
Abstract
In a Tokamak-fusion reactor, the plasma interacts with the first wall generating dust of different materials. Dust can play an important, if not primary, role in determining safety and economic performance of this type of fusion machines, due to potential accident and maintenance requirements. In this paper, after a brief introduction, a description of dust explosion mechanism is reported with reference to several experiments used to create or validate theories and models. The safety concerns about dust are based on the assumption that, in case of air inflow events, this particulate can be resuspended in the vacuum vessel leading to a potential explosive cloud. In the paper the main literature models used to deal with dust transport and resuspension are reported: the VZFG model, the Rock n’ Roll model and the ECART model. Differences, pros and cons of each models are described to obtain a comparison between energy-based and force-based balance models. Finally, the numerical approach for the resuspension phenomenon is discussed and an application is shown. The simulation has been carried out with reference to a laboratory scale facility-like in 3D geometry. The simulated event is an air flow intake, as from a Loss of Vacuum Accident, and the results show the distribution of dust in the geometry after the first instants of intake, the mass concentration of particulate on the surfaces and the path lines of the flow field. The simulated geometry is only partially referred to an existing experimental facility, and the methodology could be useful to replicate the same conditions to obtain a validation of the results. More and finer simulations are foreseen to reproduce more accurately experimental data and real scenarios, with the aim to evaluate the risk of explosion by means of an accurate prediction of dust distribution inside a vacuum volume during resuspension due to air inflow.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
In a Tokamak-type device, plasma-wall interaction phenomena generate aerosol particulate, broken flakes, globules, chunks and other debris that settle on the lower surfaces of the vacuum vessel. Such a situation could lead to safety problems because the products, commonly named dust, may be radioactive from activation and tritium retention, potentially toxic due to their toxic metals content, and certainly chemically reactive and explosive.
Particles flaking off of upper surfaces during a plasma discharge could induce disruption, how evidenced in specific experiments. Particles with diameters <2 μm did not affect a fully developed discharge, but during plasma startup they increases impurity radiation. Most of them fall to the bottom of the device following the plasma discharge and the smaller ones may be re-injected into the plasma by electromagnetic forces, creating difficulties for plasma breakdown and burn through [1]. As dust is vaporized, the partially ionized gas radiates power and significantly increase plasma resistivity. Greater resistivity requires a larger loop voltage for startup and the superconducting coils may be incapable of the increased voltages.
It is well recognized that dust impurities can be charged during Tokamak operations. Charged dust particles, which have different size distributions, are usually concentrated in the scrape off layer (SOL) due to the sputtering of Tokamak walls. Diagnostics of the present day Tokamak edge plasmas have revealed that a charged dust particle is accelerated to high speeds (of the order of ten to hundred meters per second) by electromagnetic forces [2], impacting on walls and creating wall erosion and hence the deterioration of Tokamak performance.
During the normal operation, problems related to dust in a Tokamak-type device are not so worrying, but in case of an accidental condition or during maintenance, the presence of dust and the risk of loss of vacuum are a great concern for designers and researchers. Possible safety consequences on workers, local population and environment require a great attention on the dust mobilization phenomena in this kind of devices.
A very important issue is related to the risk of a combined explosion of mobilized dust and hydrogen due to coolant or air intake in the vacuum vessel. In view of ITER licensing and operation it is needed to improve the knowledge and to develop techniques that allow to monitoring dust and Tritium as well as a dust removal system and a detritiation procedure.
Many mechanisms are responsible for the generation of dust in the plasma chamber and different mechanisms can dominate in various circumstances [1]. Possible mechanisms in magnetic fusion systems include blistering and cracking of deposited layers, generation of reactive species in edge plasmas, arcing, explosive ejection and brittle destruction of surface imperfections, and nucleation of vaporized materials. Unipolar arcs, often generated during the plasma startup or rapid variation of plasma currents, locally deposit significant energy onto the first wall. The interaction results in melting and vaporization of the material, a process that generates large particles and molten drops. Movements of the arc along the surface creates tracks of damaged material. Dust produced from arcing is more likely to be spherical and composed only of the material of which the source is composed, because the impact of mixed materials on growth for this mechanism is negligible. Off-normal plasma events (e.g. edge localized modes, vertical displacement events, or full disruptions) that deposit enormous amounts of plasma energy on a surface are known to generate dust. Rapid, intense heating of exposed material results in vaporization and melting. Particles may be created by in-flight condensation of the vaporized material [3], pressure-driven ejection of melt layer material [4], and explosive brittle destruction by heating of gas pockets near the material’s surface [4]. Significant amounts of small particles (ca. <1 mm) are produced from the violent plasma-surface interactions, and these particles can agglomerate into larger, more complex structures [3].
The effectiveness of each dust generation mechanism is characterized by the amount of energy available for mobilization [1].
Greater erosion problems are located on the divertor structure during startup and period of intense plasma-wall interaction. Experimental campaigns carried out on different devices led to the definition of limits for dust inside the vacuum vessel. On the basis of the estimated dust reactivity, to avoid, in case of severe accident, the emergency evacuation of the population (50 mSv dose limit), the administrative limits for quantities of mobilizable dust within the first confinement barrier are:
-
200 kg of Carbon
-
100 kg of Beryllium
-
100 kg of Tungsten
In the current design of ITER a defense in depth approach has been adopted to avoid failures and minimize and measure the dust inventory. The safety limits obtained for the Vacuum Vessel inventory are [5]:
-
1 t of mobilizable dust in the VV during D–D and D-T phases
-
6 kg of beryllium and 6 kg of carbon on the hot surfaces (temperature above 400 °C for Be or 600 °C for C) of the divertor or, in case of a carbonless design, 11 kg of beryllium and 230 kg of tungsten
-
1 kg of tritium in the VV, including the cryo-pump inventory
Compared to administrative limits, the safety ones are really strict in operational phase because, as example, up to several kilograms of beryllium can be evaporated in a single disruption and a great part may be converted in dust.
Currently, different safety approach are being analyzed and they are based on air intake control and limitation instead of dust limitation. One approach could be based on maintaining an inert atmosphere outside the vacuum vessel and another one could be to limit the penetration or air leaks. Limiting the oxygen/water intake using an inert gas outside the vacuum vessel leads to several concern about workers safety. Reduce the number of penetration causes an increase of the time necessary to fill the chamber and reach the conditions favorable for explosions. This additional time should be long enough to permit the actuation of the inert gas injection system.
The accidents that lead to an explosion hazard are clearly those linked to leakage of coolant or air in the vacuum vessel. In the safety analyses of ITER project this situation is related to two main families of event, the In-vessel events and the Ex-vessel events.
Among the In-vessel events the one that leads to dust and tritium mobilization is the Loss of Vacuum Accident. This accident is defined, in the safety analysis, as a failure of windows/valves in a vacuum vessel large penetration line, designed with two barriers criterion, which is connected with air atmosphere. The air ingress into the plasma chamber of the vacuum vessel determines the termination of plasma magnetic confinement. The pressure difference decreases till zero in 10 min after the break. Even if in-vessel tritium and dust are mobilized by air burst, they do not blow out into the external chamber because the cooling down of the internal atmosphere maintains a negative pressure relative to atmospheric value. Meanwhile it is assumed that the operators will start maintenance detritiation pumps to restore low pressure. In this scenario the vacuum vessel is connected with the outer chamber through a rupture of 0.02 m2 [6].
The mobilization could results also from a rupture in the cooling loop, resulting in a leakage of steam in the vacuum vessel. The mobilization in this case is coupled with an hydrogen production, due to the reaction between water and beryllium.
Dust Explosion Mechanism
A dust explosion can roughly be described as a rapid combustion of flammable particulates suspended in air. The speed and the violence of this kind of explosions depend firstly on the material and on the degree of subdivision. The flammability of the material is an obvious requirement and the size of the particles, the degree of subdivision, is a feature whose effect is also easily understandable. Higher is the degree of subdivision, larger is the surface available for the reaction, more rapid and explosive Is the burning, till a limiting condition is reached when too fine particles lump together reducing the reactivity [7].
Confinement is another requirement for dust explosion. If the ignited dust cloud is unconfined the effect will be a flash fire, instead, in case of confined dust cloud, combustion will results in a supersonic flame velocity and shockwaves. A detonation cannot be neglected for an unconfined dust cloud, but is much less probable compared to a confined situation.
An easy way to visualize the main parameters that contribute to define a dust cloud as explosive is the so called dust explosion pentagon [8]. The pentagon is a scheme similar, in his conception, to the fire triangle except that is formed by five main parameters instead of three in order to take into account the confinement of the dust cloud and the mixing of dust and air. The five factors listed below form the pentagon:
-
Presence of combustible dust in finely divided form
-
Availability of oxidant
-
Ignition
-
Confinement
-
Mixing of reactants
A dust cloud explosion is a very complex phenomenon, especially if the cloud is composed by several different materials, that requires the simultaneous solution of momentum, energy and mass transfer in a reactive multi-phase system. A large number of factors influence the effective explosiveness of dusts [9, 10]:
-
Particle size, smaller is the mean size of dust particles, larger is the total reactive surface
-
Dust concentration, the optimal concentration varies depending on the material
-
Oxidant concentration, the right concentration is referred to the type of dust
-
Ignition temperature, each mixing has its own ignition temperature
-
Turbulence in the dust cloud, turbulence enhance the mixing, the heat exchange and generally results in a quicker propagation of the flame
-
Admixed inert dust concentration, reduce the energy available for the reaction
-
Presence of flammable gas, is the conditions are favorable for the explosion of both the fuel (dust and gas) each one enhances the effects of the other. It could happen that a first explosion creates the favorable conditions for a secondary explosion
To reach an explosive condition in a Tokamak-type device, in which dusts are deposited on the lower surface of the reactor, a dust cloud must form. The ignition sources are hardly avoidable, because in a nuclear fusion reactor vacuum vessel there are a lot of hot surface or ignition sources. The confinement is directly connected to the device, and due to the radiological hazard, it is not avoidable. Particle size and oxidant availability are strictly related to the particular design or to the occurrence of events such as disruption that generates dusts with different mean size and shape [5].
The mixing of the reactants is instead related to the velocity, temperature and pressure fields evolution during the transient. To analyze this phenomenon several different model of resuspension and transport have been developed, based on the observation of different kind of situation involving a great number of different materials.
The explosibility test are generally conducted in the so called 20-l spheres. A typical facility is composed of a spherical chamber of stainless steel in which the dust dispersion is monitored by several probes entering radially in the chamber. In this kind of test, the chamber is depressurized till about 0.14 bar, then an air blast disperses the dust and rises the pressure to about 1 bar. After a delay time an ignition procedure is started and the pressure data are collected by a computer. With this apparatus it is possible to investigate different kind of dust explosion and explosion propagation and it is possible to develop and enhance models used in numerical simulations [11].
The same technique was used to verify the explosion limits of ITER dust inventory and obtain data on overpressure, pressurization rates, ignition energy and critical concentrations [12, 13, 14]. These studies showed that dust can explode generating overpressure of about 7 bars but at the same time the obtained ignition energy resulted to be of about several kilojoules which is a rather high value for typical ITER accident scenario. Instead, in case of LOCA or LOVA, the accident involves the production and explosion of hydrogen, which has a very low ignition energy and can ignite the dust cloud resulting in a more hazardous scenario.
The explosibility of H2-C dust mixtures was studied with the 20-l sphere: fine 4 μm Carbon dust was dispersed in air containing H2 at 8–18 vol.%. The mixture were ignited by a weak electric spark and the results showed that it exploded faster, generating higher explosion overpressures than the corresponding H2-Air mixtures. The same method has been used to study the explosibility of fine W dust with a size range of about 0.2–0.55 μm, dispersed in air containing H2 at 7–18 vol.%.
At each H2 concentration, the peak explosion overpressure rises with dust concentration, reaches its maximum, corresponding to the optimal concentration, and then decreases slightly. Normally the optimal concentration is 2–4 times the stoichiometric, but further increase results in decreasing overpressure due to the excessive dust, which act as an heat sink. The contribution of Tungsten dust explosion to pressure peak decreases with the increase of H2 concentration. The tests shows that a W–H2 mixture explodes more dangerously than H2 alone, generates higher overpressure and explodes faster. The H2 explosion is however dominant and the maximum pressure peaks are obtained for H2 concentration varying between 7 and 18 %.
The explosion of C–H2 mixture is quite different and happens in two steps. In the first step, the hydrogen explodes igniting the C cloud. This is valid till hydrogen concentration of about 16 %, for which the explosion is one-step.
Dust Resuspension and Transport in a Loss of Vacuum Accident (LOVA)
The dusts produced by plasma disruption or due to normal operation of the reactor collect in the cooler regions or on the lower surfaces of the vacuum vessel. In case of any accidental situation, such as Loss of Vacuum Accident, these radioactive, toxic and reactive dusts may be resuspended and may result in a safety concern for several different aspects. Due to their radioactivity and toxicity, the leaking out of the vessel represent a great safety concern in terms of workers and population safety. A much more complex and dangerous situation is represented by a cloud of radioactive, toxic and reactive dusts. In case of dusts resuspension inside the vacuum vessel, it is necessary to know that the cloud remain out of the limits of the explosion. Such an accident is far more dangerous compared to a simple release and involves a much greater area.
To avoid this accident it is important to adopt a design that guarantee a small dust production and contemporary exclude, or at least reduce, the formation of a cloud. Obtaining this design is not the easiest problem to solve because it requires the spatial and temporal solution of the mixing thermal fluid dynamic transient for a complex structure and for different compositions of the deposited dust.
Even in the first stage of the transient, the resuspension of the dusts, is so difficult to analyze as single models or single theoretical approaches could not describe perfectly the velocity field of dust particles. Several different models have been developed to describe the particles behavior, and they can be categorized in two main types: those based on forces balance and those based on energy accumulation.
Models based on force balance represented the first models to be developed for resuspension phenomena. They are based on a balance between aerodynamic lift and particle–surface adhesive force. Electromagnetic forces are not considered in this analysis. The ratio between them represents a threshold, and once it is exceeded, the resuspension rate from the surface is generally obtained from the frequency of the turbulent burst that characterize the fluid motion near the surface.
Models based on energy accumulation have a different approach to the resuspension problem. In these models, the aerodynamic forces does not exceed the threshold represented by the adhesion forces. A particle is resuspended when it accumulates enough vibrational energy from the local turbulence to escape over the adhesive potential barrier. This kind of models allows generally the possibility of resonant energy transfer, when the frequency of the lifting force fluctuations is equal, or about, to the natural frequency of vibration of the particle–surface deformation. In these condition, the energy transfer is clearly more efficient.
Several experiments showed that neither energy models nor simple force models are able to reproduce the observed resuspension. Different theories and approach have been followed and rolling has been identified as an alternative and effective mechanism by which particles could be resuspended.
As examples of energy-based models the VZFG model [15] and the Rock ‘n Roll model [16] will be described.
The VZFG model (Vainshtein et al.) [15] is a kinetic model of particle reentraining by a turbulent fluid drag force. The model is based on a previous model developed by Reeks et al. [17] and uses the adhesive potential well and the turbulent energy transfer to obtain a resuspension rate in case of rough surfaces.
In VZFG model, to obtain the pull-off force necessary to resuspend the particle, a nonlinear streamwise oscillations model is used.
The oscillations are due to the combination of turbulent drag forces and adhesive forces, represented by linear spring Fig. 1. The authors derived the resuspension rate constant p:
where f 0 is the frequency of particle oscillations [s−1], F aτ is the tangential pull-off force [N] and F d is the fluid turbulent drag force [N]. With this definitions, p is defined as the probability per unit time of particle release from a surface.

Schematic representation of the nonlinear streamwise oscillation model [15]
The fraction of particle remaining on the surface is then:
The condition for the detachment, from which p is obtained, derives from a momentum balance, which coincides with the condition of force balance in the non-linear model.
This rate has been obtained considering a smooth surface. In most of the industrial and practical cases, the surfaces involved in resuspension are rough. In general, in case of rough surface, the adhesion force and the pull-off force are smaller than those for a smooth surface. In the model, a dimensionless radius has been defined
where r a is the asperity radius and R the particle radius. Using the probability density for the occurrence of r a ′, ϕ(r a ′), it is possible to obtain the fraction of particle remaining on the surface at time t
The calculation made using a log-normal distribution of the normalized adhesive radii shows that the drag force is more effective in transferring turbulent energy from the fluid to the particle than the turbulent lift force used by previous existing models.
The Rock ‘n Roll model was proposed by Reeks and Hall [16], as an improvement of a previous model developed by the same authors and by Reed, the RRH model [17]. It has been developed in order to take into account the effect of particles rocking. The RRH model take into account only the influences of aerodynamic lift and surface adhesion. The resuspension condition is based only on the energy balance, if a particle accumulates enough vibrational energy, it detach from the surface.
In the Rock ‘n Roll model, a particle is assumed to be in contact with the surface in two points, a pivot point and a point in which is formally located the adhesive force. Differently from the RRH model, in which the particle is assumed to oscillate vertically till it has enough energy to escape the potential well, in the Rock ‘n Roll model the particle oscillate about the pivot point till the adhesion force on the second point of contact is not more enough. In this situation the model foresee that the lift force is big enough to resuspend the particle or make that rolls (Fig. 2).

Schematic description of Rock n’ Roll model [16]
There are two types of this model, the dynamic rock’n roll model, which take into account the resonant energy transfer, and the quasi-static rock ‘n roll model. In the latter, not taking into account the resonant energy transfer, the simple force balance between aerodynamic removal forces and adhesive forces approximates the equation of motion for the particle.
The particle resuspension rate constant obtained by this model is:
where n ϑ is the frequency of particle fluctuation, f a is the adhesive force distribution, <F> is the mean component of the aerodynamic force and <f 2> is the covariance of the aerodynamic force fluctuations.
This model, compared with the previous RRH model, gives better results, closer to experimental results, in both his forms. The quasi-static formulation has been implemented in computer codes such as MELCOR [18], due to its simplification and accuracy.
It is useful to describe briefly a force-based model and in particular the model implemented in the computer code ECART [19, 20]. The resuspension model has been developed by using the results of several experimental campaign at lab scale, carried out at Oak Ridge National Laboratory, AEA Winfrith and PSI Wurenlingen [21, 22], during different nuclear fission aerosol research programs. This model has been lately updated with the results of a large-scale experimental campaign performed at JRC-Ispra, the STORM experiment [23].
The resuspension rate [s −1] used by this model is:
where F RES (r) is the resultant force acting on the particle, r is the particle radius, A and B are two empirical coefficients. The resultant force is obtained as the difference between the aerodynamic forces and the adhesive forces. The aerodynamic forces taken into account are:
-
F R,d , which is the force due to drag
-
F R,b , the force due to the turbulent burst
And the adhesive forces are:
-
F G , the gravitational force
-
F A,c , the adhesive force due to particle cohesion
-
F A,f , the adhesive force due to friction
This sum doesn’t take into account the vectorial composition of the different forces and the model is well suited for thin homogeneous layer of particles which are not much packed. When the algebraic sum is positive the particles are allowed to enter the gas flow with the following rates (force expressed in μN):
The parameter Λ [1/s] can be expressed as
where M is the resuspended mass, M 0 is the mass deposisted on a surface A and Δt the duration of the resuspension phenomenon. The resuspension flux Φ r (in kg m−2 s−1) can be obtained from the previous equation, assuming a constant resuspension rate:
Numerical Approach for Dust Mobilization During a LOVA
Due to the extreme thermodynamic conditions and the large dimensions that characterize the Vacuum Vessel, a great effort in numerical simulation and scaled experiment is underway in several research centers and universities to predict the flow fields. In most of the experimental and numerical campaign the geometry or the device have not the actual geometry of the Vacuum Vessel, for the difficulties linked to the shape and the dimensions. Even in a simplified geometry is not easy to replicate and predict the flow pattern of the particles, most of the related papers compare the velocity and the pressure fields or the transient typical times. This is because, in addition to resuspension rate, several typical effect of interaction between particle should be taken into account for a perfect simulation of the phenomenon. Some of these interaction have a great effect on the flow but are difficult to be simulated, such as the packing of particles.
CFD simulations of resuspension phenomena have been carried out in these years simultaneously to the experimental campaign for ITER or general fusion devices. One of the experiments on dust mobilization is STARDUST (Small Tank for Aerosol and Dust, designed by ENEA-FUS, in Italy [24, 25]. The scope of this experiment was to obtain several sets of data about the LOVA event for a small device in which was placed a sample of dusts.
Bellecci et al. [26] obtained significant data on the turbulence and material models to be used for a 2-D CFD simulation of STARDUST experience with ANSYS® FLUENT®. The results show how an RNG k-ε model coupled with a real-gas model give greater agreement respect to RNG k-ε/Ideal Gas and Standard k-ε/Real Gas.
Benedetti et al. [27] performed the simulation of the same event with a different methodology. The work deals with the large eddy simulations of the LOVA event at different pressurization rate. According to the authors, LES simulations show a better agreement with the experimental data than RANS models, although they need more detailed experimental analysis.
Tong et al. [28] carried out a CFD simulation of STARDUST facility to define a suitable turbulence model for their simulation and then applied the same model to the simulation of the entire ITER vacuum vessel to investigate the hydrogen risk during a “wet bypass” accident scenario. Simulations have been carried out also to verify the evolution of the same accident in case of intervention of mitigation measures of inert gas.
A correct simulation of the flow pattern for the dust will allow to predict the temporal evolution of dust concentration in air, allowing to obtain the data on explosion risk.
A preliminary numerical simulation have been carried out trying to evaluate the capability of a CFD approach to simulate the dust transport during an air ingress in a vacuum volume. With partial reference to the STARDUST facility configuration, an horizontal cylinder with a free volume of 0.176 m3 (diameter 0.5 m and length 0.9 m) has been modelled, considering an air inlet area of 2 × 10−4 m2 located in the flat surface near the bottom of the horizontal cylinder, 2 cm above the border edge. A surface of 14.4 × 10−3 m2 as shown in the Fig. 3 contains 5 g of carbon dust (constant diameter 4.5 μm). The 3D model consists of about 740 000 hexahedral cells, with an average pitch of 5 mm.

Model of the simulated volume
The analyses were carried out maintaining the typical pressurization rate of ITER Vacuum Vessel during small LOVA (250-300 Pa/s) [29]. In the present calculations a constant air flow rate of 6.1 × 10−4 kg/s has been used, at atmospheric pressure. An initial pressure of 1000 Pa and a constant temperature of 20 °C in the volume has been assumed.
A preliminary analysis was performed using a 2D model, but the virtual third dimension (1 m) does not allow to obtain a realistic simulation of the inlet geometry, affecting the flow field in the volume. Furthermore, concerning the dust mobilization, the pathlines of dust are greatly affected by the curvature of the domain. The stagnation zones that characterize the 2D geometry are completely different from those in the 3D domain. The particles flow field is greatly influenced by such problems and becomes unrealistic in the case of 2D simulations.
Simulations have been carried out with the pressure based solver in an unsteady formulation available in ANSYS® FLUENT®. A third order discretization scheme has been used for density, momentum, turbulent kinetic energy, turbulent dissipation rate and energy. Gradient are estimated by least squares cell based method and the pressure with PRESTO algorithm. A time step of 10−5 s has been used in the simulation.
Several different turbulence models have been preliminary tested, with different initial and boundary conditions, and the more reliable results in an acceptable computation time have been obtained using the RNG k-ε model. This model is derived from the instantaneous Navier–Stokes equations using a statistical technique, called “Renormalization Group Theory”. It is similar in form to the standard k-ε model, but includes some refinements to improve the accuracy for rapidly strained and swirling flows.
To simulate the resuspension effect the ECART model has been used and the total mass flow rate for dusts was calculated with an initial carbon-dusts deposit of 5 g. The results obtained from the simulations without dusts, with the k-ε RNG turbulence model, were used for the determination of ECART model parameters. A constant rate of dust particles of 7.1 × 10−5 kg/s, corresponding to a mass flux of 4.9 × 10−2 kg/m2 s, is injected in the flow with a null vertical velocity from the dedicated surface at the bottom of the horizontal cylinder, simulating a resuspension from a thin layer of dusts.
Once known the resuspension rate, the Discrete Phase Model (DPM) was added to the simulations. Discrete Phase Model follows the Euler–Lagrange approach. It solves the Navier–Stokes equations to obtain the flow field for the fluid phase, treated as continuum, and uses the of a force balance, equating the particle inertia with the forces acting on the particle (in the following equation for the x direction).
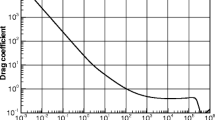
where F D (u − u p ) represents the drag force, in which \(F_{D} = \frac{18\mu }{{\rho_{p} d_{p}^{2} }}\frac{{C_{D} \text{Re} }}{24}\). In these equations u is the fluid phase velocity, u p is the particle velocity, μ is the molecular viscosity of the fluid, ρ is the fluid density, ρ p is the density of the particle and d p is the particle diameter.
Re is the relative Reynolds number, defined as \(\text{Re} \equiv \frac{{\rho d_{p} \left| {u_{p} - u} \right|}}{\mu }\). For the drag coefficient CD, a spherical drag law was chosen coupled with a stochastic tracking for turbulent dispersion of particles. The drag coefficient is expressed in terms of relative Reynolds number \(C_{D} = a_{1} + \frac{{a_{2} }}{\text{Re}} + \frac{{a_{3} }}{{\text{Re}^{2} }}\), where a1 a2 and a3 are constants that apply over several ranges of Re, given by Morsi and Alexander [30]. The stochastic tracking approach allows to predict the turbulent dispersion of particles integrating the trajectory equations using the instantaneous fluid velocity, along the particle path during the integration. Computing the trajectory for a sufficiently large number of particles, the random effects of the turbulence on the particle dispersion is included. The tracking method implemented in ANSYS® FLUENT® [31] uses the Discrete Random Walk model to determine the instantaneous velocity: the fluctuating velocity components are discrete piecewise constant functions of time. Their random value is kept constant over an interval of time given by the characteristic lifetime of the eddies.
When a particle strikes a boundary face, reflection via an elastic collision has been assumed. No other forces have been considered in the present simulation, due to the absence of temperature gradients, magnetic field and the dimension of the particles considered.
In Fig. 4 the particle path lines at 0.15 s are shown. Two main flow paths of particles are evidenced in the figure: a group of particles is resuspended by the main air flow from the inlet, and it is projected towards the flat flange of the cylinder and then upwards following the lateral surface curvature. Most of these particles proceed along the upper surface up to the opposite flat flange of the cylindrical volume. A secondary flow starts mainly from the external border of the injection surface, where the effect of the inlet air flow is limited and resuspension could occur due a secondary air vortex flow, confined mainly in the half volume far from the air inlet. The maximum air velocity at inlet is about 280 m/s (≈0.8 Mach).

Particle pathlines at 0.15 s
A qualitative particles distribution at different time from the start of injection is shown in Fig. 5, where the “residence” time of the particles in the volume is evidenced in the legend. In Fig. 5a (0.05 s) a limited backward flow of particle from the external part of the injection surface is evidenced. A spreading of those particles, both backward and upward is shown in Fig. 5b (0.01 s). Then particle are mainly diffused in the main air jet and the formation of a secondary flow is evidenced in the following time steps.

Dust distribution at 0.05 s (a), 0.1 s (b), 0.15 s (c) and 0.2 s (d)
Dust concentrations close to the flat right flange and the lateral surface and in the symmetry plane of the cylinder are shown in Figs. 6 and 7, respectively. The total amount of dust resuspended in 0.2 s is 0.0142 g, corresponding to an average concentration in the volume of about 0.08 g/m3. Concentration is expressed in kg/m3 in the figure’s legends and the zones where it is higher than 10−4 kg/m3 (>0.1 g/m3) are evidenced. These concentration maps could be representative of the particles impact zones on boundary surfaces and potentially dust could adhere in those zone (only reflection at the boundary walls has been considered in the calculations). The concentration distribution at different time steps agrees with previous considerations about the dust transport in the volume. Higher dust concentrations are obtained mainly on the flat bottom flange and on the lateral surface, close to that flange and to the injection area. After 0.1 s dust is present in the higher zone of the cylinder also, up to the frontal flat flange, and re-deposited on the bottom zone upstream the injection surface (Fig. 6c, d).

Discrete phase concentration >0.1 g/m3 on bottom and lateral surfaces at 0.05 s (a), 0.1 s (b), 0.15 s (c) and 0.2 s (d)

Discrete phase concentration >0.1 g/m3 on the symmetry plane at 0.05 s (a), 0.1 s (b), 0.15 s (c) and 0.2 s (d)
In the symmetry plane, the presence of dust is generally lower than in the boundary walls, because the 3D main flow path towards the lateral surface.
Conclusions
The explosion of dusts is an actual problem that concerns a lot of process in industry and Tokamaks.
If an ignited dust cloud is confined, even partially, the heat of combustion may result in rapid development of pressure, with flame propagation across the dust cloud and the evolution of large quantities of heat and reaction products. It is possible to have a destructive explosion even in open air if the reaction is so fast that pressure builds up in the dust cloud faster than it can be released at the edge of the cloud. For these reasons is a must to prevent dusts explosions. Although the causes of the explosion are many, fortunately, ignition energy is high enough (several kJ).
In the case of fusion reactors, where after a LOVA event it is possible the formation of Hydrogen; its ignition is quite simple and heat released by its combustion might be enough to ignite the dust. Moreover, damage due to explosion must be added those due to a radioactive release. Therefore, it is important to study the phenomenon of dusts formation and their mobilization after a LOVA, in order to obtain a clear vision of accident scenarios. The design of next step fusion devices must limit the number off-normal events to maintain dust inventories at reasonable levels and develop in situ techniques to remove the dust; maintain the quantities of dust below the safety levels assumed.
A numerical simulation of the air intake in a vacuum vessel has been presented in the paper. A laboratory scale facility-like geometry has been chosen to verify the capabilities of the commercial code ANSYS® FLUENT® to obtain realistic data on flow field and dust transport. The results obtained are necessary not representative of the real situation that may occur in a real Vacuum Vessel, because they are strongly dependent on the chamber geometry, the air inlet localization and the dust initial distribution. If the air stream enters into the VV from the lower position of the tank (at the height of the divertor’s level), it hits directly the dust and the resulting mobilization fraction is very high; if the air stream enters into the VV from the upper position of the tank (at the height of the equatorial port’s level), the mobilization could be lower and completely different. For the simulated scenario, it has been chosen to introduce air in the lower part of the geometry, to obtain an higher resuspension rate.
A numerical simulation of this phenomenon require a great computational effort. A large part of computational time is required to resolve the flow in a small, closed, vacuum chamber. The critical boundary conditions imposed for this simulation require to keep the time step at 10−5 s or lower and require a high number of mesh element to obtain a good convergence. Moreover, it is not advisable to perform a 2D simulation, because of the limitations that have to be imposed to the calculation: in a 2D geometry the third dimension is virtual and it would have required, at least in our case, to scale the inlet area to unrealistic values to respect the inlet velocity. The resulting mesh size and distribution could lead to an excessive computational efforts that justifies the choice to use a 3D geometry.
Concerning the turbulence models, different analysis have been performed both in 3D and 2D geometries, but realistic results have been obtained only for the RNG k-ε model, with reasonable computing time.
The dust transport has been simulated using the Discrete Phase Model. This model has some limitations for closed volume and for future calculations it could be interesting and useful to compare Discrete Phase model simulations and Multiphase simulations, maybe for a existing facility.
Simulations are suitable to obtain a first sensitivity studies for the phenomenon of dust mobilization in fusion-like conditions and the main parameter involved; also still need to carry out further studies on resuspension models, because of their empirical origin.
In the future, the effects of obstacles and magnetic field could be investigated, to take into account the dust distribution on the boundary walls, the reduction of the air flow velocity and the effectively suspended dust neglecting the re-deposition, with the aim to study configurations and conditions similar to those existing inside a full scale vacuum vessel configuration.
References
J.P. Sharpe, D.A. Petti, H.W. Bartels, Fusion Eng. Des. 63–64, 153–163 (2002)
P.K. Shukla, N.L. Tsintsadze, Phys. Lett. A 372, 2053–2055 (2008)
J.P. Sharpe et al., J. Nucl. Mater. 290–293, 1128–1133 (2001)
A. Hassanein et al., J. Nucl. Mater. 290–293, 1074–1078 (2001)
J. Roth et al., J. Nucl. Mater. 390–391, 1–9 (2009)
H.W. Bartels et al., Fusion Eng. Des. 42, 13–19 (1998)
R.K. Eckhoff, Dust explosions in the process industries, 3rd edn. (Gulf Professional Publishing, Houston, 2003)
C.W. Kauffman, Agricultural dust explosions in grain handling facilities, Fuel-air explosions (University of Waterloo Press, Waterloo, 1982), pp. 305–347
K.L. Cashdollar, J. Loss Prevent. Process Ind. 13, 183–199 (2000)
C. Proust, J. Loss Prevent. Process Ind. 19, 104–120 (2005)
K. Chatrathi, J. Going, Process Safety Prog. 19, 146–153 (2000)
V.D.I. Richtlinien, Staubbrände und Staubexplosionen Gefahren-Beurteilung-Schutzmaßnahmen (Beuth Verlag GmbH, Berlin, 1990)
A. Denkevits, S. Dorofeev, Fusion Eng. Des. 75–79, 1135–1139 (2005)
A. Denkevits, J. Loss Prevent. Process Ind. 20, 698–707 (2007)
P. Vainshtein, G. Ziskind, M. Fichman, G. Gutfinger, Phys. Rev. Lett. 78, 551–554 (1997)
M.W. Reeks, J. Reed, D. Hall, J. Phys. D Appl. Phys. 21, 574–589 (1988)
M.W. Reeks, D. Hall, Aerosol Sci. 32, 1–31 (2001)
B.J. Merrill, P.W. Humrickhouse, Technical Publ. INL/EXT-10-19683 (2011)
F. Parozzi et al., ECART user manual part 1: user’s guidance (ENEL Nuclear Energy Division Report, Milan, 1997)
F. Parozzi et al., ECART user manual part 2: code structure and theory (ENEL Nuclear Energy Division Report, Milan, 1997)
M. Eusebi et al., J. Aerosol Sci. 23(Suppl. 1), 843–846 (1992)
F. Parozzi, J. Aerosol Sci. 22(Suppl. 1), S751–S754 (1991)
F. Parozzi, L. Biasi, Paci S, L. Tagliaferri, III OECD Specialist Meeting on Nuclear Aerosols in Reactor Safety (1998)
S. Paci, N. Forgione, F. Parozzi, M.T. Porfiri, Nucl. Eng. Des. 235, 1129–1138 (2005)
M.T. Porfiri, N. Forgione, S. Paci, A. Rufoloni, Fusion Eng. Des. 81, 1353–1358 (2006)
C. Bellecci et al., Fusion Eng. Des. 86, 330–340 (2011)
M. Benedetti et al., Fusion Eng. Des. 88, 2665–2668 (2013)
L. Tong, L. Hou, X. Cao, J. Fusion Energ. (2014). doi:10.1007/s10894-014-9752-z
E. Eberta, J. Raeder, Fusion Eng. Des. 17, 307–312 (1991)
S.A. Morsi, A.J. Alexander, J. Fluid Mech. 55(2), 193–208 (1972)
ANSYS FLUENT Theory Manual
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Caruso, G., Nobili, M. & Ferroni, L. Modelling of Dust Resuspension in Tokamak Devices During an Air Inflow Event. J Fusion Energ 34, 1039–1050 (2015). https://doi.org/10.1007/s10894-015-9921-8
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10894-015-9921-8