
Abstract
Efficient improvement of the toughness of epoxy resin has been a bottleneck for growing their appropriateness for advanced application. In this study, thermoplastic polyamide and copolymer composites of thermosetting epoxy resins (DGEBA) were developed via the solution casting method. Polyamide acted as a part of the copolymer as well as a curing agent. Silica nanorods (SiO2 nanorods) were dispersed into the mixture to achieve blends of epoxy/polyamide reinforced silica nanocomposite with various weight ratio viz. 0 wt%, 1 wt%, 3 wt%, 5 wt%, 7 wt%, 9 wt% and 11 wt%. The as-prepared epoxy/polyamide reinforced SiO2 nanocomposites were examined by scanning surface micrograph (SEM), Fourier-transform infrared (FTIR), X-ray diffraction (XRD) and differential scanning calorimetry (DSC) techniques. The obtained results show that the modified epoxy/polyamides have better toughness than that of pristine epoxy/polyamide polymers. FTIR confirmed the interaction among SiO2 nanorods with epoxy/polyamide. The SEM analysis showed well dispersion of SiO2 nanorods in the epoxy/polyamide blend coating, which demonstrated that this method could effectively avoid agglomeration of the inorganic nanoparticles. In conclusion, this study provides an effective approach to harvest epoxy/polyamide/SiO2 nanocomposite from diverse methods and minerals materials.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Polymers materials have gained much attention for the materials world due to their functionalities and strength to weight ratio and have many industrials applications [1] . Epoxy resin is the part of a thermosetting family and most essential semi polymeric material, which performs a key role in composite materials [2] . Epoxy resins also created various reinforcing phases and processing techniques [3] . Petroleum-based epoxy blends are well recognized for good behaviors of material such as high stiffness, tensile strength, and good electrical properties [4] . Epoxy resin are broadly utilizing in different fields of constructions, commodity, aerospace industries [5] and automotive sectors due to numerous behaviors such as dimensional stability, fire retardance [6, 7] , good mechanical strength [8] , good wetting capacity, tiny curing shrinkage, and outstanding chemical resistance. The oxiranes group of epoxy resin reacts with various curing agents, i.e. aromatic amine, amido amines, polyamide [9] , aliphatic amines, thiols, phenol, anhydride and extra proper ring-opening compound [10] , forming rigid thermosetting yields [11,12,13] . High degree of polymerized cured epoxies are due to brittle nature and also contribute to failing epoxy impact strength and other related behaviors [14].
Hence, the variation of epoxy resins is essential to enhance hardness; thermal properties as well as elasticity [15] . Much work has been directed to decrease brittleness and increase thermochemical behaviors by the combination of flexible, elastomer and inorganic solid nanoparticles. Epoxy monomer also applying to functionalize numerous polymers like unsaturated polyester, polyurethane to increase its chemical and physical properties [16,17,18] . Fibers and nanoparticles base epoxy nanocomposite have considerable industrials interest over the past few years [19, 20] . These constituents have low density, high modulus, and high specific strength to weight ratio, which allows them to oppose particular metal. The main aims of reinforced blended materials are to attain the wanted behaviors while continuing cost [14, 21].
Organic–inorganic modified polymers generated in the organic phase are distinctive models of composites materials, which have important applications in the previous decade [3, 22] . The variation of an organic matrix with siloxanes domains designed via a sol–gel route of alkoxysilane is one of the well-known methods for their preparation [19, 23, 24] . The prepared structure depends on the conditions of reaction and vary from monodispersed SiO2 nanoparticles to polymer systems [25, 26] . Currently, polymers science attracts much attention due to the focus on controlled designing of ordered super-structure built on the self-assembly of the prudently selected building block [17] . A mixture of suitable treating situations with suitable organic–inorganic constituents dictates the molecular arrangement, featuring and morphology of hybrid material [27] . Therefore, an appropriate choice of the modified siloxanes monomer and the reaction condition lead to the creation of a nano-heterogeneous system with well-known cage-like structure, up to closely homogenous bicontinuous systems [23, 28].
Herein, the thermoplastic polyamide and copolymer composite of thermosetting epoxy resin (DGEBA) were prepared via the solution casting method. Whereas, the polyamide acted as the part of copolymer blends as well as a curing agent. Silica nanorods (SiO2 nanorods) were dispersed into the system a mixture of epoxy/polyamide/SiO2 nanocomposite in different weight ratio viz. 0 wt%, 1 wt%, 3 wt%, 5 wt%, 7 wt%, 9 wt% and 11 wt% , respectively. The epoxy/polyamide reinforced with SiO2 nanorods were examined through Scanning surface microscopy (SEM), Fourier-transform infrared (FTIR), X-ray diffraction analysis (XRD) and diffraction scanning calorimetry (DSC) techniques (Table 1).
2 Materials and Methods
2.1 Materials
The curing agent polyamide was ordered from the Albemarle Corporation USA. Bisphenol A epoxy resin (E51) was purchased from Baling Petrochemical Co. Ltd. China. Tetra-hydro furan (THF) were obtained from Sinopharm Chem. Reag. Co. Ltd. China. The surface-functionalized SiO2 nanorods have the mass of a normal particle of around 20 nm and a thin rod-size dispersion. The mass and well spreading of these SiO2 nanorods remain unaffected throughout any further mixing or blending processes.
2.2 Fabrication of Epoxy/Polyamide Blends
Epoxy resin/polyamide nanocomposites were prepared by a vacuum-assisted casting technique and a simple magnetic stirring. A stoichiometric amount of epoxy/polyamide (i.e. 0.4 g/0.6 g, 2:3 ratio) was mixed together in a suitable beaker. Then an appropriate amount (5 mL) of THF was added as a solvent, followed by vigorous stirring at ambient condition until a clear mixture was achieved. The homogeneous dispersion of polymer was achieved by ultra-sonication of the mixture, and then the blend was degassed at 60 °C by vacuum for 1 h. Finally, the coated Teflon Petri-dish with the reaction mixture was placed on a hot plate for 24 h at 60 °C to achieve curing and then vacuum drying for 10 h at 80 °C. The complete cure, transparent film of epoxy/polyamide copolymer was peeled off the Petri dish and tested.
2.3 Synthesis of Epoxy/Polyamide Reinforced with SiO2 Nanorods
A stoichiometric amount of epoxy/polyamide (i.e. 0.396 g/0.594 g, 2:3 ratio) was mixed together in a suitable beaker. Then an appropriate amount (5 mL) of THF were added as a solvent, different weight ratio of SiO2 nanorods (i.e. 0 wt%, 1 wt%, 3 wt%, 5 wt%, 7 wt%, 9 wt% and 11 wt%. respectively, were incorporated into the reaction mixture, followed by vigorous stirring at ambient condition until a clear dispersion was achieved. Then the mixture was degassed to eliminate the bubble at the ambient condition in a vacuum. The composites were poured for curing into Teflon Petri dish and heated at 60 °C for 24 h, and then post-curing at 80 °C for 4 h. Finally, the film was vacuum dried at 80 ̊ C for 10 h. The completely cured, transparent film of epoxy/polyamide reinforced SiO2 nanocomposite was peeled off the Petri dish and tested.
3 Results and Discussion
3.1 FTIR Analysis of Neat Epoxy/Polyamide Nanocomposite
FTIR analysis was used to investigate the structure of epoxy/polyamide nanocomposite as reported in Fig. 1. In neat epoxy/polyamide film the obtained characteristic bends at 1609 and 1546 cm−1 correspond to the N–H and C–N bending and stretching vibration [19] . The characteristic peak appeared at 1546 cm−1 is originated from the N–H bending vibrations, respectively [23] . All these peaks indicate the existence of amide groups on epoxy resin. The characteristic peak at 1649 and 3301 cm−1 are attributed to a hydroxyl group (O–H). The peaks located at 2921 and 2851 cm−1 assigned to the stretching vibration of the N–H bond from –CH3 and –CH2 group in polyamide chains [29] . The molecular structure is confirmed from the reflection bonds of stretching and contracting in the phase of epoxy rings, observed at about 1246 and 827 cm−1 for epoxy resin [23] . The peaks related to aromatic rings appeared at 1609 and 1509 cm−1. The bend at 118 cm−1 belonging to C–O–C. All these results confirmed the polyamide existence on the surface of epoxy resin in the composite.

FT-IR Spectrum of the neat copolymer
3.2 FT-IR Spectra of Epoxy/Polyamide Reinforced SiO2 Nanocomposites
FTIR analysis was used to investigate the extent of SiO2 functionalization of epoxy/polyamide nanocomposite. FT-IR transmittance spectra of epoxy/polyamide nanocomposite with various weight ratio of silica nanorods (i.e. 1%, 3%, 5%, 7%, 9% and 11%) is shown in Fig. 2. In the coating systems, most of the absorption peaks can be traced back to the pristine epoxy resin. The characteristic strong absorption bands at 827 and 035 cm−1 are attributed to the asymmetric and symmetric and stretching vibration of the siloxane group (Si–O–Si) in silica, respectively, which confirmed the SiO2 network [23, 29] . A weaker absorption band in the same range is also observed in case of neat copolymer but at somewhat higher frequency, may be ascribed to the secondary hydroxyl which formed as a results of epoxide ring-opening reaction as accordance with Afzal et al. [23] It can be seen obviously that in modified system, the spectrum corresponding absorption peak of SiOSi stretching vibration is stronger. The absorption band at 935 cm−1 is ascribed to the stretching vibration of Si–OH. The silica contains a group on its surface due to the creation of a silanol group. Epoxide group in epoxy reacts with the silanol group of SiO2 via H-bonding when the silica nanorods are reacted with epoxy. When the interaction occurs, in the composite system the concentration of hydroxyl group –OH will be reduced as compared to the uncured system. For untreated silica, a strong and large band due to –OH group stretching vibration is assigned in the region 3420 cm−1. As from the spectrum, the concentration of the hydroxyl group is comparatively less than the unreacted system, which means that hydrogen bonding formation [28, 29] . These results specify the successfully creating of the silica nanorods on the surface of epoxy polyamide nanocomposites [30].

FT-IR spectra of epoxy/polyamide reinforced of a 1%, b 3%, c 5%, d 7%, e 9% and f 11% SiO2 nanocomposites
3.3 SEM Micrographs of Neat Epoxy/Polyamide Blend
The micrographs of the epoxy/polyamide blend before the reinforcement of silica nanorods are shown in Fig. 3. It is generally accepted that before curing polyamide is completely miscible with the epoxy system, hence they formed a homogenous solution when they mixed. However, the cured resins are a two-phase system, in which the polyamide domains appeared as dark holes due to the acid etching [2, 4]. The morphology of epoxy/polyamide mixture is contained a polyamide domain with a particle size of 0.5 µm distributed in a continuous epoxy [12].

SEM micrograph of epoxy resin-co-polyamide blend: a × 72, b × 182, c × 661 magnification
3.4 SEM of Epoxy/Polyamide Reinforced SiO2 Nanocomposites
Figure 4 shows the scanning electron micrograph of epoxy/polyamide film reinforced with silica nanorods. The fracture surfaces of the nanocomposites were examined using SEM with high magnification (10 k) after reinforcement with silica nanorods, it can be seen from the figure that the nanorods fillers of silica are uniformly dispersed and well separated in the epoxy. For ensuring a good particle–matrix interaction. In the neat epoxy, the fracture surface is relatively smooth which exposes the characteristic of brittle fracture. However, the morphology of the unmodified epoxy resins/polyamide is quite different from that of the epoxy resins modified with silica nanofiller [2] . As for the epoxy/silica nanocomposites, the fracture surface appears irregular and rough appearance. The fracture strips distract to different directions, which resistance to crack propagation and disperse stress because of the energy-absorbing mechanism introduced by the rigid silica particles, and it is specified the properties of toughening fracture [31] . In addition to the beyond report, the other probable reason for the rough breakage surface is ascribed to the special interaction between the nanofiller and the polymer and smaller phase separation. The rougher fracture surface can be detected with the upsurge of silica amount cracks evident in the epoxy are mainly produced by the etching effect and do not appear in un-etched samples [22].

SEM micrograph of different epoxy/silica a 1%, b 3%, c 5%, d 7%, e 9%, f 11% SNRs nanocomposites
3.5 X-ray Diffraction of Epoxy/Polyamide Reinforced SiO2 Nanocomposites
For the crystalline phases in materials, X-ray diffraction (XRD) was used to probe. In our work, we also used to compare the different weight percentages of SiO2 nanorods. Using XRD, we were able to see if reinforcing the SiO2 nanorods in the epoxy-polyamide system, in any way change their crystalline structure by creating the SiO2 nanorods solution, or curing of the SiO2 nanorods and ensuing drying [32] . As seen from the XRD assessment plot in Fig. 5. A widen peak that exposes the properties of amorphous silica peaks. The communication angle (2θ) is ranging between 10° to 30°. But when silica nanorods were added to pure epoxy resin the composite shows a significant enhancement in intensity [19, 30] . This is an aspect to the polymer chain in the composite are cross-linked and/or incorporated to the SiO2 phase through the hydrogen and covalent bonding which is in agreement with outcomes reported in literature [19].

XRD patterns of epoxy/polyamide reinforced silica nanocomposites
3.6 DSC Analysis of Epoxy/Polyamide Reinforced SiO2 Nanocomposites
The aims of DSC analysis were to exhibit the adaptation of the silica group with different amounts and to examine the glass transition temperature (Tg) of the accurately cured materials. Since the comprising of several constituents, the curing process is very complex of the blends; it is interesting and essential to illuminate the effect of SiO2 extents on the epoxy resin/polyamide. The curing process arises in the occurrence of various extents of SiO2 nanorods. By increasing SiO2 nanorods amount, the stating curing temperature moves to a greatly lower temperature and the curing series converts widened [28] . These interpretations advocate that SiO2 nanorods are a type of effective nanofiller for epoxy resin from the DSC result on the intended designs comprising various components, numerous conclusions are achieved: (i) SiO2 nanorods display the energetic curing influence on the ring-opening process of the epoxide resin; (ii) the curing bend (Tp2) at high temperature for the epoxy/polyamide/SiO2 is mostly recognized to the polymerization of epoxy resin with SiO2 nanorods. Thoroughly these measurements, the temperature rose from 25 to 250 °C with a speed of 10 °C/min. As assumed in the examination, glass transition temperature (Tg) of epoxy apply around 130 to 150 °C. This study emphasized important enhancement in Tg, carried out in the presence of SiO2 nanorods in nanocomposites.
DSC results of the prepared epoxy/polyamide and epoxy/polyamide reinforced SiO2 nanocomposite with different amounts of SiO2 are given in Fig. 6. From the results, it was originated that the Tg value of neat is 32 and 88 °C for the SiO2 layer polymer. For SiO2 based nanocomposite, at a low amount of SiO2 nanorods contents, Tg increases up to 40 and 108 °C with 1 wt%. Conversely, further increasing the SiO2 contents up to 5 wt%, the Tg increases up to 42 and 133 °C for layer SiO2 nanorods. For 9 and 11 wt% of SiO2, the Tg for epoxy/polyamide is the 44 and 48 °C and for the epoxy/polyamide/SiO2 nanocomposite, the Tg is 138 and 142 °C, respectively. The above results showed that there is different effect of SiO2 nanorods on the curing reaction, which are (Tp2) at higher temperature and (Tp1) at lower temperature, respectively, occurring on the epoxy/polyamide/ SiO2 nanorods mixtures and the ratio of these curing process is dependent on the amount of SiO2 nanorods present, as established by the two curing bends occurs in DSC curing curve in the presence of SiO2 nanorods [23, 29, 33].

DSC analysis of epoxy/polyamide (i. e. a neat, b 1 wt%, c 3 wt%, d 5 wt%, e 7 wt%, f 9 wt% and g 11 wt%) reinforced SiO2 nanocomposites
4 Conclusions

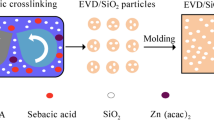
Schematic representation of the synthesis of epoxy/polyamide/SiO2 nanocomposite
A nanocomposite epoxy-polyamide coating reinforced with silica nanorods has been successfully prepared via a solution casting method by mixing the nanorods with epoxy resin/polyamide system. Thermoplastic polyamide has successfully prepared and explored as a curing agent for conventional epoxy resins. The epoxy-based nanocomposite was fabricated with silica nanorods contents as 0 wt%, 1 wt%, 3 wt%, 5 wt%, 7 wt%, 9 wt% and 11 wt% via thin-film techniques (Scheme 1). In an epoxy matrix, the inorganic phase dispersed homogeneously. With the increase of silica contents, the toughness of the modified system also increased. This shows that epoxy/silica display improved property in toughening than that of the unmodified epoxy. At low cost, this is a more appropriate route for the preparation of epoxy resin composite without any cooperation in the inherent properties. Moreover, the combination of polymers i.e. thermosetting and thermoplastic provides extraneous bonding sites for nanofiller dispersion.
Data Availability
All the data used to support the findings of this study are included within the article.
References
K.F. El-Nemr, M.M. Khaffaga, S.N. Saleh, A. Wahab, M. El-Naggar, Mechanical and thermal properties of gamma-irradiated ethylene propylene diene monomer rubber/vermiculite clay/maleic anhydride composites. J. Vinyl Addit. Technol. 25, E3–11 (2019). https://doi.org/10.1002/vnl.21638
S.A. Xu, G.T. Wang, Y.W. Mai, Effect of hybridization of liquid rubber and nanosilica particles on the morphology, mechanical properties, and fracture toughness of epoxy composites. J. Mater. Sci. 48(9), 3546–3556 (2013). https://doi.org/10.1007/s10853-013-7149-4
L. Zhang, G. Zhang, L. Chang, B. Wetzel, B. Jim, Q. Wang, Distinct tribological mechanisms of silica nanoparticles in epoxy composites reinforced with carbon nanotubes, carbon fibers, and glass fibers. Tribol. Int. 104, 225–236 (2016). https://doi.org/10.1016/j.triboint.2016.09.001
N. Saba, O.Y. Alothman, Z. Almutairi, M. Jawaid, Magnesium hydroxide reinforced kenaf fibers/epoxy hybrid composites: mechanical and thermomechanical properties. Constr. Build. Mater. 201, 138–148 (2019). https://doi.org/10.1016/j.conbuildmat.2018.12.182
K.K. Mahato, K. Dutta, R.B. Chandra, Assessment of mechanical, thermal and morphological behavior of nano-Al2O3 embedded glass fiber/epoxy composites at in-situ elevated temperatures. Composites B 166, 688–700 (2019). https://doi.org/10.1016/j.compositesb.2019.03.009
D. Matykiewicz, M. Barczewski, S. Michałowski, Basalt powder as an eco-friendly filler for epoxy composites: thermal and thermo-mechanical properties assessment. Composites B 164, 272–279 (2019). https://doi.org/10.1016/j.compositesb.2018.11.073
I. Zembouai, M. Kaci, S. Bruzaud, A. Benhamida, Y.M. Corre, Y. Grohens, A study of morphological, thermal, rheological and barrier properties of poly(3-hydroxybutyrate-Co-3-hydroxyvalerate)/polylactide blends prepared by melt mixing. Polym. Test. 32(5), 842–851 (2013). https://doi.org/10.1016/j.polymertesting.2013.04.004
M.H. Kothmann, A.R. de Anda, A. Köppel et al., The effect of dispersion and particle–matrix interactions on the fatigue behavior of novel epoxy/halloysite nanocomposites. Process Polym. Nanocompos. (2019). https://doi.org/10.3139/9781569906361.004
M. Sahnoune, M. Kaci, A. Taguet et al., Tribological and mechanical properties of polyamide-11/halloysite nanotube nanocomposites. J. Polym. Eng. 39(1), 25–34 (2019). https://doi.org/10.1515/polyeng-2018-0131
O. Okamba-Diogo, E. Richaud, J. Verdu, F. Fernagut, J. Guilment, B. Fayolle, Molecular and macromolecular structure changes in polyamide 11 during thermal oxidation: kinetic modeling. Polym. Degrad. Stab. 120, 76–87 (2015). https://doi.org/10.1016/j.polymdegradstab.2015.06.005
K. Prashantha, M.F. Lacrampe, P. Krawczak, Highly dispersed polyamide-11/halloysite nanocomposites: thermal, rheological, optical, dielectric, and mechanical properties. J. Appl. Polym. Sci. 130(1), 313–321 (2013). https://doi.org/10.1002/app.39160
O. Okamba-Diogo, E. Richaud, J. Verdu, F. Fernagut, J. Guilment, B. Fayolle, Investigation of polyamide 11 embrittlement during oxidative degradation. Polymer 82, 49–56 (2016). https://doi.org/10.1016/j.polymer.2015.11.025
D.M. Constantinescu, D.A. Apostol, C.R. Picu, K. Krawczyk, M. Sieberer, Mechanical properties of epoxy nanocomposites reinforced with functionalized silica nanoparticles. Proc. Struct. Integr. 5, 647–652 (2017). https://doi.org/10.1016/j.prostr.2017.07.034
N.R. Paluvai, S. Mohanty, S.K. Nayak, Synthesis and modifications of epoxy resins and their composites: a review. Polym. Plast. Technol. Eng. 53(16), 1723–1758 (2014). https://doi.org/10.1080/03602559.2014.919658
H. Gu, J. Guo, Q. He et al., Flame-retardant epoxy resin nanocomposites reinforced with polyaniline-stabilized silica nanoparticles. Ind. Eng. Chem. Res. 52(23), 7718–7728 (2013). https://doi.org/10.1021/ie400275n
S. Morlat-Therias, B. Mailhot, D. Gonzalez, J.L. Gardette, Photooxidation of polypropylene/montmorillonite nanocomposites 2 Interactions with antioxidants. Chem. Mater. 17(5), 1072–1078 (2005). https://doi.org/10.1021/cm040172l
S. Zeng, M. Shen, Y. Xue et al., Controllable mechanical properties of epoxy composites by incorporating self-assembled carbon nanotube–montmorillonite. Composites B 164, 368–376 (2019). https://doi.org/10.1016/j.compositesb.2018.12.028
W. Wang, A. Wang, Vermiculite Nanomaterials: Structure, Properties, and Potential Applications (Elsevier, New York, 2019)
M. Tomić, B. Dunjić, M.S. Nikolić et al., Polyamidoamine as a clay modifier and curing agent in preparation of epoxy nanocomposites. Prog. Org. Coat. 131, 311–321 (2019). https://doi.org/10.1016/j.porgcoat.2019.02.037
N.P. Singh, V.K. Gupta, A.P. Singh, Graphene and carbon nanotube reinforced epoxy nanocomposites: a review. Polymer 180, 121724 (2019). https://doi.org/10.1016/j.polymer.2019.121724
A.J. Kinloch, A.C. Taylor, M. Techapaitoon, W.S. Teo, S. Sprenger, From matrix nano- And micro-phase tougheners to composite macro-properties. Philos. Trans. R. Soc. A (2016). https://doi.org/10.1098/rsta.2015.0275
K.V.P. Chakradhar, K.V. Subbaiah, M.A. Kumar, G.R. Reddy, Blended epoxy/polyester polymer nanocomposites: effect of “nano” on mechanical properties. Polym. Plast. Technol. Eng. 51(1), 92–96 (2012). https://doi.org/10.1080/03602559.2011.618157
A. Afzal, H.M. Siddiqi, A comprehensive study of the bicontinuous epoxy-silica hybrid polymers: I Synthesis, characterization and glass transition. Polymer 52(6), 1345–1355 (2011). https://doi.org/10.1016/j.polymer.2011.01.046
Y.T. Lin, T.M. Don, C.J. Wong et al., Improvement of mechanical properties and anticorrosion performance of epoxy coatings by the introduction of polyaniline/graphene composite. Surf. Coat. Technol. 374, 1128–1138 (2019). https://doi.org/10.1016/j.surfcoat.2018.01.050
J. Tarrío-Saavedra, J. López-Beceiro, S. Naya, R. Artiaga, Effect of silica content on thermal stability of fumed silica/epoxy composites. Polym. Degrad. Stab. 93(12), 2133–2137 (2008). https://doi.org/10.1016/j.polymdegradstab.2008.08.006
H. Lu, H. Shen, Z. Song, K.S. Shing, W. Tao, S. Nutt, Rod-like silicate-epoxy nanocomposites. Macromol. Rapid Commun. 26(18), 1445–1450 (2005). https://doi.org/10.1002/marc.200500360
J. Brus, M. Špírková, D. Hlavatá, A. Strachota, Self-organization, structure, dynamic properties, and surface morphology of silica/epoxy films as seen by solid-state NMR, SAXS, and AFM. Macromolecules 37(4), 1346–1357 (2004). https://doi.org/10.1021/ma035608h
T.T. Wang, P. Huang, Y.Q. Li, N. Hu, S.Y. Fu, Epoxy nanocomposites significantly toughened by both poly(sulfone) and graphene oxide. Compos. Commun. 14(March), 55–60 (2019). https://doi.org/10.1016/j.coco.2019.05.007
Z. Sun, L. Xu, Z. Chen et al., Enhancing the mechanical and thermal properties of epoxy resin via blending with thermoplastic polysulfone. Polymers (Basel). (2019). https://doi.org/10.3390/polym11030461
W. Wang, W. Dong, G. Tian et al., Highly efficient self-template synthesis of porous silica nanorods from natural palygorskite. Powder Technol. 354, 1–10 (2019). https://doi.org/10.1016/j.powtec.2019.05.075
K.G. Lee, R. Wi, M. Imran et al., Functionalization effects of single-walled carbon nanotubes as templates for the synthesis of silica nanorods and study of growing mechanism of silica. ACS Nano 4(7), 3933–3942 (2010). https://doi.org/10.1021/nn100807r
R. Velmurugan, T.P. Mohan, Room temperature processing of epoxy-clay nanocomposites. J. Mater. Sci. 39(24), 7333–7339 (2004). https://doi.org/10.1023/B:JMSC.0000048748.35490.9f
S. Mehmood, N. Ali, F. Ali, F. Haq, M. Haroon, S. Fahad, The influence of surface modified silica nanoparticles on the properties of epoxy nanocomposites. J. Zeitsch. Phys. Chem. (2020). https://doi.org/10.1515/zpch-2019-1544
Acknowledgements
Dr. Farman Ali is highly obliged to the Higher Education Commission (HEC) of Pakistan for supporting this work through the NRPU Project (No. 5723/KPK/NRPU/R&D/HEC/2016).
Author information
Authors and Affiliations
Corresponding authors
Ethics declarations
Conflict of interest
The authors declare no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Ali, F., Ali, N., Altaf, M. et al. Epoxy Polyamide Composites Reinforced with Silica Nanorods: Fabrication, Thermal and Morphological Investigations. J Inorg Organomet Polym 30, 3869–3877 (2020). https://doi.org/10.1007/s10904-020-01518-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10904-020-01518-5