
Abstract
The tungsten coatings were prepared on CuCrZr alloy substrate by galvanostatic electrolysis in Na2WO4–WO3 molten salt with duration from 1.5 to 30 h. The effects of electrodeposition duration on the morphology and microstructure of the coatings were investigated in this paper. Pure and compact tungsten coatings were successfully obtained with columnar structure. The results demonstrated that with the duration increasing, the grain size and thickness of tungsten coatings increased while the (200) favored orientation dot not changed. However, the surface of tungsten coatings became no uniform and the current efficiency was decreased. The Vickers micro-hardness and oxygen content of tungsten coatings were decreased with the duration increasing.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Due to its good thermal properties, high physical sputtering threshold energy, and low erosion rate under plasma loading, tungsten is considered as a prime candidate for plasma facing armor material in nuclear fusion reactors [1, 2]. Nonetheless, the drawbacks of tungsten bulk material as an ITER plasma facing material are the high ductile to brittle transition temperature (DBTT), heavy weight, and difficulties in machining and welding [3]. A promising method for industrial applications of tungsten is to coat the designated part with a thin tungsten layer. As coating technologies, plasma spray (PS) [4], physical vapor deposition (PVD) [5] and chemical vapor deposition (CVD) [6] have been proposed in providing tungsten armor on heat sink materials. However, tungsten coatings prepared by PS and PVD always presented high porosity and micro-cracks [4] and comparatively low strength of adhesion to the substrate [5]. CVD technology also has some disadvantages, such as high cost and complicated procedures.
Due to its high thermal and electrical conductivity, CuCrZr alloy is considered as attractive heat sink and functional material for fusion applications [7, 8]. However, the application of CuCrZr alloy has been restricted by its low melting point and vulnerability to erosion. Therefore, tungsten (W) coating can be employed as armor to protect the copper alloy parts. However, W–Cu joining is a really challenge because of the high thermal expansion mismatch between W and Cu alloys, the high brittleness of W [9, 10].
As a coating technology, electrodeposition is a promising and ideal surface finishing process for fabricating tungsten coating on Cu alloys because of its low cost, easy implementation and potential to cover complex extended surface [11]. However, the electrodeposition of tungsten only can be proposed in molten salt. Research on electroplating tungsten coatings from molten salt developed since 1960s [12], and had obtained some considerable achievements so far. Senderoff and Mellors [12] prepared coherent electro-deposition tungsten coatings from fluoride melts at the temperature of 973–1123 K. Pavlovskii [13] electrodeposited metallic tungsten on molybdenum bar from chloride–fluoride–WO3 melts at 1113–1193 K. Nitta et al. [14] successfully obtained smooth tungsten film from a Li2WO4–Na2WO4–K2WO4–LiCl–NaCl–KCl melt by addition of KF at 873 K. It was also noteworthy that all the electroplating processes mentioned above were conducted in inert atmosphere which would increase the complexity of the electroplating equipment. Those above researches mainly focus on the influence of molten salt composition, temperature and current parameters on properties of tungsten coating. In addition, the thickness of tungsten coatings is a key factor for the erosion resistance lifetime of samples. However, too little research is available for obtained thick tungsten coatings [15–18].
Compared to other salt systems, Na2WO4–WO3 melt is nonvolatile, no-hygroscopic, chemically stable and easily prepared. The authors has been electroplated tungsten coating on Mo, V alloy substrates in Na2WO4–WO3 melt [19, 20]. In this work, an effort was made to produce tungsten coating on CuCrZr alloy substrate by electrodeposition in the Na2WO4–WO3 system in atmosphere. Various durations of electrodeposition were investigated for the influence of duration on thickness of tungsten coatings. The characteristics of the coatings were also investigated.
Materials and Methods
Na2WO4 and WO3 were dried in a furnace at 773 K for 24 h. The dried chemicals were well mixed into a eutectic composition (Na2WO4:WO3 = 0.6:0.2, by mole ratio [21]) and then melt in an electric resistance furnace. The working electrode was a Cu alloy plate (Cr: 0.76 wt%, Zr: 0.08 wt%, Cu balance, 12 × 10 × 6 mm). The counter electrode was a tungsten plate (purity: 99.95 %, 15 mm × 10 mm × 6 mm). Prior to electrodeposition, the electrodes’ surfaces were mechanically polished to obtain high quality surfaces and then cleaned in acetone and distilled water by ultrasonic cleaning. Tungsten coatings were electrodeposited on Cu alloy substrate from the melt in an open bath at the temperature of 1173 K. The deposition was proceed at a current of 32 mA cm−2 and the range of deposition duration was: 1.5, 2.5, 6, 10 and 30 h. After the electroplating, the sample was immediately immersed in a 5 M NaOH solution to remove adherent salts.
The obtained coatings were examined by X-ray diffraction (XRD, Rigaku Industrial Co., Ltd., D/MAX-BB) using Cu Kα radiation from at a scan rate of 5°/min from 10° to 100° of 2θ for phase and crystal orientation identification. The surface chemical composition was analyzed by X-ray photoelectron spectroscopy (XPS, Kratos AXIS Ultra DLD). The surface and cross section morphologies of the deposits were characterized by scanning electron microscopy (SEM, JSM 6480LV) with line analysis metallurgical. The surface roughness of the coating was measured by Confocal laser scanning microscope (CLSM, LEXT OLS4100). The average grain size and coating thickness were calculated using specialist computer software named Image-Pro Plus 6.0. The electric current efficiency (η) was calculated by the following formula:
where m is the mass of tungsten coatings, C is the electrochemical equivalent [1.143 g/(A h)], I is the average cathode current, t is the deposition time. The microhardness of the tungsten coatings was measured according to Vickers microhardness test procedure using microhardness tester (MH-6) with a load of 200 g for 15 s and average of 10 indentations was evaluated. The oxygen content of this tungsten coating was measured by the Nitrogen/Oxygen Analyzer (TC600, LECO).
Result and Discussion
Crystal Structure and Content of Tungsten Coating
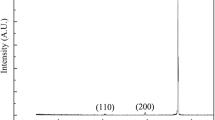
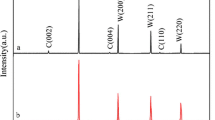
Figure 1 shows The XRD patterns of the tungsten coating obtained at different electrodeposition durations. The diffraction 2θ peaks at 40°, 58°, 73° and 87° that corresponded the crystal planes of (1 1 0), (2 0 0), (2 1 1) and (2 2 0) were observed in all of the XRD patterns in Fig. 1. The results evidenced that the electroplated metallic tungsten crystals had body-centered cubic (BBC) structure whatever the duration of deposition. The XRD pattern reveals that the tungsten coatings are polycrystalline and highly textured structure.

XRD patterns of tungsten coatings obtained at different duration: a 1.5 h b 2.5 h c 6 h d 10 h e 30 h
The preferred orientation can be studied quantitatively with the texture coefficient (TC(hkl)), which gives the information of the strongest reflection along the (hkl) plane. The texture coefficients of the coatings at various durations were listed in Table 1. The texture coefficient can be calculated by the following formula [22]:
where TC(hkl) is the texture coefficient of the (hkl) plane, I(hkl) is the experimental intensity of the (hkl) plane, I′(hkl) is the standard intensity of the (hkl) plane in JCPDS data file, and N is the number of preferred growth directions. It can be inferred that (200) orientation is favored most likely for each sample obtained at various durations. As the duration increase, the phase structure of tungsten never changed.
Figure 2 shows SEM micrographs with EDS analysis of tungsten coating on CuCrZr alloy with the electrodeposition duration of 30 h. The result of the EDS analysis in Fig. 2 confirmed that the coating was composed of tungsten. Figure 3 shows the XPS spectrum of the deposited sample. The peaks of 4f 7/2 and 4f 5/2 at 31.5 and 33.65 eV correspond to that of metallic tungsten. The electroplating is an electrochemical reduction and the tungsten coating has been always purified during the electro deposition process. Thus, it can be obtained the tungsten coating with high purity.

SEM micrographs with EDS analysis of tungsten coating on CuCrZr alloy with the electrodeposition duration of 30 h

XPS pattern of tungsten coating obtained at 30 h
Surface Morphologies of Tungsten Coatings
Figure 4 shows the appearances of the coatings deposited at different durations. The silver-gray tungsten coatings with good coverage could be obtained on CuCrZr alloy substrate. A significant evolution of the surface morphology with the increase of duration can be seen from Fig. 4. When the duration is below 6 h, the tungsten coating is smooth and compact. As the duration further increases, the falling down of surface quality is taken place. Many coarse grains are observed obviously on the surface at the duration of 30 h.

Appearances of tungsten coatings obtained at different duration: a 1.5 h b 2.5 h c 6 h d 10 h e 30 h
The difference in the surface morphologies of tungsten coatings could be further illustrated by the SEM micrographs. Figure 5 shows the SEM micrographs of the surface of tungsten coatings electroplated at different durations. It could be seen that compact and void-free coatings were obtained from the molten salts regardless of the electrodeposition time. The tungsten coatings are smooth and uniform when the duration is lower than 6 h. However, as the duration reaches up to 30 h, the falling down of surface quality is taken place, and many significant runaway growth grains are observed on the surface of the coating. In addition, from the high magnification inset of Fig. 5, it can be seen that the grain size of tungsten coating increases with the increasing of duration.

Surface SEM images of tungsten coatings obtained at different duration: a 1.5 h b 2.5 h c 6 h d 10 h e 30 h
As increasing the duration, the growth rate of tungsten crystal nucleus becomes higher than the nucleation rate, and thus well developed faceted grains are observed. With further increase of duration, the growth of grains continues and the concentration polarization appears. Finally, coarse grains are formed on the surface of the tungsten coating.
The trend for the surface roughness (Ra) of tungsten coating as a function of electrodeposition duration is shown in Fig. 6. When the duration is 1.5 h, surface roughness of tungsten coating is 1.692 μm. The surface roughness raises relatively fast to 7.190 μm when the duration reaches up to 30 h. The illustration shows that the surface roughness increases when the duration increase. This phenomenon can be explained by emboss theory proposed by Watanabe [23]. Before electrodeposition, the composition of molten salt on the cathode keeps the same with the bulk composition. On the initial stage of electroplating, a tungsten film with uniform thickness is formed at the cathode surface as a result of the electrochemical reaction. The number of ions which near the cathode surface becomes less and less, therefore a layer with the lack of tungsten ions is formed. By considering the thickness of this layer as a random variable, the uniform discharge mode of tungsten ion is changed. The discharge is favor for the locations of embosses in the cathode, and the electrochemical reaction is promoted. Therefore, many significant runaway growth grains are observed on the surface of the coating. With the increasing of duration, aggravation of the localization discharge accelerates the raise of surface roughness of tungsten coating.

Effect of duration on surface roughness
Thickness of Tungsten Coatings
Figure 7 shows the electron microprobe scanning curve in the tungsten/copper diffusion layer. It can be inferred that the bonding between the tungsten coating and cooper alloy substrate is compact. No delamination, cracks and other defects are observed on the coating and interface surfaces. Thus, the tungsten coating and molybdenum substrate bond very well. The line analysis is used to confirm the tungsten coating contained no impurity. Moreover, there is a diffused layer between tungsten coating and the copper alloy substrate, and the thickness of the diffusion layer is about 1.4 μm.

Cross-sectional micrograph and line scanning map of tungsten coating obtained at 1.5 and 30 h
Figure 8 shows the SEM micrographs of the fracture surface of the tungsten coating electroplated at different durations. It can be also seen that the tungsten coatings have columnar structure. The trend of thickness as a function of electrodeposition duration is showed in Fig. 7. As the duration increases, the thickness of the tungsten coatings increases. The thickness of the coatings electroplated at the duration of 1.5, 2.5, 6, 10 and 30 h are 28.30, 45.83, 105.35, 133.05 and 258.40 μm, respectively. The increase of thickness is fast at early stage and change slowly at late stage.

SEM images of the fracture of tungsten coatings obtained at different duration: a 1.5 h b 2.5 h c 6 h d 10 h e 30 h
Figure 9 shows the cathodic current efficiency as a function of electrodeposition duration. When the duration is 1.5 h, the current efficiency is 78.95 %. With the increase of the duration, the current efficiency decreases. The current efficiency drops relatively fast to 48.98 % when the duration reaches up to 30 h. With the increasing of the duration, the tungsten ion nears the cathode surface is consumed constantly. The thickness of diffusion layer increases, and then the current efficiency reduces.

Effect of duration on thickness a and current efficiency b
The thickness of the coatings can be calculated from the following equation [24],
where h, K, i, t, η, d are the thickness of tungsten coating, electrochemical equivalent, current density, duration of electro deposition, cathodic current efficiency and theoretical density of tungsten. According to the above equation, it can be seen that the thickness of the tungsten coatings increases with the increasing of duration. As the reduces of current efficiency, the increasing rate tends to be slow down.
Microhardness and Oxygen Content of Tungsten Coatings
Figure 10a shows the effect of duration on microhardness of tungsten coatings. The microhardness of tungsten coating corresponding to the duration of 1.5 h is 380.42 HV, and the microhardness increases to 430.15 HV when the electrodeposition duration is 2.5 h. As the duration increases to 6 h, the microhardness reduces to 415.98 HV, and then the microhardness remains almost unchanged with the duration further increases.

Effect of duration on microhardness a and oxygen content b
The copper alloy substrate probably has a significant effect on microhardness of coating on thinner tungsten coating. As the thickness of thin tungsten coating increases, the microhardness increases. According to the dislocation theory, the increasing of grain boundary inhibits the dislocation motion and results in the increase of the deformation resistance. The grain refining strengthening in material can enhance the microhardness. Therefore, as the duration increases from 2.5 to 6 h, the microhardness reduces from 430.15 to 415.98 HV. With further increase of duration, the grain size of tungsten coating reaches an value, the microhardness trends to a stable value as the weakening influence of the deformation resistance.
Figure 9b shows the date of oxygen content corresponding durations from 1.5 to 30 h respectively. It can be seen that the oxygen content of tungsten coating decreases when the duration and thickness of tungsten coating increases. The oxygen content is 0.083 wt% when the thickness is 45.83 μm at the duration of 2.5 h. And the oxygen content decreases to 0.042 wt% when the thickness of tungsten coating increases to 258.40 μm at the duration of 30 h. It is inferred that the oxygen mainly exists in the surface of tungsten coating and the proportion of outermost surface in the tungsten coating decreases with mass increasing of tungsten coating.
In addition, the highest oxygen content of the coating is 0.083 wt%, which is much lower than the oxygen content in the coatings obtain by PS [25, 26]. The phenomenon is attributed to the reduction reaction on working electrodes during the whole process.
Conclusion
Pure tungsten coatings with a body-centered cubic (bbc) structure were successfully electrodeposited from Na2WO4–WO3 molten salt on copper alloy substrates at 1173 K. All the tungsten coatings and copper alloy substrates exhibited excellent interface bonding without defects. The coatings comprised layer of columnar grains with the (200) favored orientation.
With the increasing of electrodeposition duration from 1.5 h to 30 h, the grain size increased and the surface roughness increased from 1.692 to 7.190 μm. The thickness of the coatings electroplated at the duration of 1.5, 2.5, 6, 10 and 30 h are 28.30, 45.83, 105.35, 133.05 and 258.40 μm, respectively. However, with the increasing of duration, the current efficiency decreases. In addition, the oxygen content decreased with the increasing of duration.
References
H. Bolt, V. Barabash, W. Krauss, J. Linke, R. Neu, S. Suzuki, N. Yoshida, J. Nucl. Mater. 329–333, 66–73 (2004)
J.W. Davis, K.T. Slattery, D.E. Driemever, M.A. Ulrickson, J. Nucl. Mater. 233–237, 604–608 (2004)
M. Merola, M. Rodig, J. Linke, R. Duwe, G. Viedier, J. Nucl. Mater. 258–263, 653–657 (1998)
A. Kobayashi, S. Sharafat, N.M. Ghoniem, Surf. Coat. Technol. 2004, 630–635 (2006)
T. Ganne, J. Crepin, S. Serror, A. Zaoui, Acta Mater. 50, 4149–4163 (2002)
J.D. Murphy, A. Giannattasio, Z. Yao, C.J.D. Hetherington, P.D. Nellist, S.G. Roberts, J. Nucl. Mater. 30, 583–586 (2009)
S.A. Fabritsiev, A.S. Pokrovsky, Plasma Devices Oper. 11, 297–307 (2003)
M. Kulczyk, B. Zysk, M. Lewandowska, K.J. Kurzydlowski, Phys. Status Solidi A 207, 1136–1138 (2010)
S. Kaciulis, A. Mezzi, R. Montanari, N. Ucciardello, R. Volterri, Surf. Interface Anal. 42, 1197–1200 (2010)
F.B. Zhang, Z.D. Wang, Q. Chen, H.P. Cai, Plasma Sci. Technol. 14, 71–74 (2012)
V.V. Malyshev, A.I. Gab, Prot. Met. Phys. Chem. Surf. 2, 238–242 (2012)
S. Senderoff, G.W. Mellors, Science 153, 1475–1481 (1966)
V.V. Pavlovskii, Prot. Met. 2, 170–173 (2006)
K. Nitta, M. Majima, S. Inazawa, T. Nohira, R. Hagiwara, Electrochemistry 8, 621–623 (2009)
A. Nishimura, A. Iwahori, N.J. Heo, J. Nucl. Mater. 329, 438–441 (2004)
D.L. Smith, H.M. Chung, H. Mastui, Fus. Eng. Des. 39-40B, 7–20 (1998)
T. Nagasaka, T. Muroga, H. Watanabe, H. J. Nucl. Mater. 417, 306–309 (2011)
T. Nagasaka, R. Kasada, A. Kimura, Y. Ueda, T. Muroga, Fus. Sci. Technol. 56, 1053–1057 (2009)
F. Jiang, Y.C. Zhang, N.B. Sun, J.X. Li, Appl. Surf. Sci. 327, 432–436 (2015)
F. Jiang, Y.C. Zhang, X.L. Li, N.B. Sun, L.L. Wang, Fus. Eng. Des. 89, 2529–2533 (2014)
A.N. Baraboshkin, V.P. Bychin, Elektronkhimia 20, 543–547 (1984)
L.A. Zhu, S.X. Bai, H. Zhang, Surf. Coat. Technol. 206, 1351–1354 (2011)
T. Watanabe, Nano-Plating: Microstructure Control Theory of Plated Film and Data Base of Plated Film Microstructure (Elsevier, Amsterdam, Boston, 2004), pp. 10–19
Y.H. Liu, Y.C. Zhang, Q.Z. Liu, X.L. Li, F. Jiang, Fus. Eng. Des. 87, 1861–1865 (2012)
Y.R. Niu, X.B. Zheng, H. Ji, L.J. Qi, C.X. Ding, Fus. Eng. Des. 85, 1521–1526 (2010)
F.L. Chong, J.L. Chen, J.G. Li, D.Y. Hu, X.B. Zheng, J. Nucl. Mater. 375, 213–217 (2008)
Acknowledgments
This work has been supported by ITER-National Magnetic Confinement Fusion Program (No. 2014GB123000), the National Natural Science Foundation of China (No. 51372017). The Startup Foundation for Introduction Talent of NUST.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Jiang, F., Zhang, Y. Galvanic Electrodeposition of Thick Tungsten Coatings on CuCrZr Alloy. J Fusion Energ 35, 281–288 (2016). https://doi.org/10.1007/s10894-015-0019-0
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10894-015-0019-0