
Abstract
Epoxy composites comprising modified graphene oxide and copper nanowires as hybrid fillers were prepared, in which dopamine (DA) is used as modifier for copper nanowires and graphene oxide (GO). Dopamine is easily oxidized to self-polymerize into adherent polydopamine (PDA) coating on all sorts of substrates in alkaline aqueous solution. In this paper, CuNWs@PDA and GO@PDA have been prepared successfully and confirmed by TEM, SEM and XRD, which indicates that the coating layer of PDA is uniformly capped on the copper nanowires and GO nanosheets. Meanwhile, the properties of epoxy composite were obtained by testing the thermal properties, volume resistivity and dielectric constant. The different proportions of hybrid fillers prepared by two modified fillers result in different thermal conductivities and other properties. The experimental results show that the epoxy composites possess higher thermal conductivity for 0.36 W/m K and excellent electrical insulation properties when the proportion of filler CuNWs@PDA:GO@PDA is 7:3. This is mainly attributed to the good interfacial adhesion between CuNWs@PDA/GO@PDA and resin as well as the synergetic effect between CuNWs@PDA and GO@PDA.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Miniaturization of electronic devices and integrated circuits leads to the accumulation of heat generated in high density electronics, which has intensified the search for improving of the heat dissipation in recent years [1,2,3,4]. Polymer composites including polymer matrix and fillers with high thermal conductivity are often used the ideal selection because of their easier process ability and lower cost. Because of the light weight, good electrical insulation and easy processing, epoxy resin, as a polymer matrix, is often used as packaging materials for electronic circuits. Nevertheless, the intrinsic thermal conductivity of epoxy is poor, only 0.17–0.21 W/mK [5], which makes it difficult to dissipate the generated heat effectively and ensure the stability of electronic equipment. In order to solve the problem, the introduction of high thermal conductive fillers is a universal method for enhancing the thermal conductivity of epoxy composite.
There are various thermal conductive fillers with good thermal conductivity coefficients, including AlN [6, 7], Al2O3 [8, 9], BN [10], Ag [11, 12], SiC [13,14,15] and so on, have been used to improve the thermal conductivity of polymer matrix, but a large amount of addition are needed to meet the requirement of thermal conductivity, which will deteriorate the viscosity, processing and other properties of epoxy [16]. As an emerging research, metallic nano-materials have attracted more and more attention in materials science [17,18,19,20]. Ag nanowires have been used to prepared high thermal conductive composite due to its excellent thermal conductivity. However, the high cost, small storage in the nature and other characteristics limit its applications [21, 22]. By contrast, one-dimensional copper nanowires not only possess the super thermal conductivity, electrical conductivity and good ductility which are similar to those of Ag and Au nano-materials, but also have the advantages of low cost and abundant reserves [23]. Therefore, as outstanding thermal conductive fillers, copper nanowires have great potential to fabricate high thermal conductive polymer composites.
Similarly, graphene is another kind of inorganic nanofillers which attracted great attention. It consists of a single layer of carbon organized in a honeycomb structure and emerges as promising material in the fields of electronics applications, energy storage and polymer nanocomposites [24, 25], owing to its extraordinary thermoelectric [26], electrical [27], thermal [28, 29], mechanical [30] and optical properties [31]. Graphene oxide (GO), as one of the important graphene derivative, has been testified possessing higher thermal conductivity [32]. Meanwhile, it can be easily designed, functionalized and dispersed in water because of a large number of oxygen-containing groups (–O–, –OH, –COOH) existing on the surface [33]. Consequently, graphene oxide can be easily modified to increase the compatibility with organic polymer matrix and can be used as thermal conductive filler to improve the thermal conductivity of polymer matrix.
The idea of employing a hybrid filler consisting of two or more kinds of filler materials has already been explored and discussed in the literature and it has been testified that the improvement of polymer composites properties can be acquired by combining the advantages of each filler [34, 35]. Considering the high thermal conductivity, we select graphene oxide and copper nanowires as a hybrid filler and maximized the thermal conductivity of prepared thermal conductive epoxy composites. However, the fillers of CuNWs and graphene oxide in matrix have poor dispersion due to the incompatibility between inorganic fillers and organic polymer matrix. Dopamine [36], unique molecule similar with the adhesive proteins, is easy to self-polymerize and produce an adherent polydopamine (PDA) coating on a variety of substrates at a weak alkaline pH. Moreover, polydopamine can also reduce graphene oxide as a reducing agent, increasing the thermal conductivity of filler itself and preparing functional graphene oxide [37]. Therefore, we use dopamine to modify the two types of fillers and use them as a hybrid filler to improve the thermal conductivity of epoxy composite and enhance the compatibility between fillers and resin. Then the thermal conductivity, surface morphology, and dielectric properties of the epoxy composites were investigated.
2 Experiment
2.1 Materials
Glucose anhydrose and copper chloride (CuCl2·2H2O) were obtained from Shanghai Han Si Chemical Co. Ltd. Polyvinylpyrrolidone (PVP) and dopamine hydrochloride were purchased from Aladdin Chemistry Co., Ltd. Oleic acid and Oleylamine were purchased from MACKLIN. The graphene oxide (GO) nanosheets were produced from natural graphite flakes by the modified Hummers method [38]. Tris(hydroxymethyl) aminomethane (Tris) was purchased from Beijing Chemical Reagent Company. Epoxy was purchased from Tianjin Kailida Chemical Trading Co., Ltd. (Tianjin, China), 6-dimethylaniline was purchased from Dezhou Run Xin Experimental Instrument Co. Ltd. (Shandong, China). Ethanol and hydrazine hydrate were purchased from Tianli Chemical Reagents Co. Ltd (Tianjin, China). All reagents were of analytical grade and used as received without further purification.
2.2 Preparation of CuNWs
Copper nanowires were prepared by the following steps. Firstly, copper chloride of 0.245 g, polyvinylpyrrolidone (PVP) of 0.175 g and glucose of 0.284 g were added to 28.0 mL deionized water under magnetic stirring. Secondly, the mixture solution of 2.8 mL oleylamine (OM) and 28 μL oleic acid (OA) as the stabilizing agent, 5.0 mL ethanol were added into a 200 mL three-necked flask under magnetic stirring. After that, the two mixed solution were diluted to 140 mL with deionized water, followed by 50 °C oil bath and magnetic stirring for 12 h. The color of the mixed solution will change from blue to caesious. Subsequently, the mixed solution was transferred to a Teflon-lined autoclave and reacted at 126 °C for 6 h. The resulting solution was quickly washed with deionized water and ethanol for three or four times. Finally, the reddish brown CuNWs were obtained and conserved in ethanol solution to form CuNWs suspension for use.
2.3 Preparation of CuNWs with dopamine (PDA@CuNWs)
One gram of CuNWs were dispersed in the mixed solution of 300 mL of Tris-buffer solution (10 mM, pH 8.5) and 100 mL of ethanol. Then 400 mg of dopamine hydrochloride was added. The mixture was stirred vigorously at room temperature overnight. After the reaction completed, the resulting product was washed with deionized water and ethanol for several times and coded as CuNWs@PDA.
2.4 Preparation of graphene oxide with dopamine (GO@PDA)
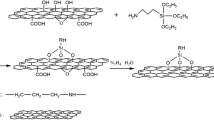
PDA-capped GO was obtained primarily as follows: 100 mg of as-prepared GO was dispersed in 200 mL Tris-buffer solution (10 mM, pH 8.5). Then 50 mg of dopamine hydrochloride was added and dispersed by sonication for 10 min in an ice bath. The reaction was completed by stirring intensively at 60 °C for 24 h and the PDA-capped GO was filter with 2 μm membrane and washed with deionized water for several times. Finally, the black PDA modified graphene oxide (GO@PDA) was obtained by vacuum drying.
2.5 Preparation of epoxy composites
Firstly, epoxy resin was heated to 60 °C for several minutes to reduce the resin viscosity. Then the functionalized CuNWs and graphene oxide were mixed and incorporated into epoxy resin at their corresponding mixing ratio, accompanying with a high amplitude ultrasonicator and heat. When the ethanol was completely volatilized, added proper curing agent and hand mixed until both the hybrid filler and resin mixed evenly. The ratio of epoxy resin and curing agent was fixed at 1:3. Subsequently, the mixed solution was poured into preheated mold and degassed in a vacuum oven to remove bubbles at 60 °C for about 15 min. After that, the mixture was transferred to oven and cured step by step at 60 °C for 12 h, 80 °C for 6 h, 120 °C for 5 h.
2.6 Characterization
Fourier transform infrared (FT-IR) spectra of CuNWs@PDA and GO@PDA were recorded between 400 and 4000 cm− 1 by a PberkinElmer-283B FT-IR Spectrometer. The samples were grinded with (KBr) powder and then pressed into pellets to test.
X-ray diffraction (XRD) investigation was obtained on a X’Pert Pro MPD diffractometer with Cu Kα radiation (λ = 0.154178 nm). The current was 20 mA, and the tube voltage was 36 kV. The 2θ range between 5 and 85° with the scanning rate of 0.02° s− 1.
The scanning electron micrographs (SEM) of the sample morphology was executed on a HITACHIS-570 instrument. All samples were glued to the conductive adhesive and sputtered with a thin layer (about 10 nm) of gold.
High resolution transmission electron microscopy (HRTEM) images were gained with a JEOL JEM-200CX microscope operating at 200 kV.
The thermal conductivity of composites was achieved using a hot disk instrument (AB Corporation, Sweden) by standard method, which is based on a transient technique. The measurements are performed on two-side parallel samples (specimen dimension for 10 × 10 × 3 mm3) by putting the sensor (3.2 mm diameter) between two slab shape samples. The sensor supplies a heat pulse of 0.03 W for 20 s to the samples and the associated change in temperature is recorded.
Volume electrical resistivity were performed by using a ZC36 high impedance meter (Shanghai Precision Scientific Instrument Co., Ltd, China).
The thermal gravimetric analysis (TGA) tests were obtained by using a Perkin Elmer TGA-7 (USA) at a heating rate of 10 °C min− 1 in a nitrogen atmosphere from 50 to 800 °C.
The dielectric constant of composites was tested by a high frequency QBG-3 Gauger over a wide frequency from 10 to 60 MHz.
3 Results and discussion
In order to analyze the structural characterization of as-prepared CuNWs@PDA and GO@PDA, X-ray diffraction (XRD) is investigated and shown in Fig. 1a, b. In the XRD of Fig. 1a, there are three obvious diffraction peaks at 2θ = 43.31°(111), 50.48°(200), 74.18°(220) corresponding to the face-centered cubic (fcc) crystal structure of CuNWs, respectively, which are consistent with the standard reported values (JCPDS File NO. 04-0836). The reflections of CuNWs@PDA show nearly no difference with CuNWs, which indicates that the PDA does not destroy the crystal structure of CuNWs. In Fig. 1b, the single sharp diffraction peak of the spectrum of GO at 2θ ≈ 11.26° corresponding to the d-spacing of 0.772 nm. By contrast, the strong diffraction peak of the GO@PDA shifts much to left, corresponding to the d-spacing of 1.038 nm, which shows that PDA successfully coated on GO. In addition, there is a new peak at 2θ ≈ 24° in the XRD spectrum of CuNWs@PDA, which demonstrates that GO has been reduced by dopamine. All these evidences demonstrates that CuNWs@PDA and GO@PDA are successfully prepared.

a XRD spectrum of CuNWs, CuNWs@PDA, b GO and GO@PDA
To confirm that CuNWs and GO have been successfully coated with PDA, FTIR spectrum of CuNWs@PDA, GO and GO@PDA are showed in Fig. 2. In the spectrum of GO, the main characteristic peaks of GO at around 3388, 1710, 1175 and 1064 cm− 1 corresponded to –OH stretching, carboxyl C=O stretching, epoxy C–O stretching and hydroxyl C–O stretching vibrations, respectively. After treated with PDA, as shown in the spectrum of GO@PDA, the peak at around 3388 cm− 1 corresponds to catechol O–H stretching vibration peak, the peak at around 1050 cm− 1 represents C–N stretching vibration peak and the peak at 1583 cm− 1 corresponds to benzene skeleton vibration and aromatic N–H bending vibration peaks. These peaks of the Characteristic peaks from GO@PDA are all from pure PDA not GO [39]. Moreover, the peaks of C=O and C–O in the GO@PDA spectrum becomes much weaker and nearly disappears compared with GO, which indicating that GO has been reduced. In the spectrum of CuNWs@PDA, there are also appeared similar peaks with pure PDA. The above analysis demonstrates that GO is reduced to graphene by dopamine and PDA are grafted onto the CuNWs and GO successfully.

FT-IR spectrum of as-prepared GO and GO@PDA
In order to show the good morphology and microstructure, the prepared CuNWs, CuNWs@PDA, GO, GO@PDA, CuNWs@PDA/GO@PDA and CuNWs@PDA/GO@PDA/epoxy composite are conducted by SEM and TEM. In Fig. 3a, the prepared CuNWs have high aspect ratio, uniform diameter and good dispersity, which is in accord with the morphology typically described in the literature [40]. In addition, the diameter of the copper nanowire is about 90 nm. In Fig. 3b, the diameter of CuNWs-PDA is about 360 nm. Meanwhile, it is clear that the coating layer of PDA is uniformly capped on the copper nanowires and the thickness of the cap layer is about 135 nm. The morphology of prepared GO and PDA-capped GO nanosheets are shown in Fig. 3c, d. Because PDA is easy to form free PDA particles at high dopamine concentration or temperature [36], the PDA-capped GO is filtered and washed with deionized water and no free PDA particles are found in the TEM images of PDA-capped GO nanosheets. Figure 3e is the TEM image of hybrid filler of GO@PDA and CuNWs@PDA. Figure 3f is the cross-sectional SEM image of the CuNWs@PDA/GO@PDA epoxy composite. As shown, the hybrid fillers of PDA-capped GO and CuNWs@PDA can well disperse in the epoxy matrix, which is mainly attributed to the surface functionalization which can give excellent compatibility between the fillers and epoxy matrix.

SEM images of a CuNWs and b CuNWs@PDA. TEM images of c GO, d GO@PDA, e CuNWs@PDA/GO@PDA, f SEM cross-section image of CuNWs@PDA/GO@PDA epoxy composite
It is well known that thermal conductivity can be maximized by mixing two or more filler materials with high thermal conductivity. However, the different proportions of the two fillers in the hybrid filler will result in the different thermal conductivities, so we should determine the optimal ratio to maximize the thermal conductivity at the case of the same total filler loading. Figure 4 shows the thermal conductivity of (CuNWs@PDA)X/(GO@PDA)10−X/epoxy composites as a function of the CuNWs@PDA component in the hybrid filler at a total hybrid filler loading of 2 wt%. From the curve, we can conclude that the thermal conductivity of 0.364 W/m K is the highest, when the proportion of fillers CuNWs@PDA:GO@PDA is 7:3 (1.4 wt% CuNWs@PDA and 0.6 wt% GO@PDA in epoxy). This is because the synergistic effect [41] of this ratio filler can maximize the abundance of thermally conducting paths and form perfect thermal networks. Graphene is a two-dimensional sheet-like structure with a large specific surface area, which provides a good bridge between the discontinuous thermal conductive chains or thermal conductive networks formed by the copper nanowires, so that the copper nanowires are overlapped with each other by graphene to form a relatively perfect thermal conductive network. Moreover, the PDA can improve the interfacial adhesion between hybrid filler after modified and epoxy resin, which is beneficial for the homogenous dispersion of fillers in epoxy matrix. All these factors can increase the thermal conductivity of epoxy composite.

Thermal conductivity of epoxy composites prepared with hybrid (CuNWs@PDA)X/(GO@PDA)10−X filler as a function of CuNWs@PDA filler percentage (X); the total filler loading is kept at 2 wt%
The volume resistivity of (CuNWs@PDA)X/(GO@PDA)10−X epoxy composites are shown in Fig. 5. It can be observed that when a hybrid filler loading of CuNWs@PDA : GO@PDA of 7:3, the volume resistivity of epoxy composite is the lowest of about 1.2 × 1014 Ω cm. This may be because the re-aggregation and re-distribution of CuNWs and GO change the information of conductive network of fillers. It shown that although the volume resistivity reaches its minimum at this ratio, the filler in the material still has not formed the conductive path. In the case of the thermal conductivity of composites has greatly improved, the volume resistivity decreased accordingly, but is still above 1014 Ω cm, which fully meet the insulation requirements of composite materials. The result indicates that the PDA nanolayers coated on the surface of CuNWs and graphene oxide have successfully blocked the formation of the conductive network, leading to excellent insulating property of CuNWs@PDA/GO@PDA/epoxy composite.

Volume resistivity of epoxy composites prepared with hybrid (CuNWs@PDA)X/(GO@PDA)10−X filler as a function of (CuNWs@PDA) filler percentage (X); the total filler loading is kept at 2 wt%
The dielectric constant of epoxy, CuNWs@PDA, GO@PDA and CuNWs@PDA/GO@PDA systems under the frequency range from 10 to 60 MHz is shown in Fig. 6. It can be seen that the dielectric constant of GO@PDA has a remarkable jump. Meanwhile, when the weight ratio of CuNWs@PDA and GO@PDA is 7:3, the dielectric constant of the epoxy composite is higher than other CuNWs@PDA/GO@PDA systems. The prominent dielectric constant of PDA@GO epoxy composite can be explained as follow. In the nanocomposites, GO@PDA is conductive, while epoxy resin is electrically insulating material. GO@PDA acts as electrodes and epoxy acts as thin dielectric layer, and they have formed abundant microcapacitor, which leads to increase dielectric constant. In addition to this prominent value, we can see that the dielectric constant of epoxy composite is higher than that of other CuNW@PDA/GO@PDA systems when the ratio of CuNWs@PDA to GO@PDA is 7:3. This is because this proportion of mixed filler in the resin does not form a certain conductive path, resulting in a higher dielectric constant.

Dielectric constants of epoxy composites prepared with CuNWs@PDA, GO@PDA and CuNWs@PDA/GO@PDA systems versus frequency; the total filler loading is kept at 2 wt%
The thermal stability of the composites is a major factor of the composites. Figure 7 shows TG curves for epoxy composites prepared with CuNWs@PDA, GO@PDA and CuNWs@PDA/GO@PDA systems. In the TG curve, it can be seen that when the ratio of CuNWs@PDA and GO@PDA is 7:3, the char yield of the composite is higher than that of the other epoxy composite systems. This may be attributed to the following facts. Firstly, the modified CuNWs and GO have resulted in a better compatibility with epoxy, increasing the interfacial strength of the material and restricting the movement of polymer chain and further delay the decomposition of polymer at high temperature. Secondly, the addition of lamellar GO@PDAs can promote the growth and continuation of the carbon layer to form a dense carbon layer, which greatly inhibits the release of internal gas and reduces the thermal decomposition rate of the composite system, thus improving the heat of the nanocomposite system stability [29]. In addition, when the proportion of filler CuNWs@PDA:GO@PDA is 7:3, there are more copper nanowires in the epoxy composite and they are not involved in the thermal decomposition and increasing the char yield of the composite.

TG curves of epoxy composites prepared with CuNWs/PDA, GO/PDA and CuNWs/PDA/GO/PDA systems; the total filler loading is kept at 2 wt%
4 Conclusion
In this study, two kinds of fillers comparing copper nanowires and graphene oxide were coated successfully with polydopamine. Then the hybrid filler consists of the two modified fillers in different proportions is incorporated into epoxy matrix to prepare epoxy composite (the total filler is kept at 2 wt%). Comparing the properties of the composites prepared by different proportions of fillers, the epoxy composite has higher thermal conductivity of 0.36 W/m K, excellent thermal stability and good dielectric property when the proportion of filler CuNWs@PDA: GO@PDA is 7:3. This is mainly due to the good dispersity and interfacial adhesion between the hybrid filler and resin. Moreover, there are the synergetic effect between CuNWs@PDA and GO@PDA. In consideration of the excellent thermal conductivity, insulation and dielectric properties, the CuNWs@PDA/GO@PDA/epoxy composites have more potential to the application of electronic packaging, integrated circuits and other fields.
References
W. Zhou, S. Qi, C. Tu, H. Zhao, C. Wang, J. Kou, J. Appl. Polym. Sci. 104, 1312–1318 (2007)
K. Yang, M. Gu, Compos. A 41, 215–221 (2010)
C. Pan, K. Kou, Q. Jia, Y. Zhang, G. Wu, T. Ji, Compos. B 111, 83–90 (2017)
A. Feng, G. Wu, C. Pan, Y. Wang, J. Nanosci. Nanotechnol. 17, 3786–3791 (2017)
M. Donnay, S. Tzavalas, E. Logakis, Compos. Sci. Technol. 110, 152–158 (2015)
Y. Xu, D.D.L. Chung, C. Mroz, Compos. A 32, 1749–1757 (2001)
C.Y. Hsieh, S.L. Chung, J. Appl. Polym. Sci. 102, 4734–4740 (2006)
L.C. Sim, S.R. Ramanan, H. Ismail, K.N. Seetharamu, T.J. Goh, Thermochim. Acta 430, 155–165 (2005)
X. Wu, P. Jiang, Y. Zhou, J. Yu, F. Zhang, L. Dong, Y. Yin, J. Appl. Polym. Sci. 131, 1–11 (2014)
W. Zhou, S. Qi, H. Li, S. Shao, Thermochim. Acta 452, 36–42 (2007)
J.M. Seuntjens, U.S. Patent 6294738 B1 (2001)
Y.H. Yu, C.C.M. Ma, C.C. Teng, Y.L. Huang, H.W. Tien, S.H. Lee, I. Wang, J. Taiwan Inst. Chem. Eng. 44, 654–659 (2013)
T. Zhou, X. Wang, G.U. Mingyuan, X. Liu, Polymer 49, 4666–4672 (2008)
J.P. Cao, X. Zhao, J. Zhao, J.W. Zha, G.H. Hu, Z.M. Dang, Appl. Mater. Interfaces 5, 6915–6924 (2013)
Y. Li, X. Huang, Z. Hu, P. Jiang, S. Li, T. Tanaka, ACS Appl. Mater. Interfaces 3, 4396–4403 (2011)
W. Zhou, C. Wang, T. Ai, K. Wu, F. Zhao, H. Gu, Compos. A 40, 830–836 (2009)
H. Staleva, G.V. Hartland, Adv. Func. Mater. 18, 3809–3817 (2008)
S. Ganguli, A.K. Roy, D.P. Anderson, Carbon 46, (2008) 806–817
G. Wu, H. Wu, K. Wang, C. Zheng, Y. Wang, A. Feng, RSC Adv. 6, 58069–58076 (2016)
G. Wu, J. Li, K. Wang, Y. Wang, C. Pan, A. Feng, J. Mater. Sci. Mater. Electron. 28, 1–8 (2017)
Z. Yin, C. Lee, S. Cho, J. Yoo, Y. Piao, Y.S. Kim, Small 10, (2014) 5047–5052
Y. Ahn, Y. Jeong, D. Lee, Y. Lee, ACS Nano 9, 3125–3133 (2015)
A.R. Rathmell, S.M. Bergin, Y.L. Hua, Z.Y. Li, B.J. Wiley, Adv. Mater. 22, 3558–3563 (2010)
K.H. Liao, Y. Qian, C.W. Macosko, Polymer 53, (2012) 3756–3761
H. Kim, A.A. Abdala, C.W. Macosko, Macromolecules 43, (2010) 6515–6530
D. Dragoman, M. Dragoman, Appl. Phys. Lett. 91, 203116–203116-3 (2007)
X. Du, I. Skachko, A. Barker, E.Y. Andrei, Nat. Nanotechnol. 3, 491–495 (2008)
M. Fang, J. Long, W. Zhao, L. Wang, G. Chen, Langmuir Acs J. Surf. Coll. 26, 16771–16774 (2010)
M. Li, C. Tang, L. Zhang, B. Shang, S. Zheng, S. Qi, J. Mater. Sci.. 28, 15694–15700 (2017)
R.J. Young, I.A. Kinloch, L. Gong, K.S. Novoselov, Compos. Sci. Technol. 72, 1459–1476 (2012)
M. Liu, X. Zhang, Nanoscale Res. Lett. 10, 1–11 (2012)
H. Im, J. Kim, Carbon 50, (2012) 5429–5440
C. Tang, H. Yan, S. Li, M. Li, Z. Chen, J. Polym. Res. 24, 1–12 (2017)
E.H. Weber, M.L. Clingerman, J.A. King, J. Appl. Polym. Sci. 88, 112–122 (2003)
G.W. Lee, P. Min, J. Kim, J.I. Lee, H.G. Yoon, Compos. A 37, 727–734 (2006)
L.Q. Xu, W.J. Yang, K.G. Neoh, E.T. Kang, G.D. Fu, Macromolecules 43, (2010) 8336–8339
I. Kaminska, M.R. Das, Y. Coffinier, J. Niedziolka-Jonsson, J. Sobczak, P. Woisel, J. Lyskawa, M. Opallo, R. Boukherroub, S. Szunerits, Acs Appl. Mater. Interfaces 4, 1016–1020 (2012)
J. Chen, Y. Li, L. Huang, C. Li, G. Shi, Carbon 81, (2015) 826–834
D. Li, M.B. Müller, S. Gilje, R.B. Kaner, G.G. Wallace, Nat. Nanotechnol. 3, 101–105 (2008)
G.A. Gelves, B. Lin, U. Sundararaj, J.A. Haber, Adv. Func. Mater. 16, 2423–2430 (2010)
H. Wu, G. Wu, Y. Ren, X. Li, L. Wang, Chemistry 22, (2016) 8864–8871
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Li, M., Tang, C., Zhang, L. et al. A thermally conductive and insulating epoxy polymer composite with hybrid filler of modified copper nanowires and graphene oxide. J Mater Sci: Mater Electron 29, 4948–4954 (2018). https://doi.org/10.1007/s10854-017-8454-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10854-017-8454-5