, thereby enhancing the fracture strength and flexibility of epoxy [28]. This characteristic ensures excellent agreement between the fibers surface and the epoxy matrix; (2) generally; silane agent is a solution with low-viscosity. As a result, the agent of silane coupling lowers the epoxy system viscosity with a high level of concentration as it gets incorporated into the resin and solidifies at room temperature, helping the epoxy penetrate quickly into the thicker forms of the fiber sheets [29].
The study’s goal is to find out how different kinds and amounts of silane coupling agents, such as KH570, KH590, KH560, and KH550, affect the mechanical performance of epoxy resin. The study also aims to understand how the molecular structure of the silane coupling agents influences the resin’s toughness and how the degree of cross-linking, as indicated by changes in glass transition temperature (Tg), correlates with the addition of different silane coupling agents. We used scanning electron microscopy (SEM) to evaluate the morphology of the epoxy resin before and after the addition of silane coupling agents, in order to understand changes in fracture behavior. Using silane coupling agents with different structures to modify epoxy resin improves interface, mechanical strength, and flexibility. These structures have distinct functional groups that interact specifically with the resin matrix, enhancing compatibility and obtaining specified features. Different silane structures allow for versatility in meeting various application needs and optimization through comparative testing, ensuring the modified epoxy resin meets durability and functionality criteria in specific contexts. Additionally, we cast the modified epoxy with silane agents within woven basalt fibers to enhance the interface between the matrix and fibers. Silane coupling agents create chemically appropriate reaction sites on fiber surfaces, strengthening the epoxy matrix. We use this procedure to prepare epoxy composites due to its low cost, good performance, and ease of usage.
2 Experimental Work
2.1 Materials
Commercial basalt-woven fabric from Ningbo Fangtai Glass Fiber Composite Material Co., Ltd. China having a diameter of 13.0 μm and thickness of 3 mm was used. The SEM and macroscopic images of the woven basalt fibers are shown in Fig. 2a and b.
The epoxy resin (EPON 862) and (DETDA) were imported from Dongguan Qiancheng plasticizing materials Co., Ltd, China. EPON 862 is a low viscosity (1.2 g/cm3) [30].
(3-Glycidoxypropyl)trimethoxysilane (KH560), 3-mercaptopropyltriethoxysilane (KH590),γ methacryloyloxypropyltrimethoxysilane (KH570), and γ—aminopropyltriethoxysilane (KH550) were supplied by Chengdu Kelong Chemical Reagent Factory, Chengdu, China. All the reagents were used without further purification. Chemical structure of the silane coupling agents is shown in Fig. 1.

The chemical structures of silane coupling agents. (a) Glycidoxypropyltrimethoxysilane (KH560), (b) γ—Aminopropyltriethoxysilane (KH550), (c) γ methacryloyloxypropyltrimethoxysilane (KH570) and (d) 3-Mercaptopropyltrimethoxysilane (KH590)
2.2 Epoxy Resin Modification by Silane-Coupling Agent
Enhanced cross-linking of the epoxy matrix molecules was achieved by combining epoxy resin with different structures of silane coupling agents separately. These agents KH560, KH590, KH570, and KH550 were used for this purpose. Each agent was mixed individually with the epoxy resin at room temperature, with the percentage ranging from 0.0 to 12.0% by weight of the resin, to obtain the optimal percentage of silane agents in the matrix. Subsequently, the resulting modified epoxy was cured for 4 h at 120 °C, followed by another 4 h at 170 °C in a vacuum oven. After the curing process, the composites were cut into standard shapes to assess their mechanical characteristics.
2.3 Epoxy Resin and Silane Coupling Agent Casted into Woven Basalts Fibers
For optimizing mechanical properties in woven basalt fibers/epoxy composites, the mixed epoxy liquid and silane coupling agents (3-mercaptopropyltrimethoxysilane (KH-590), 3-methacryloxypropyltrimethoxysilane (KH-570), and 3-aminopropyltriethoxysilane (KH-550)) were separately infused into woven basalt fibers using a cast-in-place technique. The silane coupling agents were mixed with the epoxy resin, with the percentage gradually increasing from 0 to 12.0 wt%. Figure 2a–c shows the woven basalt fiber morphologies and the woven basalt fiber/epoxy composite preparation method. The agent of silane coupling structures influence the mechanical performance of the modified woven basalt fiber/epoxy composite. Putting silane molecules into the epoxy matrix is meant to create siloxane groups between the epoxy matrix chains. These groups will then improve the cross-linking between the matrix and the basalt fibers by creating chemical bonds.

Woven basalt fiber structure with cast-in-place epoxy composite production. (a) Wove basalt fiber optical photo, (b) SEM microscopy of the BFs and (c) Illustration depicting the steps involved in making epoxy composites with woven basalt fiber reinforcements
2.4 Characterization and Testing
Using a FE-SEM, model JEOL JSM-7001 F (made in USA), Basalt fibers and their embedded resin composites were analyzed for morphology and fracture surface analysis. The FTIR Nicolet 5700 (made in USA) was used to evaluate the chemical composition of both virgin basalt fibers (BF) and silane-functionalized epoxy/BF epoxy composites.
Thermal gravitational analysis (TGA) was utilized to measure the temperature of decomposition of the filler and modified resin. TGA was done using a thermo-analysis technique (STA449F3, NETZSCH, Selb, Germany). Using nitrogen, the temperature rose 10 °C/min from ambient to 800 °C.
A CMT4304 machine from SUST, Sansitaijie, Guangdong, China, and a universal testing equipment (PWS 100) made in China were used to assess the flexural and tensile properties, respectively. Following the guidelines laid out in GB1040-92 and GB1449-2005, The sample for the flexural test has dimensions of 4 mm in thickness, 10 mm in width, and 80 mm in length. The sample for the flexural test has dimension shown in Fig. 3, the cross head speed was set at 2 mm/min. All the presented results are the average value of five specimens.

3 Results and Discussions
3.1 Chemical Structure of Silanized Epoxy Resin
The reason for mixing the epoxy resin with various structures of silane coupling agents is to improve the cross-link among epoxy chains by the formation of Si-O-Si bonds. FTIR spectra can be used to define the functional group and demonstrate different vibrational patterns of different bonds linked with chains from epoxy matrix and basalt fibers. The typical FTIR bands for pure epoxy resin are shown in Fig. 4a-d. The peaks at 1508 and 1609 cm− 1 are refer to C-C and C = C, respectively. The peak in accordance with stretching of epoxide ring C-H is at 2924/2354 cm− 1. The peaks at 1021 cm− 1 are designated to the epoxide group (C–O–C). As shown in Fig. 4b-d, it was also evident that the peaks intensity of –OH at 3430–3742 cm− 1 increased after mixing epoxy resin with silane coupling agent as a result of the creation of new groups of hydroxyl after the open-ring. The epoxide group reaction confirmed the interaction between the phalanx coupling agents and the epoxy. From Fig. 4a, the FTIR spectra of 3-glycidoxypropyltrimethoxysilane (KH560)-modified epoxy show new peaks. The absorption peaks at 3742 cm− 1 refer to the hydroxyl group. Also, new peaks actively verify that the KH560 coupling agent reacted with epoxy appearing at 1273, 1107 and 1027 cm− 1, which are designated to the Si-C, Si-O-C and Si-O-Si bands, respectively.
The spectra of 3-Mercaptopropyltriethoxysilane (KH590) modified epoxy is displayed in Fig. 4b. After modification epoxy by KH590, some new peaks appear including Si-O-Si and Si-C stretches at 1106 and 1171 cm− 1, respectively. The FTIR spectra of 3-Methacryloxypropyltrimethoxysilane (KH570) modified epoxy were also shown in Fig. 6c. The appearance of the peak at 815, 1032, 1295, 1110, 1714 cm− 1 in proportion to Si-O, Si–O–Si, Si-O-C and C = O, respectively. Also, Fig. 4d gives the KH550 spectra provided by the FTIR, epoxy after and before modification. The spectrum of 3-Aminopropyltriethoxysilane (KH550) is displayed several peaks containing N-H stretches at 1575 and 3421 cm− 1, C-N stretches at 1167 cm− 1, Si-O-C stretches at 1080 cm− 1, and Si-O stretches at 950 cm− 1, the stretch absorptions bands of N-H at 3421 cm− 1. The existence of N-H at 1637 cm− 1 is mostly correlated to the amine group introduced by KH550. Besides, the absorption peak at 1173, 1038, 1110 and 1815 cm− 1 zbelong to the C-N, Si-O-Si and Si-O groups, respectively, which exhibits the 3-Aminopropyltriethoxysilane (KH550), is chemically cross-linked with epoxy. It can be observed that the network was entirely cured as judged by the demise of the epoxide peak and the show of OH peak. However, adding different silane coupling agents to epoxy resin causes changes that can be seen and the appearance of new peaks in the FTIR spectrum compared to the peaks for pure epoxy. This shows that there are important chemical interactions and changes happening within the composite material. These changes and new peaks in the FTIR spectrum show that adding certain silane coupling agents to the epoxy resin changed the material and made it easier for networks to connect.

FTIR spectra of the epoxy (EP) and silanized epoxy resin. (a) Epoxy resin modified by 3-Glycidoxypropyltrimethoxysilane (KH560-EP), (b) epoxy resin modified by 3-Mercaptopropyltriethoxysilane (KH590-EP) and (c) epoxy resin modified by 3-Methacryloxypropyltrimethoxysilane (KH570-EP) and (d) epoxy modified by 3-Aminopropyltriethoxysilane (KH550-EP)
3.2 Thermal Degradation of Silanized Epoxy Resin
Thermogravimetric investigation is commonly used to examine the thermal stability of polymer materials. Through strong chemical connections in the polymer matrix, silane agents boost cross-linking density and structural integrity in epoxy resins, improving thermal stability. Due to its heat tolerance, silicon in silane compounds inhibits oxidative degradation and reduces weight loss at high temperatures. If decomposed, silane-modified epoxies create more char, which protects against heat deterioration. High temperatures produce and break hydrogen bonds, causing controlled breakdown. Silane agents improve epoxy resin thermal resilience, making them appropriate for high-temperature applications. Figure 2 and Table 1 display the results of the TGA analysis of the cured samples. It was clearly observed that the thermal stability of the cured resin rose slightly with the rise in silane contents in the epoxy. As the silane coupling agent contents rise from 0.0 to 12.0 wt%, the onset decomposition temperature increases from 356.0 °C for pure epoxy to approximately 357.0–360.5 °C for the modified epoxy. Moreover, the char yields of the epoxy also rise with the increase in silane coupling agents. The modified epoxy increased the char yields from 15.1% for pure epoxy to approximately 16.3–24.8%. There were more chemical bonds in the epoxy as the silane group content went up, which was proportional to the silane coupling agent content. The high heat resistance of the silicon element, where silica significantly inhibits the weight loss of oxidative polymers and results in a higher residual weight of the polymer at 800 oC with increasing silane coupling agent contents, could have contributed to the improved thermal stability. Also, Table 1 shows that the temperature decomposition of epoxy decreased slightly with an increase in silane coupling agent epoxy to 12 wt% compared with 3 wt%. This is because silanol groups have a tendency to form hydrogen bonds with each other, and the decomposition temperature will increase as the temperatures rise above 300 oC during the thermal degradation test. With rising temperatures, epoxy resin’s chemical composition changes, and molecular movement will accelerate, increasing the distance between molecules. The disruption of hydrogen bond production led to a significant decrease in the number of hydrogen bonds [21]. Therefore, the reduction of hydrogen bonds will inescapably cause a decrease in the decomposition of modified epoxy. The data also showed that amino-silane coupling agents (KH550) can better make the epoxy resin bond more thermally stable than epoxy that has been improved with KH560, KH570, or KH90. One could consider KH550 as a component of the toughened that cross-links with the epoxy [22]. KH550 reacts with epoxy, which might create a more chemical bonding structure in contrast to KH560, K570, and KH590. It could be a cause for the best modifying influence of KH550 on the flexural performance of the resin modified by silane coupling agents [23].

Thermogravimetric analysis curves of pure epoxy and the silanized epoxy resin. (a) EP-KH560, (b) EP-KH590, (c) EP-KH570 and (d) EP-KH550
3.3 Dynamic Mechanical Analyses of the Silanized Epoxy Resin
Glass transition temperature (Tg) is a basic guideline for polymers, clearly related to the degree of cross-linkage: when cross-linking is higher, Tg is higher [33]. The Tg data for the different structures and concentrations of silane coupling agents mixed with epoxy are displayed in Table 1. The Tg of the cured pure epoxy was 91.4℃. The epoxy resin modified with 9wt% KH550 showed the highest value of glass transition temperature, reaching 98.7℃. As the concentration of imide groups increases, the stiffness of the epoxy chains also increases, leading to a higher rotational barrier. This ultimately results in an enhancement of the glass transition temperature of the epoxy [34]. Table 1 illustrates that the Tg values of epoxy modified with KH590, KH570, and KH560 drop from 91.4 °C (pure epoxy) to approximately 64.0–90.5 °C. When there was more than a certain amount of flexible silane monomer in the resin structure, it made the epoxy chain more mobile by replacing some rigid phenyl structures with flexible silane molecules. This made the treated material less flexible [35, 36].
3.4 Mechanical Performance of Silanized Epoxy Resin
The mechanical performance has been studied to observe the effect of epoxy mixed with various silane coupling agent concentration and types on the mechanical characteristics. Experimental data of flexural strength, flexural modulus and strain at break are displayed in Fig. 6. Figure 6a shows an improvement in the composite flexural strength as the loading of agents raised. The epoxy flexural strength blended with 6 wt,% of KH560, KH590, KH570 and KH550 was strengthened by 69.4%, 57.6%, 83.4% and 84.7%, respectively. When silane coupling agents were combined with epoxy resin, they were able to interact with the resin by bonding with the epoxide groups and silanol groups. This allowed them to become part of the cross-linked network, serving as crosslink sites to a certain degree. As a result, this led to improved cross-linking and therefore increased flexural strength. Whereas, the flexural strain improved by 75.0, 292.8, 281.8 and 342.8% with the same silane coupling agent concentration (6wt%), respectively. The flexural strain of the samples is shown in Fig. 6b and d. When the silane coupling contents were raised, the strain of epoxy significantly increased. It is assigned to the fact that the silane monomers improve the cross-linking between the epoxy chains through chemical bonding. However, increasing the number of polysiloxane (Si-O-Si) segments in the epoxy’s network demonstrates the excellent elasticity of the polysiloxane [37]. As shown in Fig. 6c, flexural modulus was increased with the silane coupling agent content. From Fig. 6c, it can be concluded that flexural performance was mostly higher when the epoxy contained 9wt% KH790. When the content of the silane coupling agent is more than 9wt%, its leads to a decrease of the flexural properties. This is due to the high amount of silane coupling agent, which may establish a weak cross-link by physical adsorption. The surplus silane layer has the potential to address imperfections in the composite interphase. As a result, the flexural characteristics of the composites deteriorate as the concentration of silane coupling agent increases [36, 38]. These findings suggest that all four silane coupling agents, KH570, KH550, KH560, and KH590, played vital roles in improving the mechanical properties of epoxy resin composites. However, KH570 and KH550 demonstrated superior performance compared to KH560 and KH590, particularly in enhancing flexural strength and strain at break. These results highlight the potential of KH570 and KH550, along with the other silane agents, for significantly improving the mechanical performance of epoxy resin composites.

Flexural properties of epoxy (EP) modified with different concentration of silane coupling agents, 3-Glycidoxypropyltrimethoxysilane Silane (KH560), 3-Mercaptopropyltriethoxysilane (KH590), 3- Methacryloxypropyltrimethoxysilane (KH570) and 3-Aminopropyltriethoxysilane (KH550). (a) strength, (b) strain and (c) modulus and (d) optical image showing the high flexibility of epoxy modified with 9 wt% KH550 during the flexural test
3.5 Strengthening Mechanism of the Silanized Epoxy Resin
The morphology of the pure and silanized epoxy by 9wt% of coupling agents (KH560, KH590, KH570 and KH550) was confirmed using SEM examination Fig. 7. When the epoxy was directly mixed with silane coupling agent liquids, the silane molecules were homogeneously dissolved within the epoxy, due to the excellent compatibility of the silane coupling agent with epoxy matrix. As shown in Fig. 7a, the fracture surface of pure epoxy is comparatively glossy, this is a representative fracture manner for the brittle thermosetting polymer. Aside from that, the cracks spread freely, exposing their weak nature to crack formation and propagation. Accordingly, the fracture process of pure epoxy exhibited brittle fracture behavior.

SEM images of epoxy fracture surfaces (EP). (a) EP, (b) EP-KH560, (c) EP-KH590, (d) EP-KH 570 and (e) EP-KH550
On the contrary, the epoxy modified with silane coupling agent exhibits a rougher fracture surface, and numerous tortuous and indentations can be observed (Fig. 7b-e), referring to flexible fracture behavior. The silane groups significantly improve the flexibility among epoxy chains, leading to plastic deformation when exposed to external stresses. When the silane coupling agents are mixed with the epoxy resin, they can interact with epoxy resin and curing agent by their C-O-C and Si-OH and join into the system through chemical bonds, which can act as cross-link locations in some locations and cause an increased density of cross-link.
3.6 Chemical Structure of Silanized Epoxy/Woven Basalt Fibers Composites
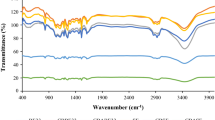
Figure 8 shows the FTIR spectra for the epoxy (EP), as received basalt fibers (BF), modified epoxy matrix by three kinds of silane coupling agents (KH590-EP, KH570-EP and KH550-EP) separately, and the epoxy composite hybrid with silane coupling agents and basalt fiber (BF/KH590-EP, BF/KH570-EP and BF/KH550-EP). The FTIR spectra of basalt fiber (BF) are shown in Fig. 8a-d. A group of high intensive peak is shown in the zone of 1045 cm− 1. The bands can be assigned to the Si-O-Si network vibrations. In the range of 1637 cm− 1 a peaks with medium intensities can be assigned to the Ме-О-Н bonds, herein, Me stands for metals which are basalt fiber constituents. Also, it was observed that in the case of (BF/EP, BF/KH590-EP, BF/KH570-EP and BF/KH550-EP), the band intensity at 3403–3419 cm− 1 related to O-H group improved in comparison with that of pure epoxy (EP). This demonstrates the epoxide reaction via formation of hydroxyl groups with the basalt fiber and silane agents, as shown in Fig. 8a-d. The reduction in the absorption peak intensity of the Si-O-Si (1034–1039 cm-1) and Si-O-C groups (1109–1110 cm− 1) in comparison to the absorption peak intensity of the silane coupling agent and the basalt fiber verified the activity among the epoxy, silane coupling agent, and basalt fiber. If the epoxy and agent of silane coupling react with the basalt fibers’ silicon hydroxyl groups and the resin’s epoxide, they can form a new bond of -Si-O-Si-, which strengthens the link between the basalt fibers and epoxy.

FTIR spectra of the pure epoxy (EP) and silane coupling agents/epoxy-basalt fiber. (a) Epoxy matrix modified by basalt fiber (BF/EP), (c) epoxy matrix modified by 3-Mercaptopropyltrimethoxysilane and basalt fiber (BF/KH590-EP) and basalt fiber, and (d) epoxy matrix modified by 3- Methacryloxypropyltrimethoxysilane and basalt fiber (BF/KH570-EP) and (e) epoxy matrix modified by 3-Aminopropyltriethoxysilane and basalt fiber (BF/KH550-EP)
3.7 Mechanical Properties of Silanized Epoxy/Woven Basalt Fibers Composites
Figure 9a-d shows the strength of the tensile, strain and stress-strain curve of pure epoxy and W-BFs/EP composites. The unmodified W-BFs/EP composite is higher 146.0% than neat epoxy. As displayed in Fig. 9a, the infusing of silane coupling agent and epoxy into woven basalt fibers has a remarkable effect on the tensile performance of W-BFs/EP composites. The addition of KH590, KH570 and KH550 remarkably raises the composites’ tensile strength, in comparison with the pure EP/BFs composite. Compared with pure W-BFs/EP composite (173.2 MPa), when the content of KH590, KH570 and KH550 is 9wt%, the tensile strength reaches a maximum 307.6, 258.1 and 311.0 MPa and increases by 77.6%, 49.0% and 79.6%, respectively. Besides, the tensile strength and strain increases according to the silane coupling agent concentration inside the epoxy. Figure 9b explains that the tensile strain of neat epoxy, pure W-BFs/EP and silanized W-BFs/EP composites versus the silane coupling agent contents. Sulfuric acid coupling agents significantly increase the tensile strain. The tensile strain of W-BFs/EP composites improved from 9.4% for the neat epoxy to 15.5% for unmodified W-BFs/EP. Compared with the unmodified W-BFs/EP, when the content of KH590, KH570 and KH550 within the epoxy is 6wt%, the maximum enhancements in the tensile strain are 39.3, 76.1 and 67.7%, respectively. Silanized W-BFs/EP significantly increases epoxy’s tensile strength in comparison to both pure epoxy and pure BFs/EP.
(Fig. 9c) shows standard cast-in-place stress-strain curves for silanized W-BFs/EP preparation. Adding the silane coupling agent to the epoxy composite makes it more resistant to strain and tensile stress compared to pure epoxy and pure W-BFs/EP composite. Herein, the increased interfacial contact between epoxy matrix and basalt fibers transfers stress from the epoxy to the fibers, improving composite mechanical performance. The basalt fiber is a composite of silicate, which also has same chemical composition with agent of silane coupling. The agent reacts with the groups of silicon hydroxyl on BF surfaces to generate a new bonding of -Si-O-Si-, which creates a more homogenous silicon-oxide network structure and improves mechanical performance.

Measured the tensile characteristics of the as-prepared woven basalt fiber/epoxy composites before and after the adding silane coupling agents (KH590, KH570 and KH550) in epoxy resin. (a) strength, (b) strain and (c) stress-strain curve of epoxy/composite and (d) tensile testing on a woven basalt fibers/epoxy composite
The effect of epoxy mixed with various contents and chemical composition of the agent on flexural characteristics of epoxy matrix strengthen by woven BFs are presented in Fig. 10. As shown in Fig. 5a and b, pure W-BFs/epoxy composites had 177.0 and 5.5% higher flexural strength and strain than plain epoxy. Whereas W-BFs/epoxy composites treated with 9wt% KH590, KH570, and KH550 showed a 65.3%, 81.5%, and 74.5% increase in flexural strength, respectively, compared with pure W-BFs/EP composite (271.5 MPa). As the results, it is clear to see that introducing silane molecules could make chemical bonding between the basalt fibers and matrix and improve interfacial interaction than the unmodified composites. Moreover, the interconnected basalt fibers and cross-linked epoxy matrix could assist as a buffer to absorb the failure energy at the interface and hence hinder the cracks propagation and enhance the interfacial bonding resulting in enhancements of flexural strength. Meanwhile, the connection between basalt fibers and epoxy might be compromised due to the lack of silane molecules in the epoxy matrix, perhaps resulting in fissures. In this instance, the basalt fibers were not enough active as a strengthening epoxy, and majority of the external stress was passed through the basalt fibers. Consequently, the risk of delamination between the epoxy matrix and the BFs decreased. Furthermore, the epoxy mixed with silane agents has strong cross-linked among the chains of the resin and supports uniform load transfer capacity of the basalt fibers [19, 39]. As a result, the silanized W-BFs/EP composite possesses better flexural properties than the unmodified W-BFs/EP composites. Interestingly to highlight the bio-improve in the strain of the composites with respect to the brittle epoxy resin. Most up to date strengthen methods, for example, mixes of rubber and polymer can effectively increase durability, but at the expense of mechanical strength [40]. Furthermore, with strong chemical adhesion, the silanized W-BFs/EP composite offer extra profits to increase the ductility of composite [41].
Compared with pure epoxy, obviously displayed in Fig. 10b that the flexural strain improved by 93.0, 165.5 and 80.6% with the concentration (6wt%) of KH590, KH570 and KH550, respectively. The addition of silane solution in cascade with S-BFs/epoxy composites significantly enhances crosslinking between the fibers and the matrix. Thus, it is intriguing as the silane coupling agents can make the composites within epoxy more flexibility and increase the flexural strain. The long-chain of silane agents added to pure W-BFs/EP showed the highest flexural strength and strain compared with pure EP/BFs composites. The long-chain silane agents applied to pure W-BFs/EP composites had the maximum flexural strength and strain. The lengthy CH2 chains for the coupling agents allowed the silane molecules and BFs to form massive physical bonds that physically interconnected against crack propagation, improving mechanical performance. The CH2 flexible and long chains may collaborate closely with the resin, allowing molecules of the silane agent to deeply enter the resin, and activate chemically the silane molecules Si group to connect with the resin and fibers. Bonded agents may change inter-adhesion between BFs and matrix resin. [42]. The typical basalt fibers/epoxy composite flexural stress-strain curves that prepared by impregnating process (shown in Fig. 10c), we can see that adding silane coupling agents to epoxy increases the flexural performance of BFs/epoxy composite compare to pure epoxy and pure of EP/BFs composites.

Measured the flexural performance of the woven BFs/epoxy composites before and after the added silane coupling agents (KH590, KH570 and KH550) in epoxy resin. (a) strength, (b) strain, (c) stress-strain curve, and (d) three-point bending test of woven basalt fibers/epoxy composite
To further prove our work, the woven basalt fibers/epoxy composites modified by silane coupling agents and prepared via cast-in-placed process were in comparison to those found in other relevant literature, as shown in Table 2. The improvement of tensile and flexural strength for modified woven basalt/epoxy composite by silane coupling agents showed remarkable mechanical performance than the woven basalt fiber/epoxy composites prepared via other techniques and methods as route mentioned in works of literature.
3.8 Morphological Analyses of Silanized Epoxy/Woven Basalt Fibers Composites
SEM fracture surface analysis was used to understand how silane coupling agent chemical structure affects W-BFs/EP composite interface behavior. In comparison, the SEM images of fracture surfaces of unmodified W-BFs/EP composite at different magnifications are demonstrated in (Fig. 11a and a1) exhibit the long pull-out basalt fibers indicating a lower bonding of the pure epoxy polymer towards the basalt fiber surface. An adequate silane coupling agents (KH570, KH590 and KH550) into the epoxy structures can give a strong bonding between the epoxy and basalt fibers, as shown in (Fig. 11b, b1, c and c1). The crack tip was difficult to penetrate through the strong bridge structure formed by silane coupling agents, which could provide effectual stress transfer and damage resistance to external loads. Morphological investigation shows that silane coupling agents with varied chain structures improve basalt fiber-epoxy matrix surface bonding. An enhancement in bonded strength using silane coupling agents is thought to result in physical and chemical bond formation. The epoxy matrix and basalt fibers’ strong contact reduces fracture propagation, boosts fracture resistance, and bridges and deflects mechanical stress fractures. Crack-bridging increases energy absorption and minimizes fiber pull-out under mechanical stress, improving composite durability and impact resistance. High-temperature composite structural integrity is maintained by the strong fiber-matrix interface. Basalt fibres’ superior adherence to the epoxy matrix and thermal resilience sustain the composite’s mechanical qualities at high temperatures.

SEM images of fracture surface at low and high magnification. (a and a1) Epoxy composite modified by as received woven basalt fibers (W-BFs/EP), (b and b1) epoxy composite modified by 3-mercaptopropyltrimethoxysilane and woven basalt fibers W- BFs/KH90-EP, (c and c1) epoxy composite modified by 3- methacryloxypropyltrimethoxysilane and woven basalt fibers W-BFs/KH570-EP and (d-d1) epoxy composite modified by 3-Aminopropyltriethoxysilane and woven basalt fibers (W-BFs/KH550-EP)
4 Conclusion
The study investigated the influence of silane coupling agents on the toughness of epoxy and woven basalt fiber/epoxy composites. The silane coupling agents (3-mercaptopropyltrimethoxysilane, 3-methacryloxypropyltrimethoxysilane, and 3-aminopropyltriethoxysilane) were mixed with epoxy liquid and studied for their mechanical properties.
Blending 6 wt% of KH560, KH590, KH570, and KH550 into the epoxy enhanced its flexural strength by 69.4, 57.6, 83.4, and 84.7% compared to the pure resin. The modified W-BFs/epoxy composite improved its tensile strength by 77.6, 49.0, and 79.6% compared to the pure W-BFs/EP composite (173.2 MPa). The flexural strength increased by 65.3, 81.5, and 74.5%. The improvement in mechanical performance was due to the creation of physical and chemical interactions with the resin, BFs/EP, and silane coupling agents. The SEM images showed that the cross-linked epoxy chains were stronger and that the surface of the BFs and the resin were better connected. The findings will assist in selecting the best silane coupling agent for basalt-epoxy fiber strength.
Data Availability
No datasets were generated or analysed during the current study.
References
L. Yue, G. Pircheraghi, S.A. Monemian, I. Manas-Zloczower, Epoxy composites with carbon nanotubes and graphene nanoplatelets – Dispersion and synergy effects, Carbon, vol. 78, pp. 268–278, 2014
D.H. Lee, H. Yeo, G.R. Kim, S. Ahn, M. Goh, B.-C. Ku et al., Synthesis and preparation of alkyl-functionalized graphene oxide/polyimide nanocomposites. Macromol. Res. 22, 1344–1347 (2014)
M. Abd El-baky, M. Attia, M. Abdelhaleem, M. Hassan, Mechanical characterization of hybrid composites based on flax, basalt and glass fibers. J. Compos. Mater. 54, 4185–4205 (2020)
M.A. Abd El-Baky, M. Megahed, H.H. El-Saqqa, A.E. Alshorbagy, Mechanical properties evaluation of sugarcane bagasse-glass/polyester composites. J. Nat. Fibers. 18, 1163–1180 (2021)
X. Lv, S. Wu, D. Zhao, Preparation and performance of MWNTs/Epoxy resins composites. J. Inorg. Organomet. Polym Mater., pp. 1–10, 2024
F. Ali, N. Ali, M. Altaf, A. Said, S.S. Shah, M. Bilal, Epoxy polyamide composites reinforced with silica nanorods: fabrication, thermal and morphological investigations. J. Inorg. Organomet. Polym Mater. 30, 3869–3877 (2020)
A.A. Abdi, M. Jouyandeh, H. Vahabi, M. Shabanian, D. Lafon-Pham, X. Gabrion et al., Correlating the Photophysical properties with the Cure Index of Epoxy Nanocomposite Coatings. J. Inorg. Organomet. Polym Mater. 31, 923–933 (2021)
X. Yao, X. Gao, J. Jiang, C. Xu, C. Deng, J. Wang, Comparison of carbon nanotubes and graphene oxide coated carbon fiber for improving the interfacial properties of carbon fiber/epoxy composites. Compos. Part. B: Eng. 132, 170–177 (2018)
Y. Li, W. Wei, Y. Wang, N. Kadhim, Y. Mei, Z. Zhou, Construction of highly aligned graphene-based aerogels and their epoxy composites towards high thermal conductivity. J. Mater. Chem. C 7, 11783–11789 (2019)
H. Khosravi, R. Eslami-Farsani, Enhanced mechanical properties of unidirectional basalt fiber/epoxy composites using silane-modified Na+-montmorillonite nanoclay. Polym. Test. 55, 135–142 (2016)
S. Khandelwal, K.Y. Rhee, Recent advances in basalt-fiber-reinforced composites: tailoring the fiber-matrix interface. Compos. Part. B: Eng. 192, 108011 (2020)
M.T. Kim, M.H. Kim, K.Y. Rhee, S.J. Park, Study on an oxygen plasma treatment of a basalt fiber and its effect on the interlaminar fracture property of basalt/epoxy woven composites. Compos. Part. B: Eng. 42, 499–504 (2011)
M.M.A. Allah, D.A. Hegazy, H. Alshahrani, T.A. Sebaey, M.A.A. El-baky, Fiber metal laminates based on natural/synthesis fiber composite for vehicles industry: an experimental comparative study. Fibers Polym. 24, 2877–2889 (2023)
N. Kadhim, A. Zaman, M. Jiang, X. Yang, J. Qiu, Z. Zhou, A cast-in-place fabrication of high performance epoxy composites cured in an in-situ synthesized 3D foam of nanofibers. Compos. Part. B: Eng. 205, 108495 (2021)
N.K. Taieh, S.K. Khudhur, E.A.A. Fahad, Z. Zhou, D. Hui, High mechanical performance of 3-aminopropyl triethoxy silane/epoxy cured in a sandwich construction of 3D carbon felts foam and woven basalt fibers. Nanatechnol. Reviews. 12, 20220519 (2023)
H. Ulus, H.B. Kaybal, F. Cacık, V. Eskizeybek, A. Avcı, Effect of long-term stress aging on aluminum‐BFRP hybrid adhesive joint’s mechanical performance: static and dynamic loading scenarios. Polym. Compos. 43, 5301–5318 (2022)
M.M. Ali, N.K. Taieh, H.A. Hussein, Y. Li, M. Jiang, Z. Zhou, Nanostructured Co3O4-graced 3D carbon felts for improved mechanical interlocking in epoxy composites: morphological and mechanical/tribological optimization. J. Mater. Sci., pp. 1–17, 2024
M.M. Ali, H.A. Hussein, N.K. Taieh, Y. Li, R.A. Abas, S.A. Soomro et al., Enhancing the tribological characteristics of Epoxy composites by the Use of three-dimensional Carbon fibers and cobalt oxide nanowires. J. Techniques. 6, 29–35 (2024)
J.-H. Lee, K.Y. Rhee, S.J. Park, Silane modification of carbon nanotubes and its effects on the material properties of carbon/CNT/epoxy three-phase composites. Compos. Part A: Appl. Sci. Manufac. 42, 478–483 (2011)
H. Ulus, H.B. Kaybal, V. Eskizeybek, A. Avcı, Enhanced salty water durability of halloysite nanotube reinforced epoxy/basalt fiber hybrid composites. Fibers Polym. 20, 2184–2199 (2019)
S. Liu, G. Wu, J. Yu, X. Chen, J. Guo, X. Zhang et al., Surface modification of basalt fiber (BF) for improving compatibilities between BF and poly lactic acid (PLA) matrix. Compos. Interfaces. 26, 275–290 (2018)
M. Jing, G. Sui, J. Zhao, Q. Zhang, Q. Fu, Enhancing crystallization and mechanical properties of poly(lactic acid)/milled glass fiber composites via self-assembled nanoscale interfacial structures. Compos. Part A: Appl. Sci. Manufac. 117, 219–229 (2019)
Y.-C. Zhang, H.-Y. Zhu, H.-Y. Wu, Y.-P. Qiu, Effects of helium plasma treatment on tensile behaviour of nano-SiO 2 sol-gel coating T300 carbon fiber, 2009
I.D.G. Ary Subagia, Y. Kim, L.D. Tijing, C.S. Kim, H.K. Shon, Effect of stacking sequence on the flexural properties of hybrid composites reinforced with carbon and basalt fibers. Compos. Part. B: Eng. 58, 251–258 (2014)
J. Kathi, K.Y. Rhee, Surface modification of multi-walled carbon nanotubes using 3-aminopropyltriethoxysilane. J. Mater. Sci. 43, 33–37 (2007)
T. Lu, M. Jiang, Z. Jiang, D. Hui, Z. Wang, Z. Zhou, Effect of surface modification of bamboo cellulose fibers on mechanical properties of cellulose/epoxy composites. Compos. Part. B: Eng. 51, 28–34 (2013)
J.J. Chruściel, E. Leśniak, Modification of epoxy resins with functional silanes, polysiloxanes, silsesquioxanes, silica and silicates. Prog. Polym. Sci. 41, 67–121 (2015)
W.-G. Ji, J.-M. Hu, L. Liu, J.-Q. Zhang, C.-N. Cao, Water uptake of epoxy coatings modified with γ-APS silane monomer. Prog. Org. Coat. 57, 439–443 (2006)
T. Ary Subagia, L.D. I.D.G., Y. Kim, C.S. Kim, F.P. Vista, I.V. Shon, and H.K., Mechanical performance of multiscale basalt fiber-epoxy laminates containing tourmaline micro/nano particles, Composites: Part B, 2013 2013
J.A. King, D.R. Klimek, I. Miskioglu, G.M. Odegard, Mechanical properties of graphene nanoplatelet/epoxy composites. J. Appl. Polym. ence, 128, 2013
M. Zou, F. Huang, J. Nie, Z. Zhang, X. Ge, Preparation and characterization of polysiloxane–polyacrylates composite latices and their film properties. Polym. Int. 54, 861–869 (2005)
B. Qi, S. Lu, X. Xiao, L. Pan, F. Tan, J. Yu, Enhanced thermal and mechanical properties of epoxy composites by mixing thermotropic liquid crystalline epoxy grafted graphene oxide. Express Polym. Lett., 8, 2014
M.D.G. Destreri, J. Vogelsang, L. Fedrizzi, F. Deflorian, Water up-take evaluation of new waterborne and high solid epoxy coatings. Part II: Electrochemical impedance spectroscopy, vol. 37, pp. 57–67, 1999
P. DA, Interaction of water with epoxy, Sandia Report SAND2009-4405, Albuquerque, New Mexico, 2009
R. Xu, S. Cheng, J. Zhou, J. Shen, Z. Li, X. Tan, Thermal and mechanical properties of Epoxy Resin modified with N-(4-hydroxyphenyl)terahydrophthalic Anhydrideimide. J. Wuhan Univ. Technology-Mater Sci. Ed. 33, 744–748 (2018)
W.-G. Ji, J.-M. Hu, J.-Q. Zhang, C.-N. Cao, Reducing the water absorption in epoxy coatings by silane monomer incorporation. Corros. Sci. 48, 3731–3739 (2006)
S. Ma, W. Liu, C. Hu, Z. Wang, C. Tang, Toughening of epoxy resin system using a novel dendritic polysiloxane. Macromol. Res. 18, 392–398 (2010)
B. Mahltig, P. Müller-Buschbaum, M. Wolkenhauer, O. Wunnicke, S. Wiegand, J.-F. Gohy et al., Highly Regul. Polyampholytic Struct. Adsorbed Directly Solut. 242, pp. 36–43
Y. Xie, C.A.S. Hill, Z. Xiao, H. Militz, C. Mai, Silane coupling agents used for natural fiber/polymer composites: a review. Compos. Part. Appl. Sci. Manuf., 41, pp. 0–819
J. Zhu, H.Q. Peng, F. Rodriguez-Macias, J.L. Margrave, E.V. Barrera, Reinforcing Epoxy Polymer composites through Covalent Integration of Functionalized Nanotubes. Adv. Funct. Mater. 14, 643–648 (2004)
S.G. Prolongo, M.R. Gude, A. Ureña, Improving the flexural and thermomechanical properties of amino-functionalized carbon nanotube/epoxy composites by using a pre-curing treatment. Compos. Sci. Technol. 71, 765–771 (2011)
Z. Liu, B. Hao, Y. Zhang, Control interfacial properties and tensile strength of glass fibre/PP composites by grafting poly(ethylene glycol) chains on glass fibre surface. RSC Adv. 5, 40668–40677 (2015)
C. Chen, Y. Gu, S. Wang, Z. Zhang, M. Li, Z. Zhang, Fabrication and characterization of structural/dielectric three-phase composite: continuous basalt fiber reinforced epoxy resin modified with graphene nanoplates. Compos. Part A: Appl. Sci. Manufac. 94, 199–208 (2017)
M. Kim, T.-W. Lee, S.-M. Park, Y.G. Jeong, Structures, electrical and mechanical properties of epoxy composites reinforced with MWCNT-coated basalt fibers. Compos. Part A: Appl. Sci. Manufac. 123, 123–131 (2019)
H. Khosravi, R. Eslami-Farsani, On the mechanical characterizations of unidirectional basalt fiber/epoxy laminated composites with 3-glycidoxypropyltrimethoxysilane functionalized multi-walled carbon nanotubes–enhanced matrix. J. Reinf. Plast. Compos. 35, 421–434 (2015)
B. Wei, S. Song, H. Cao, Strengthening of basalt fibers with nano-SiO2–epoxy composite coating. Mater. Design. 32, 4180–4186 (2011)
N. Jamali, H. Khosravi, A. Rezvani, E. Tohidlou, Mechanical properties of Multiscale Graphene Oxide/Basalt Fiber/Epoxy composites. Fibers Polym. 20, 138–146 (2019)
M. Wang, Z. Zhang, Y. Li, M. Li, Z. Sun, Chemical Durability and Mechanical properties of Alkali-proof Basalt Fiber and its Reinforced Epoxy composites. J. Reinf. Plast. Compos. 27, 393–407 (2008)
D. Toorchi, E. Tohidlou, H. Khosravi, Enhanced flexural and tribological properties of basalt fiber-epoxy composite using nano-zirconia/graphene oxide hybrid system. J. Ind. Text., p. 152808372092057, 2020
A. Abdi, R. Eslami-Farsani, H. Khosravi, Evaluating the mechanical behavior of Basalt Fibers/Epoxy composites containing surface-modified CaCO3 nanoparticles. Fibers Polym. 19, 635–640 (2018)
Acknowledgements
This work would not have been possible without the kind support of Professor Zuowan Zhou and the laboratories of Southwest Jiaotong University’s School of Materials Science and Engineering.
Funding
No funding was received.
Author information
Authors and Affiliations
Contributions
Contributor Roles: Nabil Kadhim Taieh (formal analysis, methodology, data curation, project administration, review & editing, and conceptualization), Haneen Sameer Hakeem (resources, and investigation), Mayameen S. Kadhim (validation, investigation, and data curation), Mohanad Kadhim Mejbel (resources, and investigation), Isam Tareq (resources), Maryam Firas Muhsen (Visualization, validation, methodology, and data curation). Sara H Shahatha (validation, methodology), Anees Kadhim Tayyeh (validation and data curation), Riyadh Al-Attabi (investigation and data curation). Man Jiang (Resources, investigation). Ying Li (visualization, formal analysis, investigation, and resources), Ali Hussein Jaddoa (validation), Xi Liu (review & editing).
Corresponding authors
Ethics declarations
Ethical Approval
Not applicable.
Competing Interests
The authors declare no competing interests.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Taieh, N.K., Hakeem, H.S., Kadhim, M.S. et al. Optimizing Mechanical Performance in Woven Basalt Fibers/Epoxy Composites: Using Silane Coupling Agents to Modify Epoxy Resin for Fiber-Matrix Interface. J Inorg Organomet Polym (2024). https://doi.org/10.1007/s10904-024-03301-2
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s10904-024-03301-2