
Abstract
The micron-sized plate-like silver powders were prepared through wet-chemical reduction method using silver nitrate as the precursor, stearic acid as the dispersant, and ascorbic acid as the reducing agent. The effects of different types and the content of protective agents and the reaction solution adding methods on the shapes, particle size distribution, and other parameters of plate-like silver powders were investigated in the present work. When the sulfuric acid (2% of the mass of silver nitrate) is used as a protective agent, the plate-like silver powders with D50 = 6.52–11.48 μm were successfully prepared by adding the reducing solution into the silver nitrate solution dropwise. Moreover, the conductive silver paste made from as-prepared silver powders was screen printed on polyethylene terephthalate substrate to test the resistivity. Interestingly, the sintering time and temperature have significant effects on the resistivity, and the conductive paste exhibits a good conductivity of (2.19–2.27) × 10−6 Ω·m after sintering at 150 °C for 30 min. The results indicated that it is feasible to directly prepare plate-like silver powders by the wet-chemical reduction method, and the plate-like silver powders can be applied in the field of conductive silver paste.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Silver has the highest electrical and thermal conductivity among various metallic materials. And ultrafine silver powders were widely used in various conductive functional materials in the electronic paste [1,2,3]. Due to the face–face contact between the contact surfaces, rather than the point–point contact of the spherical particles, the plate-like silver powders would form a dense connection and show lower resistance than spherical particles with a same amount of silver filling [4,5,6].
The preparation methods of flake silver powder are mainly divided into physical method and chemical method [7,8,9,10]. The physical method is usually divided into two steps: obtaining silver powder precursor through chemical reduction, followed by preparing flake silver powder by mechanical ball milling. However, the problems associated with this method are long process time and high energy consumption, and purity of silver powders is easily being affected by the ball milling aids in the grinding process [11, 12]. While the wet-chemical reduction method directly involves reduction of metallic silver salt to flake silver powders. Therefore, the process flow is short and the flake silver powder obtained by direct reduction has more regular shape, adjustable particle size, and less surface coating [13, 14].
Researchers had used the wet-chemical reduction method to prepare nano- or micron-sized flake silver particles with different particle sizes and shapes [15, 16]. Yu et al. [17] used cetyltrimethylammonium bromide (CTAB) as a surfactant and controlled the reaction conditions to prepare silver nanoparticles with a flaky structure. Wang et al. [18] prepared nano-silver flakes with good crystallization in the presence of PVP. Cheng et al. [19] used an environmentally friendly method for preparing a colloidal aqueous solution of silver nanoparticles with ascorbic acid as a reducing agent. In the field of microelectronic packaging and conductive adhesive, the micron size flake silver powders are widely used. Yang et al. [5] studied the effects of solution pH value, the addition rate of silver nitrate, and the amount of polyvinyl alcohol on the microstructure of ultra-thin silver sheets. Li et al. [20] prepared silver nanoplates with the thickness of 10 nm and width of 5–10 μm using the redox reaction between silver ion and ferrous ion. Zhai et al. [16] poured FeSO4.7H2O solution into silver nitrate solution containing citric acid to prepare a size of 2–10-μm irregular shape flake silver microcrystalline powder. Cai et al. [21] used ferrous sulfate heptahydrate and ascorbic acid as reducing agents, respectively, to prepare silver particles with different morphologies. The results show that concentration of iron ion and sulfate ion has a significant effect on the shapes of silver particles.
The above researches have prepared micron or nanometer flake silver powders successfully using the chemical reduction method. However, these methods may require long reaction periods or heat treatments or the addition of other metal ions as crystal nuclei to control the shapes and size of silver particles. With the increasing demand for conductive adhesive products for high-performance conductive silver paste, it is still necessary to develop a simple, effective, and rapid method for the preparation of micron-sized flake silver powders.
In this study, we reduced the silver nitrate using ascorbic acid as a reducing agent at 25 ± 2 °C. The effects of nitric acid and sulfuric acid used as reaction protective agent, the content of sulfuric acid, and the addition method of reaction solution on the particle shapes and particle size distribution of plate-like silver powders were investigated. Then, the obtained micron-sized plate-like silver powders were prepared into a conductive silver paste to test its resistivity.
2 Material and methods
2.1 Materials
Silver nitrate (AgNO3) was purchased from Tongbai Hongxin New Material Co., Ltd. Ascorbic acid (C6H8O6) was purchased from Zhengzhou Tuoyang Industrial Co., Ltd. The sulfuric acid (H2SO4), nitric acid (HNO3), absolute ethanol (C2H6O), and stearic acid (C18H36O2) were purchased from Chengdu Kelong Chemical Co., Ltd. The water used in this study was deionized water. All the reagents were analytical purity and used without further purification.
2.2 Experiment
The ascorbic acid was used for reducing the silver nitrate, and the chemical reaction formula was as follows:
To ensure the reduction of silver nitrate completely, the ascorbic acid was used in excess, and the dosage was 1.2 times the theoretical requirement. The reaction solutions were prepared as follows: 0.1 mol/L silver nitrate solution was prepared by adding 8.5 g silver nitrate into 500 mL deionized water and nitric acid or sulfuric acid according to 1–3% of the weight of silver nitrate was used as a protective agent and stirred evenly to obtain solution 1; 0.06 mol/L ascorbic acid solution was prepared by dissolving 5.28 g ascorbic acid in 500 mL deionized water, then 0.085 g stearic acid (1% of the weight of silver nitrate) was dissolved in 5 mL absolute ethanol as a dispersant and added into the ascorbic acid solution, and stirred well to obtain reducing solution 2.
The reduction reaction was carried out by adding solution 2 into solution 1 in two different ways. The first way is uniform dropwise method as follows: put 250 mL solution 1 into a 1 L glass beaker and the solution was stirred at 200 rpm, then drop 250 mL of solution 2 into solution 1 at a uniform speed within 2 min, and continuously stirred for 1 min. The solution gradually precipitates in layers. The reacted solution was filtered and the precipitate was washed 3–4 times with deionized water and then the silver powder product is obtained after dried at 60 °C.
The second way is carried by directly adding 250 mL solution 2 into the glass beaker that contained 250 mL solution 1, and the mixed solution was stirred at 200 rpm for 3 min. After the solution gradually precipitates in layers, the following steps are the same as the first way.
2.3 Characterization
The shapes of silver powders were characterized by a scanning electron microscope (JSM-6610A, Japan Electronics Co., Ltd). The phase of silver powders was characterized by an X-ray diffractometer (XPert Powder, PANalytical B.V., the Netherlands). The particle size distribution of silver powders was detected by a laser particle sizer (Rise-2002, Jinan Runzhi Technology Co., Ltd). The specific surface area of flake silver powder was tested by BET surface area measurement (DX400, Beijing Jingwei Gaobo Science and Technology Co., Ltd). The images of conductive lines were observed by the optical microscope (XTL-16B, Shanghai Teelen Optical Instrument Co., Ltd).
2.4 Resistivity test
1.5 g of silver powders and 0.5 g of the organic carrier were ground in agate grinding for 30 min to ensure the silver powders and organic carrier was mixed evenly (the organic carrier provided by Kunming Norman Electronic Materials Co., Ltd.). Afterward, the silver powders were completely wetted by the carrier and to obtain conductive silver paste. Subsequently, the prepared paste was screen printed on polyethylene terephthalate (PET) substrate to form different shapes of conductive lines. Then the printed lines were sintered at different temperatures and times, and the resistivity of sintered conductive lines were measured using a direct current low resistance tester (TH2511, Changzhou Tonghui Electronics Co., Ltd). The resistivity of the sintered conductive lines is calculated according the calculation formula as follows:
where \(\rho\) (unit: Ω·m) is the resistivity, R (unit: Ω) is the resistance, the w, h, and l (unit: m) are the width, thickness, and length of sintered conductive lines, respectively.
3 Results and discussion
3.1 Effect of type of protective agent on phase and shapes of the silver powders
The silver powders were prepared using reactant solutions (1 and 2), when the content of protective agent, nitric acid, or sulfuric acid was 2% of the weight of silver nitrate and the content of dispersant and stearic acid was 1% (other conditions were consistent with the description of the test process in 2.2). The reaction was carried out by adding solution 2 into solution 1 dropwise in 2 min. The silver powders prepared with different types of protective agents were characterized by XRD and SEM, as shown in Figs. 1 and 2.

XRD of the silver powder prepared with different protective agents. a Sulfuric acid as protective agent. b Nitric acid as protective agent

The SEM images and particle size distribution of the silver powder prepared with different protective agents. A Sulfuric acid as protective agents. B Nitric acid as protective agents
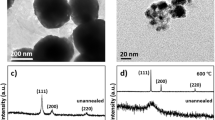
Figure 1 shows the XRD of silver powder powders prepared with different types of protective agents. The images show that diffraction peaks of the two silver powder samples corresponding to 2θ = 38.1°, 44.2°, 64.4°, 77.4°, and 81.5°, respectively, which corresponds to the (111), (200), (220), (311) and (222) crystal planes of face-centered cubic silver, are in agreement with the standard value (PDF#87-0597) [22]. The clear diffraction peaks showed that the silver powder samples prepared under the action of different protective agents are well crystallized.
From Fig. 2, it can be clear seen that different protective agents have a significant effect on the silver powder shapes, and the particle size distribution of silver powders formed with the two protective agents are both concentrated. As shown in Fig. 2a and b, when sulfuric acid was used as a reaction protective agent, the silver particles were almost flake silver powder with size diameter D50 (D50 represents a particle diameter corresponding to 50% in the volume-based cumulative particle size distribution) is 11.33 μm. However, when nitric acid was used as the reaction protective agent, the prepared silver powders were mainly high-crystalline spheroid particles with size diameter (D50) is 2.32 μm, as shown in 2 (c) and (d). It has been reported in earlier studies that [21] the sulfate can be adsorbed mostly on the (111) crystal face of the silver core and thus the growth of other crystal face is limited and making silver particle grow into sheets of anisotropy.
3.2 Effect of the content of protective agent on shapes and particle size distribution
According to the results in Sect. 3.1, the influence of different contents of the protective agent on the shapes and particle size distribution of the plate-like silver powders are studied. The reaction was carried out by adding solution 2 into solution 1 dropwise in 2 min. The content of sulfuric acid is 1%, 2%, and 3% of the weight of silver nitrate, respectively, and other conditions are consistent with the description of the test process in 2.2. The SEM images and particle size distribution of plate-like silver powders are shown in Fig. 3.

SEM images and particle size distribution of silver powders prepared with different contents of sulfuric acid (A 1%, B 2%, C 3%). A 1% content of sulfuric acid. B 2% content of sulfuric acid. C 3% content of sulfuric acid
From Fig. 3, it is shown that the content of the sulfuric acid has a significant effect on the shapes and particle size distribution of the silver powders. When the content of sulfuric acid is 1%, a small part of silver particles are of flake shapes, but most of them are irregular spherical shapes, as shown in Fig. 3a. It may be that the content of sulfuric acid is too small, and the concentration of sulfate ions adsorbed on the surface of the particles is not enough so that anisotropic growth into flaky particles and isotropic diffusion growth into spherical or irregular crystal particles. With the content of sulfuric acid increased to 2%, there are enough sulfate ions adsorbed on the surface of silver particles and formed hexagonal or circular flake silver powder. When the content of sulfuric acid increased to 3%, the flake shapes silver particles with smaller particle size were formed. The reason may be that the sulfate radical also acts as a dispersant in the reaction solution system, and silver particles are better dispersed to form smaller flake silver particles.
The particle size distribution of prepared silver powders with different contents of sulfuric acid was detected by laser particle sizer, as shown in Fig. 3b, d, and f. The result showed that different contents of sulfuric acid also affected on the particle size distribution of the prepared silver powders. When the content of sulfuric acid is 2%, the particle size (D50) of plate-like silver powders is larger than the particle prepared with the contents of 1% and 3%. It can also be seen from the SEM results of different silver particles shown in Fig. 3a, c, and e.
When silver powders are used in conductive silver paste, the residue impurities of silver powders have an effect on the electrical performance of conductive silver paste [5]. In this study, the loss on ignition (LOI) was used to test the residue of impurities on silver powders. The calculation formula of the loss on ignition (LOI) is as follows:
where G1 is the mass before burning and G2 is the mass after be burned. 1 g of each silver samples were kept in a muffle furnace for heating at 550 °C for 60 min and then the loss on ignition (LOI) of the silver powders are calculated as formula (3).
Figure 4a and b shows the specific surface area, and loss on ignition of silver powder prepared by different contents of sulfuric acid. It can be seen that the silver powders prepared by 2% and 3% content of sulfuric acid gave larger specific surface area than by 1% content. Plate-like silver powder with a larger specific surface area may have more residue impurities. Meanwhile, with the increase of sulfuric acid content, the calculated loss on ignition of silver powder increased, which may harm to the conductivity of conductive silver paste. Therefore, it is considered that the content of sulfuric acid of 2% is appropriate [5].

Properties of silver powder prepared with different contents of sulfuric acid. A Difference of specific surface area. B Difference of loss on ignition
3.3 Effect of the reaction solution adding methods on shapes and particle size distribution
The effect of adding reaction solution rapidly or dropwise on particle shapes and particle size distribution of plate-like silver powders was investigated. The two solutions (1 and 2) were used with content of protective agent sulfuric acid = 2% and other conditions are consistent with the description of the 2.2 test process.
In the reaction process, the phenomenon of the two adding methods are different. When solution 2 is directly added into solution 1 rapidly, the reaction solution changes from colorless to gray in 2–3 s. With continuous stirring, the solution precipitates and stratified in about 2 min. However, when adding solution 2 into solution 1 with a uniform dropwise method, the mixed solution gradually changes from colorless to grayish green after 2 s. After continuous addition for about 20 s, the mixed solution gradually changes to gray and some suspended particles appeared. When the dropping of solution 2 is completed within 2 min, the mixed solution begins to precipitate and layer.
The SEM images and particle size distribution of as-prepared plate-like silver powders are shown in Fig. 5. It can be seen from the SEM images of (a) and (b) that micron-sized plate-like silver powders were obtained by both adding methods, but different adding methods have a significant impact on the particle shapes.

The SEM and particle size distribution of prepared silver particles a SEM images by adding rapidly. b SEM images by adding dropwise. c By adding rapidly. d By adding dropwise
Figure 5c and d shows the particle size distribution of the prepared silver powders by the two adding methods, and the dispersibility of particles can be calculated from the ratio of D90/D10 (D10 represents a particle diameter corresponding to 10% in the volume-based cumulative particle size distribution and D90 represents a particle diameter corresponding to 90% in the volume-based cumulative particle size distribution). It is shown that the particle size distribution D90/D10 ratio by adding rapidly is 3.77, which is larger than the D90/D10 ratio (3.22) by adding dropwise. Large D90/D10 ratio means wide particle size distribution and low dispersibility [23]. The prepared plate-like silver powders by adding dropwise have more uniform shapes and concentrated particle size distribution than that of by directly adding. That is probably because the solutions are difficult to mix quickly and evenly by direct adding way, and the nucleation and growth of silver particles simultaneously occur and are more likely to aggregation.
3.4 Resistivity test of conductive silver paste
In order to verify the stability and reproducibility of the method in this article, six parallel experiments were carried out to prepare the micron-sized plate-like silver powders. The experimental conditions were as follows: the concentration of silver nitrate solution was 0.1 mol/L, the concentration of ascorbic acid solution was 0.06 mol/L, solution 2 (100 mL) was added into solution 1 (100 mL) by dropwise, the mass ratio of H2SO4/AgNO3 was both 2%, and other conditions were consistent with Sect. 2.2. The experimental results are shown in Table 1. When the sulfuric acid was used as the protective agent, the shapes of the particles were almost plate-like silver powders with the diameter size (D50) in the range of 6.52–11.48 μm.
In previous reports, Liang et al. [1] synthesized hexagonal flake silver powder using hydrazine hydrate (H2O2) as reducing agent. Their research shows that although the theoretical molar ratio of H2O2/Ag is 1, the ratio should be greater than 5 in order to ensure the progress of the reducing reaction and obtain better flake silver powder. Wang et al. [24] prepared monodisperse silver particles at the condition of 1.2 mol/L silver nitrate and 0.8 mol/L ascorbic acid, and their research suggest that the reaction rate increases with increasing the concentration of ascorbic acid. In order to make the reduction reaction to be completed in a short time (within 3 min), this study chose the dosage of ascorbic acid to be 1.2 times the theoretical amount. And the recovery rate of plate-like silver powders is in the range of 96.10%–97.05%.
Then conductive silver paste was prepared with the description of the test process in 2.4 and the paste was screen printed on polyethylene terephthalate (PET) substrate to form three shapes of printed lines (10 mm/100 mm, 0.3 mm/ 1500 mm, and 0.4 mm/1500 mm), as shown in Fig. 6a. Meanwhile, Fig. 6b shows the printed and sintered conductive lines observed by the optical microscope. It can be seen that the silver paste prepared by the method described in this article has smooth edges after printed, and the conductive lines are continuous without obvious deformation after be sintered at 150 °C for 30 min.

The photo of silver paste printed and sintered on PET substrate. a Image of printed lines (taken by optical camera). b Conductive lines (magnified 100 times by the microscope)
For the test of resistivity, four samples were tested simultaneously under the same experimental conditions. And for each sample, the average resistivity of the three lines are calculated according to formula (2).
Then, the printed conductive lines were sintered at 150 °C for 10, 20, 30, 40, 50, and 60 min, respectively, and the average resistivity is shown in Fig. 7. In addition, another four printed samples were sintered at different temperatures (120, 130, 140, 150, 160, and 170 °C) for 30 min, and the average resistivity is shown in Fig. 8. The error bars in Fig. 7 and Fig. 8 are based on the standard deviations.

The resistivity of conductive lines versus sintering time

The resistivity of conductive lines versus sintering temperature
From Fig. 7, after sintering at 150 °C for 10 min, the average resistivity of the conductive lines is 2.67 × 10−6 Ω·m. When the sintering time increased to 20 min, the resistivity drops to 2.53 × 10−6 Ω·m. And the resistivity drops slowly from 2.19 × 10−6 to 2.14 × 10−6 Ω·m when the sintering time was 30–60 min. Although the resistivity changes little with the increased sintering time to fully discharge the solvent in the silver paste and make the conductive lines were sintered completely, the sintering time of silver paste was determined to be 30 min.
Figure 8 shows the resistivity of the conductive lines versus different temperatures for 30 min. When the temperature is 120 °C, the average resistivity is 5.77 × 10−6 Ω·m. This is mainly because the conductive lines were only sintered on the surface, and the interior of the lines did not shrink completely. After the sintering temperature increased to 140 °C, the resistivity drops to 2.57 × 10−6 Ω·m. With the sintering temperature increased to 150 °C–170 °C, the resistivity changes slowly from 2.27 × 10−6 to 2.11 × 10−6 Ω·m. Considering the heat resistance of polyethylene terephthalate (PET) substrate and the small change in resistivity between 150 °C and 170 °C, the sintering temperature of silver paste was determined to be 150 °C. As Yunos et al. [25] suggested, the temperature plays a significant role in determining the electrical conductivity of silver, and the electrical conductivity increases when the temperature increases.
The conductive silver paste prepared with micron flake silver powders generally requires the resistivity not higher than 10–6 Ω·m order of magnitude [2, 11, 26]. When the conductive line was sintered at 150 °C for 30 min, the average resistivity of the conductive lines prepared from the obtained plate-like silver powders was (2.19–2.27) × 10−6 Ω·m, which meets the application test requirements of conductive silver paste.
4 Conclusion
-
(1)
This study provides a simple, effective, and rapid method for the preparation of micron-sized plate-like silver powders, and the silver powders with an average diameter size of 6.52–11.48 µm can be obtained using silver nitrate as the precursor, stearic acid as the dispersant, and ascorbic acid as the reducing agent.
-
(2)
The result shows that the type of protective agent, the content of protective agent sulfuric acid, and the addition method of reducing solution have significant affection on the shapes and particle size distribution of silver powders.
-
(3)
The conductive silver paste prepared by the prepared micron-sized plate-like silver powders exhibited a good conductivity of (2.19–2.27) × 10−6 Ω·m when it was sintered at 150 °C for 30 min, which shows that the prepared micron-sized plate-like silver powders can meet the application of conductive silver paste.
Data availability
The datasets generated during and/or analyzed during the current study are available from the corresponding author on reasonable request.
References
H.Z. Liang, D.J. Kim, K.N. Yu, H.S. Chung, J. Zhang, S.H. Li, R.X. Li, Pow. Metall. Technol. 21(4), 218 (2003). https://doi.org/10.3321/j.issn:1001-3784.2003.04.006
S.H. Xiong, R.C. Yang, D.J. Wu, D.F. Zheng, M.B. Tian, Electron. Compon. Mater. 24(8), 14 (2005). https://doi.org/10.3969/j.issn.1001-2028.2005.08.005
Y.W. Ao, Y.X. Yang, S.L. Yuan, L.H. Ding, G.R. Chen, Pow. Metall. Technol. 25(5), 355 (2007). https://doi.org/10.1002/jrs.1570
Z.Q. Lu, W.P. Gan, Y.F. Li, J. Zhou, C. Yang, T.T. Ge, Mater. Sci. Eng. Pow. Metall. 20(2), 200 (2015)
H.W. Yang, S.L. Guo, Y.X. Li, Y.W. Yang, C. Wang, X.W. Meng, Y.X. Chao, W. Fang, J. Mater. Sci: Mater. Electron. 28, 16267 (2017). https://doi.org/10.1007/s10854-017-7532-z
S.P. Wu, J. Mater. Sci: Mater. Electron. 18(4), 447 (2007). https://doi.org/10.1007/s10854-006-9042-2
J.Y. Duan, Q.X. Zhang, Y.L. Wang, J.G. Guan, Acta Phys. Chim. Sin. 25(7), 1405 (2009). https://doi.org/10.3866/PKU.WHXB20090731
C. Baker, L. Karpowich, W.M. Zhang, 2015 IEEE 42nd Photovoltaic Specialists Conference (PVSC), 1 (2015) https://doi.org/10.1109/PVSC.2015.7355884
Q.H. Tian, D. Deng, Y. Li, X.Y. Guo, Trans. Nonferr. Met. Soc. China 28(3), 524 (2018). https://doi.org/10.1016/S1003-6326(18)64685-0
S. Dimitrijevi, M. Miliciani, S. Dimitrijevi, M. Ranitovi, Z Kamberovi, Metall. Mater. Eng. 26(2), 223(2020) https://doi.org/10.30544/478
W. Ju, X.B. Yi, J. Zhang, Q.C. Wang, Q.H. Mou, H.L. Fan, China Pow. Sci. Technol. 022(006), 46(2016) https://doi.org/10.13732/j.issn.1008-5548.2016.06.011
W.P. Gan, J. Luo, G.Q. Guo, F. Xiang, H. Liu, Electron. Compon. Mater. 29(11), 15 (2010). https://doi.org/10.3969/j.issn.1001-2028.2010.11.005
F.C. Yan, G.Y. Gan, Y. Teng, K.Y. Kang, J.K. Yan, J.H. Yi, Mater. Rev. 30(3), 139 (2016)
X.Y. Guo, C.Y. Jiao, D. Deng, Q.H. Tian, Y. Yi, Mater. Sci. Eng. Pow Metall. 18(6), 912 (2013)
J.H. Yang, L.H. Lu, H.H. Wang, W.D. Shi, H.J. Zhang, Cryst. Grow. Des. 6(9), 2155 (2006). https://doi.org/10.1021/cg060143i
A.X. Zhai, X.H. Cai, B. Du, Trans. Nonferr. Met. Soc. China 24, 2145 (2014). https://doi.org/10.1016/S1003-6326(14)63212-X
L.G. Yu, Y.H. Zhang, Rare Met. Mater. Eng. 39(3), 0401 (2010). https://doi.org/10.1016/S1875-5372(10)60088-4
D.B. Wang, C.X. Song, Z.H. Hu, X.D. Zhou, Mater. Lett. 59(14/15), 1760 (2005). https://doi.org/10.1016/j.matlet.2005.01.061
F. Cheng, J.W. Betts, S.M. Kelly, A.L. Hector, Mater. Sci. Eng. C 46, 530 (2015). https://doi.org/10.1016/j.msec.2014.10.04
Z.H. Li, X. Zou, J.H. Sun, Q.F. Zhou, Micro Nano Lett. 9(6), 386 (2014). https://doi.org/10.1049/mnl.2014.0105
Y.K. Cai, C. Chen, F.F. Pang, X. Geng, G.Z. Han, Chin. J. Inorg. Chem. 30(6), 1339 (2014)
J.H. Yang, H.S. Wang, L.H. Lu, W.D. Shi, H.J. Zhang, Cryst. Grow. Des. 6(11), 2438 (2006). https://doi.org/10.1021/cg060469r
K. Sannohe, T.L. Ma, S. Hayase, Adv. Pow. Technol. 30(12), 1 (2019). https://doi.org/10.1016/j.apt.2019.09.015
G. Wang, H. Wang, Y.B. Cui, J.T. Bai, J. Mater. Sci: Mater. Electron. 25(1), 487 (2014). https://doi.org/10.1007/s10854-013-1613-4
A.M. Yunos, G. Omar, M.A. Salim, N.A. Masripan, M.H.A. Al-Mola, Int. J. Nanoelectron. Mater. 13, 431 (2020)
H.W. Cui, A. Kowalczyk, D.S. Li, Q. Fan, Int. J. Adhes. Adhes. 44, 220 (2013). https://doi.org/10.1016/j.ijadhadh.2013.03.004
Funding
This work was supported by the National Scientific Foundation of China (No. 51964032).
Author information
Authors and Affiliations
Contributions
All authors contributed to the study conception and design. Conceptualization: JL; methodology: SJ and XW; formal analysis and investigation: JL and SJ; writing—original draft preparation: JL; writing—review and editing: JL and NL; funding acquisition: SJ and LX; resources: ST and JL; supervision: SJ. All authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Conflict of interest
The authors have no relevant financial or non-financial interests to disclose.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Li, J., Wan, X., Li, N. et al. Preparation of micron-sized plate-like silver powders used in silver paste by wet-chemical reduction method. J Mater Sci: Mater Electron 33, 14021–14031 (2022). https://doi.org/10.1007/s10854-022-08332-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10854-022-08332-4