
Abstract
Sn grain nucleation is a key step in the formation of microstructures in solder joints, and the intermetallic compounds (IMCs) play a role in the nucleation of Sn grains. Here, the morphology, composition, and growth kinetics of the IMCs generated by the reaction of Sn–3.0Ag–0.5Cu (SAC305) solder joints and Sn–3.5Ag–0.5Bi–8.0In (SABI) solder joints with Cu substrates during aging were investigated. The diffusion coefficient of SABI solder joints during aging (1.47 × 10−17 cm2/s) is much smaller than that of SAC305 solder joints (2.67 × 10−16 cm2/s). The influence of Bi and In elements on the formation and growth of interfacial Cu6Sn5 is illustrated. In addition, it was found that independent-scalloped IMCs layers, as well as completely planar IMCs layers, could not provide a catalytic effect on the Sn nucleation. On the contrary, the morphology of the interfacial IMCs layer was able to provide a catalytic effect for Sn grain nucleation in the intermediate stage. The formation of conical cavities during the contact growth of adjacent Cu6Sn5 grains, heterogeneous particles Bi atoms, and lower undercooling play a catalytic role in the nucleation of Sn grains.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Sn-based solders play a key role in the solidification process of electronic interconnects, where the nucleation of Sn plays a critical role in the microstructure and reliability of the solder joint [1]. Sn is a body-centered-tetragonal (BCT) structure, and the coefficient of thermal expansion and electrical conductivity differ significantly in different crystallographic orientations. The Sn lattice parameters are a = b = 0.5632 nm and c = 0.3182 nm [2], and the electrical conductivities are a = b = 13.25 µΩ/cm and c = 20.27 µΩ/cm [3]. For example, β-Sn in Sn–Ag–Cu solder usually occurs as a single-crystal or twin-crystal nucleation [4, 5] with different orientations between joints and joints [6]. What is more, the orientation of β-Sn strongly influences the performance of electromigration and the thermal cycling of solder joints [7, 8]. Sn–3.5Ag–0.5Bi–8.0In (SABI) solder has received a lot of attention from researchers as a soldering material with excellent performance in service. There have been numerous studies on the effect of nucleation undercooling of β-Sn with the addition of alloying elements [9, 10]. The addition of Bi and In elements significantly reduces the melting temperature of the solder and provides high mechanical properties [11,12,13]. Thus, the role of Bi and In atoms on Sn nucleation in SABI solder will be investigated in this paper.
During reflow of the solder joints, the liquid-phase reaction between the solder and the pad takes only a few tens of milliseconds to form a scallop-like Cu6Sn5 at the interface [14]. In addition, a large number of studies have shown that primary Cu6Sn5 in solder joints is not able to play a role in the nucleation of β-Sn [15, 16] but can catalyze the epitaxy mechanism of β-Sn [9, 17]. During solid-phase diffusion, the morphology of the interfacial Cu6Sn5 layer changes [18]. Qiao et al. showed that different Cu6Sn5 geometries affect the nucleation and orientation of β-Sn [19]. Therefore, it is necessary to investigate whether the interfacial Cu6Sn5 layer catalyzes β-Sn nucleation undercooling.
In this study, the differences in morphology, composition, and growth kinetics of interfacial IMCs between Sn–3.0Ag–0.5Cu (SAC305) solder joints and Sn–3.5Ag–0.5Bi–8.0In (SABI) solder joints during aging are discussed. The effects of Bi and In elements on the formation and growth of interfacial Cu6Sn5 are illustrated. In addition, the relationship between interfacial Cu6Sn5 with different morphologies and β-Sn nucleation undercooling and orientation is established.
2 Materials and experimental procedure
To study the influence of aging time on the interfacial IMCs, 750 μm SAC305, and SABI solder balls were prepared. Bump-type solder/Cu solder joints were used and reflowed at 245 °C with 30 s. The polished solder joints were observed under scanning electron microscope (SEM). Then the samples were put into muffle furnace for 150 °C constant temperature aging experiment. In atoms can replace Sn atoms occupying the position of Sn atoms forming IMCs Cu6(Sn, In)5 between tin and Cu substrates during the reaction, and Electron probe microanalyzer (EPMA) was used to distinguish elements with similar atomic radii.
To investigate the effect of the interface IMCs layer on Sn nucleation, the interfacial IMCs layer was obtained by etching the bump-type solder joint with an etching solution (Composed of 10% concentrated nitric acid + 10% ethanol + 80% deionized water). IMCs/solder/Cu solder joints were used and then reflowed at 245 °C with 30 s. Among that, the samples were inlaid with epoxy resin and ground and polished to the maximum cross section. Nucleation of Sn grains on IMCs layer was identified by electron backscatter diffraction analysis (EBSD).
3 Results and discussion
3.1 Morphology, composition, and growth kinetics of IMCs
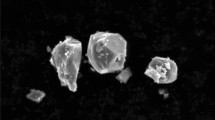
Figure 1 shows the microscopic morphological evolution of IMCs at the interface of SAC305/Cu and SABI/Cu solder joints during the aging process. As shown in Fig. 1a–c, the scalloped IMCs at the SABI/Cu interface gradually thicken and shift to a planar shape with increasing aging time. Under the same conditions, the SAC305/Cu interface IMCs have the same phenomenon. However, the average thickness of scalloped interfacial IMCs in SAC305/Cu(2.58 μm) is larger than that in SABI/Cu (2.26 μm). Li et al. [20] found that the addition of Bi and In elements to Sn-based solders affects the formation and growth of interfacial IMCs. Therefore, the compositional analysis of the two interfacial IMCs was performed, and the results are shown in Fig. 2. Since the In atomic radius is similar to the Sn atomic radius for easy substitution reactions, the SABI/Cu interface IMCs were examined by EPMA. As shown in Fig. 2a, the scalloped IMCs are Cu6(Sn, In)5 and the flower-like IMCs are Ag3(Sn, In). And the SAC305/Cu interface IMCs are scalloped Cu6Sn5 (Fig. 2b).

Morphology of IMCs at the solder joint interface after different aging times at 150 °C (a–c: Sn–3.5Ag–0.5Bi–8.0In solder; d-f: Sn–3.0Ag–0.5Cu; a, d: before aging; b, e: aging for 10 days; c: f:aging for 30 days)

Component analysis of interfacial IMCs (a quantitative EPMA analysis of SABI solders; b Quantitative EDS analysis of SAC305 solder)
In general, the growth of interfacial IMCs during aging is controlled by volume diffusion. The growth kinetic model can be expressed by Eq. (1)[21]:
where x is the total thickness of the IMCs layers at the aging time t, x0 is the initial thickness of the IMCs layers, and D is the diffusion coefficient. Figure 3 shows the total thickness of the interfacial IMCs layer against the square root of aging time. The fitted straight line with high R2 shows that there is a linear relationship between the total thickness of the interfacial IMCs and the square root of the aging time, further demonstrating that the interfacial reaction during solid-state aging is controlled by volume diffusion. Moreover, the slope of the fitted lines for SAC305 solder joints and SABI solder joints is 0.0098 and 0.0023 μm/h1/2, respectively. The diffusion coefficients corresponding to the growth of IMCs at the interface of SAC305 and SABI solder joints were further calculated to be 2.67 × 10−16 cm2/s and 1.47 × 10−17 cm2/s, respectively.

The total thickness of interfacial IMCs layer in SABI and SAC305 solder joints against the square root of aging time at 150 °C
The growth of Cu6(Sn, In)5 was significantly slower than that of Cu6Sn5 during aging, and the growth of Cu6(Sn, In)5 was not significant. This is consistent with the results of Wu et al. [22]. Many researchers [23,24,25] have found that the addition of alloying elements changes the composition of IMCs formed at the interface, forming new IMCs of higher stability through atomic substitution reactions in which alloy atoms replace constituent atoms of IMCs of lower thermodynamic affinity. In this study, the SABI/Cu interface IMCs were Cu6(Sn, In)5, and there was no existence of Cu6Sn5, indicating that Cu6(Sn, In)5 is more stable than Cu6Sn5. It is further shown that the Cu-In thermodynamic affinity is greater than that of Cu-Sn. The same corroborates the slow growth of Cu6(Sn, In)5 in SABI solder joints. Apparently, Bi atoms act as heterogeneous particles to inhibit the growth of IMCs.
3.2 Effect of IMCs substrate with different aging time on the crystal orientation of IMCs/ SAC305 /Cu
SAC305 solder joints with different aging times were etched with corrosive solution until Cu6Sn5 is revealed, and then the IMCs/SAC305 solder/Cu were reflowed at 245 °C for 30 s. The EBSD analysis results are shown in Fig. 4. None of the solder joints are single crystals, regardless of the interfacial morphology of the IMCs substrate, as shown in Fig. 4a–c. Sn grains with different orientations were observed on the IMCs substrate side in Cu6Sn5 aged 30 days/SAC305 solder/Cu, as shown in Fig. 4d. This has some differences from the study by Xian et al. [26]. Cu6Sn5 is not able to grow rapidly at lower reflow temperatures and the lower aging temperature also slows down the volume diffusion. Therefore, the Cu6Sn5 layer could not promote Sn grain nucleation at the beginning of aging (from before aging to aging 10 days).

Crystal orientation of Sn grains in IMCs with different time of aging/SAC305 solder/Cu (a before aging; b aging for 10 days; c aging for 30 days; d Magnification of the white wireframe area in c)
As illustrated in Fig. 4(d), large-angle grain boundaries (> 15°) account for 35.2% of all grain boundaries in the Sn matrix on the interfacial Cu6Sn5 layer, and twin grain boundaries (50°-70°) account for 81.5% of all high-angle grain boundaries. In addition, all Sn grains on the Cu6Sn5 layer are exhibited, with colors corresponding to those in the IPF map, and the twin groups are marked with white wireframes. Sn grains seem to nucleate more susceptibly as twin crystals on the Cu6Sn5 layer.
Classical heterogeneous nucleation theory demonstrates that conical cavities contribute to nucleation. During the transformation of interfacial Cu6Sn5 from scalloped to planar, independent-scalloped Cu6Sn5 grows into contact and conical cavities are formed between adjacent Cu6Sn5 grains to promote nucleation of Sn grains. According to the analysis of Lehman et al. [5], Ag and Cu as impurity particles promote Sn grains to nucleate in twin-crystal form. In addition, Sn is body-centered tetragonal structure, and this structure is easy to grow epitaxially on Cu6Sn5 with hexagonal structure because the twinning interface energy is lower than other types of grain boundaries [5]. Therefore, the nearly planar Cu6Sn5 layer promotes SAC305 solder joints to twin nucleation.
3.3 Effect of IMCs substrate with different aging time on the crystal orientation of IMCs/ SABI /Cu
Figure 5 shows the EBSD results for IMCs with different aging time/SABI/Cu. Similar to IMCs/SAC305 solder joints/Cu, all SABI solder joints are polycrystalline. the results of Han et al. [27] showed that if there are large angular grain boundaries between 80° and 90° in the Sn matrix, the solder joints are twin-crystal structures. However, the number of large-angle grain boundaries between 80° and 90° in SABI solder joints decreases with increasing aging time of the IMCs layer. In addition, the number of twin groups formed in the SABI solder joints increases as the IMCs layer increases with aging time as shown in Fig. 5c, f, and i. Moreover, the different colors of Sn grains match with the IPF maps in Fig. 5(a, d, and g).

Crystal orientation of Sn grains in IMCs with different time of aging/SABI solder/Cu (a-c: before aging; d-f: aging for 10 days; g-i: aging for 30 days)
The different orientations of Sn grains on the IMCs layer are summarized in Table 1 by examining the orientation of Sn grains on the side of the IMCs layer at different aging times. Apparently, during the aging of the IMCs layer from 0 to 30 days, the number of nucleation of Sn grains on the IMCs layer by the SABI solder increases. This is different from the SAC305 solder joint. Bi [28] and In [13] as low melting point alloying elements to reduce solder melting temperature and undercooling[20]. Sn grains nucleates with less energy on the Cu6(Sn, In)5 layer during solidification. Furthermore, the presence of a small number of Bi atoms on the interfacial IMCs layer (as shown in Fig. 2a) can also serve as a nucleation site for Sn grains. Similarly, SABI solder joints were massively nucleated on IMCs layers after 30 days of aging, with three times as many Sn grains as on IMCs layers before aging. This is the result of the combined effect of heterogeneous particles Bi atoms, undercooling, and the growth of adjacent Cu6(Sn, In)5 to form conical cavities for easy nucleation.
Interestingly, the number of Sn grains in the IMCs layer aged for 60 days was similar to that of the un-aged ones and different from those aged for 10 and 30 days. As shown in Fig. 6, the IMCs layer after 60 days of aging has completely transformed into a planar shape (Fig. 6b), and the IMCs at the Cu substrate side are scallop like (Fig. 6c). From Fig. 6d, it can be noticed that the number of Sn grains at both substrates does not differ much. Consequently, the planar shape and independent scallop-like IMCs are unable to contribute to the nucleation of Sn grains.

Microscopic morphology and crystal orientation of solder joints in IMCs with 60 days of aging/SABI solder/Cu (a microstructure of SABI solder joints; b IMCs substrate; c Cu substrate; d grain orientation of Sn grains)
4 Conclusion
Based on the experimental results and the above analysis, the following conclusions can be drawn.
(1) The addition of In elements forms Cu6(Sn, In)5 of higher stability through atomic substitution reactions. In addition, the addition of Bi element inhibits the growth of the interfacial IMC layer. Therefore, the growth of Cu6(Sn, In)5 was significantly slower than that of Cu6Sn5 during aging.
(2) In the SAC305 solder joint, the Cu6Sn5 layer could not promote Sn grain nucleation at the beginning of aging. With the continuous aging test, the interfacial Cu6Sn5 transforms from scalloped to planar. Meanwhile, independent-scalloped Cu6Sn5 is interconnected and forms a conical cavity to promote the nucleation of Sn grains in the form of twin crystal.
(3) SABI solder joints were massively nucleated on IMCs layers after 30 days of aging, and the number of nucleation far exceeded that of the SAC305 solder joints. This is the result of the combined effect of heterogeneous particles Bi atoms, undercooling, and the growth of adjacent Cu6(Sn, In)5 to form conical cavities for easy nucleation. However, the number of Sn grains in the IMCs layer aged for 60 days was consistent with the un-aged ones, which is attributed to the fact that the IMCs layer after 60 days of aging has completely transformed into a planar shape and cannot promote the nucleation of Sn grains.
Data availability
The data that support the findings of this study are available from the corresponding author upon reasonable request.
References
P. Darbandi, T.R. Bieler, F. Pourboghrat, T.K. Lee, J. Electron. Mater. 43, 2521 (2014)
T.K. Lee, B. Zhou, L. Blair, K.C. Liu, T.R. Bieler, J. Electron. Mater. 39, 2588 (2010)
A.T. Wu, A.M. Gusak, K.N. Tu, C.R. Kao, Appl. Phys. Lett. 86, 241902 (2005)
B. Arfaei, N. Kim, E.J. Cotts, J. Electron. Mater. 41, 362 (2012)
L.P. Lehman, Y. Xing, T.R. Bieler, E.J. Cotts, Acta Mater. 58, 3546 (2010)
T.R. Bieler, B. Zhou, L. Blair, A. Zamiri, K.C. Liu, J. Electron. Mater. 41, 283 (2012)
D.W. Henderson, J.J. Woods, T.A. Gosselin, J. Bartelo, D.E. King, T.M. Korhonen, M.A. Korhonen, L.P. Lehman, E.J. Cotts, S.K. Kang, P. Lauro, D.-Y. Shih, C. Goldsmith, K.J. Puttlitz, J. Mater. Res. 19, 1608 (2004)
M. Lu, D.Y. Shih, P. Lauro, C. Goldsmith, D.W. Henderson, Appl. Phys. Lett. 92, 211909 (2008)
I.E. Anderson, J.W. Walleser, J.L. Harringa, F. Laabs, A. Kracher, J. Electron. Mater. 38, 2770 (2009)
W.M. Chen, S.K. Kang, C.R. Kao, J. Alloys Compd. 520, 244 (2012)
J. Wang, J. Chen, Z. Zhang, P. Zhang, Z. Yu, S. Zhang, Solder Surf. Mt. Technol. 34, 124 (2022)
Z. Zhang, J. Chen, J. Wang, Y. Han, Z. Yu, Q. Wang, P. Zhang, S. Yang, Weld. World 66, 973 (2022)
M., S., and Yeh, Metall. Mater. Trans. A (2003)
R.A. Lord, A. Umantsev, J. Appl. Phys. 98, 309 (2005)
L. Snugovsky, D.D. Perovic, J.W. Rutter, Met. Sci. J. 20, 1403 (2004)
R. Kinyanjui, L.P. Lehman, L. Zavalij, J. Mater. Res. 20, 2914 (2005)
J. Walleser, Diss. Theses Gradworks (2008)
A.S. Zuruzi, C. Chiu, S.K. Lahiri, K., and N., J. Appl. Phys. 86, 4916 (1999)
Y. Qiao, N. Zhao, H. Ma, J. Alloys Compd. 868, 159146 (2021)
M. Li, J. Han, F. Guo, L. Ma, W. Zhou, J. Electron. Mater. 49, 1 (2020)
L.C. Tsao, C.P. Chu, S.F. Peng, Microelectron. Eng. 88, 2964 (2011)
A.T. Wu, M.H. Chen, C.N. Siao, J. Electron. Mater. 38, 252 (2009)
F. Gao, T. Takemoto, H. Nishikawa, Mater. Sci. Eng. A 420, 39 (2006)
H. Nishikawa, J.Y. Piao, T. Takemoto, J. Electron. Mater. 35, 1127 (2006)
M. Omid, Hiroshi, and Nishikawa, J. Electron. Mater. 43, 4158 (2014)
J.W. Xian, Z.L. Ma, S.A. Belyakov, M. Ollivier, C.M. Gourlay, Acta Mater. 126, 540 (2017)
J. Han, F. Guo, J. Mater. Sci. 53, 6230 (2018)
Y. Kariya, M. Otsuka, J. Electron. Mater. 27, 866 (1998)
Acknowledgements
This work was supported by a grant from the National Natural Science Foundation of China (No. 51621003), the Beijing Science and Technology Plan (No. Z191100002019005) and the National Natural Science Foundation of China (No. 61904008).
Author information
Authors and Affiliations
Contributions
JH (First author, Corresponding Author): Conceptualization, Methodology, Data Curation, Resources, Formal Analysis. ZM: Data Curation, Resources, Investigation, Validation, Writing- Original Draft, Formal Analysis. XJ: Data Curation, Resources, Investigation, Validation. LM: Conceptualization, Project Administration, Supervision, Visualization. FG (Corresponding Author): Conceptualization, Project Administration, Supervision, Visualization, Funding Acquisition. YW: Investigation. WZ: Methodology, Funding Acquisition. TA: Supervision, Formal Analysis, Funding Acquisition.
Corresponding authors
Ethics declarations
Conflict of interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Han, J., Meng, Z., Jin, X. et al. Effect of different IMCs on the crystal orientation of IMCs/solder joint/Cu. J Mater Sci: Mater Electron 34, 214 (2023). https://doi.org/10.1007/s10854-022-09502-0
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s10854-022-09502-0